1.本发明涉及一种小型柔性电池组装模具。
背景技术:
2.在柔性电池组装的过程中,需将事先试制好的某一极端电极片(正极/负极)固 定好,涂抹上预先制好的固态/准固态电解液,再覆盖上另一端电极,然后使用某种 封装材料(如聚合物密封薄膜,铝塑膜,保鲜膜等)包裹上述层状结构,利用短时间 的高温或粘结剂,将电池密封起来,并保持内部电解液于凝胶态。但常常由于条件所 限,没有一款专门用来放置和组装柔性电池的器械,柔性电池组装往往不够高效,而 具体的操作参数也无法有效调控。另一方面,柔性电池是近几年刚刚兴起的新研究方 向,大量的人力与物力投入其中,相关的技术与工具还有待发展。
技术实现要素:
3.为了解决现有柔性电池组装过程中操作繁琐的问题,本发明提供了一种小型柔性 电池组装模具,该小型柔性电池组装模具能够使柔性电池组装变得更易操作,该小型 柔性电池组装模具还提供了精确可控的装配参数,减少了人工组装的不稳定性,加热 部件的设置使后续操作更加紧凑,使产品密封效果更高。
4.本发明解决其技术问题所采用的技术方案是:一种小型柔性电池组装模具,包括 固定台和固定盖板,固定台与固定盖板通过转轴连接,固定盖板能够以转轴为轴转动, 固定台能够转动至打开状态或闭合状态,固定台的上表面内设有下定模槽,固定盖板 的下表面内设有上定模槽,上定模槽内设有压板,固定盖板上设有能够使压板升降的 升降机构,当固定台处于闭合状态时,上定模槽与下定模槽连通并形成封闭空腔,该 封闭空腔内设有加热部件,该加热部件能够对上定模槽与下定模槽的连接处的边缘加 热。
5.下定模槽含有侧周面和底面,所述加热部件包括下加热筒,下加热筒匹配地设置 于下定模槽的侧周面内。
6.下定模槽为立方体结构或圆柱体结构,下加热筒由镍铬合金加热带制成,下加热 筒的内表面以多层无碱玻璃纤维包装再覆以防锈防腐涂层,下定模槽的侧周面为粗糙 表面。
7.固定台内设有下空腔,下空腔的下端设有盖板,下空腔内设有第一电池,该第一 电池能够使下加热筒发热。
8.下定模槽与下空腔之间设有并排设置的多个保温材料条,该保温材料条呈水平状 态,相邻的两个所述保温材料条之间的距离为10cm-20cm。
9.压板与上定模槽相匹配,所述加热部件包括上加热片,该上加热片层叠地设置于 压板的下表面。
10.上加热片与压板的下表面相匹配,上加热片的下表面依次层叠设置有无碱玻璃纤 维层和防锈防腐涂层。
11.固定盖板内设有上空腔,上空腔内设有第二电池,该第二电池能够使上加热片发 热。
12.所述升降机构含有螺杆和旋转手柄,螺杆与固定盖板螺纹连接,螺杆的下端与压 板插接,螺杆的上端与旋转手柄连接。
13.固定台的上表面内设有多个下定模槽,固定盖板的下表面内设有多个上定模槽, 下定模槽的位置与上定模槽的位置一一对应,下定模槽的上端与上定模槽的下端相匹 配,多个下定模槽呈行列排布,下定模槽的行数为1至10,下定模槽的列数为1至 10。
14.本发明的有益效果是:该小型柔性电池组装模具能够使柔性电池组装变得更易操 作,该小型柔性电池组装模具还提供了精确可控的装配参数,减少了人工组装的不稳 定性,加热部件的设置使后续操作更加紧凑,使产品密封效果更高。
附图说明
15.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示 意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
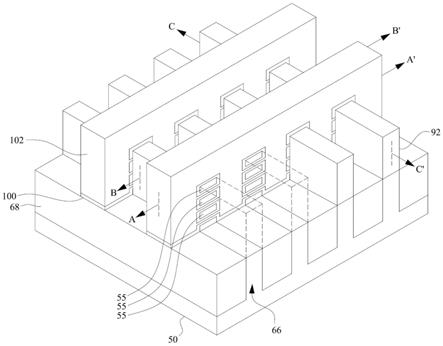
16.图1是本发明所述小型柔性电池组装模具的立体示意图。
17.图2是本发明所述小型柔性电池组装模具在闭合状态时的示意图。
18.图3是本发明所述小型柔性电池组装模具在打开状态时的示意图。
19.图4是图3中沿a-a方向的剖视图。
20.图5是本发明所述小型柔性电池组装模具在工作状态的示意图。
21.1、固定台;2、固定盖板;3、转轴;4、下定模槽;5、压板;6、下加热筒;7、 上加热片;8、上定模槽;9、下空腔;10、上空腔;11、旋转手柄;12、盖板;13、 螺杆;
22.21、上封装膜;22、正极片;23、电解液凝胶;24、负极片;25、下封装膜。
具体实施方式
23.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相 互组合。下面将参考附图并结合实施例来详细说明本发明。
24.一种小型柔性电池组装模具,包括固定台1和固定盖板2,固定台1与固定盖板 2通过转轴3连接,固定盖板2能够以转轴3为轴转动,固定台1能够转动至打开状 态或闭合状态,固定台1的上表面内设有下定模槽4,固定盖板2的下表面内设有上 定模槽8,上定模槽8内设有压板5,固定盖板2上设有能够使压板5升降的升降机 构,当固定台1处于闭合状态时,上定模槽8与下定模槽4连通并形成用于柔性电池 组装的封闭空腔,该封闭空腔内设有加热部件,该加热部件能够对上定模槽8与下定 模槽4的连接处的边缘加热,如图1至图5所示。
25.当固定台1转动至打开状态时,该小型柔性电池组装模具处于打开状态,固定台 1的上表面与固定盖板2的下表面之间形成夹角,如图1至图4所示。当固定台1转 动至闭合状态时,该小型柔性电池组装模具处于闭合状态,固定台1的上表面与固定 盖板2的下表面对应贴合,如图5所示。转轴3的轴线与固定台1的上表面均平行于 水平面,固定盖板2的开合角度为0
°-
90
°
之间。固定台1和固定盖板2的材质可 以由现有的耐腐蚀耐高温材料聚四氟乙烯(特氟龙)或特种合金材料或经过特殊处理 的木材制成。
26.在本实施例中,下定模槽4的形状根据柔性电池而定,下定模槽4可以为长方体 结构,下定模槽4含有侧周面和底面,所述侧周面含有依次连接的前侧面、右侧面、 后侧面和左侧面,所述加热部件包括下加热筒6,下加热筒6的上下两端均为开放状 态,下加热筒6匹配地设置于下定模槽4的侧周面内,即下加热筒6的外侧面与下定 模槽4的侧周面对应贴合,下加热筒6的高度与下定模槽4的高度相同。
27.下定模槽4也可以为圆柱体结构,下加热筒6由现有的镍铬合金加热带制成,下 加热筒6的内表面以多层无碱玻璃纤维包装,再覆以防锈防腐涂层。即下加热筒6 的内表面依次层叠设置有无碱玻璃纤维层和防锈防腐涂层,镍铬合金加热带的主要优 点为发热快,热效率高,使用寿命长且为柔性便于安装。下定模槽4的侧周面为粗糙 表面或光滑表面,光滑表面可以便于清洁。
28.在本实施例中,固定台1内设有下空腔9,下空腔9的下端设有盖板12,盖板 12能够移动或转动,从而使下空腔9的下端处于封闭或开放状态。下空腔9内设有 第一电池,该第一电池通过导线与下加热筒6连接,该第一电池作为下加热筒6的电 源,该第一电池能够使下加热筒6发热,固定台1上设有控制下加热筒6加热的开关。 下空腔9是扩展槽,也为电路电线预留空间(用于后期改造,例如增加电热丝)。
29.在本实施例中,为了达到更好的保温效果,下定模槽4与下空腔9之间设有并排 设置的多个保温材料条,所述多个保温材料条之间相互平行,所述多个保温材料条均 位于同一水平面内,该保温材料条的具体尺寸可以根据需要而定,该保温材料条呈水 平状态,相邻的两个所述保温材料条之间的距离为10cm-20cm。该保温材料条的材质 为花岗岩、大理石和陶瓷耐高温树脂中的一种。
30.在本实施例中,压板5与上定模槽8相匹配,所述加热部件还包括上加热片7, 该上加热片7层叠地设置于压板5的下表面。加热部件的材质以及形状可根据实际需 求更改,不限于下加热筒6和上加热片7。上加热片7与压板5的下表面相匹配,上 加热片7的大小和形状与压板5下表面的大小和形状完全相同,或上加热片7的形状 与压板5下表面的形状完全相同,上加热片7的尺寸(长度和宽度)小于压板5的尺 寸(长度和宽度)。上加热片7的下表面也可以依次层叠设置有无碱玻璃纤维层和防 锈防腐涂层。
31.在本实施例中,固定盖板2内设有上空腔10,上空腔10内设有第二电池,该第 二电池通过导线与上加热片7连接,该第二电池作为上加热片7的电源,该第二电池 能够使上加热片7发热。下空腔9与上空腔10之间连接有导线,下加热筒6、上加 热片7、所述第一电池和该第二电池之间可以为串联关系,这样所述开关能够使下加 热筒6和上加热片7同时开始或停止加热。上加热片7的长度和宽度对应地等于下加 热筒6的外轮廓的长度和宽度,或上加热片7的长度和宽度对应地等于下加热筒6 的内轮廓的长度和宽度,上加热片7能够插入下加热筒6的上端内。
32.在本实施例中,所述升降机构含有螺杆13和旋转手柄11,螺杆13与固定盖板2 螺纹连接,螺杆13的下端与压板5插接,螺杆13的上端与旋转手柄11连接。当螺 杆13以螺杆13的轴线为轴转动时,螺杆13将会上下移动,从而带动压板5相应的 上下移动,压板5的升降范围在0mm-20mm之间。压板5不会随螺杆13转动,压板5 也不会脱离固定盖板2。通过杆状的旋转手柄11可以方便使螺杆13转动,旋转手柄 11使压板5发挥加固作用,压接头压接过程不会发生移位,保证压接精度高。
33.在本实施例中,固定台1的上表面内设有多个(如4个)下定模槽4,固定盖板 2的下表面内设有多个(如4个)上定模槽8,下定模槽4的位置与上定模槽8的位 置一一对应,下定模槽4的上端与上定模槽8的下端相匹配,下定模槽4上端的大小 和形状与上定模槽8下端的大小和形状完全相同,当该小型柔性电池组装模具处于闭 合状态时,下定模槽4的上端边缘与上定模槽8的下端边缘对应重合。下定模槽4(以 及相应的用于柔性电池组装的封闭空腔)的数量及排列方式可做调整,如:1x1、1x2、 2x1、2x2、2x3等不同数量不同排列方式,尺寸可按照实际电池的大小设置。
34.在本实施例中,下定模槽4的位置与上定模槽8的位置一一对应,下定模槽4 和上定模槽8呈行列排布,下定模槽4的行数为1至10,下定模槽4的列数为1至 10。该小型柔性电池组装模具中每个组成部件的尺寸也可以根据实际需要而定,该小 型柔性电池组装模具中可以有不同数量的定模槽(下定模槽4和上定模槽8)组合, 且整体工件大小可按比例变化,例如1x1的排列的情况,可以缩小宽度,只减少中 间重复的结构,两侧的结构细节不变;相应的2x6的排列的情况,模组增大宽度和 长度,同样的重复中间的结构,外部细节不变;原则上不大于10x10的排列。
35.下面以装配柔性电池为例介绍该一种小型柔性电池组装模具的工作过程。
36.1、该小型柔性电池组装模具处于打开状态,固定台1的上表面与固定盖板2的 下表面之间形成90度夹角,将下封装膜25放入下定模槽4内。
37.2、将负极片24放入下定模槽4内。
38.3、在负极片24的上表面涂刷电解液凝胶23,将正极片22放在电解液凝胶23 上。
39.4、在正极片22铺设上封装膜21,形成柔性电池毛坯。
40.5、固定台1转动至闭合状态,即该小型柔性电池组装模具处于闭合状态,固定 台1的上表面与固定盖板2的下表面对应贴合。
41.6、下加热筒6和上加热片7同时开始加热,通过旋转手柄11转动螺杆13使压 板5和上加热片7均向下移动,下压该柔性电池毛坯,如图5所示。
42.7、下加热筒6和上加热片7将其之间层叠连接的上封装膜21和下封装膜25加 热融化为一体形成热熔封边。
43.8、下加热筒6和上加热片7停止加热,固定台1转动至打开状态,即该小型柔 性电池组装模具处于打开状态。取出该柔性电池并对该热熔封边进行裁剪。
44.为了便于理解和描述,本发明中采用了绝对位置关系进行表述,其中的方位词
ꢀ“
上”表示图2中的上侧方向,“下”表示图2中的下侧方向,“左”表示图2中的左 侧方向,“右”表示图2中的右侧方向,“前”表示垂直于图2的纸面并指向纸面内侧 的方向,“后”表示垂直于图2的纸面并指向纸面外侧的方向。本发明采用了使用者 的观察视角进行描述,但上述方位词不能理解或解释为是对本发明保护范围的限定。
45.以上所述,仅为本发明的具体实施例,不能以其限定发明实施的范围,所以其等 同组件的置换,或依本发明专利保护范围所作的等同变化与修饰,都应仍属于本专利 涵盖的范畴。另外,本发明中的技术特征与技术特征之间、技术特征与技术方案、技 术方案与技术方案之间均可以自由组合使用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。