1.本实用新型涉及模具生产领域,具体地,涉及一种模具胶口模内切机构。
背景技术:
2.塑胶模具是各种工业产品批量生产重要的器械。在工业的快速高效发展的时代,各个行业对塑胶的依赖及要求日益增高,其中包括航空、航天、电子、机械、船舶、汽车和家居等领域。
3.随着塑胶的崛起,部分常规金属及木质零件被塑胶大量替代,由于市场需求较大,部分产品需保持一定的出货量,如此对塑胶模具要求较苛刻。在塑胶模具中产品侧进胶时,需要人工或治具二次处理注塑胶口的成型产品,而且注塑胶口通过人工或治具二次处理存在不稳定性,影响产品功能,且需要投入较大成本。
技术实现要素:
4.本实用新型的目的是提供一种模具胶口模内切机构,该模具胶口模内切结构,可以避免塑胶模具二次处理胶口存在不稳定性,有效节省了人工及治具投入成本。
5.为了实现上述目的,本实用新型提供了一种模具胶口模内切机构,所述内切机构设置于所述模具的进胶口处,所述模具包括动模、定模、顶出组件以及进料管道;所述内切机构包括:
6.胶口镶件,所述胶口镶件设置于动模的进胶口处,所述胶口镶件的底面与所述模具的底面齐平,且胶口镶件的底部设置有插入板,所述插入板的侧面设置有与进料管道的注塑胶口相匹配的注塑孔,注塑时,动模、定模合模,注塑胶口将胶料从注塑孔注入顶出组件表面形成塑胶产品;
7.压料组件,所述压料组件设置于胶口镶件的侧面,所述压料组件可相对胶口镶件上下滑动,且开模时,所述压料组件在胶口镶件之后脱离顶出组件。
8.优选地,所述压料组件包括:
9.弹顶块,所述弹顶块滑动连接于胶口镶件的侧面,且合模前,弹顶块的底面与插入板的底面齐平,且动模内部设置有供弹顶块滑动的间隙;
10.安装板,所述安装板设置于弹顶块的顶部;
11.弹簧,所述弹簧设置于安装板的顶部,开模时,弹顶块在弹簧弹力的作用下在胶口镶件之后离开顶出组件。
12.优选地,所述顶出组件包括:
13.顶出杆,所述顶出杆设置于定模的内部;
14.顶出块,所述顶出块设置于顶出杆的顶部,所述顶出块的顶部设置有与插入板相匹配的插槽。
15.优选地,所述顶出杆与顶出块之间通过螺丝固定连接。
16.通过上述技术方案,本实用新型公开了一种模具胶口模内切机构,该机构通过胶
口镶件以及压料组件的配合,压料组件压住塑胶产品,通过动定模开模将胶口镶件抽出顶出组件外,从而使得胶口镶件将塑胶产品与注塑胶口分离,避免了塑胶模具二次处理胶口存在不稳定性的情况,有效节省了人工及治具投入成本。
17.本实用新型的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
18.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
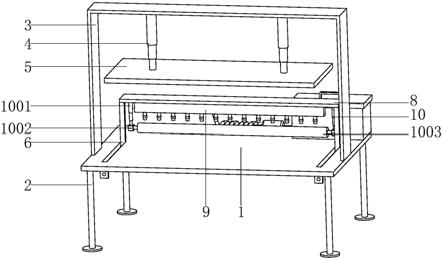
19.图1示出了本实用新型的一实施方式的模具胶口模内切机构与模具连接示意图;
20.图2示出了本实用新型的一实施方式的单个内切机构与模具连接示意图;
21.图3示出了本实用新型的一实施方式的模具胶口模内切机构的胶口镶件结构示意图(第一视角);
22.图4示出了本实用新型的一实施方式的模具胶口模内切机构的胶口镶件结构示意图(第二视角);
23.图5示出了本实用新型的一实施方式的模具胶口模内切机构的顶出块结构示意图;
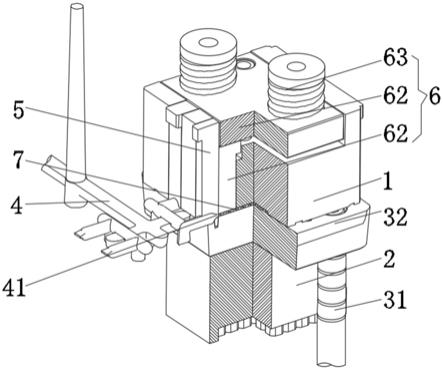
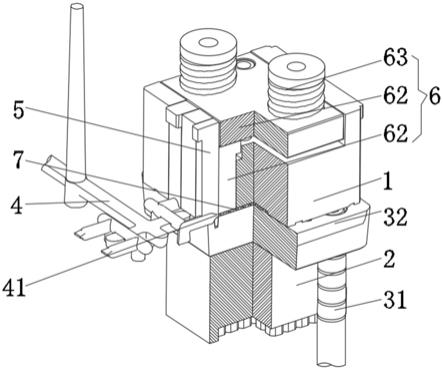
24.图6示出了本实用新型图1中a放大示意图。
25.图中:
26.1、动模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、定模
27.3、顶出组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31、顶出杆
28.32、顶出块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321、插槽
29.4、进料管道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41、注塑胶口
30.5、胶口镶件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51、插入板
31.52、注塑孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、压料组件
32.61、弹顶块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62、安装板
33.63、弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7、塑胶产品
具体实施方式
34.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
35.请参照图1
‑
5,本实施例公开了一种模具胶口模内切机构,内切机构设置于模具的进胶口处,模具包括动模1、定模2、顶出组件3以及进料管道4;其中动模1、定模2相互配合,且动模1可相对定模2上下移动,顶出组件 3设置于定模2的内部,进料管道4与模具进胶口连通,用于向模具内部注塑,胶料由进料管道4进入顶出组件3表面最终形成产品。
36.内切机构可以包括胶口镶件5以及压料组件6。请参照图3、图4以及图6,其中胶口镶件5设置于动模1的进胶口处,胶口镶件5的底面与模具的底面齐平,且胶口镶件5的底部设置有插入板51,插入板51的侧面设置有与进料管道4的注塑胶口41相匹配的注塑孔52。注塑时,动模1、定模2 合模,注塑胶口41将胶料从注塑孔52注入顶出组件3表面形成塑胶产品7。
37.压料组件6设置于胶口镶件5的侧面,压料组件6可相对胶口镶件5上下滑动,即沿着胶口镶件5的侧壁滑动。且开模时,压料组件6在胶口镶件 5之后脱离顶出组件3,也就是说,在合模时压料组件6先与顶出组件3接触,即初始状态下,压料组件6的底面低于胶口镶件5的底面,在先接触顶出组件3时,压料组件6开始靠着胶口镶件5向上滑动直至插入板51插入完全顶出组件3内部。
38.具体的,初始状态下,动定模处于开模状态,当需要开始注塑时,动定模合模,当插入板51完全插入顶出组件3内部时,进料管道4开始进料,塑胶料由进料管道4流经注塑胶口41以及注塑孔52进入顶出组件3表面形成塑胶产品7。形成塑件产品7后,然后开模,在开模的过程中,动模1带动胶口镶件5向上移动,在向上移动的过程中,由于注塑孔51以及压料组件6的作用,插入板51向上移动的过程中将注塑胶口41与塑胶产品7切开,且由于压料组件6后于胶口镶件5离开顶出组件3,塑胶产品7不会被插入板51拉变形,如此实现塑胶产品7与注塑胶口41分离,避免了塑胶模具二次处理胶口存在不稳定性的情况,有效节省了人工及治具投入成本。
39.请参照图2,压料组件6包括弹顶块61、安装板62以及弹簧63。弹顶块61滑动连接于胶口镶件5的侧面,且合模前,弹顶块61的底面与插入板 51的底面齐平,且动模1内部设置有供弹顶块61滑动的间隙,安装板62 设置于弹顶块61的顶部,弹簧63设置于安装板62的顶部,开模时,弹顶块61在弹簧63弹力的作用下在胶口镶件5之后离开顶出组件3。在合模时,由于弹顶块61接触到顶出组件3开始向上移动,此时弹簧63收缩积蓄弹力,在开模的过程中,由于弹力的作用,在开模的初始阶段,弹顶块61会一直压住塑胶产品7,当插入板51完全抽离顶出组件3时,即插入板51完全将塑胶产品7与注塑胶口41切开时,弹顶块61开始向上运动,从而完成开模动作。
40.请参照图2以及图5,顶出组件3包括顶出杆31以及顶出块32。顶出杆31设置于定模2的内部,顶出块32设置于顶出杆31的顶部,顶出块32 的顶部设置有与插入板51相匹配的插槽321。优选地,顶出杆31与顶出块 32之间通过螺丝固定连接,有效避免了顶出块32太长引起的变形及顶出块 32拆卸维护困难的问题,通过螺丝固定方式顶出块可以从模具表面拆卸及保养。
41.通过上述技术方案,本实用新型公开了一种模具胶口模内切机构,该机构通过胶口镶件5以及压料组件6的配合,压料组件6压住塑胶产品7,通过动定模开模将胶口镶件抽出顶出组件3外,从而使得胶口镶件5将塑胶产品7与进注塑胶口41分离,避免了塑胶模具二次处理胶口存在不稳定性的情况,有效节省了人工及治具投入成本。
42.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
43.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。