1.本发明涉及对工作机械等的加工机进行控制的数控装置。
背景技术:
2.以工作机械为代表的工业用途的加工机被要求进行高精度且复杂的加工。工作机械通常由数控装置进行控制,进行驱动控制以使得刀具及工作台追随由加工程序规定出的指令路径。控制对象的工作机械的机械系统具有多个轴,通过数控装置进行控制以使得各个轴的位置追随指令位置。
3.数控装置为了实现高精度的加工而具有下述功能,即,考虑工作机械的机械系统的安装误差、由温度变化引起的机械系统的变形、部件固有的挠曲等而使各个轴的移动位置变化,对误差进行校正。如果使用该功能,则在工作机械的结构仅为直线轴的情况下,能够使刀具向将由刀具移动的位置决定的其位置处的误差抵消的方向进行移动而对误差进行校正。但是,为了进行复杂的形状的加工,近年的工作机械的机械系统在直线轴的基础上,还具有使工作台旋转的旋转轴的结构正在增加。在该情况下,在使刀具进行直线移动时的刀具的位置处的误差的基础上,还产生在工作台旋转的情况下产生的工件的位置的误差而加工精度恶化。因此,作为针对工作台的旋转轴对误差进行校正的功能,研究了对旋转中心的误差进行校正的功能(例如,专利文献1)。
4.专利文献1:国际公开第2011/104757号
技术实现要素:
5.在上述对旋转中心的误差进行校正的功能中,使用使工作机械所具有的工作台进行旋转的旋转轴的位置偏差数据及角度偏差数据,对通过工作台的旋转而产生的工件的位置的误差,即旋转中心的误差进行计算,通过使刀具移动而进行校正以使得将误差抵消。该校正是作为与工作台上的工件对应的位置而使刀具移动至正确的位置。但是,例如在为了对刀具进行更换而使刀具移动至具有多个刀具的转塔的刀具更换位置的情况下,由于转塔成为与工作台分体的机械系统,因此在刀具的更换位置处不产生由旋转轴的旋转引起的位置的误差。因此,需要在将校正设为无效后使刀具移动至更换位置。此时,如果在具有校正量的状态,即,成为工作台的旋转轴为0
°
以外的位置的状态下将该校正立即设为无效,则刀具阶跃地移动至旋转轴仍没有校正量的位置。通过旋转轴的角度偏差进行的校正对多个直线轴实施校正,因此该阶跃的移动也在多轴发生。其结果,机械振动发生,振动音发生,有可能导致机械的故障等。
6.本发明就是鉴于上述情况而提出的,其目的在于,得到能够对在将旋转中心的误差的校正设为无效化时发生的机械振动进行抑制的数控装置。
7.为了解决上述的课题,达到目的,本发明是一种数控装置,其基于加工程序对具有刀具的工作机械进行控制,该数控装置具有:校正部,其对工作机械的机械系统所具有的旋转轴误差所涉及的刀具的位置指令的校正量进行计算;校正动作控制部,其基于加工程序
的解析结果,对位置指令的校正的无效化进行判断;以及移动量决定部,其在校正动作控制部判断为将位置指令的校正进行无效化的情况下,使旋转轴移动至基准位置。
8.发明的效果
9.本发明所涉及的数控装置具有下述效果,即,能够对在将旋转中心的误差的校正设为无效化时发生的机械振动进行抑制。
附图说明
10.图1是表示由数控装置设为控制对象的工作机械的结构例的图。
11.图2是表示由数控装置设为控制对象的工作机械所具有的工作台的结构例的图。
12.图3是表示对在工作机械的加工动作中产生的旋转中心的误差进行校正的功能的一个例子的图。
13.图4是表示本发明的实施方式所涉及的数控装置的结构例的图。
14.图5是用于对数控装置所具有的移动量决定部的第1动作例进行说明的图。
15.图6是用于对数控装置所具有的移动量决定部的第2动作例进行说明的图。
16.图7是表示与图6所示的第2动作例相对应的时间常数的一个例子的图。
17.图8是表示数控装置的控制对象的工作机械对刀具进行更换的动作的一个例子的图。
18.图9是表示与图8所示的动作相对应的加工程序的一个例子的图。
19.图10是表示数控装置将校正进行无效化的动作的一个例子的图。
20.图11是表示数控装置将校正进行无效化的动作的其他例的图。
21.图12是表示实现数控装置的硬件的一个例子的图。
具体实施方式
22.下面,基于附图对本发明的实施方式所涉及的数控装置详细地进行说明。此外,本发明不受本实施方式限定。
23.实施方式.
24.首先,关于由本发明所涉及的数控装置设为控制对象的工作机械,使用图1~图3进行说明。图1是表示由数控装置设为控制对象的工作机械的结构例的图。
25.图1所示的工作机械具有工作台101。在工作台101上对加工对象物即工件102进行固定。工作台101具有与z轴平行的旋转轴。另外,工作机械具有柱103。在柱103安装有主轴头104,在主轴头104安装有刀具105。另外,主轴头104具有使刀具105倾斜的机构。未图示的数控装置对在主轴头104固定的刀具105相对于工件102的3维空间的相对位置及角度进行控制而使刀具105与工件102接触。在该状态下,数控装置通过使未图示的主轴电动机旋转而使刀具105旋转,进行工件102的切削加工。
26.刀具105的旋转轴与主轴头104所具有的主轴一致。另外,在与加工用途相匹配地对刀具105进行更换的情况下,数控装置使主轴头104移动至atc(automation tool changer)臂106的位置。在该状态下,atc臂106对在转塔107安装的更换用的刀具108和在主轴头104安装的刀具105进行更换。在图1所示的工作机械中,成为工作台101在y轴方向进行运动,主轴头104在x轴方向及z轴方向进行运动的构造。此外,在各轴中是工作台101进行移
动还是主轴头104进行移动的选择,是在机械设计时与工作机械的用途等相应地适当决定。
27.由数控装置设为控制对象的工作机械可以具有图2所示的结构的工作台201。图2是表示由数控装置设为控制对象的工作机械所具有的工作台的结构例的图。图2所示的工作台201具有倾斜机构。在工作机械具备具有如图2所示那样的倾斜机构的工作台201的情况下,图1所示的主轴头104可以不具有使刀具105倾斜的机构。在这里,倾斜机构是处于主轴头侧还是处于工作台侧的选择,与上述的工作台101和主轴头104的哪一者进行移动的选择同样地,在机械设计时与工作机械的用途相应地适当决定。
28.图3是表示对在工作机械的加工动作中产生的旋转中心的误差进行校正的功能的一个例子的图。由图3所示的校正功能进行校正的误差是图1所示的工作机械的机械系统所具有的误差。图3所示的校正功能是本发明所涉及的数控装置对工作机械进行控制而实现的。图3所示的工作台101设为具有位置偏差301及角度偏差302。位置偏差301是工作台101的原本的旋转轴303a的位置和实际的旋转轴303b的位置的偏差。角度偏差302是工作台101的原本的旋转轴303a的角度和实际的旋转轴303b的角度的偏差。
29.旋转中心误差校正量对在从旋转角度为0
°
的位置起进行旋转时由于位置偏差、角度偏差而产生的误差进行校正。因此,将旋转中心误差校正值成为0的基准位置在本实施方式中设为0
°
。
30.在工作台101存在位置偏差301及角度偏差302的情况下,数控装置伴随工作台的旋转,进行主轴头104的位置校正304及角度校正305。即,数控装置对主轴头104进行控制,以使得在工作台的旋转角度为0
°
时的工作台101固定的工件(未图示)和主轴头104所具有的主轴的相对位置及相对角度始终相等。由此,能够将工作机械的旋转机构所具有的偏差的影响排除,加工精度提高。
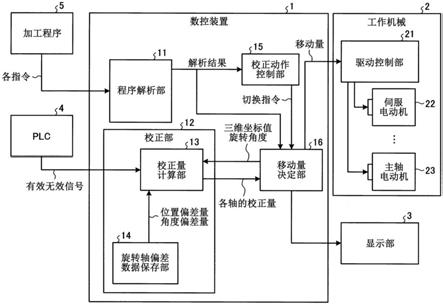
31.接下来,对本实施方式所涉及的数控装置进行说明。图4是表示本发明的实施方式所涉及的数控装置的结构例的图。在图4中,如工作机械及可编程逻辑控制器(plc:programmable logic controller)这样的与数控装置连接的装置也一并记载。
32.本实施方式所涉及的数控装置1读入加工程序5,按照在加工程序5中记述的指令的内容对工作机械2进行控制。工作机械2的结构设为图1所示的结构。此外,在图4中,对工作机械2的结构要素之中的与通过数控装置1进行的控制直接相关的驱动控制部21、伺服电动机22及主轴电动机23进行记载,关于图1所示的工作台101、柱103、主轴头104、刀具105等各种部件的记载进行省略。
33.省略了图示的工作台101及主轴头104的各轴方向的驱动是通过安装于各个轴的伺服电动机22进行的。伺服电动机22的旋转运动通过滚珠丝杠等运动传递要素而变换为工作台101或者主轴头104的直线运动。各轴的伺服电动机22的驱动控制是由驱动控制部21进行的。
34.另外,驱动控制部21通过对在工作台101的旋转轴安装的伺服电动机22进行驱动控制,从而使工作台101旋转。
35.在数控装置1,除了工作机械2及plc 4以外,还连接显示部3。显示部3是通过液晶监视器、显示器等显示装置实现的。此外,也可以构成为数控装置1具有显示部3。
36.如图4所示,数控装置1具有程序解析部11、校正部12、校正动作控制部15及移动量决定部16。另外,校正部12具有校正量计算部13及旋转轴偏差数据保存部14。
37.程序解析部11对由数控装置1读入的加工程序5进行解析,对要执行的指令进行判别。此外,数控装置1也可以预先取得加工程序5而由省略了图示的存储部进行保存。
38.校正部12计算用于进行图3所示的位置校正304及角度校正305的校正量。校正部12是针对由各伺服电动机22驱动的每个轴即每个旋转轴对校正量进行计算。在校正部12中,各轴的校正量的计算是由校正量计算部13进行的。旋转轴偏差数据保存部14对在由校正量计算部13计算校正量时使用的数据即旋转轴的偏差数据进行保存。旋转轴的偏差数据包含机械设计上的旋转轴中心位置和实际的旋转轴中心位置的偏差量(下面,称为位置偏差量)、以及机械设计上的旋转轴角度和实际的旋转轴角度的偏差量(下面,称为角度偏差量)。
39.校正动作控制部15基于通过程序解析部11得到的加工程序5的解析结果,判断是否进行图3所示的位置校正304及角度校正305。校正动作控制部15将表示判断结果的切换指令输出至移动量决定部16。关于校正动作控制部15的详细动作在后面记述。
40.移动量决定部16基于通过程序解析部11得到的加工程序5的解析结果、由校正部12计算出的各轴的校正量和从校正动作控制部15输入的切换指令,决定刀具105及工作台101的移动量。另外,移动量决定部16将由校正部12计算出的各轴的校正量在显示部3显示而通知给用户。另外,移动量决定部16在表示不进行位置校正304及角度校正305的切换指令从校正动作控制部15输入的情况下,决定用于使工作台101的旋转轴移动至0
°
的位置的移动量。
41.接下来,对由数控装置1控制工作机械2的动作进行说明。数控装置1通过程序解析部11对加工程序5进行解析。数控装置1的移动量决定部16如果由程序解析部11对加工程序5所包含的移动指令进行解析,则基于移动指令的解析结果而决定各轴的伺服电动机22的移动量,将决定出的移动量传递至驱动控制部21。在这里的移动指令是用于使安装有刀具105的主轴头104及工作台101中的一者或者两者移动的指令,是通常的数控程序的g00码、g01码、g02码等。移动量决定部16在决定主轴头104的移动量的情况下,将移动指令所示的主轴头104的移动目的地的位置和主轴头104的当前的位置进行比较,针对每个轴而决定主轴头104的移动量。
42.决定工作台101的移动量的情况也同样地,移动量决定部16将移动指令所示的工作台101的移动目的地的位置和工作台101的当前的位置进行比较,针对每个轴而决定工作台101的移动量。另外,此时,移动量决定部16按照来自校正动作控制部15的指示,考虑从校正部12输入的各轴的校正量而决定移动量。
43.具体地说,在从校正动作控制部15输入了表示需要校正的切换指令的情况下,移动量决定部16考虑从校正部12输入的各轴的校正量而决定移动量。即,移动量决定部16使用从校正部12输入的各轴的校正量对根据通过程序解析部11得到的移动指令的解析结果而决定的移动量进行校正。而且,移动量决定部16将校正后的移动量输出至驱动控制部21。校正的对象设为是使安装有刀具105的主轴头104进行移动的各轴的移动量。
44.另一方面,在从校正动作控制部15输入了表示不需要校正的切换指令的情况下,移动量决定部16首先对使工作台101的旋转轴移动至0
°
的位置的移动量进行计算而输出至驱动控制部21,然后,开始根据通过程序解析部11得到的移动指令的解析结果而决定的移动量向驱动控制部21的输出。
45.校正部12从plc 4对表示校正功能是否有效的信号(有效无效信号)进行接收。在接收到的信号表示校正功能有效的情况下,校正部12的校正量计算部13对校正量进行计算。具体地说,校正量计算部13取得移动对象物的移动目的地的3维空间的坐标值和旋转轴的旋转角度,并且从旋转轴偏差数据保存部14所保存的旋转轴的偏差数据取得与3维空间的坐标值及旋转轴的旋转角度分别对应的位置偏差量及角度偏差量,使用所取得的各信息对各轴的校正量进行计算。校正量计算部13将计算出的各轴的校正量输出至移动量决定部16。此外,各轴的校正量包含位置的校正量及角度的校正量。
46.另外,校正部12在从plc 4接收到的信号表示校正功能无效的情况下,不进行校正量的计算。在该情况下,校正量计算部13作为各轴的校正量而将“0”输出至移动量决定部16。另外,移动量决定部16将从校正部12取得的各轴的校正量在显示部3显示,将各轴的校正量通知给用户。
47.接下来,对校正动作控制部15及移动量决定部16的动作详细地进行说明。如上所述,数控装置1具有校正部12,校正部12使用计算出的各轴的校正量而对由移动量决定部16向驱动控制部21输出的移动量进行校正。因此,在工作机械2对工件102进行加工时在对工作台101的偏差量进行校正后使刀具105移动,由此能够实现高精度的加工。
48.但是,如果在为了对刀具105进行更换而使主轴头104向atc臂106(参照图1)的位置移动时进行工作台101的偏差量的校正,则会产生问题。即,由于atc臂106是与工作台101分体的机构,因此如果在使主轴头104向atc臂106的位置移动时进行对工作台101的偏差量进行校正的控制,则无法使主轴头104移动至正确的位置,有可能主轴头104或者刀具105和atc臂106碰撞。因此,在对刀具105进行更换时的控制中,需要将工作台101的偏差量的校正设为无效。
49.但是,用户有可能忘记将指令插入至plc 4的梯形图程序,该指令使将工作台101的偏差量的校正设为无效的信号进行输出。另外,使将校正设为无效的信号输出至plc 4的定时的指定有可能不适当,机械振动发生而损伤工件102。并且,担心对由用户将校正设为无效的定时进行研究会带来烦扰,由于将校正设为无效的动作的插入而使加工时间增加。
50.因此,本实施方式所涉及的数控装置1具有校正动作控制部15,校正动作控制部15通过对加工程序5的解析结果进行确认,从而判断是用于进行刀具105的更换的移动、还是用于对工件102进行加工的移动,对是否是需要工作台101的偏差量的校正的状态进行判别。
51.校正动作控制部15对通过程序解析部11得到的加工程序5的解析结果进行确认,在进行对刀具105进行更换的控制的情况下,判断为不需要工作台101的偏差量的校正。关于校正动作控制部15在判断时使用的信息在后面记述。
52.移动量决定部16在接受到表示不需要校正的切换指令的情况下,首先,将用于使工作台101的旋转轴移动至0
°
的位置的移动量输出至驱动控制部21,然后将各轴的校正量视为0而决定各轴的移动量,开始向驱动控制部21输出的动作。在不需要校正的情况下在使工作台101的旋转轴移动至0
°
的位置后开始将校正设为无效化的状态下的动作,即,将各轴的校正量视为0而决定各轴的移动量的动作,由此能够抑制在将校正设为无效化时发生的机械振动。
53.在本实施方式中将定义为0
°
的校正进行无效化时的角度设为基准角度。此外,在
理想情况下优选使旋转轴移动至0
°
的位置,但在本实施方式中,只要进入至在实际的工作机械进行驱动时产生的旋转角度的误差的范围即可。
54.移动量决定部16如果接受到表示不需要校正的切换指令,则对从校正部12输入的各轴的校正量是否为0,即校正是否无效进行确认。而且,在校正不无效的情况下,移动量决定部16可以将表示需要将校正设为无效的警告在显示部3进行显示。
55.关于将校正进行无效化时的轴的移动方法,移动量决定部16如图5所示,可以进行下述处理,即,在根据通过程序解析部11得到的下一个移动指令的解析结果而决定的移动量(下一个移动指令所示的移动量)加上用于将校正设为无效的移动量。用于将校正设为无效的移动量为图5所示的虚线的箭头501及502。在刀具105更换后而开始加工前将校正设为有效的情况也是同样的。即,如图5所示,可以与校正无效化以外的轴移动同时地进行无效化。具体地说,预先对程序进行解析,通过判断为无效化的程序的前一个移动指令和无效化的移动的合成矢量进行动作。由此,与无效化动作单独地移动相比,能够期待加工时间缩短。
56.另外,关于将校正进行无效化时的轴的移动方法,移动量决定部16可以如图6及图7所示的那样通过具有时间常数而使轴移动,从而抑制机械振动。图6示出刀具105的移动。图7示出与图6所示的刀具105的移动相对应的时间常数。在图6及图7所示的例子中,如果经过时间常数的时间,则刀具105逐渐地移动至校正无效时的位置。即,移动量决定部16决定移动量,以使得刀具105随着时间的经过而逐渐地移动至校正无效时的位置。在该情况下,移动量决定部16无需在使图6所示的轴的移动开始前将用于使工作台101的旋转轴移动至0
°
的位置的移动量输出至驱动控制部21。
57.时间常数可以使用数控装置1所具有的参数设定功能而能够由用户决定。
58.接下来,说明校正动作控制部15在是否需要工作台101的偏差量的校正的判断,即,是否进行对刀具105进行更换的控制的判断中使用的信息。
59.数控装置1的用户在工件102的加工中对刀具105进行更换的情况下,在加工程序5中记述刀具更换指令以使得刀具105进行图8所示那样的移动。将在该情况下的加工程序的一个例子在图9示出。通常,构成为刀具更换指令对为了控制工作机械2而预先创建的子程序进行调用而执行。
60.如图9所示,刀具更换指令包含使刀具105移动至刀具的更换位置的指令(刀具更换位置移动指令)、使转塔107旋转而对更换用的刀具108进行选择的指令(转塔旋转指令)和运转atc臂106而对刀具进行更换的指令(atc臂运转指令)。因此,校正动作控制部15在程序解析部11对刀具更换指令进行了解析的情况下,判断为执行对刀具105进行更换的控制。在该情况下,校正动作控制部15判断为需要将校正量设为0。
61.另外,校正动作控制部15预先存储有进行刀具105的更换的位置即刀具更换位置的坐标,在程序解析部11对使刀具105向刀具更换位置移动的指令进行了解析的情况下,可以判断为执行对刀具105进行更换的控制。在该情况下,校正动作控制部15在程序解析部11对使刀具105从刀具更换位置向其他位置移动的指令进行了解析的情况下,判断为需要将校正量设为0。
62.接下来,对在刀具更换时的校正量是否需要的判断以外将校正量设为0的定时进行说明。在复合加工机的情况下,在进行加工的轴的组合改变时需要对在工作台101的偏差
erasable programmable read
‑
only memory)等非易失性或者易失性的半导体存储器。接口电路93是用于在与其他装置之间对各种数据进行收发的电路。
71.数控装置1的程序解析部11、校正部12、校正动作控制部15及移动量决定部16是通过处理器91及存储器92实现的。具体地说,将用于作为程序解析部11、校正部12、校正动作控制部15及移动量决定部16进行动作的程序储存于存储器92,由处理器91将在存储器92中储存的程序读出并执行,由此实现数控装置1的上述各部。
72.此外,程序解析部11经由接口电路93而取得加工程序5。另外,工作机械2、显示部3及plc 4经由接口电路93与数控装置1连接。
73.如以上所述,本实施方式所涉及的数控装置基于加工程序的解析结果,对控制对象的工作机械的机械系统所具有的误差的校正是否需要进行判断,在需要校正的情况下进行校正。具体地说,数控装置在用于对需要旋转轴误差的校正的工件进行加工的刀具的移动中进行校正,在对刀具进行更换时等,在需要将旋转轴误差的校正进行无效化的刀具的移动中,在使对工件进行固定的工作台等的旋转轴的位置移动至0
°
后将校正进行无效化。由此,即使在用户忘记将用于避免刀具更换时的刀具和atc臂的碰撞的指令插入至加工程序的情况下,也能够自动地使校正功能停止而避免刀具和atc臂的碰撞。
74.因此,数控装置对工作机械的机械系统所具有的误差进行校正的动作的可靠性提高。另外,无需预先将用于避免刀具更换时的刀具和atc臂的碰撞的指令插入至加工程序,因此能够减轻用户创建加工程序时的作业负荷。
75.以往,如果在具有校正量的状态下立即将校正设为无效,则刀具阶跃地移动至没有校正量的位置,因此在多轴发生机械振动,有可能引起振动音的发生、机械的故障等。另外,在工作台侧带有倾斜机构的机械结构的情况下,还会发生倾斜旋转轴的移动,因此还担心由移动量的增加引起的振动的增加。另外,关于将校正设为无效的定时,在刀具更换时以外,例如在存在多个通过复合加工机使工件旋转的工作台的结构的情况下,在要加工的轴的组合改变时需要对旋转轴的位置偏差数据及角度偏差数据进行切换,此时为了也不使振动发生而需要将校正设为无效。
76.根据本实施方式所涉及的数控装置,无需通过加工程序、梯形图程序而创建复杂的指令,就能够解决以往发生的这些问题,提高刀具更换时等不需要误差校正时的动作的可靠性。
77.此外,数控装置1也可以将上述的校正动作控制部15的功能设为移动量决定部16所具有的结构。在该情况下,移动量决定部16基于加工程序5的解析结果,对是否需要使用由校正部12计算出的各轴的校正量的校正进行判断,在判断为需要的情况下进行校正。
78.以上的实施方式所示的结构,表示本发明的内容的一个例子,也能够与其他公知技术进行组合,在不脱离本发明的主旨的范围,也能够对结构的一部分进行省略、变更。
79.标号的说明
80.1数控装置,2工作机械,3显示部,4可编程逻辑控制器,5加工程序,11程序解析部,12校正部,13校正量计算部,14旋转轴偏差数据保存部,15校正动作控制部,16移动量决定部,21驱动控制部,22伺服电动机,23主轴电动机,101、201工作台,102工件,103柱,104主轴头,105刀具,106atc臂,107转塔,108更换用的刀具。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。