1.本实用新型涉及测量器具,具体为一种多功能间隙面差测量尺。
背景技术:
2.工件与工件的配合间隙、工件内部槽宽,以及工件不同表面的高度差在实际生产中都需要多种专用的量具进行测量。
3.现有的游标卡尺、数显卡尺、带表卡尺测量功能单一,在某些特定情况下不能使用它们进行精确间隙和面差测量,不能适应现代多样性产品的测量,影响了产品加工过程中的产品质量和工作效率。
技术实现要素:
4.针对现有技术的不足,本实用新型所要解决的技术问题是提出了一种具有测量多种不同间隙和面差的多功能间隙面差测量尺。
5.能够解决上述技术问题的功能间隙面差测量尺,其技术方案包括于尺身上滑动的尺框,所不同的是所述尺框包括前尺框和后尺框,其中:
6.1、所述前尺框上安装有与尺身前端的固定上爪配合而测量大尺寸间隙的游标上爪,前尺框上安装有与尺身刻度尺配合而读取测量数值的读数游标,游标上爪后方的前尺框上设有定位测头。
7.2所述尺身的后端安装有定位挡板,所述定位挡板的底部低于或平齐于尺身底部,定位挡板的顶部高出尺身并平齐于定位测头。
8.3、所述后尺框上安装有位于尺身底部且向后伸出定位挡板而测量小尺寸间隙的楔形插尺,所述楔形插尺的尺体上的定位刻线与尺身尾端的读数刻线相配合而读取测量数值。
9.4、所述楔形插尺上安装有插尺前游标和插尺后游标,所述插尺前游标和插尺后游标之间滑动安装有面差测杆,所述面差测杆上的刻度线与插尺前游标或插尺后游标上的游标读数配合而读取测量数值。
10.进一步,所述前尺框上安装有与尺身平行的深度测杆,所述深度测杆的杆体穿设于定位挡板上对应开设的定位孔中。
11.更进一步,所述前尺框上设有将框体夹紧于尺身上的锁紧螺钉ⅰ;所述插尺前游标或插尺后游标上设有将楔形插尺夹紧于尺身上的锁紧螺钉ⅱ;所述插尺后游标与定位挡板之间的深度测杆上设有将杆体夹紧于测量位置的锁紧件。
12.本实用新型的有益效果:
13.1、本实用新型多功能间隙面差测量尺可以准确测量工件与工件之间的间隙,同时还可以测量工件的不同表面高度差以及工件的孔深,具有结构简单,功能齐全,测量准确,操作方便的特点。
14.2、本实用新型可以减少检测人员所需配备的检测工具种类和数量,简化操作流
程,降低检测工具成本。
附图说明
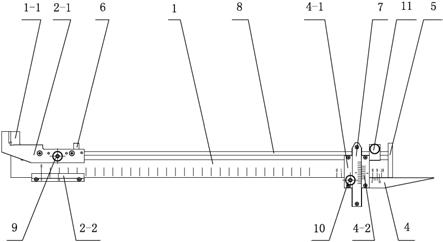
15.图1为本实用新型一种实施方式的主视图。
16.图2为图1实施方式的俯视图。
17.图3为采用图1实施方式测量工件与工件之间的小尺寸间隙的示意图。
18.图4为采用图1实施方式测量工件与工件之间大尺寸间隙的示意图。
19.图5为采用图1实施方式测量工件不同平面高度差的示意图。
20.图6为采用图1实施方式测量工件孔深的示意图。
21.图号标识:1、尺身;1
‑
1、固定上爪;2、前尺框;2
‑
1、游标上爪;2
‑
2、读数游标;3、后尺框;4、楔形插尺;4
‑
1、插尺前游标;4
‑
2、插尺后游标; 5、定位挡板;6、定位测头;7、面差测杆;8、深度测杆;9、锁紧螺钉ⅰ; 10、锁紧螺钉ⅱ;11、锁紧件。
具体实施方式
22.下面结合附图所示实施方式对本实用新型的技术方案作进一步说明。
23.本实用新型多功能间隙面差测量尺,包括滑动安装于尺身1上的前尺框 2和后尺框3,所述尺身1前上端设有连体的固定上爪1
‑
1,尺身1的后端固装有定位挡板5,所述定位挡板5的底部平齐于尺身1底部,定位挡板5的顶部高出尺身1的顶部,如图1、图2所示。
24.所述前尺框2的上部安装有处于尺身1正面上端的游标上爪2
‑
1,前尺框2的下部安装有处于尺身1正面下端的读数游标2
‑
2,利用游标上爪2
‑
1 与固定上爪1
‑
1可测量大尺寸间隙,大尺寸间隙的测量数值通过读数游标2
‑
2 于尺身刻度尺上的位置而读取,游标上爪2
‑
1上设有可将其锁定于尺身1上的锁紧螺钉ⅰ9;所述前尺框2顶部旋合安装有定位测头6,所述定位测头6 的顶部平齐于定位挡板5的顶部,如图1、图2所示。
25.所述后尺框3的下部为处于尺身1底部的楔形插尺4,所述楔形插尺4 与后尺框3的上部之间安装有处于尺身1正面上的插尺前游标4
‑
1和插尺后游标4
‑
2,所述插尺前游标4
‑
1和插尺后游标4
‑
2之间形成的燕尾槽中滑动安装有面差测杆7,插尺前游标4
‑
1上设有可将楔形插尺4锁固于尺身1上的锁紧螺钉ⅱ10;所述楔形插尺4向后伸出定位挡板5可对小尺寸间隙进行测量,可通过楔形插尺4的尺体上的定位刻线于尺身1尾端读数刻线上的位置而读取测量数值;所述面差测杆7可上、下伸缩,面差测杆7向上的伸出量可通过其上的刻度线于插尺后游标4
‑
2上的游标读数位置而读取,如图1、图2所示。
26.所述前尺框2的后端插装铆接有深度测杆8,所述深度测杆8处于尺身1 上方且与尺身1平行,深度测杆8的杆体向后穿设于定位挡板5上对应开设的定位孔中,深度测杆8向后伸出定位挡板5可对工件深度进行测量;所述插尺后游标4
‑
2与定位挡板5之间的深度测杆8的杆体上设有将深度测杆8 锁固于测量位置的锁紧件11,所述锁紧件11通过锁紧块中间的穿孔插入深度测杆8而与深度测杆8滑动连接,穿孔向上通过变形槽通出锁紧块的顶部,锁紧螺钉ⅲ于变形槽的位置旋合于锁紧块,拧紧锁紧螺钉ⅲ可通过变形的穿孔而夹紧深度测杆8而锁定其测量位置,如图1、图2所示。
27.本实用新型的使用方法如下:
28.如图3所示,需对两工件之间的小尺寸间隙进行测量。将尺身1尾端的定位挡板5与
一工件的表面贴合,向下移动楔形插尺4使其尖端部位插入两工件的小间隙中,直到楔形插尺4不能再插入为止,通过楔形插尺4上的定位刻线和尺身1尾端的读数刻线相结合而读取两工件间隙的数值。
29.如图4所示,需对工件的一缺口宽度(可以理解为大尺寸间隙)进行测量。将尺身1上的固定上爪1
‑
1与游标上爪2
‑
1合拢并置于工件的缺口内,向后拉动前尺框2使固定上爪1
‑
1的刀口量面以及游标上爪2
‑
1的刀口量面分别与缺口的两端接触,通过尺身刻度尺与读数游标2
‑
2相结合而读取工件的缺口间隙值。
30.如图5所示,需对工件的不平度进行测量。尺身1倒置,将定位测头6 顶部的上量面和定位挡板5顶部的上量面放置在工件的同一水平面(此为基准面)上,移动后尺框3至工件被测平面上方,向下推动面差测杆7使其与被测平面(向上凸出基准面)接触,通过插尺后游标4
‑
2上的游标读数与面差测杆7上的定位刻线相结合可读取被测平面与基准平面的高低差;当面差测杆7上的定位刻线与插尺后游标4
‑
2上的游标读数的零位刻线对齐时,面差测杆7的上端测面、定位测头6的上端测面以及定位挡板5的上端测面处对齐(尺身1正置时)。
31.如图6所示,需对工件的孔深进行测量。将尺身1尾端的定位挡板5与工件表面相贴合,向下移动前尺框2使深度测杆8插入工件的孔中直到前尺框2不能移动为止,通过尺身刻度尺与读数游标2
‑
2相结合而读取孔的深度值。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。