在两个构件之间建立连接的方法
1.本发明涉及一种用于在两个构件之间建立连接的方法,其中第一构件具有连接区段并且至少在所述连接区段中由纤维
‑
塑料复合物制成,并且第二构件具有向其表面敞开的凹部,在插入步骤中,将所述第一构件以其连接区段插入所述凹部中,然后在连接步骤中,使得所述连接区段优选塑性变形以在所述凹部中形成底切部。
2.不同材料的组合以及对在由多个彼此接合的构件组成的组件中使用的接合部件的强度的相关利用是多材料连接背后的基本思想。由于应力集中,尤其在车辆组件中使用优选由金属制成的力导入元件。借助于多材料连接还可以整合不同的功能,例如2点式连杆中的关节功能。
3.由于材料特性的不同,多材料连接的建立对至今的接合技术提出了很大的挑战。必须在设计构件时就已经考虑到热膨胀系数、熔化温度和热导率。建立连接的最简单途径是借助于下游工艺,即所谓的后模制组装(pma)。与纤维
‑
塑料复合物(fkv)相关的缺点例如是纤维的损坏并由此导致复合物变弱。可以在聚合物硬化期间通过制做复合物来对纤维的损坏进行补救。这称为模内组装(ima)。在此,金属嵌件例如被包覆成型。可应用各种接合概念来将连续纤维
‑
塑料复合物(e
‑
fkv)与金属连接。例如,通过拧接或粘合进行连接。还已知,对插入件进行层压(einlaminieren)来接合fkv金属结构。
4.与fkv结构相比,目前使用的由金属制成的构件和车辆部件具有更高的额外重量、更低的特定强度并且设计自由度可能有限。此外,当前的fkv结构或金属结构涉及加长且复杂的工艺链,这主要是受到fkv结构或金属结构的机械加工和为实现关节功能所进行的额外装配步骤所限制。
5.对于由金属构件与纤维
‑
塑料复合物的组合构成的部件,会出现以下问题,例如:
6.‑
材料的不同热膨胀系数会导致部件中的应力和缺陷。
7.‑
金属构件中的低公差意味着高成本,因此必须通过fkv补偿公差。
8.由此出发,本发明的基本目的尤其在于:能够以开篇所述类型的方法借助于第一构件来补偿第二构件的凹部中的制造公差。
9.该目的通过根据权利要求1所述的方法来实现。在从属权利要求和以下描述中给出了该方法的优选改进方案。
10.开篇所述的用于在两个构件之间建立连接的方法,其中第一构件具有连接区段并且至少在所述连接区段中由纤维
‑
塑料复合物制成,并且第二构件具有向其表面敞开的凹部,在插入步骤中,将所述第一构件以其连接区段插入所述凹部中,然后在连接步骤中,使得所述连接区段优选塑性变形以在所述凹部中形成底切部,尤其以如下方式改进:在插入步骤之前,向所述连接区段中引入弹簧并使其张紧,并且在所述连接步骤中尤其张紧的弹簧的弹簧力促使所述连接区段优选塑性的变形。
11.因为用于形成底切部的连接区段的变形是由弹簧的弹簧力引起的,所以可以补偿第二构件的凹部中的制造公差。尤其,弹簧将连接区段的材料挤靠在第二构件的界定凹部的壁上。这两个构件之间的连接尤其是刚性连接。
12.根据一个改进方案,凹部被设计成适合用于形成底切部。例如,凹部尤其是至少局
部地向第二构件内扩张或洞开。凹部优选尤其沿轴向方向延伸到第二构件内。优选地,凹部尤其在此有利地至少局部地横向于轴向方向和/或延伸方向尤其向第二构件内扩张或洞开。优选地,在插入步骤中,将第一构件以其连接区段沿轴向方向插入到凹部中。优选地,在连接步骤中,使连接区段横向于轴向方向变形(优选塑性变形),以便形成底切部。有利地,弹簧横向于轴向方向张紧。弹簧的弹簧力优选横向于轴向方向起作用。优选地,将弹簧沿轴向方向引入到连接区段中。有利地,在连接区段的端侧上形成有凹槽,将弹簧引入到该凹槽中。
13.优选地,在所述插入步骤中,将所述第一构件以其连接区段和被引入并且/或者张紧到所述连接区段中张紧的弹簧一起尤其沿轴向方向插入到所述凹部中。优选地,第一构件尤其完全由所述纤维
‑
塑料复合物或一种纤维
‑
塑料复合物制成。
14.根据一个设计方案,连接区段和/或第一构件的刚度在连接步骤中暂时降低,从而通过尤其张紧的弹簧的弹簧力促使连接区段优选塑性的变形。由于连接区段和/或第一构件的刚度的暂时降低,弹簧尤其可以使连接区段优选塑性变形。优选地,在连接步骤中,通过弹簧的弹簧力使连接区段在弹簧区域中优选横向于轴向方向撑开或彼此撑开。尤其,连接区段由此优选塑性变形。有利地,借助于弹簧使连接区段优选横向于轴向方向撑开或彼此撑开,以便形成底切部。
15.根据一个改进方案,纤维
‑
塑料复合物具有纤维和/或一种或至少一种优选嵌入纤维的基质,尤其是热塑性基质。有利地,在连接步骤中引发纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的硬化。优选地,在连接步骤中使纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质硬化。优选地,纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的刚度通过引发硬化和/或在硬化期间和/或通过硬化暂时降低。因此,尤其可能的是:弹簧能够使连接区段变形。优选地,纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的刚度暂时降低的结果是,通过尤其张紧的弹簧的弹簧力促使连接区段优选塑性的变形。有利地,通过暂时降低纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的刚度,使得连接区段和/或第一构件的刚度也暂时降低。优选地,在引发纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的硬化之后和/或在连接区段尤其塑性变形之后,纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质尤其完全硬化,这优选在连接步骤中进行。有利地,在纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质尤其完全硬化之后,连接区段和/或第一构件是刚性的。有利地,在纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质尤其完全硬化之后,第一构件优选与连接区段一起形成刚性体。
16.纤维
‑
塑料复合物优选在硬化期间失去其刚度,尤其由于材料的合成反应和相关的收缩行为,这使得施加到所引入的弹簧上的压力较小。由此,较低的压力优选作用在弹簧上,这使得弹簧可以伸长并在其一部分弹簧行程上松弛。有利地,由于弹簧的伸长,在弹簧周围的纤维
‑
塑料复合物撑开并且在凹部中产生底切部,这促使连接区段固定在凹部中。弹簧的伸长例如取决于作用在弹簧上的预紧力和/或弹簧刚度和/或纤维
‑
塑料复合物的刚度和/或弹簧的设计和/或制作弹簧的材料。这尤其能够实现弹簧伸长的可变的可调节性。
17.优选地,在连接步骤之前,纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质处于未硬化状态。优选地,在连接步骤中加热连接区段和/或第一构件和/或纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质。通过加热引发纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的硬化,并且/或者通过加热尤其促使纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的硬
化,优选完全硬化。有利地,纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的硬化在供热和/或在压力下进行。纤维
‑
塑料复合物和/或纤维
‑
塑料复合物的基质的硬化例如在高压釜、对流炉、压制工具中或者借助于对纤维
‑
塑料复合物施以温度和/或压力的另一装置来进行。
18.第二构件优选形成形状稳定的主体。第二构件尤其由金属制成。
19.根据一个设计方案,将弹簧以被或将被纤维
‑
塑料复合物的纤维包围的方式引入连接区段中。优选地,将弹簧尤其居中地引入到连接区段的优选自由和/或端侧的端部中。
20.根据一个改进方案,纤维
‑
塑料复合物和/或第一构件的至少其连接区段和/或第一构件尤其完全是由多个纤维
‑
塑料复合层制成的层压件和/或组成的层压件。优选地,将弹簧优选居中地布置在至少两个纤维
‑
塑料复合层之间,并且尤其以此方式引入到连接区段中。优选地,在连接步骤中,其间布置有弹簧的纤维
‑
塑料复合层通过尤其张紧的弹簧的弹簧力优选横向于轴向方向彼此撑开。有利地,连接区段的变形通过下述方式进行:其间布置有弹簧的纤维
‑
塑料复合层通过尤其张紧的弹簧的弹簧力优选横向于轴向方向彼此撑开。纤维
‑
塑料复合层例如由预浸料制成。优选地,纤维
‑
塑料复合层一起形成了连接区段和/或第一构件和/或纤维
‑
塑料复合物。
21.例如,该至少两个或那些其间布置有弹簧的纤维
‑
塑料复合层设计得比其他纤维
‑
塑料复合层长,这使得在连接区段的端侧形成引入弹簧的该凹槽或一个凹槽。优选地,纤维
‑
塑料复合层的数量至少为三层,优选多于三层。
22.根据一个设计方案,每层纤维
‑
塑料复合层具有纤维和/或优选嵌入纤维的基质,尤其是热塑性基质。有利地,在连接步骤中引发纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质的硬化。优选地,在连接步骤中使纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质硬化。优选地,纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质的刚度通过引发硬化和/或在硬化期间和/或通过硬化暂时降低。因此,尤其可能的是:弹簧能够使连接区段变形。优选地,纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质的刚度暂时降低的结果是,通过尤其张紧的弹簧的弹簧力促使连接区段优选塑性的变形。有利地,纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质的刚性的暂时降低意味着纤维
‑
塑料复合物和/或连接区段和/或第一构件的刚度暂时降低。优选地,在引发纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质的硬化之后和/或在连接区段尤其塑性变形之后,纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质尤其完全硬化,这优选在连接步骤中进行。有利地,在纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质尤其完全硬化之后,连接区段和/或第一构件和/或纤维
‑
塑料复合物是刚性的。有利地,在纤维
‑
塑料复合层和/或纤维
‑
塑料复合层的基质尤其完全硬化之后,第一构件优选与连接区段一起形成刚体。纤维
‑
塑料复合层尤其具有相同的基质和/或相同的纤维。纤维
‑
塑料复合层的基质优选一起形成第一构件和/或连接区段和/或纤维
‑
塑料复合物和/或层压件的基质。
23.优选地,尤其在插入步骤之前,优选横向于轴向方向将纤维
‑
塑料复合层彼此平叠。优选地,弹簧在此布置在纤维
‑
塑料复合层中的至少两层之间或所述至少两个纤维
‑
塑料复合层之间。以此方式,如同弹簧尤其被引入连接区段一样。
24.根据一个设计方案,尤其在插入步骤之前,纤维
‑
塑料复合物和/或第一构件的至少其连接区段和/或第一构件尤其完全由多个彼此平叠放置的、干燥的或预浸渍的纤维层
制成并且/或者组成。优选地,将弹簧优选居中地布置在至少两个纤维层之间,并且尤其以此方式引入到连接区段中。优选地,然后尤其在连接步骤中将所述基质或一种基质(优选热塑性基质)注入纤维层和/或由纤维层形成的纤维层组件中。连接区段和/或第一构件和/或纤维
‑
塑料复合物例如通过树脂注射工艺(resin transfer moulding,树脂传递模塑工艺,例如也被表达为缩写rtm)制造。优选地,在连接步骤中,其间布置有弹簧的纤维层通过尤其张紧的弹簧的弹簧力优选横向于轴向方向彼此撑开。有利地,连接区段的变形通过下述方式进行:其间布置有弹簧的纤维层通过尤其张紧的弹簧的弹簧力优选横向于轴向方向彼此撑开。优选地,纤维层尤其在注射之后形成纤维
‑
塑料复合层。有利地,纤维层尤其在注射和/或硬化之后形成层压件。例如用树脂使预浸渍的纤维层预浸渍。例如,预浸渍的纤维层由预浸料构成。
25.有利地,该至少两个或那些其间布置有弹簧的纤维层设计得比其他纤维层长,这使得在连接区段的端侧形成引入弹簧的该凹槽或一个凹槽。优选地,纤维层的数量至少为三层,优选多于三层。
26.根据一个改进方案,在插入之前通过夹紧装置将在弹簧区域中的纤维
‑
塑料复合层和/或纤维层保持在一起并且/或者压在一起。夹紧装置例如是夹子或钳子。由此,尤其可以避免在插入步骤中层压件的损坏。
27.根据一个设计方案,这两个构件在连接区段中还以材料配合的方式相互连接,尤其是相互粘合。优选地,在插入步骤之前,将粘合剂涂覆到连接区段的表面上并且/或者引入到凹部中,使得这两个构件尤其在插入步骤和/或连接区段中额外地彼此粘合。
28.纤维
‑
塑料复合物和/或每个纤维
‑
塑料复合层和/或每个纤维层的纤维例如是碳纤维或玻璃纤维。纤维
‑
塑料复合物和/或每个纤维
‑
塑料复合层和/或每个纤维层的纤维优选为连续纤维。纤维
‑
塑料复合物优选形成连续纤维
‑
塑料复合物。有利地,每个纤维
‑
塑料复合层形成连续纤维
‑
塑料复合层。每个纤维层优选形成连续纤维层。
29.弹簧例如由金属或塑料或弹性体(如橡胶)制成。弹簧优选被实施为压缩弹簧。弹簧例如是螺旋弹簧。弹簧的圈数和/或圈的节距和/或弹簧的直径和/或弹簧丝的直径在此尤其可变地与相应的要求相匹配。尤其,弹簧丝的截面形状被实施为圆形的。然而,替代地,弹簧丝的截面形状也可以被设计为正方形、矩形或其他形状。尤其,弹簧被实施为板弹簧和/或片式弹簧。
30.根据一个改进方案,凹部尤其至少局部地优选沿轴向在其设置于第二构件的表面上的开口的方向上变窄。优选地,凹部尤其至少局部是楔形或圆锥形的,优选沿轴向方向是楔形或圆锥形的。
31.根据一个设计方案,在第二构件中设置有支承座,关节或橡胶支承件优选在连接步骤中或之后插入到该支承座中。优选地,两个互连的构件形成车辆的底盘部件或底盘部件的一部分。底盘部件优选尤其是借助于关节或橡胶支承件与车辆构件连接,例如与另一底盘组件或车辆结构或副车架连接。
32.下面借助优选的实施方式参考附图来描述本发明。在附图中:
33.图1示出了两点式连杆的示意性侧视图,该两点式连杆具有根据一个实施方式的根据本发明的方法建立的两个连接,
34.图2是可从图1中看出的弹簧的示意图,
35.图3示出了可从图1中看出的两点式连杆的连接支柱的制造顺序,
36.图4示出了插入步骤,其中向可从图1中看出的两点式连杆的力导入元件的凹部中插入连接支柱,以及
37.图5示出了连接步骤,其中插入到力导入元件的凹部中的连接支柱与力导入元件连接。
38.从图1中可以看出两点式连杆1的示意性侧视图,该两点式连杆具有由纤维
‑
塑料复合物制成的连接支柱2和两个金属的力导入元件3和4,这些力导入元件分别与连接支柱2刚性连接。这两个力导入元件3和4被设计成相同类型的。此外,这两个刚性连接被实施成相同类型的,因此下面仅讨论连接支柱2与力导入元件3之间的连接。
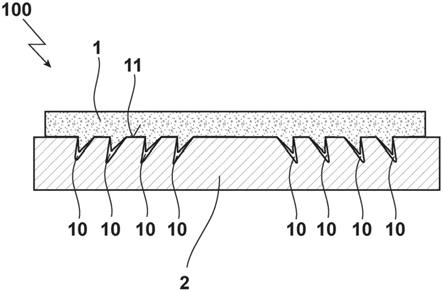
39.连接支柱2形成具有连接区段5的第一构件,朝向力导入元件3的端侧端部中对该连接区段引入弹簧6。此外,力导入元件3形成具有凹部8的第二构件,该凹部向该第二构件的表面7敞开并且在轴向方向x上延伸到该第二构件内,第一构件2以其连接区段5被插入该凹部中。凹部8在紧固区域9中在朝向其设置于第二构件3的表面7上的开口10的方向上变窄。尤其,凹部8在其紧固区域9中被设计为呈楔形。第一构件2的连接区段5在凹部8内横向于轴向方向x撑开,从而形成底切部11,第一构件2借助于该底切部形状配合地与第二构件3连接。此外,第二构件2以其连接区段5在凹部8内横向于轴向方向x贴靠第二构件3的界定凹部8的壁12并且与其粘合。第二构件3具有优选形成支承孔眼的圆柱形支承座13,尤其将关节或橡胶支承件插入到该支承座中。
40.第一构件2被设计为由多个纤维
‑
塑料复合层14组成的层压件,这些纤维
‑
塑料复合层彼此平叠放置并且牢固地相互连接,并且第一构件在连接区段5中在端侧具有凹槽15,在该凹槽中引入弹簧6。在此,弹簧6布置在连接区段5中的至少两层或更多层纤维
‑
塑料复合层14之间,这可以从图2中看出。其间布置有弹簧6的纤维
‑
塑料复合层14具有相同的长度。此外,在端侧与凹槽15邻接的其他纤维
‑
塑料复合层具有相同的长度,但比其间布置有弹簧6的纤维
‑
塑料复合层要短。
41.下面参照图3来描述第一构件2的制造,并参照图4和图5来描述这两个构件2和3之间的连接的形成。
42.为了制造第一构件2,根据图3的阶段a,在形成连接区段5中的凹槽15的情况下,将多个纤维
‑
塑料复合层14优选以预浸料的形式彼此平叠放置。此外,将弹簧6张紧并在张紧状态下引入到凹槽15中。在此,箭头16阐明了纤维
‑
塑料复合层14的堆叠方向。此外,箭头17尤其表示将张紧的弹簧6引入到凹槽15中。替代地,例如未张紧的弹簧可以布置在被设置为针对凹槽15的位置处并且通过堆叠纤维
‑
塑料复合层14使其被张紧。优选在堆叠期间将纤维
‑
塑料复合层14压在一起。在此,纤维
‑
塑料复合层14的基质尚未硬化。
43.在图3的阶段b中,示出了根据图3的阶段a制造的第一构件2,其中纤维
‑
塑料复合层14的基质以未硬化的状态存在。纤维
‑
塑料复合层14优选由于其未硬化基质的粘性而粘在一起,使得第一构件2保持在一起。此外,纤维
‑
塑料复合层14在其基质的未硬化状态下的刚度高到使得布置在其间的张紧的弹簧6都不能将纤维
‑
塑料复合层14彼此撑开。
44.随后,根据图3的阶段c,第一构件2在连接区段5中的表面上设置粘合膜18。尤其由箭头19示出将粘合膜18涂覆在构件2的表面上。纤维
‑
塑料复合层14的基质处于未硬化状态。
45.然后,在插入步骤中,将第一构件2以其连接区段5沿轴向方向x插入到第二构件3的凹部8中,这可以从图4中看出。开口10的尺寸或净宽度δ2在此尤其大于第一构件2的优选最大厚度δ1。尤其通过箭头20示出了第二构件2的连接区段5插入到第二构件3的凹部中。纤维
‑
塑料复合层14的基质处于未硬化状态。
46.根据图5的阶段d,将第一构件2以其连接区段5插入到第二构件3的凹部8中。此外,在连接步骤中借助于热源21来加热以这种方式形成的组件,从而使纤维
‑
塑料复合层14的基质也被加热并由此硬化。在硬化期间,纤维
‑
塑料复合层的基质的刚度暂时降低,从而使弹簧6因其弹簧力将纤维
‑
塑料复合层14(其间布置有该弹簧)彼此撑开,并因此在紧固区域9中产生底切部11。此外,利用粘合膜18将彼此撑开的纤维
‑
塑料复合层14压靠在凹部8的壁12上,使得这两个构件2和3在连接区段5中彼此粘合。在纤维
‑
塑料复合层的基质的硬化状态(从图5的阶段e可以看出)下,这两个构件2和3通过底切部11彼此形状配合地连接并且通过粘合剂额外地材料配合地彼此连接。
47.优选地,纤维
‑
塑料复合层尤其是在硬化期间通过其基质材料配合地相互连接。总之,纤维
‑
塑料复合层的基质尤其还被称为第一构件2和/或纤维
‑
塑料复合物的基质。
48.力导入元件4以与力导入元件3相同的方式与连接支柱2连接。这两个力导入元件3和4优选同时与连接支柱2连接。
49.附图标记清单
50.1两点式连杆
51.2连接支柱/第一构件
52.3力导入元件/第二构件
53.4力导入元件
54.5第一构件的连接区段
55.6弹簧
56.7第二构件的表面
57.8第二构件中的凹部
58.9紧固区域
59.10凹部的开口
60.11底切部
61.12凹部的壁
62.13支承座
63.14纤维
‑
塑料复合层
64.15连接区段中的凹槽
65.16堆叠方向
66.17引入弹簧
67.18粘合膜
68.19涂覆粘合膜
69.20将连接区段插入凹部
70.21热源
71.δ1第一构件的厚度
72.δ2开口的净宽度
73.x轴向方向
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。