具有环的针织设备,特别是用于形成用于连接机动车辆座椅罩的自粘紧固件的阴部件
1.本发明涉及一种具有粘性环的针织设备,特别是针织网,包括第一区域,特别是中心区域,其包括设计成与和钩元件相关联的钩配合的环,以及至少一个第二织边区域,特别是在第一中心环区域的任一侧上的两个第二织边区域,其与第一环区域邻接并且不包括任何环。本发明还涉及一种设计为覆盖通过模制生产的泡沫物体的罩,例如机动车座椅,该罩包括设计成与模塑物体接触的表面上具有前述类型的环的针织设备,该具有环的针织设备附接到罩,所述附接特别是缝合,特别是在至少一个第二织边区域的区域中。本发明还涉及一种模塑物体,例如机动车辆座椅,其覆盖有这种类型的罩。
2.传统上,为了生产机动车辆座椅,首先,将泡沫模塑成待生产的座椅的形式,并且在模塑期间,将所述钩包覆模塑,使得它们从形成在模塑物体的外表面上的腔或沟的底部突出,以允许借助于从罩突出的环将罩附接在物体周围。
3.这些环通过具有环的针织设备来制造,该针织设备通常包括中心区域和在左侧和右侧的两个织边区域,针织环从该中心区域伸出,针织环不从该织边区域伸出,并且在该织边区域中具有环的针织设备尤其通过缝合而连接到罩上,以允许所述罩通过包覆模塑在模塑物体上的钩而连接到模塑物体上。
4.这种由罩覆盖的模塑物体,特别是机动车辆座椅,在现有技术中是已知的,例如在文献fr3003578a1中。
5.这种由特别是织物或皮革形式的罩覆盖的机动车辆座椅必须看起来尽可能整洁和精确。为了做到这一点,该罩应该与它所覆盖的模塑物体的轮廓完美地配合。实际上,观察到罩或者不良地附接到模塑物体,并且特别地,不围绕它们意图覆盖的模塑物体特别是机动车辆座椅的形状形成完美的配合,或者随着时间推移,作为的逐渐过程的一部分,它们不再完美地配合座椅的形状。
6.希望克服上述缺点,并获得一种机动车辆座椅,该座椅由通过钩和环的自粘合系统附接覆盖到所述座椅的罩上,其中罩完美地配合模塑物体的轮廓,并长期以这种方式继续配合。
7.根据本发明,一种针织设备,特别是针织网,包括第一区域,特别是矩形区域,环从该区域突出,以及至少一个第二区域,特别是邻接的矩形区域,优选地是在第一区域的任一侧上的两个邻接区域,第二邻接织边区域不包括环并且设计成允许针织设备例如通过缝合连接到罩,所述罩设计成覆盖模塑物体,特别是机动车辆座椅,而具有环的第一区域设计成与从模塑物体突出的钩配合,针织织物包括由交织的环条线(interweaving loop wale threads)或线圈列(columns of stitches)和纬线(weft threads)而形成的背部,以及在背部中针织的环线的第一区域中,每个环由背部中的两个针织腿、离开两个腿的两个股线以及连接两个股线的顶部形成,其特征在于,提供了防止或抵抗形成一个或多个第二织边区域的针织设备的线磨损的装置。
8.特别地,用于防止或抵抗线磨损的装置布置在一个或多个第二织边区域的整个宽度上。
9.通过这样提供防止形成织边的线磨损的装置,可以确保,特别是长期以来,罩完美地附着到模塑物体上,而不会由于织边随着时间的推移而劣化而经历任何滑动,织边的劣化是由于织边可能经历的应力,这一方面是由于它们如何附着,特别是通过缝合,另一方面是由于钩附着到环上,以及由于罩在使用期间经历的应力。粘合环理解为从由针织物的背面形成的平面突出的环和/或在与针织物的背面不同的平面中延伸的环。
10.在本发明的一个特别坚固的有利实施方式中,防止或抵抗磨损的装置需要用涂层(例如树脂或胶)覆盖织边区域,该涂层在硬化之后给予织边相当大的尺寸稳定性,并因此防止磨损。
11.在本发明的另一个同样有利的实施方式中,其特别简化了用于制造最终的需要覆盖的座椅的过程,并且因此降低了与制造相关的成本,针织设备是针织织物,其包括由交织的环条线或线圈列和纬线而形成的背部,并且在针织于背部中的环线的第一中心区域中,每个环由背部中的两个针织腿、离开两个腿的两个股线和连接两个股线的顶部形成,背部的纬线在交叉方向上以来回运动的方式延伸,以便形成z字形,在机器方向上线圈列的行数是n,其中n在2和5之间,特别地是3行,并且这应用于背部的整个横向范围,除了线圈列的连续端部行的数量n
‑
1之外,特别地最后行的数量n
‑
1。
12.两个连续的纬线之间的cd方向距离为两个连续的纵行线之间的cd方向距离的75%至125%。
13.在背部的两个相邻纬线以z字形来回运动延伸,在背部的两个相邻纬线基本上平行,并且特别地,在背部的两个相邻纬线的z字形形状使得第一纬线的z字形形状的点和第二纬线的z字形形状的点形成基本上平行于cd方向延伸的段。
14.背部的纬线以z字形前后运动延伸,同一纬线的md两个相邻端部之间的md距离在0.5mm和5mm之间,特别是在0.8mm和3mm之间,更特别是在1.8mm的量级。
15.背部的纬线以z字形来回运动延伸,同一纬线的cd方向上的两个相邻端部之间的cd方向上的距离在0.6mm和25mm之间,特别是在2mm和10mm之间。
16.当n等于2时,背部的纬线以z字形来回运动延伸,同一纬线在cd上的两个相邻端部之间的cd距离在0.6mm和10mm之间的范围内,特别是在2mm和4mm之间,更特别是在3mm的量级。
17.当n等于3时,背部的纬线以z字形来回运动延伸,同一纬线的cd方向上的两个相邻端部之间的cd方向上的距离在1mm和15mm之间,特别是在3mm和6mm之间,更特别是在4.5mm(或1/5英寸)的量级。
18.当n等于4时,背部的纬线以z字形来回运动延伸,同一纬线在cd上的两个相邻端部之间的cd距离在1.33mm和20mm之间的范围内,特别是在4mm和8mm之间,更特别是在6mm的量级。
19.当n等于5时,背部的纬线以z字形来回运动延伸,同一纬线在cd上的两个相邻端部之间的cd距离在1.67mm和25mm之间的范围内,特别是在5mm和10mm之间,更特别是在7.5mm的量级。
20.优选地,连接环的两个腿的区段在md方向和cd方向上延伸,从而相对于md方向形成优选在10
°
和80
°
之间的角度,在一些情况下特别在30
°
和75
°
之间。在一些情况下,倾斜在cd方向上从一个环到下一个环变化,换句话说,角度在正和负之间交替。
21.优选地,每个环由背部的两个针织腿形成,并且每个腿属于不同的相邻列,在n行线圈或纬线列之后实现z字形形状,而没有环,换句话说,没有错过一行线圈。
22.通过这样提供以z字形延伸的纬线,例如在三行缝合列上并跨过整个宽度,可以确保织边区域不磨损。同时,与第一有利实施方式相比,这因此不仅以较低成本防止磨损,特别是通过能够免除使用较少的昂贵涂覆材料,例如树脂或胶水,其随后硬化,而且还导致具有较少阶段的简化制造工艺。
23.优选使用防磨损装置,使得当绘制曲线以给出使针织织物在横向(cd)上变形所需的力时,该力作为坐标原点(0,0)和断裂点r(其可通过曲线的突然下降,例如超过10%,特别是超过15%的力的突然变化来识别),该曲线总是保持在连接原点和点r的直线下方。
24.在优选的实施方式中,在25%变形时的力值小于150n,优选小于125n,甚至更优选小于100n,并且尤其小于50n,或甚至35n。
25.在优选的实施方式中,50%变形时的力值小于350n,优选小于335n,甚至更优选小于300n,并且尤其小于225n,或甚至190n。
26.在优选实施方式中,针织织物包括具有环的第一中心区域和在左侧和右侧的两个第二邻接织边区域。
27.针织织物优选在三梳栉织机(three
‑
bar loom)上生产,特别是具有用于分配线的三梳栉和顶杆的织机。
28.针织织物优选在三梳栉经编机(three
‑
bar warp loom)上生产,特别是在具有用于分配线的三梳栉和顶杆的织机上生产。
29.针织织物优选在三梳栉经编机上生产,其中一个梳栉是导梳栉,而另外两个梳栉是管梳栉。
30.针织织物优选在经编机上生产,特别是钩编机(例如由comez和/或jakob m
ü
ller ag frick以参考comez 610aco销售的钩编机,或者更具体地,由comez 610aco
‑
15销售的钩编机)。
31.在一个有利的实施方式中,环编织本身是10/12//闭合线迹环编织。
32.在另一个同样有利的实施方式本身中,环编织是开环编织,特别是01/21//编织。
33.本发明还涉及一种模塑物体,例如机动车辆座椅,其包括由模塑材料,特别是泡沫制成的块体,该块体具有与该物体相同的形状,特别是机动车辆座椅,以及覆盖该块体的罩,该罩通过钩,特别是从模塑物体的外表面突出的钩的多个区域,与根据本发明的环针织织物之间的配合而附接至块体,特别是缝合至罩的下表面上。
34.用于纬线、环线和纵行线的材料可以彼此相同或不同,并且可以选自例如聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、芳族聚酰胺、聚酰胺(pa)、聚乙烯(pe)或类似物,以及上述材料的混合物。也可使用弹性或弹性体和/或热粘合材料。纱线可以是扁平的、变形的、用环扣连接的和/或加捻的。用于纬线、环线和纵行线的材料可以是由单组分或双组分材料或具有多组分的材料制成的相同或不同类型的材料。
35.通过示例,现在将参考附图描述本发明的优选实施方式,其中:
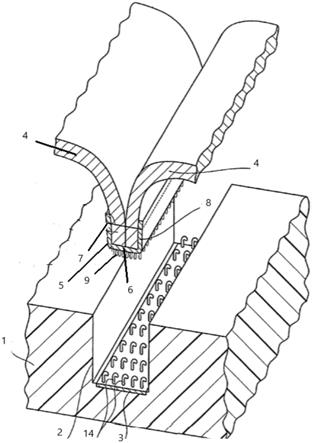
36.图1是模塑物体的示意性立体图,其中覆盖所述物体的罩示出为与模塑物体相距一定距离;
37.图2示出了图1中的装置中使用的所有线的理论针织编织,特别是图1中缝合到罩
的针织织物;
38.图3示出了理论针织编织,仅示出了图2中的针织织物的纵行线或环纵行线;
39.图4示出了理论针织编织,仅示出了图2中的针织织物的纬线;
40.图5示出了仅示出图2中的针织织物的环的理论编织;
41.图6示出了环编织的第二实施方式;
42.图7示出了环编织的第二实施方式;
43.图8示出根据一个实施方式的理论针织编织,其使用图4中的纬编织、图3中的线圈列和图7中的环。
44.图9示出根据本发明的又一实施方式的针织织物;
45.图10示出了给出变形根据本发明的针织织物所需的力的曲线,换句话说,包括图4中的纬线、图3中的环纵行线以及图7中的所谓的开环/闭环线的针织织物作为变形的函数,特别是在原点(0,0)和断裂点r之间,以及
46.图11示出了给出使根据本发明的针织织物变形所需的力的曲线,换句话说,包括图4中的纬线、图3中的环纵行线以及图5或图6中的环纵行线的针织织物作为变形的函数,特别是在原点(0,0)和断裂点r之间。
47.图1示出了机动车辆座椅形式的模塑物体,其包括由泡沫、特别是聚氨酯制成的块体1,该模塑物体具有机动车辆座椅的形式并且包括多个沟槽2,在沟槽的底部处已经附接了待包覆模塑的具有钩子14的矩形条3,特别是在模塑之前通过插入附接。模塑物体,即机动车辆座椅,由完全配合块体1的外表面的罩4覆盖,为了实现这一点,将罩4缝合到针织设备5,该针织设备包括中心区域6,针织环9从该区域突出,以及两个织边区域7和8,每个织边区域都缝合到罩4的下表面,当环与钩配合时,罩4围绕模塑块体附接,完全配合其形状。因此,这使得模塑的物体由其最终的罩覆盖,例如机动车辆座椅。
48.图2至5示出在经编机上生产的环针织织物的编织,其需要用三个导梳栉和管梳栉进行工作。第一导梳栉用于形成与每排针(图中垂直)配合的环纵行或线圈列10。第二管梳栉用于形成纬线连接11,其与针配合以形成环纵行10。第三管梳栉用于在针织织物的中心部分(行7至19)中的顶杆上的所有织针上形成线圈12(线圈的腿部)。因此,环线形成了环的顶部13。
49.纬线连接(图4)由非网孔(纬线)系统10示出,环纵行或线圈列可以是开放的或交替的。
50.如图4所示,各纬线根据00/33//编织延伸。因此,每根纬线在机器方向上(图中的竖直方向)以z字形延伸,在横向方向上(图4上从左至右)绕过三个连续行的三根针。此外,除了在两个中的一个情况下由纬线围绕/阻挡/包括在z字形中的最后两列(24和25)之外,所有的针行因此由纬线围绕/阻挡/包括在z字形中,并且跨过针织织物的整个背部(行1至23)。因此,纬线的数量等于线圈列行的数量减二。纬线偏移一列。在z字形不是围绕三行而是两行形成的情况下,纬线的数量等于线圈列的列数减一。一般而言,对于围绕n个针(其中n在2和5之间)形成的z字形纬线,纬线的数量等于线圈列的行数减去n加1,z字形在md方向上延伸并且形成在每行线圈上。
51.图中示出25列针。根据所需产品的最终宽度,也可以提供不同数量的针列。图2示出了线圈列的梳栉是如何工作的。这是传统的操作,在此不作进一步描述。纬线编织示于图
4中。每根纬线围绕三根针以z字形延伸,每根z字形纬线直接在前一根纬线之后延伸。因此,除了最后两列之外,纬线与线圈列或针列一样多,最后两列在两个场合中的一个场合中围绕/阻挡/包括在z字形中。
52.图5中所示的环编织是闭合线迹环编织10/12//。
53.根据图6所示的另一个实施方式,环编织是开环编织,特别是01/21//编织。
54.根据环编织的另一个可能的实施方式,产生所谓的开环/闭环编织,特别是10/01/21/12//编织。
55.根据本发明,所有的纬线都围绕三根针以z字形延伸,并且确保纬线直接相继延伸,而没有任何纬线,也不会被一线圈列或环纵行分开。
56.此外,优选地,针织织物仅使用三个线梳栉来生产。然而,针织织物同样可以使用第四线分配梳栉来制造,以在相反方向上制造纬线,例如与图4中所示的纬线相同的纬线,或者替代地,具有较少纬线的编织,例如使得两个环纵行中的一个环纵行不具有纬线,或者甚至三个环纵行中的两个环纵行或四个环纵行中的三个环纵行。然而,优选地,仅使用三个梳栉来制造针织织物。
57.此外,代替围绕三个针形成z字形,z字形可以围绕两个针形成,并且优选地在两个和五个针之间形成。优选地,提供25列针,并且特别地25根经线用于宽度为40mm的针织织物。
58.本发明的另一个实施方式示于图9,带有环的针织织物5'包括一个中心区域6'和两个织边区域7'和8'。针织织物5'由通过将纬线和具有线圈列的线交织而形成的背部和在中心部分中的针织成环的环线组成。该背部可以如前所述,或者可以是不同的,即,例如,纬线以z字形延伸穿过背部的整个宽度(如图9所示)或越过超过5的多个行,也可以提供不接连地延伸穿过针织织物的整个宽度的纬线,例如,通过留下两个行中的一行或三个行中的一行而没有纬线。另一方面,为了防止可能由于该纬线结构而产生的磨损,根据本发明,织边区域可以涂覆有硬化胶或树脂,当所述织物经受与钩在具有环的区域上的作用相关的应力以及由使用者引起的应力时,硬化胶或树脂将因此保护针织织物免于磨损。
59.特别地,可以使用允许机械固定的树脂,例如高粘性热熔粘合剂(hma),例如基于sbc(苯乙烯嵌段共聚物)、基于聚烯烃(po)、基于聚氨酯(pu)和/或化学固定的高粘性热熔粘合剂。作为图9的变化,作为织边涂覆的树脂层15和16的替代或补充,可进行热阶段,例如通过轧光和/或通过在织边区域超声焊接,以加强它们并防止由于该纬线结构可能产生的磨损。
60.在图1至8的实施方式中,抗磨损装置由背景纬线的限定结构形成。在图9中,这些防磨损装置由涂层形成,并且特别是由织边所涂覆的树脂层15和16形成。因此,有可能在这两种方法之间进行选择,因为涂层更昂贵,应用更复杂。如果需要,还可以通过涂覆图1至8中的针织织物的织边来组合这些方法,以实现甚至更好的防摩擦效果。
61.图10和11示出了给出根据本发明的使针织织物在横向(cd)上变形所需的力的曲线,该力是变形的函数。该曲线传统上使用测力计获得,特别是通过应用标准nf en1415中描述的方法,使用cd方向上的断裂伸长率测试,其需要将针织织物的样品放置在测力计(牵引速度100mm/min)的两个钳口(钳口之间的距离等于20mm)之间。
62.如图10和11所示,在坐标原点(0,0)和断裂点r(其可以通过曲线的突然下降来识
别,例如力值下降超过10%,特别是超过15%),曲线仍然保持在连接原点和点r的直线之下。
63.根据本发明,在25%变形时的力值小于150n,优选小于125n,甚至更优选小于100n,并且尤其小于50n,或甚至35n。
64.根据本发明,50%变形时的力值小于350n,优选小于335n,甚至更优选小于300n,并且尤其小于225n,或甚至190n。
65.作为图2中的实施方式的变型,例如,可以使用如图6或7所示的环。
66.作为图9中的实施方式的变型,可以使用如图9所示的涂层和/或可以在织边上执行热阶段,例如压延和/或超声波结合以防止磨损。
67.作为图2至8中的实施方式的变型,例如可以使用图5或6中所示的环。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。