1.本发明涉及热管理领域,尤其涉及一种热交换装置。
背景技术:
2.热管理系统会包括带有制冷剂的回路,在热管理系统中,需要换热器和膨胀阀这两个部件,这两个部件在热管理系统中一般是以管路连接的方式连接。
3.换热器的各零部件是通过焊接固定的,在焊接过程中会因为焊料的融化等原因会引起换热器焊接后高度收缩的情况,因此,在一种换热器与膨胀阀的集成中,膨胀阀的阀体会与换热器的安装板固定。
技术实现要素:
4.本发明的目的在于提供一种密封性较好的热交换装置。
5.为实现上述目的,采用如下技术方案:
6.一种热交换装置,包括阀芯部件、芯体部件,所述阀芯部件与所述芯体部件固定设置;
7.所述芯体部件具有板片部,所述板片部具有多个板片,所述板片部至少具有第一孔道、第二孔道、板间通道,所述第一孔道、板间通道、第二孔道连通;
8.所述热交换装置包括连接件,所述连接件具有第一端部、第二端部,所述连接件的第一端部位于所述第一孔道,所述连接件的第二端部具有焊接段和相邻段,所述芯体部件具有焊接配合部,所述连接件的焊接段与所述焊接配合部焊接,所述相邻段与所述焊接段相邻,所述焊接段的外径小于或等于所述焊接配合部的内径,所述相邻段的外径小于或等于所述焊接配合部的内径;所述焊接配合部远离所述阀芯部件的一端与所述焊接段远离所述阀芯部件的一端之间的距离大于等于零;
9.所述阀芯部件具有阀座部,所述阀座部具有底部开口、节流孔、周部开口,所述节流孔能连通所述周部开口和所述底部开口,且所述周部开口与所述第一孔道连通;所述连接件具有连接通道,所述底部开口与所述连接件的连接通道连通。
10.本发明的上述技术方案包括连接件,连接件的焊接段与所述焊接配合部焊接,所述相邻段与所述焊接段相邻,所述焊接段的外径小于或等于所述焊接配合部的内径,所述相邻段的外径小于或等于所述焊接配合部的内径;如此,在芯体部件处于焊接过程出现收缩情况时,由于连接件具有焊接段和相邻段,焊接配合部远离所述阀芯部件的一端与所述焊接段远离所述阀芯部件的一端之间的距离大于等于零;使得芯体部件在焊接收缩过程中,焊接配合部相对连接件可相对移动,连接件与芯体部件的焊接密封性较好。
附图说明
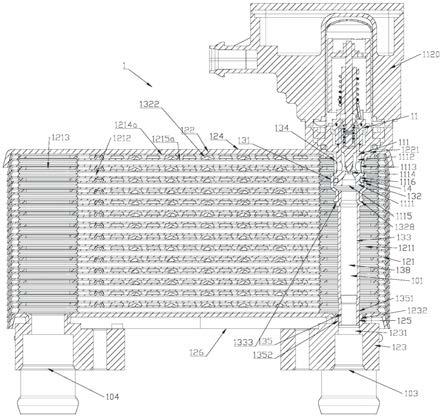
11.图1为热交换装置的一种实施方式的结构示意图;
12.图2为图1的剖面示意图;
13.图3为图1的立体分解示意图;
14.图4为热交换装置的第二种实施方式的剖面示意图;
15.图5为图4所示意的热交换装置的立体分解示意图;
16.图6为热交换装置的另一种实施方式的剖面示意图;
17.图7为热交换装置的又一种实施方式的剖面示意图。
具体实施方式
18.参照图1-图3,图1示意出本发明第一种热交换装置1的立体结构示意图。
19.热交换装置1至少包括第一流道101和第二流道,第一流道101内流体可以与第二流道内流体进行热交换;第一流道101内流体可以为制冷剂,第二流道内流体可以为冷却液。热交换装置1还可以具有第三流道、第四流道等。
20.热交换装置1包括阀芯部件11、芯体部件12、连接件13,阀芯部件11和芯体部件12组装固定,连接件13与芯体部件12固定设置,例如焊接设置。阀芯部件11例如可以是膨胀阀的阀芯结构。
21.芯体部件12具有顶压块122、板片部121、底压块123,顶压块122、板片部121、底压块123焊接固定。板片部121至少具有第一孔道1211、第二孔道1213、板间通道1212,第一孔道1211、板间通道1212、第二孔道1213连通,第一流道101包括部分第一孔道1211、第二孔道1213、板间通道1212。
22.在本文中,第一孔道1211、第二孔道1213是芯体部件12未装配有阀芯部件11时的孔道。在第一孔道1211、第二孔道1213装配有阀芯部件或连接件后,即使存在部件或零件位于其他部件内,只要该部件所在的位置是芯体部件的第一孔道、第二孔道,本文仍做该部件或零件位于第一孔道或第二孔道之意。
23.板片部121具有多个堆叠设置的板片,相邻各板片焊接固定,各板片至少具有第一孔和第二孔,沿着板片的堆叠方向,各板片的第一孔对齐设置,各板片的第二孔对齐设置。第一孔、第二孔位于板片的邻近边缘位置,如此流经板片的流体可以具有较长的流动路线,有助于提高换热效率。各板片的第一孔对齐形成第一孔道1211的一部分,各板片的第二孔对齐形成第二孔道1213的一部分。
24.顶压块122具有第三孔1221,第三孔1221与第一孔对齐,底压块123具有连通孔1231,连通孔1231与第一孔对齐。
25.热交换装置1包括连通通道103、另一连通通道104,连通通道103与连接件13的连接通道138连通,另一连通通道104可以与第二孔道1213连通,如此流体可以从连通通道103进入,通过连接件13内腔,经阀芯部件11节流调节后,进入第一孔道后再进入芯体部件12的板间通道1212和第二流道流体换热,流路简单,换热效率高。当然,在其他情况下,另一连通通道104也可以不直接与第二孔道1213连通,例如在第二孔道1213内设置管件,通过管件与另一连通通道104连通。在其他情况下,另一连通通道104也可以不通过第二孔道1213与板间通道1212连通,另一连通通道104也可以设置于芯体部件12设置连通通道103的一侧,另一连通通道104可以邻近连通通道103,且与连通通道103不直接连通。
26.芯体部件12具有第一侧部124和第二侧部126,阀芯部件11的至少部分位于所述第一侧部124,连通通道138位于所述第二侧部126,所述连通通道与所述连接通道连通。例如
阀芯部件11包括线圈部1120,线圈部1120位于第一侧部124。
27.阀芯部件11的至少部分伸入第一孔道1211,连接件13的至少部分伸入第一孔道1211。
28.阀芯部件11具有阀座部111,阀座部111的至少部分位于第一孔道1211,阀座部111具有周部开口1113、节流孔1114和底部开口1115,周部开口1113与第一孔道1211连通,并与板间通道1212连通,连接件13具有连接通道138,连接件13的一端位于第一孔道1211,底部开口1115与连接件13的连接通道138连通,连接通道138不与第一孔道1211直接连通。阀芯部件11可以是电子膨胀阀的阀芯部分。如此,流体从连接件13的连接通道138可经底部开口1115、节流孔1114、周部开口1113、第一孔道1211进入板间通道1212,如此流体可在板片部121内部与相邻板片间的流体进行热交换。周部开口1113可直接与第一孔道1211连通,也可以直接与板间通道1212连通。
29.本文中,连接通道不与第一孔道直接连通不排除两者之间通过其他部件设置的流道转接连通。
30.连接件13具有环壁部131,阀座部111与环壁部131密封设置,密封形式例如可以为径向密封或轴向密封等。
31.阀座部111具有底座段1111和中部段1112,底座段1111具有底部开口1115,底座段1111位于连接件13内部,底座段1111的周侧与连接件13的环壁部131密封设置。中部段1112具有周部开口1113,在芯体部件12的堆叠方向,中部段1112相对底座段1111靠近芯体部件12的第一侧部124,中部段1112位于板片部121,周部开口1113与板间通道1212连通。如此,阀芯部件11组装到芯体部件12的深度较深,有助于降低阀芯部件11凸出于芯体部件12的高度,有助于整体结构更为小巧紧凑。当所述阀芯部件处于打开状态时,所述连通通道、连接通道、底部开口、节流孔、周部开口、第一孔道、板间通道、第二孔道连通。
32.应注意,本文中底座段、中部段仅做名称区别定义,不做结构限定。
33.连接件13具有阀座配合部132和引流管133,阀座部111和引流管133固定设置,例如可以通过焊接固定,也可以通过压铆等其他固定方式。阀座配合部132设置环壁部131,在芯体部件12的板片堆叠方向,环壁部131的高度大于底座段1111的高度。底座段1111设置有第一凹槽1116,热交换装置1具有第一密封件14,第一密封件14位于第一凹槽1116,第一密封件14与环壁部131相抵紧密配合实现两者的密封,如此,有效防止底座段1111与环壁部131之间的泄漏。
34.阀座配合部132具有侧部孔1321,在芯体部件12的板片堆叠方向,侧部孔1321相对环壁部131更为靠近芯体部件12的第一侧部124。侧部孔1321与阀芯部件11的周部开口1113相对应。如此,流体经引流管133从阀芯部件11的底部开口1115进入,经节流孔1114、周部开口1113、侧部孔1321进入第一孔道1211,并进入与第一孔道1211连通的板间通道1212与第二流道内流体进行换热。
35.连接件13与芯体部件12焊接固定,芯体部件12具有焊接配合部125,焊接配合部125与连接件13焊接固定,沿着第一孔道1211的延伸方向,焊接配合部125的厚度大于至少两个板片叠加的厚度;如此,在芯体部件12的焊接收缩过程中,由于焊接配合部125具有大于两个板片叠加的厚度,连接件13可以在焊接过程中与焊接配合部125焊接良好,有利于密封性的稳定。
36.连接件13具有第一端部134和第二端部135,第一端部134位于第一孔道1211,连接件13的第二端部135具有焊接段1352和相邻段1351,所述连接件13的焊接段1352与所述焊接配合部125焊接,相邻段1351与焊接段1352相邻,且相邻段1351相对焊接段1352靠近第一端部134,所述焊接段1352的外径小于或等于所述焊接配合部125的内径,所述相邻段1351的外径小于或等于所述焊接配合部125的内径;在芯体部件处于焊接过程出现收缩情况时,由于连接件具有焊接段和相邻段,焊接配合部远离所述阀芯部件的一端与所述焊接段远离所述阀芯部件的一端之间的距离大于等于零;使得芯体部件在焊接收缩过程中,焊接配合部相对连接件可相对移动,连接件与芯体部件的焊接密封性较好。另外,相邻段1351的外径还可以大于或等于焊接段1352的外径,焊接段1352可以相对相邻段1351以缩径的方式,更有利于焊接过程中板片部相对连接件的相对运动。
37.阀座配合部132具有凸缘部1322,凸缘部1322与芯体部件12焊接固定。芯体部件12的板片包括第一板片1214a和第二板片1215a,第一板片1214a与第二板片1215a焊接固定,凸缘部1322的顶部或底部与所述第一板片1214a焊接固定;或者所述凸缘部1322的顶部或底部与所述第二板片1215a焊接固定。
38.芯体部件12具有顶压块122,凸缘部1322与顶压块122焊接固定,阀芯部件11的阀座部111从顶压块122的第三孔1221伸入。通过凸缘部1322可以限位固定阀座配合部132和板片部121,在板片部121焊接过程收缩时,由于凸缘部1322与芯体部件12的顶压块122焊接固定,能够确保阀座配合部132在芯体部件12中的位置的确定性,降低板片收缩后影响阀座配合部132的位置,降低阀座配合部132与阀座之间的流体泄露风险。
39.芯体部件12具有底压块123,连接件13的一部分伸入底压块123,底压块123具有焊接配合部125,焊接段1352位于所述底压块123,焊接段1352位于焊接配合部125,焊接段1352与底压块123焊接固定,第一端部134与所述芯体部件12焊接固定。如此,连接件13可以在芯体部件焊接过程中,与芯体部件一起焊接固定,可以一次焊接完成,加工方便。
40.阀座配合部132具有底端部1328,引流管133与底端部1328焊接固定,引流管133的部分伸入阀座配合部132;引流管133具有第一部分1331和第二部分1332,第一部分1331的至少部分伸入阀座配合部132,第一部分1331的至少部分和阀座配合部132焊接固定。连接件13的第二端部设置于引流管133的第二部分,引流管133的第二部分1332的部分位于焊接配合部125,与焊接配合部125焊接固定。
41.底压块123具有凸起1232,凸起1232伸入到第一孔道1211,凸起1232具有与第一孔道1211连通的连通孔1231,焊接配合部125设置于凸起1232的内壁,焊接段伸入到凸起1232的连通孔1231,凸起1232的外壁与板片部121焊接固定。
42.所述引流管133具有外扩部1333,所述外扩部1333未伸入所述阀座配合部132,所述外扩部1333与所述阀座配合部132的底端部1328配合限制。如此,芯体部件12焊接时,由于板片部121会有收缩,通过外扩部1333的设置,引流管133如果向阀座配合部132上移会受到外扩部1333与阀座配合部132底部的阻挡,使得引流管133伸入阀座配合部132的位置是确定的,降低了引流管133伸入到阀座配合部132内部过深引起底座段1111与连接件13之间的密封配合的风险性,以及降低了对底座段1111与引流管133之间的流道的影响。
43.更进一步,凸缘部1322具有限位槽1323,第一板片1214a具有限位凸起(未示出),限位槽1323与限位凸起配合,能防止连接件13在周向上移动,有助于结构的稳定和密封性
的稳定。
44.参照图4、图5,图4、图5示意出热交换装置2的一种结构示意图。图4上有些附图标记虽在下文未指出,但为便于理解和避免重复累赘,在上述实施方式中同样的零件的附图标记也会标记在图4中。热交换装置2至少包括第一流道101和第二流道,第一流道101内流体可以与第二流道内流体进行热交换;第一流道101内流体可以为制冷剂,第二流道内流体可以为冷却液。热交换装置还可以具有第三流道、第四流道等。
45.热交换装置2包括阀芯部件11、芯体部件12、连接件13,阀芯部件11和芯体部件12组装固定,连接件13与芯体部件12固定设置,例如焊接设置。阀芯部件11例如可以是膨胀阀的阀芯结构。
46.芯体部件12具有顶压块122、板片部121、底压块123,顶压块122、板片部121、底压块123焊接固定。板片部121至少具有第一孔道1211、第二孔道1213、板间通道1212,第一孔道1211、板间通道1212、第二孔道1213连通,第一流道101包括部分第一孔道1211、第二孔道1213、板间通道1212。第一孔道1211、第二孔道1213是芯体部件12未装配有阀芯部件11时的孔道。
47.阀芯部件11的至少部分伸入第一孔道1211,连接件13的至少部分伸入第一孔道1211。
48.芯体部件12具有多个堆叠设置的板片,相邻各板片焊接固定,各板片至少具有第一孔和第二孔,沿着板片的堆叠方向,各板片的第一孔对齐设置,各板片的第二孔对齐设置。第一孔、第二孔位于板片的邻近边缘位置,如此流经板片的流体可以具有较长的流动路线,有助于提高换热效率。各板片的第一孔对齐形成第一孔道1211的一部分,各板片的第二孔对齐形成第二孔道1213的一部分。
49.顶压块122具有第三孔1221,第三孔1221与第一孔对齐,底压块123具有连通孔1231,连通孔1231与第一孔对齐。
50.热交换装置2包括连通通道103、另一连通通道104,连通通道103与连接件13的连接通道138连通,另一连通通道104可以与第二孔道1213连通,如此流体可以从连通通道103进入,通过连接件13的连接通道138,经阀芯部件11节流调节后,进入芯体部件12的板间通道1212和第二流道流体换热,流路简单,换热效率高。当然,在其他情况下,另一连通通道104也可以不直接与第二孔道1213连通,例如在第二孔道1213内设置管件,通过管件与另一连通通道104连通。在其他情况下,另一连通通道104也可以不通过第二孔道1213与板间通道1212连通,另一连通通道104也可以设置于芯体部件12设置连通通道103的一侧,另一连通通道104可以邻近连通通道103,且与连通通道103不直接连通。
51.芯体部件12具有第三板片1214b和第四板片1215b,第三板片1214b和第四板片1215b焊接固定,第三板片1214b具有第一环凸部1219a,第四板片1215b具有第二环凸部1219b,第一环凸部1219a设置第一孔,第二环凸部1219b设置第一孔,第一孔道1211贯穿第一环凸部1219a和第二环凸部1219b,第一环凸部1219a伸入到与第三板片1214b相邻的板片的第一孔,第二环凸部1219b伸入到与第四板片1215b相邻的板片的第一孔,第一环凸部1219a与和第三板片1214b相邻的板片设置第一孔的壁部之间留有空隙,第二环凸部1219b与和第四板片1215b相邻的板片设置第一孔的壁部之间留有空隙,如此,流体可流过第一环凸部1219a外周,并进入板间通道1212进行热交换。
52.阀芯部件11具有阀座部111,阀座部111的至少部分位于第一孔道1211,阀座部111具有周部开口1113、节流孔1114和底部开口1115,周部开口1113与第一孔道1211连通,底部开口1115与连接件13的连接通道138连通。阀芯部件11可以是电子膨胀阀的阀芯部分。
53.阀座部111具有底座段1111和中部段1112,底座段1111具有底部开口1115,中部段1112具有周部开口1113,在芯体部件12的堆叠方向,中部段1112相对底座段1111靠近芯体部件12的第一侧部124。中部段1112位于第一孔道1211,如此,阀芯部件11组装到芯体部件12的深度较深,有助于降低阀芯部件11凸出于芯体部件12的高度,有助于整体结构更为小巧紧凑。其中芯体部件12的第一侧部124是指芯体部件12设置阀芯部件11的一侧。
54.阀座部111的至少部分伸入第一环凸部1219a,底座段1111与第一环凸部1219a密封设置;底座段1111设置有第一凹槽1116,热交换装置具有第一密封件14,第一密封件14位于第一凹槽1116,第一密封件14与第一环凸部1219a紧密配合实现两者的密封,如此,有效防止底座段1111与第一环凸部1219a之间的泄漏。
55.以所述芯体部件12设置所述阀芯部件11的一侧为上方,所述中部段1112位于所述连接件13上方;流体从底部开口1115进入后,经节流孔1114后,从周部开口1113流出,使得刚进入芯体部件12的流体经过膨胀阀的节流降压后从周部开口1113离开,进入到板间通道1212与第二流道的流体进行热交换。制冷剂的节流降压在芯体部件12内部完成,与后续热交换环节衔接很流畅,降低了因管路设置使得节流降压后的制冷剂在较长的管路中气液分层等因素影响后续热交换的换热效率。
56.连接件13具有第一端部134和第二端部135,第一端部134的至少部分与第二环凸部1219b焊接固定。具体的,第一端部134的至少部分伸入第二环凸部1219b,第一端部134的至少部分外壁与第二环凸部1219b内壁焊接固定。焊接时,例如可通过设置焊环的方式。
57.第二端部135的至少部分与底压块123焊接固定,第二端部135的至少部分伸入底压块123设置第一孔的位置。
58.第一端部134具有第一段1341和第二段1342,第一端部134的第一段1341伸入第二环凸部1219b,第二段1342未伸入第二环凸部1219b,第二段1342的外径大于第一段1341,第二段1342的外径大于第二环凸部1219b的内径,例如第二段1342的外径可以朝向第一段1341缩径的方式。如此,当叠装好的板片进炉焊接时,板片会有收缩,导致叠装好的芯体部件12高度降低,此时通过第二段1342的设置,使得板片收缩过程,连接件13的第一端部134难以伸入底座段1111的底部开口1115,降低连接件13在芯体部件12焊接过程中因收缩引起高度的变化而引起的对底座段1111的影响,有助于提升阀芯部件11与芯体部件12之间的配合更为稳定,也有助于流体阀芯部件11与芯体部件12之间的密封性。
59.另外的,连接件13的第二端部135具有焊接段1352和相邻段1351,所述连接件13的焊接段1352与所述焊接配合部125焊接,相邻段1351与焊接段1352相邻,且相邻段1351相对焊接段1352靠近第一端部134,所述焊接段1352的外径小于或等于所述焊接配合部125的内径,所述相邻段1351的外径小于或等于所述焊接配合部125的内径;在芯体部件处于焊接过程出现收缩情况时,由于连接件具有焊接段和相邻段,焊接配合部远离所述阀芯部件的一端与所述焊接段远离所述阀芯部件的一端之间的距离大于等于零;使得芯体部件在焊接收缩过程中,焊接配合部相对连接件可相对移动,连接件与芯体部件的焊接密封性较好。另外,相邻段1351的外径还可以大于或等于焊接段1352的外径,焊接段1352可以相对相邻段
1351以缩径的方式,更有利于焊接过程中板片部相对连接件的相对运动。
60.焊接段1352还可以具有第一区段和第二区段,第一区段与焊接配合部125焊接,第二区段与第一区段相邻,且第二区段相对第一区段远离所述第一端部,所述第二区段的外径小于或等于所述第一区段的内径;第一区段在连接件13装配入芯体部件12中时可以不与焊接配合部125对应设置,在芯体部件收缩时,第一区段向焊接配合部125移动,并与焊接配合部125焊接固定。
61.参照图6,图6示意出热交换装置的一种结构剖面示意图。为更为清楚表示结构,以下结构一些附图标记可能未在图6中示意,但可以参照图2和图3。图6上有些附图标记虽在下文未指出,但为便于理解和避免重复累赘,在上述实施方式中同样的零件的附图标记也会标记在图6中。
62.热交换装置至少包括第一流道101和第二流道,第一流道101内流体可以与第二流道内流体进行热交换;第一流道101内流体可以为制冷剂,第二流道内流体可以为冷却液。热交换装置还可以具有第三流道、第四流道等。
63.热交换装置1包括阀芯部件11、芯体部件12、连接件13,阀芯部件11和芯体部件12组装固定,连接件13与芯体部件12固定设置,例如焊接设置。阀芯部件11例如可以是膨胀阀的阀芯结构。
64.芯体部件12具有顶压块122、板片部121、底压块123,顶压块122、板片部121、底压块123焊接固定。板片部121至少具有第一孔道1211、第二孔道1213、板间通道1212,第一孔道1211、板间通道1212、第二孔道1213连通,第一流道101包括部分第一孔道1211、第二孔道1213、板间通道1212。第一孔道1211、第二孔道1213是芯体部件12未装配有阀芯部件11时的孔道。
65.板片部121具有多个堆叠设置的板片,相邻各板片焊接固定,各板片至少具有第一孔和第二孔,沿着板片的堆叠方向,各板片的第一孔对齐设置,各板片的第二孔对齐设置。第一孔、第二孔位于板片的邻近边缘位置,如此流经板片的流体可以具有较长的流动路线,有助于提高换热效率。各板片的第一孔对齐形成第一孔道1211的一部分,各板片的第二孔对齐形成第二孔道1213的一部分。
66.顶压块122具有第三孔1221,第三孔1221与第一孔对齐,底压块123具有连通孔1231,连通孔1231与第一孔对齐。
67.热交换装置包括连通通道103、另一连通通道104,连通通道103与连接件13的连接通道138连通,另一连通通道104可以与第二孔道1213连通,如此流体可以从连通通道103进入,通过连接件13内腔,经阀芯部件11节流调节后,进入芯体部件12的板间通道1212和第二流道流体换热,流路简单,换热效率高。当然,在其他情况下,另一连通通道104也可以不直接与第二孔道1213连通,例如在第二孔道1213内设置管件,通过管件与另一连通通道104连通。在其他情况下,另一连通通道104也可以不通过第二孔道1213与板间通道1212连通,另一连通通道104也可以设置于芯体部件12设置连通通道103的一侧,另一连通通道104可以邻近连通通道103,且与连通通道103不直接连通。
68.阀芯部件11的至少部分伸入第一孔道1211,连接件13的至少部分伸入第一孔道1211。
69.阀芯部件11具有阀座部111,阀座部111的至少部分位于第一孔道1211,阀座部111
具有周部开口1113、节流孔1114和底部开口1115,周部开口1113与第一孔道1211连通,底部开口1115与连接件13的连接通道138连通。阀芯部件11可以是电子膨胀阀的阀芯部分。
70.阀座部111具有底座段1111和中部段1112,底座段1111具有底部开口1115,底座段1111位于连接件13内部,底座段1111的周侧与连接件13的环壁部131密封设置。中部段1112具有周部开口1113,在芯体部件12的堆叠方向,中部段1112相对底座段1111靠近芯体部件12的第一侧部124,中部段1112位于板片部121,周部开口1113与板间通道1212连通。如此,阀芯部件11组装到芯体部件12的深度较深,有助于降低阀芯部件11凸出于芯体部件12的高度,有助于整体结构更为小巧紧凑。
71.连接件13具有环壁部131,阀座部111与环壁部131密封设置。在芯体部件12的板片堆叠方向,环壁部131的高度大于底座段1111的高度。底座段1111设置有第一凹槽1116,热交换装置具有第一密封件14,第一密封件14位于第一凹槽1116,第一密封件14与环壁部131紧密配合实现两者的密封,如此,有效防止底座段1111与环壁部131之间的泄漏。
72.连接件13具有侧部孔1321,在芯体部件12的板片堆叠方向,侧部孔1321相对环壁部131更为靠近芯体部件12的第一侧部124。侧部孔1321与阀芯部件11的周部开口1113相对应。如此,流体经引流管133从阀芯部件11的底部开口1115进入,经节流孔1114、周部开口1113、侧部孔1321进入第一孔道1211,并进入与第一孔道1211连通的板间通道1212与第二流道内流体进行换热。
73.连接件13具有凸缘部1322,凸缘部1322与芯体部件12焊接固定。芯体部件12的板片包括第一板片1214a和第二板片1215a,第一板片1214a与第二板片1215a焊接固定,凸缘部1322的顶部或底部与所述第一板片1214a焊接固定;或者所述凸缘部1322的顶部或底部与所述第二板片1215a焊接固定。
74.芯体部件12具有顶压块122,凸缘部1322与顶压块122焊接固定,通过凸缘部1322可以限位固定连接件13和板片部121,在板片部121焊接过程收缩时,由于凸缘部1322与芯体部件12的顶压块122焊接固定,能够确保连接件13在芯体部件12中的位置的确定性,降低板片收缩后影响连接件13的位置,降低连接件13与阀座部111之间的流体泄露风险。
75.芯体部件12具有底压块123,连接件13的一部分伸入底压块123,底压块123具有焊接配合部125,第二端部135伸入焊接配合部125,第二端部135与底压块123焊接固定。
76.底压块123具有与第一孔道1211连通的连通孔1231,焊接配合部125设置于底压块123设置连通孔1231的内壁,第二端部135的部分伸入到连通孔1231,底压块123的厚度大于5个板片的厚度。如此,在芯体部件12的焊接过程中,底压块123可以与连接件13的外壁配合焊接,保证密封性。
77.连接件13的第二端部135具有焊接段1352和相邻段1351,所述连接件13的焊接段1352与所述焊接配合部125焊接,相邻段1351与焊接段1352相邻,且相邻段1351相对焊接段1352靠近第一端部134,所述焊接段1352的外径小于或等于所述焊接配合部125的内径,所述相邻段1351的外径小于或等于所述焊接配合部125的内径;在芯体部件处于焊接过程出现收缩情况时,由于连接件具有焊接段和相邻段,焊接配合部远离所述阀芯部件的一端与所述焊接段远离所述阀芯部件的一端之间的距离大于等于零;使得芯体部件在焊接收缩过程中,焊接配合部相对连接件可相对移动,连接件与芯体部件的焊接密封性较好。另外,相邻段1351的外径还可以大于或等于焊接段1352的外径,焊接段1352可以相对相邻段1351以
缩径的方式,更有利于焊接过程中板片部相对连接件的相对运动。
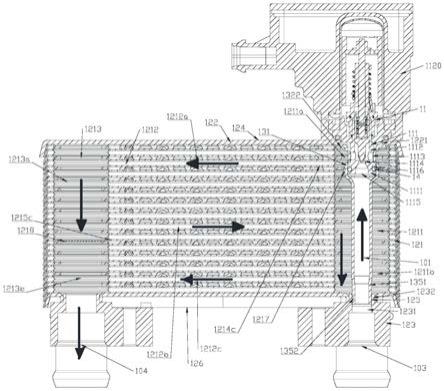
78.参照图7,图7示意出热交换装置的另一种实施方式的剖面示意图。热交换装置的大体结构参照图6所示热交换装置,图7上有些附图标记虽在下文未指出,但为便于理解和避免重复累赘,在上述实施方式中同样的零件的附图标记也会标记在图7中。芯体部件12具有第五板片1214c,第五板片1214c具有延伸部1217,延伸部1217与连接件13的外壁焊接固定,以芯体部件12装配阀芯部件11为上,延伸部1217位于中部段1112下方。
79.第一孔道1211具有第一子孔道1211a和第二子孔道1211b,延伸部1217与连接件13的外壁焊接固定分隔第一子孔道1211a和第二子孔道1211b。
80.芯体部件12具有第六板片1215c,第六板片1215c具有阻挡部1218,阻挡部1218位于第二孔道1213位置,第二孔道1213包括第三子孔道1213a和第四子孔道1213b,阻挡部1218分隔第三子孔道1213a和第四子孔道1213b。
81.板间通道1212具有第一路线1212a、第二路线1212b和第三路线1212c,其中第一路线1212a与第二路线1212b流向相反,第二路线1212b与第三路线1212c流向相反;如此,流体经连通通道103进入连接件13后,从底部开口1115进入,经节流孔1114、周部开口1113进入第一子孔道1211a、第一路线1212a、第三子孔道1213a、第二路线1212b、第二子孔道1211b、第三路线1212c、另一连通通道104。流体进入热交换装置后不仅能实现节流降压,而且从周部开口1113进入板间通道1212的流体还可直接与相邻板间通道1212的流体进行热交换,节流和换热都可以在芯体部件12的内部完成,不仅有利于流体的相态稳定,而且有利于提升换热效率。
82.连接件13的第二端部135具有焊接段1352和相邻段1351,所述连接件13的焊接段1352与所述焊接配合部125焊接,相邻段1351与焊接段1352相邻,且相邻段1351相对焊接段1352靠近第一端部134,所述焊接段1352的外径小于或等于所述焊接配合部125的内径,所述相邻段1351的外径小于或等于所述焊接配合部125的内径;在芯体部件处于焊接过程出现收缩情况时,由于连接件具有焊接段和相邻段,焊接配合部远离所述阀芯部件的一端与所述焊接段远离所述阀芯部件的一端之间的距离大于等于零;使得芯体部件在焊接收缩过程中,焊接配合部相对连接件可相对移动,连接件与芯体部件的焊接密封性较好。另外,相邻段1351的外径还可以大于或等于焊接段1352的外径,焊接段1352可以相对相邻段1351以缩径的方式,更有利于焊接过程中板片部相对连接件的相对运动。
83.沿着所述第一孔道的延伸方向,所述焊接配合部的厚度大于至少两个板片叠加的厚度;焊接配合部的厚度还可以大于5个板片叠加的厚度。
84.焊接段1352还可以具有第一区段和第二区段,第一区段与焊接配合部125焊接,第二区段与第一区段相邻,且第二区段相对第一区段远离所述第一端部,所述第二区段的外径小于或等于所述第一区段的内径;第一区段在连接件13装配入芯体部件12中时可以不与焊接配合部125对应设置,在芯体部件收缩时,第一区段向焊接配合部125移动,并与焊接配合部125焊接固定。
85.应注意,以上仅作为例示,延伸部1217可以与第五板片一体冲压形成,也可以与第五板片焊接形成。当然,作为其他实施方式,连接件也可以一体凸伸出延伸部,或者焊接固定有延伸部。
86.需要说明的是:以上实施例仅用于说明本发明而并非限制本发明所描述的技术方
案,例如对“前”、“后”、“左”、“右”、“上”、“下”等方向性的界定,尽管本说明书参照上述的实施例对本发明已进行了详细的说明,但是,本领域的普通技术人员应当理解,所属技术领域的技术人员仍然可以对本发明进行相互组合、修改或者等同替换,而一切不脱离本发明的精神和范围的技术方案及其改进,均应涵盖在本发明的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。