1.本发明涉及一种用于制造建筑物构件的方法、一种用于制造建筑物构件的系统和一种建筑物构件。
技术实现要素:
2.本发明的任务是提供一种用于制造建筑物构件的方法、一种用于制造建筑物构件的系统和一种建筑物构件,该建筑物构件尤其相应具有改进的特性。
3.本发明通过提供一种具有权利要求1的特征的方法、一种具有权利要求9的特征的系统和一种具有权利要求16的特征的建筑物构件而实现该任务。本发明的有利的改进方案和/或设计方案在从属权利要求中描述。
4.根据本发明的、尤其是自动的方法构造或者配置或者设置用于制造尤其是三维的建筑物构件。该建筑物构件具有至少一个、尤其连续的第一区域和尤其紧挨着或者直接、邻接或者靠近该第一区域上的尤其连续的第二区域、尤其在时间上在制造之后。在该第一区域中隐藏建筑材料的安装
‑
或加装结构、尤指在时间上在制造之后。该方法具有以下步骤:a)尤其自动地、排出或排放用于制造其中一个区域的建筑材料,并且尤其自动地和/或局部地给该建筑材料配设标记材料或检测材料、在时间上在该排出之前、与该排出同时和/或在时间上在该排出之后、尤其在时间上在该排出之前或与该排出同时或在时间上在该排出之后;b)尤其自动地排出或排放用于制造另一区域的建筑材料,尤其在时间上在该步骤a)之前、与该步骤a同时和/或在时间上在该步骤a)之后、尤其在时间上在该步骤a)之前或与该步骤a)同时或在时间上在该步骤a)之后。
5.特别地,建筑物构件可以是房屋建筑物构件和/或墙壁和/或天花板。
6.第一区域可以被称为第一区和/或第二区域可以被称为第二区。附加地或替代地,第二区域可以与第一区域不同。特别地,在第二区域中不能够或不需要隐藏建筑材料的安装结构。此外附加地或替代地,第一区域和第二区域尤其可以沿着或平行于与建筑材料和/或建筑物构件的,尤其是下一个表面不同的表面,尤其是在不同的部位或者位置上特别地布置。
7.安装结构可以与建筑材料不同。附加地或替代地,建筑材料可以是混凝土、尤其是新拌混凝土和/或是触变性的。此外附加地或替代地,建筑材料可以具有最小4毫米(mm)、特别是最小10mm、特别是最小16mm的粗粒。
[0008]“隐藏”可以被称为“遮盖”和/或意味着,安装结构尤其水平地布置在建筑材料后面和/或尤其竖直地布置在建筑材料下方。特别地,安装结构可以被建筑材料包围。因此,安装结构可以至少在建筑物构件的一侧上尤其容易不可见。
[0009]
特别优选地,第一区域可以是其中一个区域并且第二区域可以是另一区域。替代地,第一区域可以是该另一区域,并且第二区域可以是其中一个区域。
[0010]
用于制造另一区域的建筑材料不能够或不需要被配设和/或配设标记材料。
[0011]
标记材料可以与建筑材料、特别是混凝土促进剂和/或安装结构不同、特别是在时间上在配设之前。附加地或替代地,步骤a)可以具有:将标记材料引入到建筑材料中。此外附加地或替代地,标记材料可以构造用于尤其与没有标记材料相比尤其局部地改变建筑材料的尤其物理的特性。
[0012]
这,尤其是标记材料能够实现,尤其是在没有标记材料的情况下未识别的或注意的区域/安装结构被定位或者探测到、尤其是相对精确地被定位或者探测到。 因此这能够实现:避免尤其无意地损坏安装结构,尤其在建筑物构件尤其第一区域的固定装置和电缆通道的加工、尤其引入时。附加地或替代地,这能够实现:例如借助第一区域/安装结构的通常相对不准确地记录和/或通常相对不准确地实施的建筑计划,在时间上缩短或甚至完全避免迄今的定位。因此,该方法具有改进的特性。
[0013]
在本发明的一种改进方案中,标记材料尤其在第一区域中在空间上比安装结构更靠近建筑材料和/或建筑物构件的尤其至少一个表面、尤其该表面和/或下一个的表面地布置,尤其在与该表面正交的方向上。这能够在加工建筑物构件,尤其是第一区域时,在时间上在安装结构之前,尤其是在损坏安装结构之前注意到标记材料。标记材料尤其可以尤其部分地布置在该表面上。这能够实现的是,从外部注意到其中一个区域、尤其是第一区域、尤其是标记材料。
[0014]
该标记材料尤其能够被构造用于建筑材料和/或建筑物构件的尤其是表面的结构的尤其局部的改变或者尤其局部地改变的产生,尤其混凝土变形机。
[0015]
在本发明的一种改进方案中,标记材料是铁磁材料和/或颜料、尤其是染料。这,尤其铁磁材料能够实现磁探测或识别。附加地或替代地,这,尤其是颜料能够实现光学探测或识别,特别是在建筑物构件的、特别是其中一个区域的半成品状态,不用多说和/或在建筑物构件的、特别是其中一个区域的扩展状态,例如借助钻孔粉尘。特别地,铁磁材料可以具有或是金属薄片。附加地或替代地,颜料可以由建筑材料的尤其是自然的颜料,尤其是与没有标记物质例如灰色、白色相比不同,例如蓝色、紫色、黄色、绿色或红色构成。此外附加地或替代地,建筑材料可以通过标记材料、尤其颜料,尤其在其中一个区域中或局部地着色。此外附加地或替代地,尤其在第一区域中的建筑材料可以这样配设颜料,使得建筑材料和/或建筑物构件,尤其其表面可以沿尤其正交于和/或径向于安装结构的方向,尤其沿着或平行于表面具有颜料变化、特别是强度增加的颜料变化。
[0016]
这可以实现显示与安装结构的间距。此外附加地或替代地,颜料可以具有建筑材料重量、特别是水泥重量的最小0.2百分比(%)、特别是最小2%和/或最大20%、特别是10%的质量份额。
[0017]
在本发明的一个设计方案中,安装结构是来自不同安装类型或安装种类的组合。给不同的安装类型分配不同的颜料。这使得能够清楚地显示或者辨认安装类型。
[0018]
特别地,安装结构可以具有或可以是用于安装的井道和/或管路特别是管、软管和/或电缆。
[0019]
在本发明的一种改进方案中,安装结构是气体安装、水安装、加热安装、冷却安装、空调安装、通风安装和/或电气安装。
[0020]
在本发明的一种改进方案中,要么尤其优选地步骤a)要么步骤b)具有:尤其自动
地将安装结构引入到建筑材料中。这能够在时间上缩短建筑物构件的制造。
[0021]
特别地,该方法可以具有预制方法,其中,预制方法可以具有至少排出特别是建筑材料。
[0022]
在本发明的一种改进方案中,该方法具有尤其是自动的3d打印方法、尤其是挤出方法,该方法尤其是3d打印方法。3d打印方法至少具有排出特别是建筑材料。尤其3d打印方法可以被称为增材制造方法。附加地或替代地,3d打印方法特别是挤出方法可以具有排出、特别是挤出至少一段、特别是该建筑材料。特别地,尤其被排出的段可以是连续的或特别是以一定长度延伸。附加地或替代地,段,特别是段的宽度可以具有特别是整个墙壁厚度和/或天花板厚度。此外附加地或替代地,该段,尤其该段的横截面能够以中断来排出。这,尤其是中断可以形成井道或安装结构。此外附加地或替代地,该段尤其层状地能够在一个或已经按压或者排出的段上放置或者排放和/或尤其逐层地另外的段被放置或者排放在或者到该段上。此外附加地或替代地,建筑材料可以抗穿刺或形状稳定、尤其与排出同时。此外附加地或替代地,3d打印方法可以具有给特别是建筑材料配设特别是标记材料。
[0023]
在本发明的一种改进方案中,步骤a)具有:在时间上在排出之前并且在尤其将建筑材料与所混合、尤其所喷射的标记材料排出之前尤其自动地将尤其该标记材料混合、尤其喷射到建筑材料中。这实现了建筑材料与标记材料,特别是颜料的相对良好的混合、特别是着色。特别地,可以以大于10巴的压力,特别是大于100巴的压力喷射。这,尤其是高压能够实现将标记材料广泛地分布,从而不需要另外的混合机构。
[0024]
根据本发明的系统构造或配置用于尤其自动地制造建筑物构件、尤其该建筑物构件。该建筑物构件具有至少一个、尤其是该第一区域和/或连续的第一区域和尤其在时间上在制造之后邻接该第一区域的,尤其是该第二区域和/或连续的第二区域。在第一区域中,尤其在时间上在制造之后,尤其隐藏尤其该建筑材料的尤其该安装结构。该系统具有尤其可电操控的排出或排放装置、尤其可电操控的标记装置和尤其电的控制装置、尤其计算机。该可操控的排出装置被构造或者配置用于尤其自动地排出或排放尤其建筑材料。该可操控的标记装置被构造或者配置用于,尤其自动地和/或局部地给建筑材料配设尤其标记材料、在时间上在排出之前、与排出同时和/或在时间上在排出之后,尤其在时间上在排出之前或与排出同时或在时间上在排出之后。该控制装置被构造或者配置用于尤其自动地和/或自主地操控该排出装置和该标记装置,使得特别是步骤a)借助于排出装置排出用于制造其中一个区域的特别是建筑材料,并且借助标记装置给建筑材料配设尤其是标记材料、在时间上在排出之前、与排出同时和/或在时间上在排出之后,尤其在时间上在排出之前或与排出同时或在时间上在排出之后,并且特别是步骤b)借助于排出装置排出用于制造另一区域的特别是建筑材料,尤其在时间上在步骤a)之前、与步骤a)同时和/或在时间上在步骤a)之后,尤其在时间上在步骤a)之前或与步骤a)同时或在时间上在步骤a)之后。
[0025]
该系统可以实现与之前描述的方法相同的优点。
[0026]
特别地,该系统可以被构造或者配置用于尤其自动地执行或实施之前描述的方法。附加地或替代地,标记装置可以与排出装置不同。
[0027]
在本发明的一种改进方案中,该系统具有尤其是可电操控的引入装置。该插入装置被构造或者配置用于尤其自动地将该安装结构引入到该建筑材料中。该控制装置被构造或者配置用于尤其自动地和/或自主地操控该引入装置,使得要么步骤a)要么步骤b)具有
将安装结构引入到建筑材料中。
[0028]
在本发明的一种改进方案中,该系统具有特别是可电操控的、共同的运动装置、尤其是一个、特别是可电操控的共同的运动臂。共同的运动装置被构造或者配置用于尤其自动地、共同、尤其是至少平移运动排出装置和标记装置、特别是与排出和配设同时。控制装置被构造或者配置用于尤其自动和/或自主地操控共同的运动装置。换句话说:排出装置和标记装置不能够或者不需要彼此独立地运动。尤其是共同的运动装置能够称为共同的定位装置和/或共同的运动臂能够被称为共同的机器人臂和/或共同的杆。附加地或替代地,共同的运动装置、尤其是共同的运动臂和/或排出装置和/或标记装置构造用于尤其是共同使排出装置和标记装置旋转运动、尤其是与排出和配设同时。
[0029]
在一种改进方案中,该系统具有3d打印系统、特别是挤出系统,该系统特别是3d打印系统。该3d打印系统至少具有该排出装置。尤其3d打印系统可以具有标记装置。
[0030]
在本发明的一种改进方案中,标记装置(尤其是具有至少一个、尤其是可操控的喷射喷嘴)被构造或配置用于,在时间上在排出之前尤其是自动地将尤其是标记材料、尤其是喷射到建筑材料中。该排出装置被构造或配置用于排出尤其具有所混合的、尤其所喷射标记材料的建筑材料。
[0031]
在本发明的一种改进方案中,该系统具有尤其可电操控的建筑材料泵。该建筑材料泵被构造或配置用于尤其自动地从该排出装置中输送尤其该建筑材料。控制装置被构造或配置用于尤其自动地和/或自主地操控建筑材料泵。特别地,该系统可以具有建筑材料输送管路,其中,该建筑材料输送管路将该建筑材料泵与该排出装置连接,用于将建筑材料从建筑材料泵穿过建筑材料输送管路流动至或者流向排出装置。附加地或替代地,建筑材料泵可以是不连续的,尤其是活塞泵、尤其是双活塞泵、尤其是具有旁管。
[0032]
在本发明的一种改进方案中,控制装置被构造或配置用于根据数据、特别是在待制造的建筑物构件的控制装置的存储器中的尤其是建筑或者设计计划,尤其是自动地和/或自主地操控排出装置、标记装置、引入装置、共同的运动装置和/或建筑材料泵。这使得工人不需要操控系统和/或减少或者甚至避免施工中的错误。
[0033]
根据本发明的建筑物构件具有至少一个、尤其是该第一区域和/或连续的第一区域和至少一个、尤其是该第二区域和/或连续的邻接该第一区域的第二区域。在第一区域中隐藏有特别是建筑材料的特别是安装结构。其中一个区域尤其具有所排出的建筑材料,该建筑材料配设有尤其该标记材料和/或所引入的和/或所混合的、尤其所喷射的标记材料。另一区域尤其具有所排出的建筑材料。
[0034]
建筑物构件可以实现与之前描述的方法和/或之前描述的系统相同的优点。
[0035]
特别地,建筑物构件可以借助于之前描述的方法和/或之前描述的系统、特别是直接地制造。附加地或替代地,建筑物构件可以部分地或完全地如之前针对方法和/或系统所描述的那样构造或配置。
附图说明
[0036]
本发明的其他优点和方面由权利要求和以下对本发明的优选实施例的描述得出,优选实施例在下文中借助于附图来阐述。
[0037]
图1以侧视图示意性示出根据本发明的用于制造根据本发明的建筑物构件的方法
的步骤b),图2以侧视图示意性示出根据本发明的用于制造根据本发明的建筑物构件的方法的步骤a),图3以侧视图示意性示出根据本发明的用于制造根据本发明的建筑物构件的方法的另一步骤b),图4以侧视图示意性示出根据本发明的用于制造根据本发明的建筑物构件的方法的另一步骤a),图5以侧视图示意性示出根据本发明的用于制造根据本发明的建筑物构件的方法的另一步骤a)和b),图6以横截面视图示意性示出图5的根据本发明的建筑物构件,图7示出根据本发明的用于制造根据本发明的建筑物构件的系统的透视图,图8示出了图7的系统的另一透视图,图9再次示出了没有上周向壁的图7的系统的另一透视图,图10示出图7的系统、引入装置和共同的运动装置的透视图,以及图11示出图7的系统和建筑材料泵的透视图。
具体实施方式
[0038]
图1至6示出根据本发明的用于制造建筑物构件bwt的方法。建筑物构件bwt尤其在时间上在制造之后具有至少一个第一区域b1和邻接第一区域的第二区域b2。在第一区域b1中隐藏有建筑材料bs的安装结构is,尤其在时间上在制造之后。该方法具有以下步骤:a)为了制造其中一个区域b1,在所示的实施例中给第一区域b1排出建筑材料bs并且在时间上在排出之前,在所示的实施例中给建筑材料bs配设标记材料ms;b)为了制造该另一区域b2,在所示的实施例中为第二区域b2排出建筑材料bs。
[0039]
图7至11示出根据本发明的用于制造建筑物构件bwt的系统20。系统20具有可操控的排出装置1、可操控的标记装置51和控制装置24。可操控的排出装置1构造用于排出建筑材料bs。可操控的标记装置51构造用于在示出的实施例中在时间上在排出之前给建筑材料bs配设标记材料ms。控制装置24被构造用于尤其自动地操控排出装置1和标记装置51,尤其如此操控,使得步骤a)具有借助排出装置1排出用于制造其中一个区域b1的建筑材料bs,并且在所示的实施例中在时间上在排出之前借助标记装置51给建筑材料bs配设标记材料ms,并且步骤b)具有借助排出装置1排出用于制造另一区域b2的建筑材料bs。
[0040]
特别地,系统20被构造用于尤其执行之前描述的方法。
[0041]
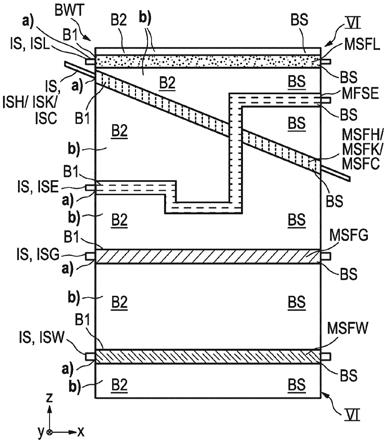
图5和6示出了尤其借助于方法和/或系统20制造的根据本发明的建筑物构件bwt。建筑物构件bwt至少具有第一区域b1和邻接第一区域的第二区域b2。在第一区域b1中隐藏有建筑材料bs的安装结构is。 其中一个区域b1、在所示的实施例中为第一区域b1具有配设有标记材料ms的所排出的建筑材料bs。另一区域b2、在示出的实施例中为第二区域b2具有所排出的建筑材料bs。
[0042]
详细地,标记材料ms在空间上比安装结构is更靠近建筑材料bs和/或建筑物构件bwt的表面of地布置,特别是在与表面of正交的方向y上。
[0043]
在示出的实施例中,标记材料尤其部分地布置在表面of上。
[0044]
此外,在所示的实施例中,标记材料ms是铁磁材料msm和颜料msf。在替代的实施例中,标记材料尤其可以是铁磁材料或颜料。
[0045]
在所示的实施例中,建筑材料bs通过标记材料ms、尤其是颜料msf尤其是在其中一个区域b1中被着色。
[0046]
详细地,安装结构is是来自不同安装类型isg、isw、ish/isk/isc、isl、ise的组合。不同的安装类型isg、isw、ish/isk/isc、isl、ise分配有不同的颜料msfg、msfw、msfh/msfk/msfc、msfl、msfe。
[0047]
此外,安装结构is是气体安装isg、水安装isw、加热
‑
、冷却
‑
和/或空调安装ish/isk/isc、通风安装isl和/或电气安装ise。
[0048]
此外,在所示的实施例中,步骤a)具有:将安装结构is引入到建筑材料bs中。
[0049]
此外,系统20具有可操控的引入装置61,如在图10中所示。引入装置61构造用于将安装结构is引入到建筑材料bs中。控制装置24被构造用于操控引入装置61,尤其如此操控,使得在所示的实施例中步骤a)具有将安装结构is引入到建筑材料bs中。
[0050]
在示出的实施例中,引入装置61具有尤其可电操控的臂和/或尤其可电操控的手。
[0051]
此外,系统20具有可操控的、共同的运动装置22,特别是可操控的、共同的运动臂,如在图10中示出的那样。共同的运动装置22构造用于共同地、尤其至少平移地运动排出装置1和标记装置51,尤其与排出和配设同时地运动、尤其共同地运动。控制装置24被构造用于、尤其操控用于尤其自动地操控共同的运动装置22。
[0052]
在示出的实施例中,附加地,共同的运动装置22和/或排出装置1和/或标记装置51被构造用于、尤其旋转用于尤其与排出和配设同时,使排出装置1和标记装置51尤其共同旋转运动。
[0053]
详细地,共同的运动装置22构造用于使排出装置1和标记装置51沿特别是水平的运动方向
‑
x共同运动。排出装置1构造用于沿与运动方向
‑
x非正交的、特别是反向的、特别是相反的排出方向x,特别是与共同的运动同时排出建筑材料bs。
[0054]
附加地或替代地,系统20尤其是排出装置1被构造用于以尤其是可变地、尤其是连续地可调节的排出速度vx排出建筑材料bs。共同的运动装置22被构造用于以与排出速度vx、尤其大致相同的运动速度v
‑
x共同地运动排出装置1和标记装置51、尤其是与排出同时。
[0055]
此外,该方法具有3d打印方法、特别是挤出方法。3d打印方法至少具有排出建筑材料bs。
[0056]
在示出的实施例中,3d打印方法附加地具有给建筑材料bs配设标记材料ms。
[0057]
此外,系统20具有3d打印系统、特别是挤出系统,系统特别是3d打印系统,如图7至图9中示出那样。系统或3d打印系统20至少具有排出装置1。
[0058]
在所示的实施例中,附加地该系统或者3d打印系统20具有标记装置51。
[0059]
详细地,排出装置1是用于挤出建筑材料bs的段st以3d打印建筑物构件bwt的打印装置或挤出装置。排出装置或者挤出装置1具有挤出机喷嘴5。挤出机喷嘴5具有尤其是矩形的排出开口2,用于将建筑材料bs的段st从挤出装置1沿尤其是几乎水平的排出方向x排出。
[0060]
特别地,挤出机喷嘴5、特别是排出开口2是管状的和/或特别是通过至少一个周向壁7a、7b、7c、7d在周向侧封闭、特别是沿/逆着特别是与排出方向x正交的第一周向y和/或特别是与排出方向x正交的第二周向z封闭。附加地或替代地,排出开口2尤其在第一周向y
上具有最小100mm、尤其最小200mm和/或最大800mm、尤其最大600mm(在所示实施例中为400mm)的,尤其最大的开口宽度bo。此外附加地或替代地,排出开口2尤其在第二周向z上具有至少15mm、尤其至少25mm和/或最大400mm、尤其最大200mm,尤其最大100mm(在所示实施例中为50mm)的,尤其最大的开口高度ho。
[0061]
在所示的实施例中,附加地,该系统或者3d打印系统20尤其具有排出装置或者挤出装置1、至少一个预先给定元件、尤其是形状预先给定元件7a、7b、8a、8b、30a、30b和至少一个尤其是可电操控的尤其是电的调节装置213、217 a、217b、218a、218b。该至少一个预先给定元件7a、7b、8a、8b、30a、30b可变地、尤其是连续地、可调节地、尤其是可动地被构造用于尤其是与排出同时,特别是沿/逆着第一周向y和/或第二周向z,特别是在至少两个不同的调节中可变地、尤其是连续地,可调节地预先给定、尤其是形状预先给定建筑材料bs的段st的尤其是矩形的段横截面的、尤其是段横截面4的平面的至少一个部分、尤其是边缘4a、4i。 该至少一个调节装置213、217 a、217b、218a、218b被构造用于尤其自动地、可变地尤其连续地调节该至少一个预先给定元件7a、7b、8a、8b、30a、30b。
[0062]
详细地,挤出机喷嘴5具有多个周向壁7a、7b、7c、7d。在周向侧周向壁限定或限制排出开口2。至少一个预先给定元件具有周向壁7a、7b中的至少一个。该至少一个周向壁7a、7b以可变调节的方式被构造用于可变调节地限定或限制挤出机喷嘴5内的建筑材料bs的尤其成形的和/或矩形的流动横截面35的外边缘或者外部35用于可变调节地预先给定段横截面4的外边缘或者外部4a。
[0063]
此外,至少一个预先给定元件具有至少一个内部元件30a、30b。该至少一个内部元件30a、30b为了可变调节地、尤其是完全布置在挤出机喷嘴5内以可变调节的方式被构造用于、尤其相对于挤出机喷嘴5可动地用于可变调节地限定或限制挤出机喷嘴5内的建筑材料bs的流动横截面35的尤其至少一个内边缘或者内部35i用于可变调节地预先给定段横截面4的尤其至少一个内边缘或者内部4i。
[0064]
特别是在图9中所示的调节中至少一个内部元件30a、30b通过中断35u、4u、特别是矩形的中断预先给定了两部分,尤其在特别是流动横截面35并且由此段横截面4的特别是水平的方向上、特别是在第一周向y上,如在图6中示出的那样。
[0065]
此外,至少一个预先给定元件包括至少一个遮盖元件8a、8b,特别是矩形遮盖元件。至少一个遮盖元件8a、8b为了可变调节地遮盖排出开口2的至少一部分2a以可变调节的方式被构造用于、尤其相对于排出开口2或者挤出机喷嘴5可动地用于通过排出开口2、尤其是排出开口2的开口横截面3的至少一个未遮盖的部分2b来可变调节地预先给定段横截面4的至少一个部分或者边缘4a、4i、尤其是外边缘4a和/或内边缘4i。
[0066]
特别是在图7和8中所示的调节中至少一个遮盖元件8a、8b遮盖排出开口2的部分2a、特别是内部和/或矩形部分,使得开口横截面3特别是矩形的,并且通过中断3u、特别是矩形中断分成两部分,特别是在尤其水平方向、特别是在第一周向y上。因此,具有特别是矩形中断3u的分为两部分、特别是矩形开口横截面3预先给定了具有建筑材料bs的尤其是排出的段st的特别是矩形中断4u的分为两部分、特别是矩形段横截面4,如在图6中示出的那样。
[0067]
此外,至少一个遮盖元件8、8a、8b以可变调节的方式被构造用于特别是在排出开口2上分离、尤其切断排出装置或者挤出装置1、特别是挤出机喷嘴5的建筑材料bs的尤其排
出的段st。
[0068]
此外,该系统或 3d打印系统或挤出系统20、特别是排出装置或者挤出装置1被构造用于放置尤其是所排出的段st,使得尤其所放置的段st保持尤其所排出的段st的其段横截面4。换句话说,系统或者3d打印系统或挤出系统、特别是排出装置和/或挤出装置不需要或不能这样构造,使得该建筑材料需要或者能够压到并且由此成形到已经存在的建筑材料层上或建筑材料分层上。
[0069]
此外,段st可以尤其逐层地放置在已经排出的或挤压或者挤出的段st上和/或另一段st可以尤其逐层地被放置在段st上,如在图1至6中示出的那样。
[0070]
此外,步骤a)具有:在时间上在排出之前和在将建筑材料bs与所混合的、尤其所喷射的标记材料ms一起排出之前,将标记材料ms混合、尤其喷射到建筑材料bs中。
[0071]
此外,标记装置51、尤其是具有至少一个、尤其是可操控的喷射喷嘴52,在所示的实施例中为十个喷射喷嘴52构造用于在时间上在排出之前将标记材料ms混合、尤其是喷射到建筑材料bs中。排出装置或者挤出装置1构造用于将标记材料ms与所混合的、尤其所喷射的标记材料ms一起排出。
[0072]
在所示的实施例中,至少一个喷射喷嘴52是至少一个时钟驱动的高压喷嘴,该高压喷嘴具有大于10巴的压力、尤其大于100巴的压力。附加地或替代地,标记装置51、尤其是至少一个喷射喷嘴52在第二周向z上布置在挤出机喷嘴5或者周向壁7d的上方和/或逆着排出方向
‑
x地布置在挤出机喷嘴5后。尤其地,标记装置51、尤其至少一个喷射喷嘴52在排出开口2之前最大1000mm、尤其最大800mm、尤其最大600mm和/或最小100mm、尤其最小200mm、尤其最小400mm地布置。这,特别是布置,使得在排出装置或挤出装置1中具有尽可能少的设有标记材料的建筑材料。
[0073]
此外,系统20具有可操控的建筑材料泵23,如在图11中示出的那样。建筑材料泵23构造用于将建筑材料bs从排出装置1中输送出来。控制装置24构造用于尤其自动地操控建筑材料泵23。
[0074]
在所示的实施例中,建筑材料泵23是不连续的、尤其是活塞泵。附加地或替代地,系统20具有建筑材料输送管路27,其中,建筑材料输送管路27将建筑材料泵23与排出装置1连接,用于建筑材料bs从建筑材料泵23通过建筑材料输送管路27流动至排出装置1。
[0075]
此外,控制装置24被构造用于根据待制造的建筑物构件bwt的数据dbwt,尤其是自动地操控排出装置1、尤其是至少一个调节装置213、217 a、217b、218a、218b、标记装置51、尤其是至少一个喷射喷嘴52、引入装置61、共同的运动装置22和/或建筑材料泵23。
[0076]
在所示的实施例中,尤其制造的建筑物构件bwt具有五个第一区域b1,如在图1至6中示出的那样。 在替代的实施例中,建筑物构件可以具有仅一个唯一的第一区域或两个、三个、四个或至少六个第一区域。 此外,在示出的实施例中,尤其制造的建筑物构件bwt具有六个第二区域b2。在替代的实施例中,建筑物构件可以具有仅一个唯一的第二区域或两个、三个、四个、五个或至少七个第二区域。
[0077]
详细地,尤其在时间上开始制造建筑物构件bwt时,在步骤b)中,为了制造另一、尤其第二区域b2而排出建筑材料bs,如在图1中示出的那样。
[0078]
在此之后,在步骤a)中,为了制造其中一个、尤其是第一区域b1,排出建筑材料bs,给建筑材料bs配设标记材料ms并且将安装结构is引入到建筑材料bs中,如图2中示出的那
样。 尤其是安装结构is为水安装isw并且给水安装isw分配颜料mfsw、尤其为蓝色,在图 2到6以阴影线从左上到右下示出。附加地或替代地,建筑材料bs、特别是在第一区域b1中以这样的方式配设有颜料mfsw,使得建筑材料bs和/或建筑物构件bwt、特别是其表面of在安装结构isw的竖直方向z上具有颜料变化、特别是强度增加的颜料变化, 在图2至6通过较弱的或较强的阴影线示出。
[0079]
在此之后,在步骤b)中,排出用于制造另一、尤其是第二区域b2的建筑材料bs,如在图3中示出的那样。
[0080]
在此之后,在步骤a)中,排出用于制造其中一个、尤其是第一区域b1的建筑材料bs,给建筑材料bs配设标记材料ms并且将安装结构is引入到建筑材料bs中,如在图4中示出的那样。尤其安装结构is为气体安装isg并且给气体安装isg分配颜料mfsg、尤其为黄色,在图 4到6以阴影线从右上到左下示出。
[0081]
在此之后,在步骤b)中,为了制造另一、尤其第二区域b2而排出建筑材料bs,并且在步骤a)中,为了制造其中一个、尤其第一区域b1而排出建筑材料bs,给建筑材料bs配设标记材料ms并且将安装结构is引入到建筑材料bs中,如在图5和6中示出的那样。
[0082]
特别地,安装结构is是电气安装ise、加热
‑
、冷却
‑
和/或空调安装ish/isk/isc和/或通风安装isl。给加热
‑
、冷却
‑
和/或空调安装ish/isk/isc分配颜料mfsh/msfk/msfc、尤其为红色,在图5和6以阴影线从上向下示出。附加地或替代地,,建筑材料bs、尤其在第一区域b1中以这样的方式配设有颜料mfsh/msfk/msfc,使得建筑材料bs和/或建筑物构件bwt、特别是其表面of在安装结构ish/isk/isc的竖直和水平方向z、y上具有颜料变化、特别是强度增加的颜料变化, 在图5和6通过较弱的或较强的阴影线示出。给通风安装isl分配颜料mfsl、尤其为绿色,在图5和6以点阴影线示出。
[0083]
如所示出的和上面介绍的实施例明确的那样,本发明提供一种有利的用于制造建筑物构件的方法、一种有利的用于制造建筑物构件的系统和一种有利的建筑物构件,该建筑物构件尤其相应具有改进的特性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。