1.本实用新型涉及工字轮技术领域,具体涉及一种大型工字轮。
背景技术:
2.大型工字轮具有工字轮的基本结构,区别于小型工字轮,为了增强大型工字轮挡盘的结构稳定性,通常需要在挡盘的表面设置加强筋,加强筋均匀分布设置于挡盘中心的外周。
3.定位加强筋常见的定位手段为:将定位盘盖在挡盘上,定位盘的盘面上开设与挡盘盘面的加强筋位置一致的定位孔,并且在通孔的外缘设置有用于穿设焊头的穿孔,通孔的尺寸略大于加强筋,以便加强筋能顺利的放入;将加强筋置于定位孔中,然后焊头穿过穿孔焊接挡盘和加强筋。现有技术中的定位盘自重较大,以便以其重力压在挡盘上达到定位的效果。上述方案的缺陷在于:定位盘在不同工字轮之间切换时需要耗费操作人员相当大的体力,并且加强筋定位不够精准。
4.因此,有必要对现有技术中的大型工字轮结构进行改进。
技术实现要素:
5.本实用新型的目的在于克服现有技术中存在的缺陷,提供一种大型工字轮,磁性件定位座能定位磁吸件,利用磁吸件吸附定位盘,可以配合使用自重较小的定位盘。
6.实现上述技术效果,本实用新型的技术方案为:一种大型工字轮,包括轴筒以及与所述轴筒的两端连接的圆形挡盘,所述圆形挡盘的盘面上设置有与所述轴筒端面同心的内缘凸环和外缘凸环,所述内缘凸环和外缘凸环之间设置有径向加强筋,所述径向加强筋均匀分布设置于所述内缘凸环的外周,所述圆形挡盘的盘面上还固定设置有磁性件定位座,所述磁性件定位座的凸起高度低于所述内缘凸环和外缘凸环。
7.磁性件定位座的作用在于定位磁性件,因此磁性件定位座的具体结构取决于磁性件的材质和形状。为了确保加强筋焊接过程的安全,优选的磁性件为铁磁体或者分散磁粉的柔性材料,柔性材料包括但不限于磁性橡胶。
8.优选的技术方案为,所述磁性件定位座与所述圆形挡盘焊接连接。焊接连接操作方便,并且连接结构可靠。
9.优选的技术方案为,所述磁性件定位座为块状,所述磁性件定位座设置有敞口的磁性件配合孔。
10.优选的技术方案为,所述圆形挡盘上的磁性件定位座数量为2~ 3个,所述磁性件定位座均匀分布设置于所述内缘凸环的外周。与上述一个磁性件定位座相比,均匀分布的结构可以确保工字轮挡盘的重心与轴筒的中心线相重合。2~3点吸附的定位盘位置更稳定。
11.优选的技术方案为,所述径向加强筋与所述圆形挡盘的盘面、内缘凸环和外缘凸环中的至少一个焊接连接。通常的,径向加强筋的侧边分别通过两个焊点与圆形挡盘的盘
面连接。
12.为了方便工字轮的起吊,优选的技术方案为,所述圆形挡盘的盘面和/或内缘凸环上还设置有吊钩孔。
13.本实用新型的优点和有益效果在于:
14.该大型工字轮的挡盘表面设置有磁吸件定位座,安装加强筋时,首先在磁吸件定位座上设置有磁吸件,然后将定位盘吸附在磁吸件上,利用磁吸件与定位盘的吸附作用固定定位盘的位置,操作人员可以配合使用自重较小的定位盘,减少操作人员在不同工字轮之间切换定位盘的工作强度,提高加强筋定位的精准程度。
附图说明
15.图1是实施例1大型工字轮的主视结构示意图;
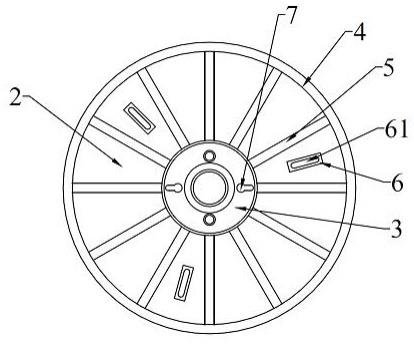
16.图2是图1的左视图;
17.图3是实施例2大型工字轮的左视图;
18.图中:1、轴筒;2、圆形挡盘;3、内缘凸环;4、外缘凸环;5、径向加强筋;6、磁性件定位座;61、磁性件配合孔;7、吊钩孔。
具体实施方式
19.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
20.实施例1
21.如图1
‑
2所示,实施例1大型工字轮包括轴筒1以及与轴筒1的两端连接的圆形挡盘2,圆形挡盘2的盘面上设置有与轴筒1端面同心的内缘凸环3和外缘凸环4,内缘凸环3与轴筒1相通的孔口为外缘直径大于内缘直径的锥孔,内缘凸环3和外缘凸环4之间设置有十二根径向加强筋5,径向加强筋5均匀分布设置于内缘凸环3的外周,圆形挡盘2的盘面上还固定设置有磁性件定位座6。内缘凸环3的凸起高度高于外缘凸环4,径向加强筋5的凸起厚度由外缘凸环4至内缘凸环3逐渐增加。
22.圆形挡盘2上的磁性件定位座6数量为两个,磁性件定位座6均匀分布设置于内缘凸环3的外周,磁性件定位座6的定位孔为圆形的筒状凸柱,磁性橡胶件套设在凸柱顶端和外周,磁性件定位座6与圆形挡盘2焊接连接。
23.径向加强筋5与圆形挡盘2的盘面焊接连接。
24.实施例2
25.如图3所示,实施例2基于实施例1,区别在于,磁性件定位座 6为块状,磁性件定位座6设置有敞口的磁性件配合孔61,磁性件配合孔61的孔口为长条形,用于插接长条形的铁磁体。
26.圆形挡盘2上的磁性件定位座6数量为三个,磁性件定位座6均匀分布设置于内缘凸环3的外周。
27.内缘凸环3的盘面上还设置有起两个吊钩孔7,两个吊钩孔7均匀分布设置于内缘凸环3与轴筒1相通的孔口外周。
28.与实施例1相比,实施例2的定位盘吸附结构更稳定。
29.实施例1的工字轮生产工艺为:
30.卷圆焊接生产轴筒1、内缘凸环3和外缘凸环4,在轴筒1的两端焊接圆形挡盘2,将内缘凸环3和外缘凸环4焊接在圆形挡盘2的外侧面上,焊接磁性件定位座6,在磁性件定位座6上连接磁性件,将定位盘放置于磁性件上,然后调整定位盘的位置,将径向加强筋至于定位盘的定位孔中,从定位孔旁的穿孔中焊接径向加强筋5和圆形挡盘2初步定为,然后移除定位盘,进一步增加径向加强筋5和圆形挡盘2之间的焊点,使两部件之间的连接更趋稳定可靠。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种大型工字轮,包括轴筒以及与所述轴筒的两端连接的圆形挡盘,所述圆形挡盘的盘面上设置有与所述轴筒端面同心的内缘凸环和外缘凸环,所述内缘凸环和外缘凸环之间设置有径向加强筋,所述径向加强筋均匀分布设置于所述内缘凸环的外周,其特征在于,所述圆形挡盘的盘面上还固定设置有磁性件定位座,所述磁性件定位座的凸起高度低于所述内缘凸环和外缘凸环。2.根据权利要求1所述的大型工字轮,其特征在于,所述磁性件定位座与所述圆形挡盘焊接连接。3.根据权利要求1所述的大型工字轮,其特征在于,所述磁性件定位座为块状,所述磁性件定位座设置有敞口的磁性件配合孔。4.根据权利要求1所述的大型工字轮,其特征在于,所述圆形挡盘上的磁性件定位座数量为2~3个,所述磁性件定位座均匀分布设置于所述内缘凸环的外周。5.根据权利要求1所述的大型工字轮,其特征在于,所述径向加强筋与所述圆形挡盘的盘面、内缘凸环和外缘凸环中的至少一个焊接连接。6.根据权利要求1所述的大型工字轮,其特征在于,所述圆形挡盘的盘面和/或内缘凸环上还设置有吊钩孔。
技术总结
本实用新型公开了一种大型工字轮,包括轴筒以及与轴筒的两端连接的圆形挡盘,圆形挡盘的盘面上设置有与轴筒端面同心的内缘凸环和外缘凸环,内缘凸环和外缘凸环之间设置有径向加强筋,径向加强筋均匀分布设置于内缘凸环的外周,圆形挡盘的盘面上还固定设置有磁性件定位座,磁性件定位座的凸起高度低于内缘凸环和外缘凸环。该大型工字轮的挡盘表面设置有磁吸件定位座,安装加强筋时,首先在磁吸件定位座上设置有磁吸件,然后将定位盘吸附在磁吸件上,利用磁吸件与定位盘的吸附作用固定定位盘的位置,操作人员可以配合使用自重较小的定位盘,减少操作人员在不同工字轮之间切换定位盘的工作强度,提高加强筋定位的精准程度。提高加强筋定位的精准程度。提高加强筋定位的精准程度。
技术研发人员:蔡铭 季和
受保护的技术使用者:江阴友联金属制品有限公司
技术研发日:2020.12.07
技术公布日:2021/11/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。