1.本发明涉及自动化技术领域,尤其涉及一种用于柜体拼装生产的控制方式。
背景技术:
2.组成柜体的板件数量较多且形状不一且复杂,通过常规的流水线无法实现自动化生产,因此柜体普遍通过人工组装完成,由于人工效率低下,且人工成本较高,使柜体整体造价提高。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本发明提供一种用于柜体拼装生产的控制方式可以实现柜体拼装无人化生产。
4.技术方案:为实现上述目的,本发明的一种用于柜体拼装生产的控制方式,包括mes制造执行系统、agv运输车、七轴机器人和拼柜靠模;所述mes制造执行系统信号控制连接于agv运输车和七轴机器人;多台所述agv运输车分别运输柜体的门板、顶板以及侧板,并将所有板料运送至所述七轴机器人的供料台区域;所述agv运输车将板料送达至七轴机器人的供料台区域后将到达位置、板料对应柜体的型号以及数量信息发送至mes制造执行系统,所述mes制造执行系统根据获得的信息形成生产订单,并将生产订单信息发送至所述七轴机器人;所述七轴机器人根据生产订单信息获取行走轨迹和抓取位置,所述七轴机器人根据行走轨迹和抓取位置抓取对应的板料并移动至拼柜靠模进行拼装。
5.进一步地,所述agv运输车系统通过数据库获取板料对应柜体的型号、板料的数量和板料的位置,并通过无线传输技术发送至所述mes制造执行系统。
6.进一步地,所述七轴机器人设有滑台,所述拼柜靠模设于滑台端部,所述滑台长度方向的两侧为七轴机器人的供料台区域,所述agv运输车将板料送达供料台区域后沿滑台长度方向依次排列。
7.有益效果:本发明的一种用于柜体拼装生产的控制方式可以实现柜体拼装无人化生产,包括但不限于以下技术效果:
8.1)设置agv运输车通过电磁轨道自动寻路,通过无线技术传输信息并受到系统控制,可以实现板料的自动化运送和与七轴机器人的自动对接;
9.2)设置七轴机器人根据生产订单信息获取行走轨迹和抓取位置并根据信息抓取对应的板料后移动至拼柜靠模进行拼装,实现全程自动化生产。
附图说明
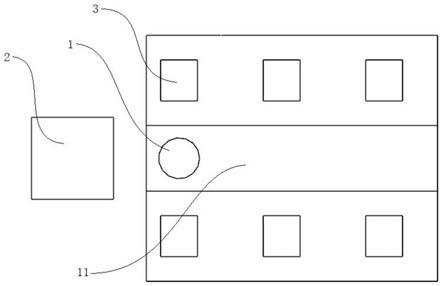
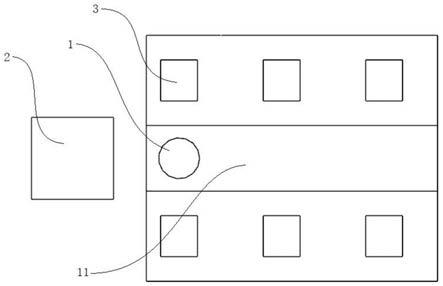
10.附图1为本发明的结构示意图。
具体实施方式
11.下面结合附图对本发明作更进一步的说明。
12.如附图1:一种用于柜体拼装生产的控制方式,包括mes制造执行系统、agv运输车3、七轴机器人1和拼柜靠模2;所述mes制造执行系统信号控制连接于agv运输车3和七轴机器人1;多台所述agv运输车3分别运输柜体的门板、顶板以及侧板,并将所有板料运送至所述七轴机器人1的供料台区域;所述agv运输车3将板料送达至七轴机器人1的供料台区域后将到达位置、板料对应柜体的型号以及数量信息发送至mes制造执行系统,所述mes制造执行系统根据获得的信息形成生产订单,并将生产订单信息发送至所述七轴机器人1;所述七轴机器人1根据生产订单信息获取行走轨迹和抓取位置,所述七轴机器人1根据行走轨迹和抓取位置抓取对应的板料并移动至拼柜靠模2进行拼装;七轴机器人1通过不断抓取不同的板件可以实现不同型号的柜体拼装,可以实现全程自动化生产。
13.所述agv运输车3系统通过数据库获取板料对应柜体的型号、板料的数量和板料的位置,并通过无线传输技术发送至所述mes制造执行系统;agv运输车3通过电磁轨道自动寻路,通过无线技术传输信息并受到系统控制,可以实现板料的自动化运送和与七轴机器人1的自动对接。
14.所述七轴机器人1设有滑台11,所述拼柜靠模2设于滑台11端部,所述滑台11长度方向的两侧为七轴机器人1的供料台区域,所述agv运输车3将板料送达供料台区域后沿滑台11长度方向依次排列。
15.以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
技术特征:
1.一种用于柜体拼装生产的控制方式,其特征在于:包括mes制造执行系统、agv运输车(3)、七轴机器人(1)和拼柜靠模(2);所述mes制造执行系统信号控制连接于agv运输车(3)和七轴机器人(1);多台所述agv运输车(3)分别运输柜体的门板、顶板以及侧板,并将所有板料运送至所述七轴机器人(1)的供料台区域;所述agv运输车(3)将板料送达至七轴机器人(1)的供料台区域后将到达位置、板料对应柜体的型号以及数量信息发送至mes制造执行系统,所述mes制造执行系统根据获得的信息形成生产订单,并将生产订单信息发送至所述七轴机器人(1);所述七轴机器人(1)根据生产订单信息获取行走轨迹和抓取位置,所述七轴机器人(1)根据行走轨迹和抓取位置抓取对应的板料并移动至拼柜靠模(2)进行拼装。2.根据权利要求1所述的一种用于柜体拼装生产的控制方式,其特征在于:所述agv运输车(3)系统通过数据库获取板料对应柜体的型号、板料的数量和板料的位置,并通过无线传输技术发送至所述mes制造执行系统。3.根据权利要求1所述的一种用于柜体拼装生产的控制方式,其特征在于:所述七轴机器人(1)设有滑台(11),所述拼柜靠模(2)设于滑台(11)端部,所述滑台(11)长度方向的两侧为七轴机器人(1)的供料台区域,所述agv运输车(3)将板料送达供料台区域后沿滑台(11)长度方向依次排列。
技术总结
本发明公开了一种用于柜体拼装生产的控制方式,包括MES制造执行系统、AGV运输车、七轴机器人和拼柜靠模;所述MES制造执行系统信号控制连接于AGV运输车和七轴机器人;多台所述AGV运输车分别运输柜体的门板、顶板以及侧板,并将所有板料运送至所述七轴机器人的供料台区域;所述AGV运输车将板料送达至七轴机器人的供料台区域后将到达位置、板料对应柜体的型号以及数量信息发送至MES制造执行系统,所述MES制造执行系统根据获得的信息形成生产订单,并将生产订单信息发送至所述七轴机器人;所述七轴机器人根据生产订单信息获取行走轨迹和抓取位置,所述七轴机器人根据行走轨迹和抓取位置抓取对应的板料并移动至拼柜靠模进行拼装。行拼装。行拼装。
技术研发人员:陈胜 唐文涛 李山山 何富成 李明东 朱云龙 周书磊 张佳志 王小丽 袁辉 朱丹燕
受保护的技术使用者:江苏森蓝智能系统有限公司
技术研发日:2021.07.05
技术公布日:2021/11/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。