1.本实用新型涉及 一种多用途切割机的控制系统。
背景技术:
2.一般pe管材切割机采用锯片切割或无屑切割。锯片切割机薄壁或厚壁均可以切割,但切割壁厚较厚的管材时,锯片易会被管子卡住。而且会有很大噪音和很多锯屑,污染了空气和环境,影响工人健康。无屑切割环保无污染,客户容易接受,但大于pe1000规格sdr11壁厚大于90mm,甚至更厚的情况,无屑切割无法使用,切割较厚壁厚的管材时,用时比较久,切割刀片易发烫粘料。所以大型厚壁管材生产线一般采用锯片切割,影响车间环境。
3.不论是锯片切割机还是无屑切割机都有自己的弊端,无法兼顾到整条生产线的生产的管材,一般整条生产线都会生产不同壁厚的管材,从薄到厚,单一的切割机无法兼顾到所有的壁厚,配两台切割机成本又较高。如何开发一种同时具有两种切割装置的多用途切割机及其控制系统是本实用新型的目的。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种能够同时控制两种切割装置的控制系统。
5.为达到上述目的,本实用新型采用的技术方案是:一种多用途切割机的控制系统,所述的多用途切割机具有吸尘电机、切割电机、液压油泵、锯片切割装置以及无屑切割装置、公转电机、下压气缸、翻料气缸、随动气缸,所述的控制系统包括plc控制器和him人机界面,所述plc控制器的i1.5脚与第二旋钮sa2的一端连接,所述plc控制器的i1.4脚与第一旋钮sa1的一端连接,所述plc控制器的q0.2脚与第二交流接触器km2和第四交流接触器km4的输入端连接,所述第二交流接触器km2的输出端和切割电机的输入端连接,所述第四交流接触器km4的输出端与吸尘电机的输入端连接,所述plc控制器的q1.0脚与第三交流接触器km3的输入端连接,所述第三交流接触器km3的输出端与液压油泵的输入端连接,所述plc控制器的q0.3脚与第一中间继电器ka1的输入端连接,所述第一中间继电器ka1的输出端与公转电机的输入端连接,所述plc控制器的q0.4脚与第二中间继电器ka2的输入端连接,所述plc控制器的q0.5脚与第三中间继电器ka3的输入端连接,所述第二中间继电器ka2和所述第三中间继电器ka3的输出端与锯片切割装置连接,所述plc控制器的q1.1与第四中间继电器ka4的输入端连接,第四中间继电器ka4的输出端与无屑切割装置连接。
6.在本实用新型的一个实施例中,所述plc控制器的q0.0脚与第一电磁阀yv1的一端连接,所述第一电磁阀yv1的另一端与下压气缸连接,所述plc控制器的q0.6脚与第二电磁阀yv2的一端连接,所述第二电磁阀yv2的另一端与翻料气缸连接,所述plc控制器的q0.7脚与第五电磁阀yv5的一端连接,所述第五电磁阀yv5的另一端与随动气缸连接。
7.在本实用新型的一个实施例中,所述plc控制器的q0.1与第二指示灯hl2的一端连接。
8.在本实用新型的一个实施例中,所述plc控制器的i0.7与急停按钮bs1连接。
9.本实用新型一种多用途切割机的控制系统,解决了传统的管材切割机
‑‑‑
锯片切割机切割时产生很多的锯屑,传统的无屑切割机无法切割厚壁管材,功能单一等情况。与传统控制方式相比,本实用新型多用途切割机的控制系统,可以在一台切割设备上通过对液压系统和切割部件的控制达到对所生产的管材选择合适的切割方式,最大限度的减少锯屑的产生,同时又能够最大限度的切割厚壁的管材。
附图说明
10.图1为本实用新型的多用途切割机的立体图;
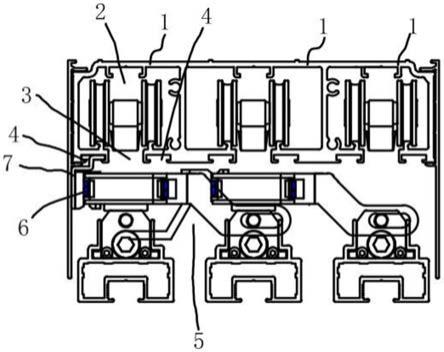
11.图2为本实用新型的锯片切割装置和无屑切割装置的安装示意图;
12.图3为本实用新型的plc控制器的接线图;
13.图4为plc控制系统的控制流程图。
14.其中:1、plc控制器;2、him人机界面;3、锯片切割装置;301、第一油缸;302、切割电机;303、吸尘电机;304、锯片;4、无屑切割装置;401、第二油缸;402、刀片;5、夹紧装置;501、托架;502、夹紧块;503、下压气缸;504、翻料气缸;505、随动气缸;6、旋转盘;7、公转电机;8、液压油泵;9、plc控制系统;11、切割机机头;12、管材;ka1
‑
4、第一至第四中间继电器;km2
‑
4、第二至第四交流接触器;yv1、第一电磁阀;yv2、第二电磁阀;yv5、第五电磁阀;sa1、第一旋钮;sa2、第二旋钮;hl2、第二指示灯;bs1、急停按钮。
具体实施方式
15.为详细说明实用新型的技术内容、构造特征、所达成目的及功效,下面将结合实施例并配合附图予以详细说明。
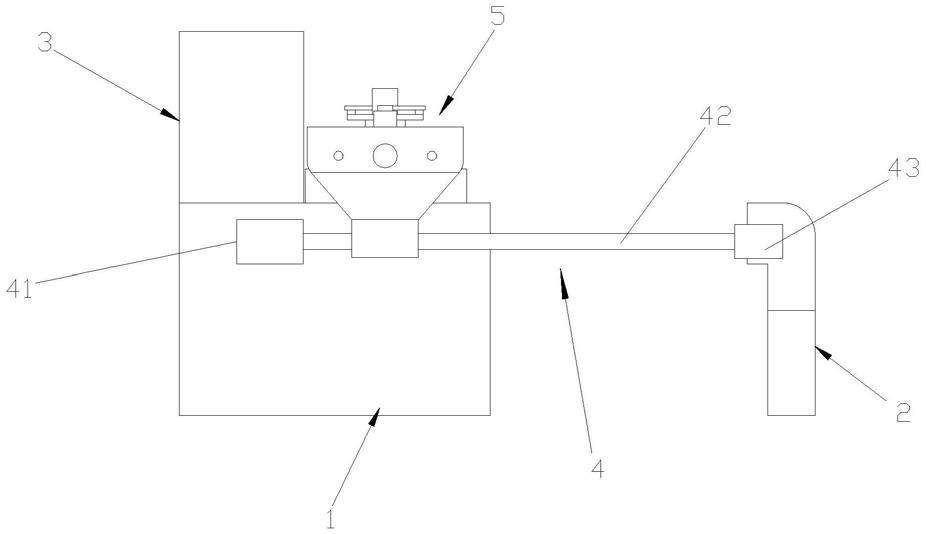
16.参见图1、2、4所示,本实用新型的一种多用途切割机包括用于夹持并输送管件12的夹紧装置5、用于切割管件12的切割机机头11、用于控制上述夹紧装置5和切割机机头11动作的plc控制系统9、为所述的plc控制系统9输入参数并显示的him人机界面2。
17.其中,切割机机头11,包含墙板与旋转盘6,旋转盘6上设置有无屑切割装置4、锯片切割装置3和控制进退刀的液压系统。
18.plc控制系统9,可以对整台多用途切割机进行运动控制,本实施例中优选siemens plc ,也可以是相同功能的其他产品。him人机界面2可选siemens hmi。
19.参见图4,无屑切割装置4包括刀片402和推动刀片进给的第二油缸401。无屑切割装置4可以对壁厚少于80mm的管材进行无屑切割,断面平整,无屑末产生。
20.锯片切割装置3包括切割电机302、与切割电机302传动连接的锯片304、推动锯片304进给的第一油缸301,在一些实施例中,多用途切割机还包括吸尘电机303。锯片切割装置3可以对管材进行锯片切割,会有锯屑产生,所以本例中推荐切割无屑切割机无法切割的厚壁管材。
21.液压油泵8控制第一油缸301和第二油缸401动作,从而控制锯片切割装置3和无屑切割装置4进退刀。液压油泵8包含二路控制,一路通过第一油缸301控制锯片切割装置3的进退刀运动,一路通过第二油缸401控制无屑切割机装置4的进退刀运动。
22.参见图3所示,plc控制系统9包括plc控制器1和him人机界面2,图3为plc控制器的
接线图,如图所示,plc控制器1的i1.5脚与第二旋钮sa2的一端连接,plc控制器1的i1.4脚与第一旋钮sa1的一端连接,plc控制器1的q0.2脚与第二交流接触器km2和第四交流接触器km4的输入端连接,第二交流接触器km2的输出端和切割电机302的输入端连接,第四交流接触器km4的输出端与吸尘电机303的输入端连接,plc控制器1的q1.0脚与第三交流接触器km3的输入端连接,第三交流接触器km3的输出端与液压油泵8的输入端连接,plc控制器1的q0.3脚与第一中间继电器ka1的输入端连接,第一中间继电器ka1的输出端与公转电机7的输入端连接,plc控制器1的q0.4脚与第二中间继电器ka2的输入端连接,plc控制器1的q0.5脚与第三中间继电器ka3的输入端连接,第二中间继电器ka2和第三中间继电器ka3的输出端与锯片切割装置3连接,plc控制器1的q1.1与第四中间继电器ka4的输入端连接,第四中间继电器ka4的输出端与无屑切割装置4连接。
23.plc控制器1的q0.0脚与第一电磁阀yv1的一端连接,第一电磁阀yv1的另一端与下压气缸503连接,plc控制器1的q0.6与第二电磁阀yv2的一端连接,第二电磁阀yv2的另一端与翻料气缸504连接,plc控制器1的q0.7脚与第五电磁阀yv5的一端连接,第五电磁阀yv5的另一端与随动气缸505连接。plc控制器1的q0.1与第二指示灯hl2的一端连接。plc控制器的i0.7与急停按钮bs1连接。
24.本例可以根据所生产的管材的壁厚来选择合适的切割方式,当壁厚较薄时,选择使用无屑切割装置4切割管材,能够避免产生锯屑和噪音。当所生产的管材的壁厚较厚时,尤其是大于80mm时,由于无屑切割装置4无法切透,所以选择锯片切割装置3来切割管材。plc控制器1选用siemens plc,hmi人机界面2选用siemens hmi与 ,可以通过旋钮sa2来选择何种切割方式,旋钮sa2断开时选择的锯片切割,旋钮sa2闭合的时候选择的无屑切割。在hmi人机界面2上会显示当前选择的是何种切割方式。
25.plc控制器1的q0.6脚与第二电磁阀yv2的一端连接,第二电磁阀yv2的另一端与翻料气缸504连接,通过控制翻料气缸504,使托架504将管材运送到切割位置。plc控制器1的q0.0脚与第一电磁阀yv1的一端连接,第一电磁阀yv1的另一端与下压气缸503连接,下压气缸503在plc控制器1的控制下,下压夹紧块502,与托架501夹紧管材12,防止管材移动损坏切割刀具。
26.如图4所示,液压油泵8与第一油缸301和第二油缸401连接,plc控制器1控制液压油泵8,从油箱中泵送油液进第一油缸301和第二油缸401,实现液压传动,将液压能转化成机械能。
27.当旋钮sa2处于断开状态,选择锯片切割模式时,当锯片切割装置3得到切割命令时,plc控制器1的输出信号q0.4经过第二中间继电器ka2,控制锯片切割装置3的第一油缸301做进刀运动,同时plc控制器1的输出信号q0.2和q0.3输出,q0.2经过第二交流接触器km2和第四交流接触器km4,切割电机302和吸尘电机303得电工作,q0.3经过第一中间继电器ka1,公转电机7得电转动旋转盘6;输出信号q0.4,q0.2和q0.3相配合来达到切断管材的目的。当切断管材之后,plc控制器1输出信号q0.5经过第三中间继电器ka3,控制锯片切割装置3中第一油缸301的退刀运动。另外,为了解决切割厚壁管材时,锯片304会被卡住的问题,在一个实施例中还特地增加了一个行车手柄(图中未显示),上面有进刀和退刀二个按钮,可以手动控制第一油缸301,当锯片304被管材卡住时,按下行车手柄上的退刀按钮,使q0.4强行得电,即第一油缸301强行执行退刀动作,及时的退出被卡住的锯片304。
28.当旋钮sa2处于闭合状态选择无屑切割模式时,当无屑切割装置4得到切割命令时,plc控制器1输出信号q1.1经过第四中间继电器ka4,控制无屑切割装置4的第二油缸401来达到刀片402的进刀运动,同时配合输出信号q0.3控制的公转电机7转动旋转盘6来达到切断管材的目的,当刀片402达到进刀限位时,i0.5闭合,切断管材动作完成,第二油缸401自动复位。
29.不管是锯片切割动作时还是无屑切割动作时,都会有输出控制蜂鸣器报警灯提示目前设备正处于切割动作,请工作人员注意安全。
30.本实施例中一种双用途切割机,可以在一台切割设备上通过对第一油缸301和第二油缸401的控制达到对所生产的管材选择合适的切割方式,最大限度的减少锯屑的产生,同时又能够最大限度的切割厚壁的管材,提高管材的切割效率。
31.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。