1.本实用新型涉及路用材料试验仪器技术领域,特别是一种全自动的马歇尔试件制作设备。
背景技术:
2.马歇尔试验是我国进行沥青路面配合比设计常用手段,需要制作不同沥青含量、级配的沥青混合料试件进行相关体积指标、性能的检测。然而,现有的马歇尔击实仪存在以下不足之处:
3.(1)试件击实高度需要人工测量。现有的马歇尔击实装置没有击实试件高度采集装置,导致工作人员在进行试验过程中需要对成型后的试件进行高度测量,判断是否满足规范要求,该方式导致工作人员对试件高度的了解具有滞后性,同时不能有效的掌握击实过程中试件高度的变化情况,不利于工作人员为达到规范要求范围及时调整试件制作所需材料质量的判断。
4.(2)击实过程需要人工翻面以达到试件双面击实的目的。一般,单个试件制作过程中需要人工翻面1次,该过程工作人员需要人工提高击实锤,松开试模固定装置,手动对试模翻面,并锚固试模固定装置,放下击实锤。该过程给工作人员带来较多的工作负担。
5.综上所述,为降低工作人员制作试件过程中的工作量,及时使工作人员了解试件制作过程中的高度变化,有必要研发一种全自动的马歇尔试件制作设备。
技术实现要素:
6.针对上述现有技术的不足,本实用新型的目的是提供一种全自动的马歇尔试件制作设备,解决现有装置无试件高度采集监测、击实过程人工翻面、试模固定不稳定等问题。
7.本实用新型是这样来实现上述目的:
8.本实用新型提供了一种全自动的马歇尔试件制作设备,包括相互连接的底座和支架、与支架连接的试模承载平台、试模承载平台支撑杆、液压杆、试模固定卡座、含电磁控制装置的试模翻转装置、马歇尔试件击实锤、击实锤电动提升装置、击实锤工作动力装置、可移动控制器,所述含电磁控制装置的试模翻转装置置于支架内部,并与支架可转动连接,所述电磁控制装置的试模翻转装置采用电磁控制用于吸附试模,并实现翻转试模的目的。
9.优选地,所述底座与支架采用焊接的方式锚固。
10.优选地,所述承载平台与试模承载平台支撑杆采用螺丝连接固定,所述试模承载平台支撑杆与底座采用螺丝连接固定。
11.优选地,所述液压杆置于所述试模承载平台两侧,并固定于试模承载平台支撑杆上,所述试模固定卡座与两侧液压杆相互连接。
12.优选地,还包括限位传感器,所述限位传感器与支架连接,限位传感器位于马歇尔试件击实锤底部的正上方。
13.优选地,还包括位移接收装置,所述位移接收装置与支架连接,并位于支架正上方
左侧,所述击实锤电动提升装置与支架连接,并位于支架正上方右侧。
14.优选地,还包括红外计数传感器,所述红外计数传感器与支架连接,并位于马歇尔试件击实锤工作位移投影范围内。
15.优选地,所述击实锤工作动力装置位于支架内部,并采用皮带或齿轮传动带动马歇尔试件击实锤上下运动实现试件击实的目的。
16.优选地,所述可移动控制器采用有线或无线的方式与液压杆、位移接收装置、击实锤电动提升装置、红外计数传感器、击实锤工作动力装置连接,接收全自动的马歇尔试件制作设备运行过程中相关数据。
17.与现有技术相比,本实用新型的有益效果如下:
18.本实用新型全自动的马歇尔试件制作设备采用含电磁控制装置的试模翻转装置与支架可转动连接,可通过可移动控制液压杆,试液压杆带动试模固定卡座将含电磁控制装置的试模翻转装置以及试模固定。同时,可在移动控制器中观察液压控制装置的液压数据,待液压达到设计位置时,打开击实锤工作动力装置,即可实现马歇尔试件的自动击实与翻面后击实,有效的降低了马歇尔试件制作人员的工作量。因此,本实用新型具有工作智能、精准计量、简单可控的优点。
附图说明
19.下面结合附图和实施例对本实用新型进一步说明:
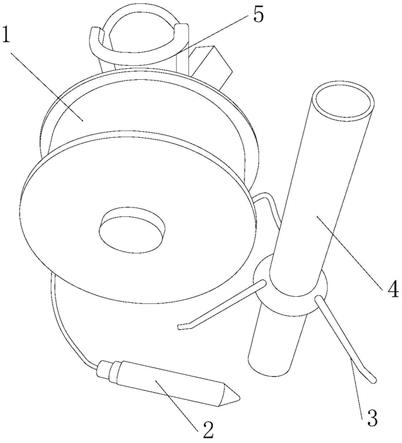
20.图1为本实用新型一种全自动的马歇尔试件制作设备结构示意图。
21.其中:1底座,2支架,3试模承载平台,4试模承载平台支撑杆,5液压杆,6试模固定卡座,7含电磁控制装置的试模翻转装置,8马歇尔试件击实锤, 9限位传感器,10位移接收装置,11击实锤电动提升装置,12红外计数传感器,13击实锤工作动力装置,14可移动控制器。
具体实施方式
22.下面将结合附图对本实用新型技术方案实例进行详述。以下实施案例仅用于更加清楚的说明本实用新型技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
23.需要注意的是,除非另有说明,本技术实用的技术术语或者科学术语应当以本实用新型所述领域技术人员理解的通常意义。
24.如图1所示,本实用新型公开了一种全自动的马歇尔试件制作设备,包括相互连接的底座1和支架2、与支架2连接的试模承载平台3、试模承载平台支撑杆4、液压杆5、试模固定卡座6、含电磁控制装置的试模翻转装置7、马歇尔试件击实锤8、击实锤电动提升装置11、击实锤工作动力装置13、可移动控制器14,所述含电磁控制装置的试模翻转装置7置于支架2内部,并与支架2可转动连接,所述电磁控制装置的试模翻转装置7采用电磁控制用于吸附试模,并实现翻转试模的目的。
25.所述底座1与支架2采用焊接的方式锚固。
26.所述承载平台3与试模承载平台支撑杆4采用螺丝连接固定,所述试模承载平台支撑杆4与底座1采用螺丝连接固定。
27.所述液压杆5置于所述试模承载平台3两侧,并固定于试模承载平台支撑杆4上,所述试模固定卡座6与两侧液压杆5相互连接。
28.还包括限位传感器9,所述限位传感器9与支架2连接,限位传感器9位于马歇尔试件击实锤8底部的正上方。
29.还包括位移接收装置10,所述位移接收装置10与支架2连接,并位于支架2正上方左侧,所述击实锤电动提升装置11与支架2连接,并位于支架2正上方右侧。
30.还包括红外计数传感器12,所述红外计数传感器12与支架2连接,并位于马歇尔试件击实锤8工作位移投影范围内。
31.所述击实锤工作动力装置13位于支架2内部,并采用皮带或齿轮传动带动马歇尔试件击实锤8上下运动实现试件击实的目的。
32.所述可移动控制器14采用有线或无线的方式与液压杆5、位移接收装置10、击实锤电动提升装置11、红外计数传感器12、击实锤工作动力装置13连接,接收全自动的马歇尔试件制作设备运行过程中相关数据。
33.具体地,所述击实过程中的信号传递、信号交换均通过可移动控制器14。进行综合控制,所述可移动控制器14包括液晶控制面板、全自动的马歇尔试件制作设备的所有电源控制装置、急停装置。
34.包括底座1、支架2、试模承载平台3、试模承载平台支撑杆4、液压杆5、试模固定卡座6、含电磁控制装置的试模翻转装置7、马歇尔试件击实锤8、限位传感器9、位移接收装置10、击实锤电动提升装置11、红外计数传感器12、击实锤工作动力装置13、可移动控制器14。
35.本实用新型具体操作过程为:
36.案例1:
37.步骤1,检查全自动的马歇尔试件制作设备的控制装置、动力装置、信号传输是否正常,并备用。
38.步骤2,将需要进行马歇尔试验的材料按照设计配比分别加热至设定温度,并将其在设定温度的沥青混合料拌和设备中按照设计拌和流程制作沥青混合料,之后将沥青混合料置于烘箱加热至设计击实温度。
39.步骤3,将达到设计击实温度的沥青混合料从烘箱中取出,采用电子天平按照预估质量称取沥青混合料,之后将沥青混合料加入试模中,并按照规范要求进行振捣。
40.步骤4,将试模置于试模承载平台3中,采用含电磁控制装置的试模翻转装置7,通过其提供的磁力将试模吸附固定至设计击实位置,通过可移动控制器14控制液压杆5,试液压杆5带动试模固定卡座6将含电磁控制装置的试模翻转装置7以及试模通过液压杆5提供的压力固定。同时,观察可移动控制器14中液压控制装置显示的液压数据,待液压达到设计位置时,打开击实锤工作动力装置13,即可实现马歇尔试件的自动击实。
41.步骤5,待达到单面击实次数后,可移动控制器14将通过电信号控制击实锤电动提升装置11、液压杆5,卸载液压杆5的压力,通过液压杆5将试模固定卡座6支撑至试模可翻转高度,待达到这个高度后,含电磁控制装置的试模翻转装置7采用磁力吸附试模,并通过转动的方式实现试模的翻转,转动的角度为180
°
。试模翻转后,通过可移动控制器14控制液压杆5,试液压杆5带动试模固定卡座6将含电磁控制装置的试模翻转装置7以及试模通过液压杆5提供的压力固定。同时,观察可移动控制器14中液压控制装置显示的液压数据,待液压
达到设计位置时,打开击实锤工作动力装置13开始翻面后的试件击实工作。
42.步骤6,翻面后的试件击实到固定次数后,全自动的马歇尔试件制作设备将自动控制击实锤电动提升装置11、液压杆5,卸载液压杆5的压力,并将试模固定卡座6支撑至试模可以取出的高度,同时电动提升装置11也将提升马歇尔试件击实锤8至限位传感器9所限制位置。此时,直接将击实后的试模取出,并观察可移动控制器14所显示的试件高度数据,判断是否合格,并作出用于击实的沥青混合料添加量是否变动的判断。
43.步骤7,重复步骤3至步骤4进行下一个试件的制作,直至达到要求数量后,采用可移动控制器14将液压杆5、马歇尔试件击实锤8调整至可放置试模的状态,并关闭控制总电源。
44.案例2:
45.步骤1,检查全自动的马歇尔试件制作设备的控制装置、动力装置、信号传输是否正常,并备用。将需要进行马歇尔试验的材料按照设计配比分别加热至设定温度,并将其在设定温度的沥青混合料拌和设备中按照设计拌和流程制作沥青混合料,之后将沥青混合料置于烘箱加热至设计击实温度。
46.步骤2,将达到设计击实温度的沥青混合料从烘箱中取出,采用电子天平按照预估质量称取沥青混合料,之后将沥青混合料加入试模中,并按照规范要求进行振捣。
47.步骤3,将试模置于试模承载平台3中,采用含电磁控制装置的试模翻转装置7固定试模至设计击实位置,通过可移动控制器14人工操作液压杆5,降低试模固定卡座6至设计压力。
48.步骤4,通过可移动控制器14上的控制面板人工操作控制击实锤电动提升装置11,将击实锤落下。并打开位移接收装置10、红外计数传感器12的信号传递,启动击实锤工作动力装置13。
49.步骤5,将单面击实至设计次数的试模通过可移动控制器14人工控制击实锤电动提升装置11来提升马歇尔试件击实锤8至限位传感器9要求位置,关闭含电磁控制装置的试模翻转装置7,采用人工通过可移动控制器14驱动液压杆5提升试模固定卡座6至试模可取出高度,之后人工将试模翻面。
50.步骤6,重复步骤3、步骤4,开始翻面后击实工作。
51.步骤7,重复步骤5,将翻面击实的试件取出。
52.步骤8,重复步骤2至步骤7,进行马歇尔试件的批量制作。
53.上述两个案例从全自动控制以及人工控制两个方面详细叙述了全自动的马歇尔试件制作设备的应用流程。
54.最后应该说明的是,以上各个实例仅用于说明使用新型的技术方案,而非对其限制,尽管参照前述各实施例对本使用新型进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各个实施案例所记载的技术方案进行修改或者对其中部分或者全部技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本质使用新型各实施技术方案的范围,其均应涵盖在本使用新型的权利要求和说明书范畴当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。