1.本发明涉及裁切和包装相关领域,更具体地说,涉及一种扎带裁切包装系统。
背景技术:
2.扎带广泛地大量应用于国内外电子电工和其他行业,是一种各行业都有大量需求的消耗品,因此需要大批量生产以满足市场上的大量需求。在目前的扎带的生产制造中,从注塑机注塑出来的扎带是整版的扎带,整版扎带里面包含有从几十到几百根的连在一起的扎带,为了把整版的扎带变成独立的一条一条的扎带并包装成独立的袋装包装,目前在扎带生产制造行业中,基本上是依靠人工把扎带从整版的扎带中的一条一条地剥离下来,并由人工进行点数和人工进行封装,然后由人工把整包包装好的扎带放到指定的地方;其整个生产制造流程需要耗费大量的人工,员工的劳动强度大且人工成本极高,且产品的质量难于保证。
3.为了降低扎带的生产制造人工成本和员工的劳动强度,保证产品质量,提升竞争力,可以引入一种扎带裁切包装系统。
技术实现要素:
4.1.要解决的技术问题
5.本发明的目的在于提供一种扎带裁切包装系统,以解决现有扎带的生产制造中需耗费大量的人工、员工的劳动强度大导致人工成本极高且产品的质量难于保证的问题。
6.2.技术方案
7.为解决上述问题,本发明采用如下的技术方案。
8.一种扎带裁切包装系统,包括注塑机、注塑机机械手、自动传送带、推料机构、自动入扎带机构、视觉检测系统、自动定位压紧机构、自动裁切机构、废料排出机构、自动抓取扎带机构和自动封装单元。所述的注塑机的左侧面上设置有注塑机机械手,所述的注塑机机械手的下面装置有自动传送带,所述的自动传送带的右端设置有自动入扎带机构,所述的自动入扎带机构的后端设置有视觉检测系统,所述的视觉检测系统的后端设置有自动裁切机构,所述的自动裁切机构的右上侧设置有自动抓取扎带机构,所述的自动抓取扎带机构的后面紧接着设置有自动封装单元,所述的推料机构设置于自动入扎带机构、视觉检测系统和自动裁切机构的下方,所述的自动定位压紧机构设置于自动裁切机构的上方。
9.进一步地,所述的自动入扎带机构的后侧设置有扎带后定位机构,其前侧设置有扎带拨动机构。
10.进一步地,所述的视觉检测系统中设置有安装于可左右和上下移动的上模组上的检测相机,并设置有安装于可左右和上下移动的下模组上的推废料气缸及安装于推废料气缸上端的废料顶针。
11.进一步地,所述的自动裁切机构中设有扎带导向座和扎带切刀机构。
12.进一步地,所述的自动抓取扎带机构中设有料仓和夹爪。
13.进一步地,所述的自动封装单元中设有移动模组、夹袋机构、放袋装置、出袋机构、装袋封口机构、成品自动输送线。
14.进一步地,所述的自动定位压紧机构中设置有固定于座板上的下压气缸,所述的下压气缸的下端的左侧连接着左下压板,所述的下压气缸的下端的右侧连接着右下压板,所述的右下压板的下面安装有扎带定位销。
15.进一步地,所述的扎带切刀机构设置有右切刀和左切刀,所述的右切刀和左切刀的前端分别安装有扎带感应器,所述的右切刀安装于右刀座上,所述的左切刀安装于左刀座上,所述的右刀座安装于右边的前后移动单元上,所述的左刀座安装于左边的前后移动单元上,所述的右边的前后移动单元的底部设置有左右移动板,所述的左右移动板的前侧设置有左推气缸,所述的左右移动板的左侧与扎带导向座连接,所述的右切刀和右刀座的下面设置有右料仓,所述的左切刀和左刀座的下面设置有左料仓。
16.进一步地,所述的装袋封口机构设置有分别安装于左侧的左压块和右侧的右压块,所述的左压块的与左侧的左封口气缸连接,所述的右压块的与右侧的右封口气缸连接。
17.3.有益效果
18.相比于现有技术,本发明的优点在于:
19.(1)本发明提供的一种扎带裁切包装系统,在工作时,把从注塑机注塑出来的整版的扎带裁切成单条的扎带并按需求的数量进行包装成袋装的扎带成品并输送到预定的地点,是全过程全自动进行、无需人工参与,达到省时、节省人工,从而大大提高效率且降低人工成本并同时保证袋装扎带成品的质量稳定性。
20.(2)本发明提供的一种扎带裁切包装系统,在工作时,视觉检测系统中设置的相机自动检测整版扎带中的每一条扎带,如发现整版的扎带中存在有缺陷的单条扎带,就立即由视觉检测系统中设置的气缸推动顶针把有缺陷的扎带自动排除掉,从而保证最终包装成袋装的扎带出货成品中的每一条扎带都是合格品,从系统上保证了袋装扎带成品的质量。
21.(3)本发明提供的一种扎带裁切包装系统,在工作时,是全过程全自动进行、无需人工参与,扎带生产制造企业可实现无人化车间生产,从而可有效地解决扎带生产制造企业招工难、培训难和留人难的问题。
附图说明
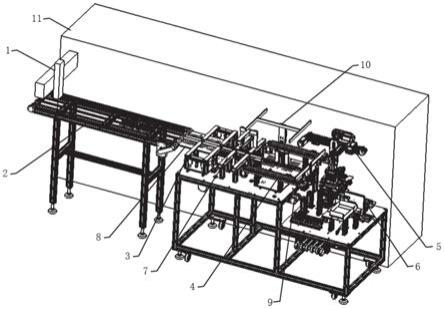
22.图1为本发明的整体结构示意图;
23.图2为本发明的自动入扎带机构和自动裁切机构的结构示意图;
24.图3为本发明的扎带切刀机构的结构示意图;
25.图4为本发明的自动抓取扎带机构的结构示意图;
26.图5为本发明的自动封装单元的结构示意图;
27.图6为本发明的装袋封口机构的结构示意图;
28.图7为本发明的视觉检测系统的结构示意图;
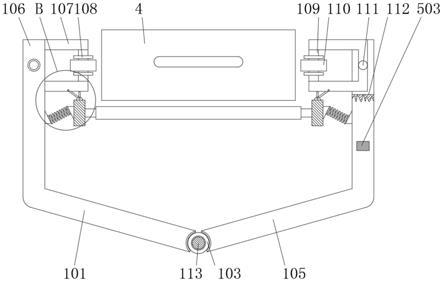
29.图8为本发明的自动定位压紧机构的结构示意图。
30.图中标号说明:
[0031]1‑
注塑机机械手、2
‑
自动传送带、3
‑
自动入扎带机构、301
‑
扎带拨动机构、302
‑
扎带后定位机构、4
‑
自动裁切机构、401
‑
扎带导向座、402
‑
扎带切刀机构、40201
‑
右切刀、
40202
‑
左切刀、40203
‑
扎带感应器、40204
‑
右刀座、40205
‑
左刀座、40206
‑
右料仓、40207
‑
左料仓、40208
‑
前后移动单元、40209
‑
左右移动板、40210
‑
左推气缸、5
‑
自动抓取扎带机构、501
‑
料仓、502
‑
夹爪、6
‑
自动封装单元、601
‑
移动模组、602
‑
夹袋机构、603
‑
放袋装置、604
‑
出袋机构、605
‑
成品自动输送线、606
‑
装袋封口机构、6061
‑
左封口气缸、6062
‑
左压块、6063
‑
右压块、6064
‑
右封口气缸、7
‑
视觉检测系统、701
‑
检测相机、702
‑
上模组、703
‑
废料顶针、704
‑
下模组、705
‑
推废料气缸、8
‑
推料机构、9
‑
废料排出机构、10
‑
自动定位压紧机构、1001
‑
下压气缸、1002
‑
右下压板、1003
‑
扎带定位销、1004
‑
左下压板、11
‑
注塑机。
具体实施方式
[0032]
为使本发明的目的、技术方案和优点更加清楚,下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,实施例所描述的仅仅是本发明一部分的实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通本技术人员在没有做出创造性劳动前提下所获得的所有其它实施方式,都属于本发明保护的范围。
[0033]
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“上/下端”、“上/下方”、“左/右”、“左/右侧”、“前/后侧”、“前/后端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0034]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0035]
如图1所示的整体结构示意图,本实施例提供了一种扎带裁切包装系统,包括注塑机11、注塑机机械手1、自动传送带2、推料机构8、自动入扎带机构3、视觉检测系统7、自动定位压紧机构10、自动裁切机构4、废料排出机构9、自动抓取扎带机构5和自动封装单元6。所述的注塑机11的左侧面上设置有注塑机机械手1,所述的注塑机机械手1的下面装置有自动传送带2,所述的自动传送带2的右端设置有自动入扎带机构3,所述的自动入扎带机构3的后端设置有视觉检测系统7,所述的视觉检测系统7的后端设置有自动裁切机构4,所述的自动裁切机构4的右上侧设置有自动抓取扎带机构5,所述的自动抓取扎带机构5的后面紧接着设置有自动封装单元6,所述的推料机构8设置于自动入扎带机构3、视觉检测系统7和自动裁切机构4的下方,所述的自动定位压紧机构10设置于自动裁切机构4的上方。在工作时,注塑机注塑成型的整版扎带由注塑机机械手从注塑机自动抓取放置于自动传送带上自动传送到自动入扎带机构的进口处,然后由推料机构进行推送,由自动入扎带机构自动定好位,先经视觉检测系统自动检测排除有缺陷的扎带,再由自动裁切机构按需要的数量自动进行裁切,然后由自动抓取扎带机构和自动封装单元把裁切好的扎带装入袋并封口成袋装扎带,袋装扎带自动落到输送线输送到预定出处,全流程全自动完成,无需人工参与,大大地降低了人工成本,并高效地保证了产品的质量。
[0036]
如图2所示的本发明的自动入扎带机构的结构示意图,所述的自动入扎带机构3的
后侧设置有扎带后定位机构302,其前侧设置有扎带拨动机构301,整版的扎带自动由前端推送进入该机构,然后扎带拨动机构301推动整版的扎带靠在扎带后定位机构302的侧面定好位,进而可把其推送到后端使用。
[0037]
如图7所示的本发明的视觉检测系统的结构示意图,视觉检测系统7中设置有安装于可左右和上下移动的上模组702上的检测相机701,并设置有安装于可左右和上下移动的下模组704上的推废料气缸705及由推废料气缸705推动的废料顶针703。在工作时,视觉检测系统7中设置的检测相机701自动检测整版前端自动输送过来的整版扎带中的每一条扎带,如发现整版扎带中存在有缺陷的单条扎带,就立即由视觉检测系统7中设置的废料气缸705推动废料顶针703把有缺陷的扎带自动排除掉,从而保证最终包装成袋装的扎带出货成品中的每一条扎带都是合格品。
[0038]
如图2所示的本发明的自动裁切机构的结构示意图和如图3所示的本发明的扎带切刀机构的结构示意图,所述的自动裁切机构4中设有扎带导向座401和扎带切刀机构402。所述的扎带切刀机构402设置有右切刀40201和左切刀40202,所述的右切刀40201和左切刀40202的前端分别安装有扎带感应器40203,所述的右切刀40201安装于右刀座40204)上,所述的左切刀40202安装于左刀座40205上,所述的右刀座40204安装于右边的前后移动单元40208上,所述的左刀座40205安装于左边的前后移动单元40208上,所述的右边的前后移动单元40208的底部设置有左右移动板40209,所述的左右移动板40209的前侧设置有左推气缸40210,所述的左右移动板40209的左侧与扎带导向座401连接,所述的右切刀40201和右刀座40204的下面设置有右料仓40206,所述的左切刀40202和左刀座40205的下面设置有左料仓40207。如图8所示本发明的自动定位压紧机构的结构示意图,所述的自动定位压紧机构10中设置有固定于座板上的下压气缸1001,所述的下压气缸1001的下端的左侧连接着左下压板1004,所述的下压气缸1001的下端的右侧连接着右下压板1002,所述的右下压板1002的下面安装有扎带定位销1003。在工作时,前端过来的整版的扎带推送到扎带导向座401,由自动定位压紧机构10进行定位和压紧,然后扎带感应器40203按需要裁切的扎带条数进行点数,左切刀40202和右切刀40201再进行移动自动进行所需要的扎带的裁切。
[0039]
如图4所示的本发明的自动抓取扎带机构的结构示意图,自动抓取扎带机构5中的夹爪502自动把裁切好的一条一条扎带从料仓501中一次地抓取到如图5所示的本发明的自动封装单元中进行自动装入包装袋中。
[0040]
如图5所示的本发明的自动封装单元的结构示意图和如图6所示的本发明的装袋封口机构的结构示意图,所述的自动封装单元6中设有移动模组601、夹袋机构602、放袋装置603、出袋机构604、装袋封口机构606、成品自动输送线605,所述的装袋封口机构606设置有分别安装于左侧的左压块6062和右侧的右压块6063,所述的左压块6062的与左侧的左封口气缸6061连接,所述的右压块6063)的与右侧的右封口气缸6064连接。在工作时,自动封装单元6中设置的移动模组601自动移动,由夹袋机构602把出袋机构604自动从放袋装置603中自动取出的包装袋放于合适的位置,然后自动完成把自动抓取扎带机构5抓取过来的扎带入袋和封口,再自动从成品自动输送线605输送到指定的地方。
[0041]
综合上述,本发明提供了一种扎带裁切包装系统,在实施中可全自动地把从注塑机里注塑好的整版扎带按需求分离成单条的扎带的并按要求的包装数量包装好,然后自动地输送到指定的地方,全流程全自动化完成,整个过程无需人工参与,大大地降低了人工成
本和劳动强度,并高效地保证了产品的质量,可实现无人化车间全自动生产。
[0042]
以上所述的实施例只为说明本发明的技术构思及特点,仅仅为本发明较佳的具体实施方式,其目的在于让熟悉此领域技术的相关人员能够了解本发明内容并加以实施,但不能以此限制本发明的保护范围,本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明公开披露的技术范围内,凡根据本发明的技术方案及其构思加以改进、等效变化或修饰、等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。