1.本实用新型属于包装设备领域,尤其涉及一种应用于轮胎包装的胶带缠绕包装机。
背景技术:
2.货车属于载重车辆,轮胎内具有内胎,从而能够承受载重带来的较大压力。为了保护内胎着合面不受轮辋磨损,内胎和轮辋之间又安装有垫带。
3.为了提高轮胎产品的竞争力,轮胎出厂前,先装填内胎和垫带,然后再进行包装,从而避免内胎和垫带在轮胎储运过程中掉出。现有轮胎的包装方式,主要有塑封包装和缠绳包装。塑封包装所使用的包装设备结构复杂,塑料膜将轮胎全部包覆,包装成本高,而且需要进行加热,耗能也比较大。缠绳包装则将轮胎一周完全包覆,包装绳的消耗较大,包装成本也比较高。
技术实现要素:
4.本实用新型提出一种胶带缠绕包装机,以解决现有轮胎包装设备存在结构复杂、消耗大、成本高的问题。
5.为了达到上述目的,本实用新型采用的技术方案为:
6.一种胶带缠绕包装机,用于轮胎的包装,包括:
7.机架;
8.承载台,安装在所述机架上,承载所述轮胎
9.移动架,安装在所述机架上横向设置的第一导轨上;
10.驱动架,为c形,竖向设置,并旋转安装在所述移动架上,开口对准所述轮胎,用以随着所述移动架移动并伸入到轮胎中;
11.胶带卷,安装在所述驱动架,随着所述驱动架旋转将胶带缠绕在所述轮胎上;
12.机械手,安装在所述移动架上,并设置有用于拿持胶带的吸盘和用于切断胶带的切刀。
13.作为优选,所述移动架设置有驱动座,所述驱动座设置有工作腔,所述工作腔设置有用于轮胎进入的通过口;
14.所述驱动架安装在所述工作腔中,所述驱动座上安装有多个驱动轮,所述驱动轮均位于同一圆周,并均与所述驱动架的外壁滚动接触;
15.所述移动架上安装有驱动所述驱动轮的电机。
16.作为优选,所述电机通过传动带驱动所述驱动轮;
17.所述驱动轮的轮轴上都安装有从动带轮,所述传动带依次连接各个所述从动带轮;
18.所述电机的输出轴上安装有主动带轮,所述传动带套接在所述主动带轮上。
19.作为优选,所述承载台设置有多个托架,所述轮胎落在所述托架上,所述托架之间
设置有可使驱动架穿过的通过空间。
20.作为优选,所述机架上水平安装有转盘,所述承载台安装在所述转盘上。
21.作为优选,所述机架设置有输送台,所述输送台的台面上安装有多个滚珠弹簧,并设置有用于所述承载台穿过的托举口;
22.所述承载台滑动安装在机架竖向设置的导杆上,所述机架上竖向安装的第一气缸与所述承载台相连,以驱动所述承载台升降。
23.作为优选,所述输送台上对称安装有两组抱胎机构;
24.所述抱胎机构包括对称设置的两个抱胎臂,所述抱胎臂一端通过设置的连接轴铰接在所述输送台上,另一端安装有用于贴靠所述轮胎的抱胎辊,所述抱胎臂的连接轴上均安装有传动齿轮,且传动齿轮相互啮合;
25.所述输送台上安装驱动所述抱胎臂摆动的第二电机。
26.作为优选,所述机械手安装在所述移动架设置的支承座上,并位于所述驱动架的内侧;
27.所述机械手包括安装架、吸盘和切刀,所述安装架的两侧均竖向安装有第二导轨,所述第二导轨上均安装有升降座,所述吸盘和切刀均安装在对应的升降座上,所述安装架上安装有驱动所述升降座的第二气缸。
28.作为优选,所述安装架滑动安装在所述支承座竖向设置的第三导轨上,所述支承座上安装有驱动所述安装架的第三气缸。
29.作为优选,所述移动架、驱动架、胶带卷和机械手构成缠绕机构,所述缠绕机构相对设置有两组,分别位于所述机架的两侧。
30.与现有技术相比,本实用新型胶带缠绕包装机通过旋转的驱动架,使胶带卷穿过轮胎的趾口,将胶带缠绕到轮胎上,阻挡内胎和垫带动轮胎的子口中脱出,将轮胎、内胎和垫带包装成一体,设备结构简单,无须全面包覆,胶带用量少,耗材成本低,设备运行成本低,解决了现有轮胎包装设备存在结构复杂、消耗大、成本高的问题。
附图说明
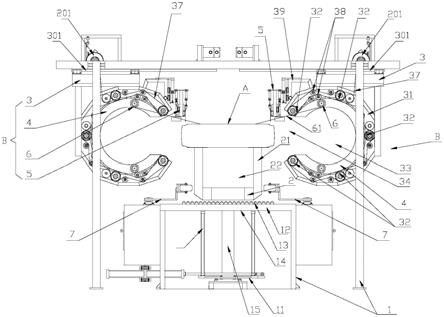
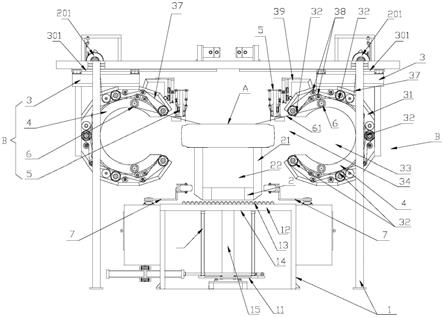
31.图1为本实用新型胶带缠绕包装机的结构示意图一;
32.图2为本实用新型胶带缠绕包装机的结构示意图二;
33.图3为本实用新型胶带缠绕包装机中机械手部分的结构示意图;
34.以上各图中:
35.a、轮胎;b、缠绕机构;
36.1、机架;11、转盘;12、输送台;13、滚珠弹簧;14、托举口;15、导杆;2、承载台;21、托架;22、通过空间;3、移动架;31、驱动座;32、驱动轮;33、工作腔;34、通过口;35、从动带轮;37、传动带;38、张力轮;39、支承座;4、驱动架;5、机械手;51、吸盘;52、切刀;53、安装架;54、升降座;6、胶带卷;61、胶带;7、抱胎机构;
37.100、平移气缸;101、第一气缸;102、第二气缸;103、第三气缸;201、第一电机;301、第一导轨;302、第二导轨;303、第三导轨。
具体实施方式
38.下面,通过示例性的实施方式对本实用新型进行具体描述。然而应当理解,在没有进一步叙述的情况下,一个实施方式中的元件、结构和特征也可以有益地结合到其他实施方式中。
39.在本实用新型的描述中,需要说明的是,术语“内”、“外”、“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
40.如图1至3所示,本实用新型提出一种胶带缠绕包装机,用于轮胎a的包装,将内胎和垫带封装在轮胎内。
41.胶带缠绕包装机包括机架1、承载台2、移动架3、驱动架4和机械手5。
42.承载台2安装在机架1上,轮胎a平躺放置在承载台2上。
43.驱动架4旋转安装在移动架3,驱动架4为c形,开口位于内侧,并对准承载台2上的轮胎a。
44.机架1上横向设置有第一导轨301,并安装有平移气缸100。驱动架4安装在第一导轨301上,并在平移气缸100的推拉下滑动。
45.驱动架4上安装胶带卷6和机械手5,机械手5设置有吸盘51和切刀52。
46.本技术的胶带缠绕包装机在进行轮胎a的包装时,将填入内胎和垫带的轮胎a平躺放置到承载台2上。平移气缸100驱动移动架3靠近轮胎a,使轮胎a一侧的胎体穿过驱动架4的开口,进入到驱动架4中,驱动架4的内端对准轮胎a的趾口。
47.将胶带61从胶带卷6中拉出,胶带61的光面被吸到吸盘51上,吸盘51将胶带的胶面压在轮胎a的胎侧上,从而使胶带61粘接到轮胎a上。
48.吸盘51松开胶带,驱动架4以进入其中的胎体为心旋转,使胶带卷6依次绕过上部胎侧、胎面、下部胎侧和趾口,从而环绕驱动架4内的胎体一周,使胶带61不断拉出并粘贴缠绕到驱动架4内的胎体上。
49.为了提高缠绕包装的牢固性,胶带61可缠绕多圈。胶带61缠绕到胎体上,使轮胎a的子口被胶带阻挡,垫带和内胎被阻拦在轮胎内。
50.胶带61缠绕完成后,吸盘51将胶带悬空的部分吸住,切刀52将胶带切断。平移气缸100驱动移动架3远离轮胎a,轮胎a穿过开口离开驱动架4,便可将轮胎a从支撑台2上取下。
51.由于胶带61的宽度有限,轮胎a子口的一处被胶带61阻拦,而其它未被阻拦的部位,内胎和垫带仍然有可能脱出。为了避免前述问题的发生,将内胎和垫带完全固定在轮胎a内部,轮胎a一周的多个位置都缠绕胶带。
52.轮胎a一处位置胶带61缠绕完成后,吸盘51将胶带悬空的部分吸住,切刀52将胶带61切断。旋转轮胎a,使轮胎a另一处位置进入到驱动架4中,吸盘51将吸住的胶带61压到轮胎a的胎侧上,将胶带61粘接到轮胎a上,驱动架4旋转,胶带61缠绕,将轮胎a该处的子口阻拦,吸盘51将胶带悬空的部分吸住,切刀52将胶带61切断。
53.轮胎a每旋转一定角度,驱动架4即旋转进行胶带61缠绕,缠绕完成后切断胶带61并吸住胶带61使其悬空,从而完成轮胎a多个位置胶带61的缠绕,将内胎和垫带完全固定在
轮胎a内部。
54.胶带缠绕包装机通过旋转的驱动架4,使胶带卷6穿过轮胎a的趾口,将胶带61缠绕到轮胎a上,阻挡内胎和垫带从轮胎a的子口中脱出,将轮胎、内胎和垫带包装成一体,设备结构简单,无须全面包覆,胶带用量少,耗材成本低,设备运行成本低,解决了现有轮胎包装设备存在结构复杂、消耗大、成本高的问题。
55.为了具体实现驱动架4的旋转,移动架3上设置驱动座31
56.驱动座31上安装有多个驱动轮32,驱动轮32均位于同一圆周,均与驱动架4的外壁滚动接触。移动架3上安装第一电机201,第一电机201对驱动轮32的旋转提供动力,通过驱动轮32的滚动和支撑,实现驱动架4的安装和旋转。
57.驱动座31具有工作腔33,驱动架4位于工作腔33中,工作腔33一侧设有通过口34,当通过口34与驱动架4的开口对齐时,移动架3向轮胎移动a,轮胎a通过开口和通过口34进入到工作腔33中的驱动架4内。
58.为了具体实现各个驱动轮32的运转,第一电机201通过传动带37对驱动轮32进行驱动。
59.驱动轮32的轮轴上都安装有从动带轮35,从动带轮35也均位于同一圆弧上。
60.传动带37的一端套在位于圆弧一端端部上的一个从动带轮35上,传动带37的另一端套在位于圆弧另一端端部上的一个从动带轮35上。其余从动带轮35则位于传动带37中部内,并通过驱动座31上安装的张力轮38,使传动带37压在从动带轮35上。
61.传动带37的带面紧贴各个从动带轮35,传动带37运转即可使全部从动带轮35同步同向运转。
62.第一电机201的输出轴上安装主动带轮,传动带37的一部分拉出后,套在主动带轮上,使主动带轮通过传动带37将动力传递给从动带轮35,实现第一电机201对各个驱动轮32的运转提供驱动力。
63.为了避免承载台2阻碍驱动架4的旋转,承载台设2置有多个托架21,轮胎a落在各个托架21上,托架21之间设置有通过空间22。
64.通过空间22为驱动架4以轮胎a一侧胎体为轴而进行的旋转提供移动的空间。
65.为了便于将轮胎a旋转,使轮胎a多个位置缠绕胶带61,将内胎和垫带完全固定在轮胎a内部,机架1上水平安装有转盘11,承载台2安装在转盘11上。
66.承载台2随着转盘11在水平面上的旋转,平躺在承载台2上的轮胎a同步旋转,使轮胎a上不同位置都能够进入到驱动架4中,进行胶带缠绕。
67.通过气缸的推拉以及电机的驱动,都能够为转盘11的旋转提供动力。转盘11旋转的驱动为现有技术,并非本技术发明点。
68.为了将轮胎a的包装与生产相衔接,机架1设置有输送台12。
69.输送台12的台面上安装有多个滚珠弹簧13,并设置有托举口14。
70.机架1竖向设置有导杆15,导杆15穿过承载台2设置的安装孔,使承载台2滑动安装在导杆15上,沿导杆15进行升降。
71.机架1上安装第一气缸101,第一气缸101与承载台2相连,推拉承载台2进行升降。
72.输送台12与轮胎a的生产线相衔接,轮胎a在生产线上填入内胎和垫带后,沿生产线上的辊道移动至输送台12上。输送台12上的滚珠弹簧13承载轮胎a,并使轮胎a在输送台
12上顺畅移动。
73.从生产线上输送而来的轮胎a,移动至输送台12上后,第一气缸101驱动承载台2升起,承载台2穿过托举口14,将轮胎a托起,并举升至与驱动架4平齐的位置。此时,移动架3即可靠近轮胎a,使轮胎a进入驱动架4,驱动架4旋转,进行胶带61的缠绕。
74.胶带缠绕包装完成后,承载台2落下,轮胎a落到输送台12上,并在滚珠弹簧14的引导下移出。
75.轮胎生产线与本技术的胶带缠绕包装机流水化衔接,使轮胎a的生产和包装连续进行,工作效率提高。
76.为了同步实现承载台2的旋转,导杆15安装在转盘11上,承载台2与转盘11同轴。
77.为了使移动至输送台12上的轮胎a对准承载台2的中心,承载台2托起轮胎a后,轮胎a能够与承载台2同轴旋转,输送台12上安装对中装置。
78.对中装置为对称安装在输送台12两侧的抱胎机构7,抱胎机构7包括对称设置的两个抱胎臂,抱胎臂一端通过设置的连接轴铰接在输送台上,另一端安装有抱胎辊。
79.两个胞胎机构的四个抱胎辊始终位于同一圆周,且该圆周与承载台同轴。
80.抱胎臂的连接轴上均安装有传动齿轮,传动齿轮相互啮合,输送台12上安装第二电机,第二电机驱动其中一个转接轴旋转,通过齿轮传动,使两个抱胎臂同步摆动,抱胎辊接触胎面。
81.两个抱胎机构7的四个抱胎臂同步摆动,对轮胎夹抱,使轮胎与抱胎辊所处圆周同轴,轮胎从而对准承载台中心。
82.轮胎与承载台2同轴,轮胎a一侧胎体进入驱动架内,轮胎a随承载台2旋转的同时,不会在水平面上横向移动,避免轮胎a接触驱动架4,保证驱动架4流畅旋转。
83.为了具体实现机械手5的裁切动作,如图3所示,机械手5位于驱动架4内侧,安装在移动架3设置的支承座39上。
84.机械手5包括安装架53、吸盘51和切刀52,安装架53的两侧均竖向安装有第二导轨302,第二导轨302上均安装有升降座54,吸盘51和切刀52均安装在对应的升降座54上,安装架53上安装有两个第二气缸102,每个第二气缸102连接一个对应的升降座54。
85.在第二气缸102的驱动下,升降座54沿第二导轨302滑动,以进行升降。吸盘51和切刀52均与对应的升降座54随动,进行升降。
86.胶带卷6中拉出的胶带61端部,被吸盘51吸住。移动架3横移,使轮胎a上部胎侧对准吸盘51。吸盘51落下,将胶带61的胶面压在轮胎a上,将胶带61端部粘在轮胎a上。
87.吸盘51松开胶带61,升起并远离轮胎a,移动架3继续横移,轮胎a进入到驱动架4内部。驱动架4旋转,将胶带61缠绕到轮胎a上。
88.胶带61缠绕后,轮胎a与胶带卷6之间的胶带61悬空,吸盘51落下将悬空的胶带61吸住,切刀52位于吸盘51的内侧,切刀52落下将吸盘51与轮胎a之间的胶带61切断。
89.切刀52将胶带61切断后,轮胎a可移出驱动架4,也可进行旋转,而吸盘51仍然吸住的是胶带61的端部,以便将胶带61端部粘接到轮胎a上,进行下一次的胶带61缠绕。
90.为了增加吸盘51和切刀52的移动范围,安装架53滑动安装在支承座39竖向设置的第三导轨303上,支承座39上安装的第三气缸103驱动安装架53。
91.机械手5整体能够沿第三导轨303升降,在轮胎a移出或移入驱动架4时,使吸盘51
吸住的胶带61能够远离轮胎a,避免胶带61粘在轮胎a上的错误位置,保证驱动架4旋转一周时胶带61也能完整缠绕一周。
92.为了提高胶带缠绕包装的工作效率,移动架3、驱动架4、胶带卷6和机械手5构成缠绕机构b,缠绕机构b相对设置有两组,分别位于机架1的两侧。
93.两组缠绕机构b的移动架3同时靠近轮胎a,使轮胎a两侧的胎体分别进入对应的驱动架4中。两个机械手5同步动作,将胶带61端部粘在轮胎a上。两个驱动架4同时旋转,将轮胎a两侧都缠绕上胶带61。胶带61缠绕完成后,两个机械手5都切断胶带61,并吸住胶带61端部。
94.承载台2旋转九十度,两个机械手5再次将胶带61端部粘到轮胎a上,两个驱动架4同时旋转,轮胎a两侧都缠绕上胶带61。胶带61缠绕完成后,两个机械手5都切断胶带61,并吸住胶带61端部。
95.两组缠绕机构b,同时对轮胎a两侧进行缠绕包装,轮胎a旋转九十度,再次同步缠绕包装,即可对轮胎a四处子口进行阻拦,且四处位置在轮胎a上均匀分布,将内胎和垫带完全固定在轮胎a内部,机械结构运行的动作少,工作效率高。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。