1.本实用新型属于体育器材技术领域,具体涉及一种复合高压装饰乒乓球台面板。
背景技术:
2.高压装饰防火板是目前应用较广的室内外装饰材料,颜色鲜艳,具有耐磨、耐高温、耐剐、抗渗透、容易清洁、防潮、不褪色、触感细腻、价格实惠等优点。单面薄型高压装饰板厚度一般为0.5~1.2mm,不能单独使用,需粘贴于其他基材,如刨花板、细木工板上使用。厚型高压装饰板厚度≥4mm,可独立使用,一般用于台面板、隔断、挂墙板等。高压装饰板的表面装饰层一般采用特制的单色纸或印刷纸,具有逼真、多彩的花色,印刷油墨多为有机溶剂型,具有一定的耐水、耐氧化、耐光等性能。
3.复合材料是由两种或两种以上不同性质的材料,通过物理或化学的方法,组成具有新性能的材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。一般分为金属和非金属复合材料,非金属基体主要有合成树脂、橡胶等,增强材料主要有玻璃纤维、碳纤维、有机纤维、金属丝等。
4.目前,随着人们生活水平的提高,对健康的要求日益提高,对体育器材的美观性、舒适性和轻便性的要求逐渐提高,乒乓球作为一项国民运动以其器材简单、可在室内室外进行、运动量适宜、适用人群广泛受到欢迎。对台面要求主要有:幅面尺寸长2740mm,宽1525mm。弹性:从离台面300mm高度释放乒乓球,反弹高度230~260mm。摩擦系数<0.6。
5.传统的乒乓球台面的材质一般采用坚实木质材料,表面涂饰为墨绿色或深蓝色,边线涂饰为20mm的白色,表面多为亚光或其他反光度较低的表面处理。一般表面涂饰的木质材料弹性好,耐冲击,但耐磨耐刮擦性能差,耐火性能差,尤其用于室外时易腐朽,涨缩明显,耐候性能和耐日晒性能差。
技术实现要素:
6.为解决现有技术中乒乓球台面耐磨耐刮擦性能差,耐火性能差,尤其用于室外时易腐朽,涨缩明显,耐候性能和耐日晒性能差的问题,本实用新型提供一种复合高压装饰乒乓球台面板,该乒乓球台面板具有良好的装饰性能、表面耐磨、耐污、良好的弹性、耐晒性和耐候性,制成乒乓球台案后,主要用于室内外运动场所,强度高,耐磨耐晒耐候,颜色持久,具有很好的应用前景。
7.为了实现上述目的,本实用新型的技术方案是:
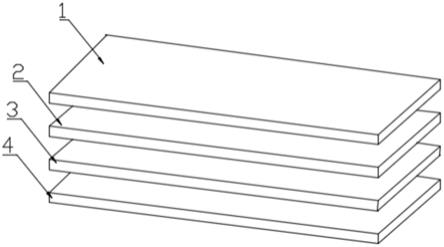
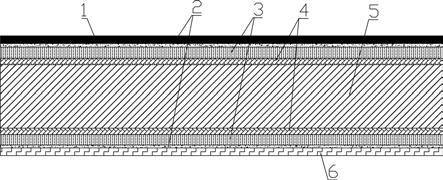
8.第一方面,本实用新型提供了一种以生物质纤维为增强材料的复合高压装饰乒乓球台面板,该乒乓球台面板包括生物质纤维预浸树脂层,所述生物质纤维预浸树脂层的两侧向外均依次设置有浸渍芯纸层、增强层和粘结层,所述粘结层的外侧分别设置有耐候装饰层和平衡层。
9.所述生物质纤维预浸树脂层为由预浸了热固性醇溶性酚醛树脂的亚麻纤维丝制成的层结构,生物质纤维预浸树脂层的厚度可设置为13mm,亚麻纤维丝与热固性醇溶性酚
醛树脂的质量比为1:0.3。亚麻纤维的长度为10~25mm。
10.所述浸渍芯纸层为浸渍了热固性酚醛树脂的牛皮纸,浸渍芯纸层的厚度为0.35mm,热固性酚醛树脂上胶量为50%~70%,其中上胶量是指:牛皮纸浸渍的热固性酚醛树脂的质量为牛皮纸质量的50%~70%。
11.所述增强层为由浸渍了添加有三氧化二铝颗粒的热固性醇溶性酚醛树脂的玻纤毡制成的层结构,增强层的厚度可设置为2mm。所述三氧化二铝颗粒的添加量为热固性醇溶性酚醛树脂质量的20%~30%,热固性醇溶性酚醛树脂的上胶量为300%~400%,所述上胶量是指:玻纤毡浸渍的热固性醇溶性酚醛树脂的质量为牛皮纸质量的300%~400%。其中三氧化二铝颗粒的粒径为3~8μm。
12.所述粘结层为浸渍了热固性改性三聚氰胺树脂的竹浆纸,粘结层的厚度可设置为0.05mm。热固性改性三聚氰胺树脂的上胶量为180%~230%,所述上胶量是指:竹浆纸上浸渍的热固性改性三聚氰胺树脂的量为木浆纸质量的180%~230%。
13.所述耐候装饰层为涂布了光固化和热固化双重固化体系的环氧丙烯酸树脂的印刷装饰纸,耐候装饰层的厚度可设置为0.15mm。所述环氧丙烯酸树脂树脂的涂布量为130~200g/m2。
14.所述平衡层为浸渍了热固性酚醛树脂的印刷装饰纸,平衡层的厚度可设置为0.15mm。热固性酚醛树脂的上胶量为50%~70%,所述上胶量是指:印刷装饰纸浸渍的热固性酚醛树脂的质量为印刷装饰纸质量的50%~70%。
15.第二方面,本实用新型提供了上述乒乓球台面板的生产方法,包括以下步骤:
16.(1)制备生物质纤维预浸树脂层:
17.首先准备热固性醇溶性酚醛树脂,将长度为10~25mm的亚麻纤维丝交织成定量为150g/m2的纤维毡,将热固性醇溶性酚醛树脂喷淋到亚麻纤维毡上并干燥,亚麻纤维丝与热固性醇溶性酚醛树脂的质量比为1:0.3,最后按规定尺寸要求裁切并按厚度要求选取合适层数搭配,得到生物质纤维预浸树脂层;
18.(2)制备浸渍芯纸层:
19.首先准备浸渍牛皮纸用的热固性酚醛树脂,然后用牛皮纸浸渍热固性酚醛树脂并干燥,上胶量:50%~70%,挥发份:7.0%~8.5%,最后按规定尺寸要求裁切得到的浸渍芯纸层;
20.(3)制备增强层:
21.首先准备浸渍玻纤毡用的热固性醇溶性酚醛树脂,按热固性醇溶性酚醛树脂质量的20%~30%添加径级为3~8μm的al2o3粉末,然后选用定量为50~120g/m2玻纤毡浸渍热固性醇溶性酚醛树脂并干燥,上胶量:300%~400%,挥发份:6.0%~7.5%,最后按规定尺寸要求裁切并按厚度要求选取合适层数搭配,得到增强层;
22.(4)制备粘结层:
23.首先准备浸渍用的热固性改性三聚氰胺树脂,然后用竹浆纤维表层纸即竹浆纸浸渍热固性改性三聚氰胺树脂并干燥,上胶量:180%~230%,挥发份:7.5%~9.0%,最后按规定尺寸要求裁切得到粘结层;
24.(5)制备耐候装饰层:
25.取环氧丙烯酸树脂与交联剂按质量比2:1混合均匀,分别添加质量为环氧丙烯酸
树脂与交联剂总质量2.3%的热固化剂、2
‰
的光固化剂、3.2
‰
的脱模剂和2
‰
的抗菌剂,搅拌均匀,得到装饰纸涂布用树脂;将数码打印装饰纸涂布树脂,经紫外线灯照射预固化得到预固化涂胶装饰纸,上胶量为130~200g/m2,紫外线光波长度为280nm;
26.(6)制备平衡层:
27.首先准备浸渍用的热固性改性三聚氰胺树脂,然后用与耐候装饰层同色的装饰纸浸渍热固性改性三聚氰胺树脂并干燥,上胶量:80%~120%,挥发份:7.5%~9.0%,最后按规定尺寸要求裁切得到平衡层;
28.(7)将上述得到的生物质纤维预浸树脂层、浸渍芯纸层、增强层、粘结层、耐候装饰层,按每层从下到上依次为底板、缓冲垫、热压成型模板、平衡层、粘结层、增强层、浸渍芯纸层、生物质纤维预浸树脂层、浸渍芯纸层、粘结层、耐候装饰层、热压成型模板、缓冲垫、盖板的顺序进行铺装,基板坯的层数由最终产品的厚度决定;
29.(7)装机完毕,在热压机中升压、升温,升温过程为12~15分钟,然后在温度130~135℃,单位压力4.5~6.0mpa条件下压制25~35min后保压降温;降温过程为20~30min,采用加热介质为蒸汽或过热水,冷却介质为水;
30.(8)温度降至室温后卸压、卸机出板,进行锯边、背部砂毛后处理后得到以生物质纤维为增强材料的复合高压装饰乒乓球台面板成品。
31.本实用新型的有益效果是:
32.1、本实用新型采用生物质材料为增强纤维,在减少对石油资源消耗的同时,也减少了石化原料在生产过程中对环境的污染,具有节约石油资源和保护环境的双重功效。
33.2、生物质纤维树脂预浸料为亚麻纤维丝预浸了热固性醇溶性酚醛树脂后生产的复合树脂片状材料,固化后轻质、高强、环保、弹性好。
34.3、浸渍芯纸层为浸渍了热固性酚醛树脂的牛皮纸,固化后使得乒乓球台面板具有平衡性和高强度。
35.4、增强层为浸渍了添加有三氧化二铝颗粒的热固性醇溶性酚醛树脂的玻纤毡,固化后具有良好的防火性能、强度和弹性。
36.5、表面耐候装饰层为涂布了光固化和热固化双重固化体系的环氧丙烯酸树脂的印刷装饰纸,固化后具有良好的装饰性能、表面耐磨、耐划痕、耐污、耐候和耐晒性能。
37.6、耐候装饰层、粘结层、增强层、浸渍芯纸层、生物质纤维预浸树脂层、平衡层经过高温高压一体成型,层间结合紧密,不会分层、起泡,具有高强度。
附图说明
38.图1为复合高压装饰乒乓球台面板剖面结构示意图。
39.附图中:1为耐候装饰层,2为粘结层,3为增强层,4为浸渍芯纸层,5为生物质纤维预浸树脂层,6为平衡层。
具体实施方式
40.下面通过具体实施例对本实用新型进行详细的阐述,但本实用新型的保护范围并不限于以下实施例,任何本领域的技术人员在本实用新型的基础上,结合本领域公知常识所能想到的技术方案,都属于本实用新型的保护范围。
41.实施例中,
42.热固性醇溶性酚醛树脂采用以下方法制备:
43.原料苯酚:甲醛=1:1.2(摩尔比),稀释剂甲醇的加入量为甲醛质量的25%。催化剂为固体氢氧化钠,加入量为苯酚质量的1.5%,添加剂为己内酰胺和二甘醇,己内酰胺添加量为苯酚质量的5%,二甘醇添加量为苯酚质量的12%。
44.反应釜中加入甲醛,氢氧化钠,苯酚,开搅拌器,升温至65~68℃,关闭热源,自身反应放热升温至95
±
2℃,保温。取反应液测旋转粘度达到80mm2/s,降温至85℃加入己内酰胺和二甘醇,保温5min后加入甲醇,降温至40℃停止搅拌。树脂技术指标为:外观:红棕色澄清透明;ph值9.0~10.0;固体含量:48~52%;粘度(旋转粘度):55.0~90.0mm2/s;原胶140℃固化时间4.0~6.0min。
45.热固性酚醛树脂采用以下方法制备:
46.原料苯酚:甲醛=1:1.75(摩尔比),水的加入量为甲醛质量的50%(反应中加入量为20%,反应后期降温时加入量为30%))。催化剂为固体氢氧化钠,加入量为苯酚质量的3%(分两次加入,一次加入量为2%,二次加入量为1%),添加剂为尿素,添加量为苯酚质量的15%。
47.反应釜中加入甲醛,氢氧化钠,苯酚,水,开搅拌器,升温,升温至65~68℃,保温60分钟,缓慢加入氢氧化钠,缓慢升温至75℃关闭热源,自身反应放热升温至95
±
2℃,保温。取反应液滴入35℃去离子水测出现云雾状后加入尿素,保温3min 后加入水,降温至40℃停止搅拌。树脂技术指标为:外观:红棕色澄清透明;ph值9.0~10.0;固体含量:40%~44%;粘度(旋转粘度):45.0~70.0mm2/s;原胶140℃固化时间3.0~5.0min。
48.热固性改性三聚氰胺树脂采用以下方法制备:
49.原料三聚氰胺:甲醛=1:2.3(摩尔比),水的加入量为甲醛质量的40%(反应中加入量为20%,反应后期降温时加入量为20%)。催化剂为25%(w/v,g/ml)氢氧化钠溶液,添加剂为己内酰胺,添加量为三聚氰胺质量的10%。
50.反应釜中加入甲醛、水,开搅拌器。用25%氢氧化钠溶液调ph值为9.0
±
0.3,升温,加入三聚氰胺,30min内升温至92
±
2℃,保温,测ph并保持在8.8~9.0,取反应液滴入35℃去离子水测出现云雾状后加入己内酰胺,保温,用去离子水测得水溶倍数为反应液:水=1:4时降温,调整ph值9.0
±
0.2,降温至40℃停止搅拌。树脂技术指标为:外观:无色澄清透明;ph值8.7~9.2;水溶倍数:1:2.0~2.5;固体含量:50.0%~55.0%;原胶140℃固化时间15~18min。
51.所述交联剂为tmpta,三羟甲基丙烷丙烯酸酯,热固化剂采用tbpb(过苯甲酸特丁酯),所述光固化剂采用1173光引发固化剂,2
‑
羟基
‑2‑
甲基
‑1‑
苯基
‑1‑
丙酮,所述脱模剂采用甲基苯基硅油,所述抗菌剂采用纳米锌抗菌剂。
52.本实施例的一种以生物质纤维为增强材料的复合高压装饰乒乓球台面板,包括生物质纤维预浸树脂层5,所述生物质纤维预浸树脂层5的两侧向外均依次设置有浸渍芯纸层4、增强层3和粘结层2,所述粘结层2的外侧分别设置有耐候装饰层1和平衡层6,其中耐候装饰层1的外表面为乒乓球台面板的上表面。
53.所述生物质纤维预浸树脂板层5为由预浸了热固性醇溶性酚醛树脂的亚麻纤维丝制成的层结构,生物质纤维预浸树脂层的厚度为13mm。所述亚麻纤维丝与热固性醇溶性酚醛树脂的质量比为1:0.3。亚麻纤维的长度为10~25mm。该层固化后使得乒乓球台面板轻
质、高强、环保、弹性好。
54.所述浸渍芯纸层4为浸渍了热固性酚醛树脂的牛皮纸,浸渍芯纸层4的厚度为0.35mm,所述热固性酚醛树脂上胶量为50%~70%,其中上胶量是指:牛皮纸浸渍的热固性酚醛树脂的质量为牛皮纸质量的50%~70%。该层固化后使得乒乓球台面板具有平衡性和高强度。
55.所述增强层3为由浸渍了添加有三氧化二铝颗粒的热固性醇溶性酚醛树脂的玻纤毡制成的层结构,增强层3的厚度为2mm。所述三氧化二铝颗粒的添加量为热固性醇溶性酚醛树脂质量的20%~30%,热固性醇溶性酚醛树脂的上胶量为300%~400%,所述上胶量是指:玻纤毡浸渍的热固性醇溶性酚醛树脂的质量为牛皮纸质量的300%~400%。其中三氧化二铝颗粒的粒径为3~8μm,热固性醇溶性酚醛树脂中添加三氧化二铝颗粒,主要目的是阻燃防火,并作为填料增加厚度。该层固化后使得乒乓球台面板具有良好的防火性能、强度和弹性。
56.所述粘结层2为浸渍了热固性改性三聚氰胺树脂的竹浆纸,粘结层2的厚度为0.05mm。热固性改性三聚氰胺树脂的上胶量为180%~230%,所述上胶量是指:竹浆纸上浸渍的热固性改性三聚氰胺树脂的质量为木浆纸的质量的180%~230%。该层的作用是粘接,增加层间结合强度。
57.所述耐候装饰层1为涂布了光固化和热固化双重固化体系的环氧丙烯酸树脂的印刷装饰纸,耐候装饰层1的厚度为0.15mm。所述环氧丙烯酸树脂树脂的涂布量为130~200g/m2。该层固化后使得乒乓球台面板具有良好的装饰性能、表面耐磨、耐划痕、耐污、耐候和耐晒性能。
58.所述平衡层6为浸渍了热固性酚醛树脂的印刷装饰纸,平衡层6的厚度为0.15mm。热固性酚醛树脂的上胶量为50%~70%,所述上胶量是指:印刷装饰纸浸渍的热固性酚醛树脂的质量为印刷装饰纸质量的50%~70%。该层与耐候装饰层相对设置,使得乒乓球台面板达到平衡。
59.乒乓球台面板的生产方法,包括以下步骤:
60.(1)制备生物质纤维预浸树脂层:
61.首先准备热固性醇溶性酚醛树脂,将长度为10~25mm的亚麻纤维丝交织成定量为150g/m2的纤维毡,将热固性醇溶性酚醛树脂喷淋到亚麻纤维毡上并干燥,亚麻纤维丝与热固性醇溶性酚醛树脂的质量比为1:0.3,最后按规定尺寸要求裁切并按厚度要求选取合适层数搭配,得到生物质纤维预浸树脂层;
62.(2)制备浸渍芯纸层:
63.首先准备浸渍牛皮纸用的热固性酚醛树脂,然后用牛皮纸浸渍热固性酚醛树脂并干燥,上胶量:50%~70%,挥发份:7.0%~8.5%,最后按规定尺寸要求裁切得到的浸渍芯纸层;
64.(3)制备增强层:
65.首先准备浸渍玻纤毡用的热固性醇溶性酚醛树脂,按热固性醇溶性酚醛树脂质量的20%~30%添加径级为3~8μm的al2o3粉末,然后选用定量为50~120g/m2玻纤毡浸渍热固性醇溶性酚醛树脂并干燥,上胶量:300%~400%,挥发份:6.0%~7.5%,最后按规定尺寸要求裁切并按厚度要求选取合适层数搭配,得到增强层;
66.(4)制备粘结层:
67.首先准备浸渍用的热固性改性三聚氰胺树脂,然后用竹浆纤维表层纸即竹浆纸浸渍热固性改性三聚氰胺树脂并干燥,上胶量:180%~230%,挥发份:7.5%~9.0%,最后按规定尺寸要求裁切得到粘结层;
68.(5)制备耐候装饰层:
69.取环氧丙烯酸树脂与交联剂按质量比2:1混合均匀,分别添加质量为环氧丙烯酸树脂与交联剂总质量2.3%的热固化剂、2
‰
的光固化剂、3.2
‰
的脱模剂和2
‰
的抗菌剂,搅拌均匀,得到装饰纸涂布用树脂;将数码打印装饰纸涂布树脂,经紫外线灯照射预固化得到预固化涂胶装饰纸,上胶量为130~200g/m2,紫外线光波长度为280nm;
70.(6)制备平衡层:首先准备浸渍用的热固性改性三聚氰胺树脂,然后用与耐候装饰层同色的装饰纸浸渍热固性改性三聚氰胺树脂并干燥,上胶量:80%~120%,挥发份:7.5%~9.0%,最后按规定尺寸要求裁切得到平衡层;
71.(7)将上述得到的生物质纤维预浸树脂层、浸渍芯纸层、增强层、粘结层、耐候装饰层,按每层从下到上依次为底板、缓冲垫、热压成型模板、平衡层、粘结层、增强层、浸渍芯纸层、生物质纤维预浸树脂层、浸渍芯纸层、粘结层、耐候装饰层、热压成型模板、缓冲垫、盖板的顺序进行铺装,基板坯的层数由最终产品的厚度决定;
72.(7)装机完毕,在热压机中升压、升温,升温过程为12~15分钟,然后在温度130~135℃,单位压力4.5~6.0mpa条件下压制25~35min后保压降温;降温过程为20~30min,采用加热介质为蒸汽或过热水,冷却介质为水;
73.(8)温度降至室温后卸压、卸机出板,进行锯边、背部砂毛后处理后得到以生物质纤维为增强材料的复合高压装饰乒乓球台面板成品。
74.上述乒乓球台面板可制成如下乒乓球台面:
75.锯切后幅面尺寸长2740mm,宽1525mm,整体墨绿色,哑光面,反光度≤15度。四边各有一条20mm宽的边线,中间有3mm宽的中心线。弹性:从离台面300mm高度释放乒乓球,反弹高度230~260mm。摩擦系数<0.6。台面板厚度18mm。安装时离地面水平高度760mm。中间网宽1830mm。
76.以上所述之实施例,只是本实用新型的较佳实施例而已,并非限制本实用新型的实施范围,故凡依本实用新型专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。