1.本实用新型涉及四通阀技术领域,更具体地说,涉及一种新型组合式碳钢四通阀。
背景技术:
2.普通四通阀阀体由紫铜连接管,黄铜阀体及黄铜阀孔座经装配后在接触连接部位使用钎焊工艺做成四通阀阀体组件,钎焊后所有零件经火焰明火加热,零件表面生成氧化皮及助焊剂残留,无法直接使用,钎焊后需进行酸洗处理去除表面氧化皮及助焊剂等,然后再进行后续加工,并且所有材质均为铜质材料,价格较高,本实用新型针对以上问题提出了一种新的解决方案。
技术实现要素:
3.针对现有技术中存在的问题,本实用新型的目的在于提供一种新型组合式碳钢四通阀,以解决背景技术中所提到的技术问题。
4.为解决上述问题,本实用新型采用如下的技术方案。
5.根据本实用新型实施例的新型组合式碳钢四通阀,包括阀体,所述阀体包括上盖、阀孔座和两组筒体组成,上盖的下端面与阀孔座的上部采用氩弧焊打底,并在二氧化碳气体保护下满焊,上盖和阀孔座之间形成空腔,两组筒体分别采用氩弧焊打底并在二氧化碳气体保护下满焊在空腔的左右两端,上盖的上端面开设有第一连接孔,第一连接孔内插接有d管连接管,d管连接管的外侧壁与上盖之间在二氧化碳气体保护下满焊,阀孔座的下端面自左向右依次开设有第二连接孔、第三连接孔和第四连接孔,第二连接孔、第三连接孔和第四连接孔分别插接有e管连接管、s管连接管和c管连接管,且e管连接管、s管连接管和c管连接管分别与阀孔座在二氧化碳气体保护下满焊,上盖、阀孔座、筒体、d管连接管、e管连接管、s管连接管和c管连接管均采用碳钢材质制作而成。
6.本实施例中,因阀体采用分体式设计,这样,操作者可在焊接前,将阀孔座平面进行单独的平面打磨加工,保证明平面要求,然后将上盖焊接在阀孔座的上部,将两组筒体分别焊接在上盖和阀孔座的两端,再分别将d管连接管、e管连接管、s管连接管和c管连接管焊接在相应的位置。阀体采用分体式设计,焊接后的四通阀,外观质量较好,焊接产生的氧化皮几乎在该四通阀的外表面,不影响内部的清洁度,因此不需要进行酸洗处理,只需进行少许打磨处理就可以直接装配,并且所有配件材料均为碳钢材质,材料成本大大降低。
7.另外,根据本实用新型上述实施例的新型组合式碳钢四通阀,还可以具有如下附加技术特征:
8.根据本实用新型的一个实施例,所述d管连接管的上端焊接有d管连接法兰。
9.根据本实用新型的一个实施例,所述e管连接管的下端焊接有e管连接弯头。
10.根据本实用新型的一个实施例,所述e管连接弯头的下端焊接有e管连接法兰。
11.根据本实用新型的一个实施例,所述s管连接管的下端焊接有s管连接法兰。
12.根据本实用新型的一个实施例,所述c管连接管的下端焊接有c管连接弯头。
13.根据本实用新型的一个实施例,所述c管连接弯头的下端焊接有c管连接法兰。
14.根据本实用新型的一个实施例,所述第二连接孔、所述第三连接孔和所述第四连接孔均为阶梯型。
附图说明
15.图1为本实用新型的一种新型组合式碳钢四通阀的一优选实施例的横断面结构示意图;
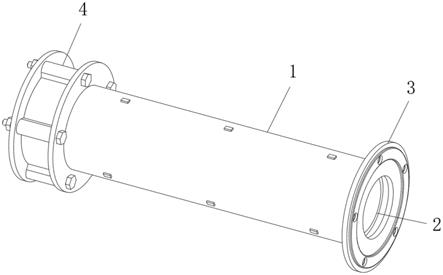
16.图2为本实用新型的一种新型组合式碳钢四通阀的一优选实施例的纵断面结构示意图。
17.图中标号说明:
18.1、上盖;2、阀孔座;3、筒体;4、空腔;5、第一连接孔;6、d管连接管;7、第二连接孔;8、第三连接孔;9、第四连接孔;10、e管连接管;11、s管连接管;12、c管连接管;13、d管连接法兰;14、e管连接弯头;15、e管连接法兰;16、s管连接法兰;17、c管连接弯头;18、c管连接法兰。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1至图2,根据本实用新型实施例的新型组合式碳钢四通阀,包括阀体,所述阀体包括上盖1、阀孔座2和两组筒体3组成,上盖1的下端面与阀孔座2的上部采用氩弧焊打底,并在二氧化碳气体保护下满焊,上盖1和阀孔座2之间形成空腔4,两组筒体3分别采用氩弧焊打底并在二氧化碳气体保护下满焊在空腔4的左右两端,上盖1的上端面开设有第一连接孔5,第一连接孔5内插接有d管连接管6,d管连接管6的外侧壁与上盖1之间在二氧化碳气体保护下满焊,阀孔座2的下端面自左向右依次开设有第二连接孔7、第三连接孔8和第四连接孔9,第二连接孔7、第三连接孔8和第四连接孔9分别插接有e管连接管10、s管连接管11和c管连接管12,且e管连接管10、s管连接管11和c管连接管12分别与阀孔座2在二氧化碳气体保护下满焊,上盖1、阀孔座2、筒体3、d管连接管6、e管连接管10、s管连接管11和c管连接管12均采用碳钢材质制作而成。
21.本实施例中,因阀体采用分体式设计,这样,操作者可在焊接前,将阀孔座2平面进行单独的平面打磨加工,保证明平面要求,然后将上盖1焊接在阀孔座2的上部,将两组筒体3分别焊接在上盖1和阀孔座2的两端,再分别将d管连接管6、e管连接管10、s管连接管11和c管连接管12焊接在相应的位置。阀体采用分体式设计,焊接后的四通阀,外观质量较好,焊接产生的氧化皮几乎在该四通阀的外表面,不影响内部的清洁度,因此不需要进行酸洗处理,只需进行少许打磨处理就可以直接装配,并且所有配件材料均为碳钢材质,材料成本大大降低。
22.进一步地,所述d管连接管6的上端焊接有d管连接法兰13。
23.进一步地,所述e管连接管10的下端焊接有e管连接弯头14。
24.进一步地,所述e管连接弯头14的下端焊接有e管连接法兰15。
25.进一步地,所述s管连接管11的下端焊接有s管连接法兰16。
26.进一步地,所述c管连接管12的下端焊接有c管连接弯头17。
27.进一步地,所述c管连接弯头17的下端焊接有c管连接法兰18。
28.进一步地,所述第二连接孔7、所述第三连接孔8和所述第四连接孔9均为阶梯型。
29.本实用新型的工作过程如下:
30.操作者可在焊接前,将阀孔座2平面进行单独的平面打磨加工,保证明平面要求,然后将上盖1焊接在阀孔座2的上部,将两组筒体3分别焊接在上盖1和阀孔座2的两端,再分别将d管连接管6、e管连接管10、s管连接管11和c管连接管12焊接在相应的位置。阀体采用分体式设计,焊接后的四通阀,外观质量较好,焊接产生的氧化皮几乎在该四通阀的外表面,不影响内部的清洁度,因此不需要进行酸洗处理,只需进行少许打磨处理就可以直接装配,并且所有配件材料均为碳钢材质,材料成本大大降低。
31.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。