1.本实用新型涉及书本压合技术领域,尤其涉及一种多级压合热成型设备。
背景技术:
2.在书本的制作过程中需要对书本进行压合、热成型等个步骤,现有的作业方式大多是人工依次将完成上一步骤的纸张运输至下一步骤,再在完成后运输至又下一步骤,如此往复,如此操作效率较低,且人工成本较高,不利于批量生产,因此有必要予以改进。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足提供一种多级压合热成型设备,该设备能快速对纸张进行压合和热成型,极大提高工作效率,同时有效降低生产成本。
4.为实现上述目的,本实用新型所采用的技术方案是:多级压合热成型设备,包括机架以及设于机架的进料机构、压合机构、热成型机构以及出料机构,待加工的书本依次进过进料机构、压合机构、热成型机构和出料机构,进料机构用于对书本进行送料并调整书本位置便于后续加工,压合机构用于对书本的上部进行压合夹持,热成型机构用于对书本的下部进行夹持热压并带动书本向出料机构方向移动,出料机构用于将成型的书本递出机架外。
5.具体地,所述进料机构包括送书模组和书本垂直转换模组,送书模组包括送书带、送书电机,送书电机与送书带传动连接并驱动送书带向书本垂直转换模组方向移动,书本垂直转换模组包括翻转上料头,翻转上料头用于将书本由平放状态转换成竖直立起状态。
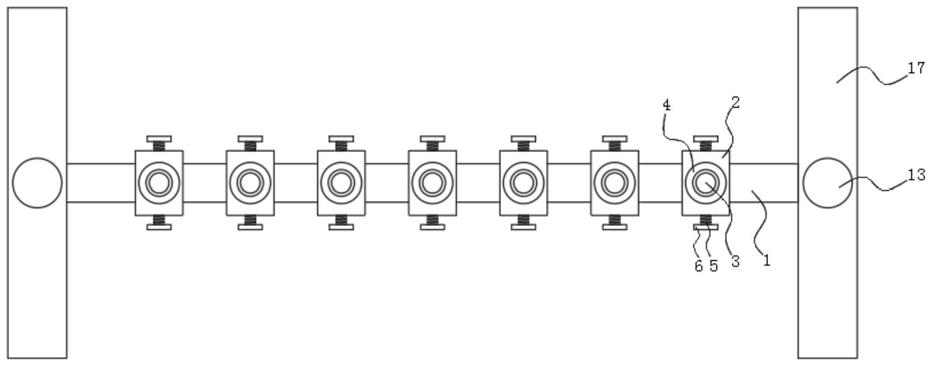
6.具体地,所述压合机构包括安装板和多工位步进压合模组,多工位步进压合模组包括多组压力组件、压力驱动组件和受力组件,压力组件设于安装板,压力组件和受力组件相对设置,压力驱动组件与安装板传动连接,压力驱动组件驱动压力组件向受力组件方向移动,以实现对书本的压合。
7.具体地,所述压力组件包括压板,压板设于安装板的前侧,所述受力组件包括顶板、支撑头和支撑柱,支撑头固定设于顶板的后侧,支撑柱的前端与支撑头固定连接。
8.具体地,所述压力驱动组件包括压力驱动电机、压力驱动丝杆和螺母套杆,驱动齿轮与压力驱动丝杆传动连接,压力驱动丝杆与螺母套杆的一端螺接,所述安装板的后侧与螺母套杆的另一端固定连接。
9.具体地,所述支撑头包括连接端、受力端和缓冲弹簧,连接端和受力端通过导杆连接,缓冲弹簧的一端与连接端相抵,缓冲弹簧的另一端与受力端相抵,连接端与所述顶板的后侧固定连接。
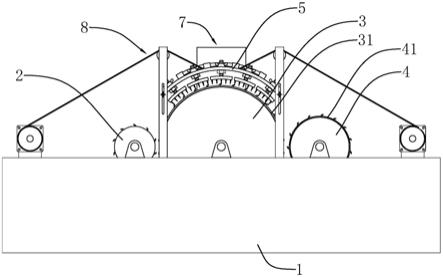
10.具体地,所述热成型机构包括移动模组和热压夹持模组,移动模组包括摆杆和支撑架,摆杆设有枢接孔,支撑架设有枢接部,枢接孔与枢接部枢接,摆杆带动支撑架沿摆杆摆动方向移动,热压夹持模组包括第一热压组件、第二热压组件和热压驱动组件,第一热压组件包括第一热压板和第一支架,第二热压组件包括第二热压板和第二支架,第一支架和
第二支架均设于支撑架且间隔设置,第一热压板和第二热压板均设有热压面,第一热压板的热压面和第二热压板的热压面相向设置,第一热压板设于第一支架,第二热压板设于第二支架,热压驱动组件用于驱动第一支架和第二支架相向或背向移动。
11.具体地,所述热压驱动组件包括热压驱动齿轮、从动齿轮、热压驱动丝杆、第一丝杆螺母和第二丝杆螺母,热压驱动齿轮和从动齿轮处于同一水平轴向设置,热压驱动丝杆分别连接热压驱动齿轮和从动齿轮,热压驱动丝杆设有两段长度相同的反向螺纹,第一螺母丝杆和第二螺母丝杆分别套设于热压驱动丝杆的两端,所述第一支架与第一螺母丝杆连接,所述第二支架与第二螺母丝杆连接。
12.具体地,所述第一热压组件和第二热压组件均设有缓冲件,缓冲件包括缓冲前杆、缓冲后杆和弹簧,缓冲前杆的前端与所述第一热压板或所述第二热压板固定连接,缓冲后杆的前端设有缓冲槽,弹簧设于缓冲槽内,缓冲前杆的后端可活动设于缓冲槽内并与弹簧相抵。
13.具体地,所述热压夹持模组还包括压痕板,压痕板设有压痕端,压痕端的截面呈三角形状,压痕板分别设于所述第一热压组件和第二热压组件,压痕板设于第一热压板或第二热压板下方,所述压痕端与所述热压面同一朝向。
14.本实用新型的有益效果:本实用新型通过进料机构将书本由易于操作人员摆放的状态转换至易于压合状态,再由压合机构对书本进行压合操作,同时由热成型机构对书本进行热成型压合,待书本成型后再由出料机构将书本送出机架,进而自动完成对书本的压合成型,极大的提高了工作效率,同时降低生产成本。
附图说明
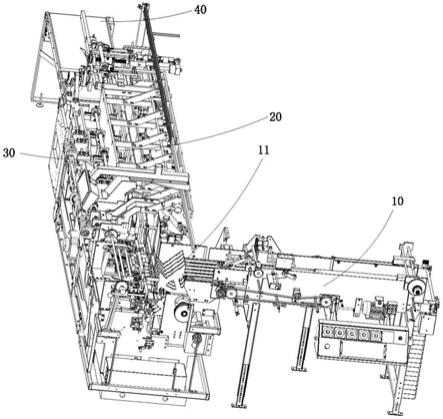
15.图1为本实用新型的立体结构示意图。
16.图2为本实用新型的压合机构的部分示意图之一。
17.图3为本实用新型的压合机构的部分示意图之二。
18.图4为本实用新型的压合机构的部分示意图之三。
19.图5为本实用新型的热成型机构的部分示意图。
20.图6为图5的a处的放大示意图。
21.图7为本实用新型的热压夹持模组的部分结构示意图之一。
22.图8为本实用新型的热压夹持模组的部分结构示意图之一。
23.图9为本实用新型的压痕板的剖视图。
24.附图标记包括:
25.10.进料机构;11.翻转上料头;20.压合机构;210.安装板;211.压板;212.压力驱动电机;213.螺母套杆;220.顶板;221.支撑头;222.支撑柱;223.缓冲弹簧;30.热成型机构;310.第一热压组件;311.第一热压板;312.第一支架;320.第二热压组件;321.第二热压板;322.第二支架;331.热压驱动齿轮;332.热压驱动丝杆;340缓冲件;341.缓冲前杆;342.缓冲后杆;360.压痕板;361.压痕端;370.摆杆;371.支撑架;372.枢接孔;373.枢接部;40.出料机构。
具体实施方式
26.以下结合附图对本实用新型进行详细的描述。
27.如图1
‑
9所示,多级压合热成型设备,包括机架以及设于机架的进料机构10、压合机构20、热成型机构30以及出料机构40,待加工的书本依次进过进料机构10、压合机构20、热成型机构30和出料机构40,进料机构10用于对书本进行送料并调整书本位置便于后续加工,压合机构20用于对书本的上部进行压合夹持,热成型机构30用于对书本的下部进行夹持热压并带动书本向出料机构40方向移动,出料机构40用于将成型的书本递出机架外。在对书本进行压合前,先由操作人员将书本平放在进料机构10,再由进料机构10对书本进行摆正和翻转,使得书本竖直放置,再将书本移送至压合机构20,压合机构20和热成型机构30位于同一生产线上,压合机构20位于热成型机构30上方,又压合机构20对书本的上端进行夹持压合,同时由热成型机构30对书本的下端进行夹持压合,在此过程中,压合机构20和热成型机构30交替对书本进行夹持,热成型机构30在对书本进行夹持的同时还会带动书本朝向出料机构40方向移动,在书本到达出料机构40时即完成热压合成型,再由出料机构40将成型后的书本送离机架,进而极大节约了加工运输所需要的时间成本,提高加工效率,降低生产成本。
28.进料机构10包括送书模组和书本垂直转换模组,送书模组包括送书带、送书电机,送书电机与送书带传动连接并驱动送书带向书本垂直转换模组方向移动,书本垂直转换模组包括翻转上料头11,翻转上料头11用于将书本由平放状态转换成竖直立起状态。通过送书电机与送书带配合将平放的书本运送至翻转上料头11处,再由翻转上料头11对书本进行翻转,将书本由平放状态翻转成竖直状态,进而便于压合成型。
29.压合机构20包括安装板210和多工位步进压合模组,多工位步进压合模组包括多组压力组件、压力驱动组件和受力组件,压力组件设于安装板210,压力组件和受力组件相对设置,压力驱动组件与安装板210传动连接,压力驱动组件驱动压力组件向受力组件方向移动,以实现对书本的压合;压力组件包括压板211,压板211设于安装板210的前侧,受力组件包括顶板220、支撑头221和支撑柱222,支撑头221固定设于顶板220的后侧,支撑柱222的前端与支撑头221固定连接;压力驱动组件包括压力驱动电机212、压力驱动丝杆和螺母套杆213,驱动齿轮与压力驱动丝杆传动连接,压力驱动丝杆与螺母套杆213的一端螺接,安装板210的后侧与螺母套杆213的另一端固定连接。在压合时,待压合的纸张移动至压板211和顶板220之间,再由压力驱动电机212带动压力驱动丝杆转动,进而带动螺母套杆213转动,进而带动安装板210向顶板220移动,进而通过压板211将纸张压向顶板220,由顶板220、支撑头221和支撑柱222对压板211的压力进行受力,进而完成对纸张的上端的压合,在压合完成后再由压力驱动电机212带动压力驱动丝杆转动,进而带动螺母套杆213转动,进而带动安装板210向远离顶板220方向移动,进而对纸张进行松开。
30.支撑头221包括连接端、受力端和缓冲弹簧223,连接端和受力端通过导杆连接,缓冲弹簧223的一端与连接端相抵,缓冲弹簧223的另一端与受力端相抵,连接端与顶板220的后侧固定连接。通过连接端与顶板220进行连接,在顶板220受力时,连接端会沿导杆向受力端方向移动,此时对缓冲弹簧223进行压缩,以缓冲顶板220所受压力,进而提高顶板220和支撑柱222的使用寿命。
31.热成型机构30包括移动模组和热压夹持模组,移动模组包括摆杆370和支撑架
371,摆杆370设有枢接孔372,支撑架371设有枢接部373,枢接孔372与枢接部373枢接,摆杆370带动支撑架371沿摆杆370摆动方向移动,热压夹持模组包括第一热压组件310、第二热压组件320和热压驱动组件,第一热压组件310包括第一热压板311和第一支架312,第二热压组件320包括第二热压板321和第二支架322,第一支架312和第二支架322均设于支撑架371且间隔设置,第一热压板311和第二热压板321均设有热压面,第一热压板311的热压面和第二热压板321的热压面相向设置,第一热压板311设于第一支架312,第二热压板321设于第二支架322,热压驱动组件用于驱动第一支架312和第二支架322相向或背向移动。在对纸张进行热压前,先对第一热压板311和第二热压板321进行加热,再由热压驱动组件驱动第一热压板311和第二热压板321相向移动,通过两热压面对纸张的两侧进行夹持热压,进一步提高热压效率,当热压完成后,再由热压驱动组件驱动第一支架312和第二支架322背向移动,进而便于松开对纸张的夹持,与此同时在第一热压板311和第二热压板321对纸张进行夹持时,支撑架371位于初始位置,再通过摆杆370带动支撑架371移动至下一位置,此时第一热压板311和第二热压板321松开对纸张的夹持,实现纸张的移动,极大提升了传递效率,降低时间成本和人力成本,提高制作效率。
32.热压驱动组件包括热压驱动齿轮331、从动齿轮、热压驱动丝杆332、第一丝杆螺母和第二丝杆螺母,热压驱动齿轮331和从动齿轮处于同一水平轴向设置,热压驱动丝杆332分别连接热压驱动齿轮331和从动齿轮,热压驱动丝杆332设有两段长度相同的反向螺纹,第一螺母丝杆和第二螺母丝杆分别套设于热压驱动丝杆332的两端,第一支架312与第一螺母丝杆连接,第二支架322与第二螺母丝杆连接。通过热压驱动齿轮331将外部传动机构的动能带动至热压驱动丝杆332,再由从动齿轮配合旋转,使得热压驱动丝杆332带动第一螺母丝杆和第二螺母丝杆转动,通过在热压驱动丝杆332上设置两段相反的螺纹使得第一螺母丝杆和第二螺母丝杆发生相向或背向移动,进而带动第一热压板311和第二热压板321进行移动。
33.第一热压组件310和第二热压组件320均设有缓冲件340,缓冲件340包括缓冲前杆341、缓冲后杆342和弹簧,缓冲前杆341的前端与第一热压板311或第二热压板321固定连接,缓冲后杆342的前端设有缓冲槽,弹簧设于缓冲槽内,缓冲前杆341的后端可活动设于缓冲槽内并与弹簧相抵。通过缓冲前杆341推动第一热压板311或第二热压板321进行热压操作,在第一热压板311或第二热压板321与纸张进行接触时,纸张会给予第一热压板311或第二热压板321一反向作用力,使得第一热压板311热压板或第二热压板321本身受压,通过弹簧对这种反作用力进行缓冲,有效避免第一热压板311或第二热压板321因受到反作用力而产生开裂现象。
34.热压夹持模组还包括压痕板360,压痕板360设有压痕端361,压痕端361的截面呈三角形状,压痕板360分别设于第一热压组件310和第二热压组件320,压痕板360设于第一热压板311或第二热压板321下方,压痕端361与热压面同一朝向。压痕端361设置成三角状,以便于通过前端的尖嘴部分对书本提供更大的压力,以便于快速成型书本的书脊,并使得书部漂亮美观,同时便于在加热的同时对书本进行压痕,进一步提高书脊的成型速度。
35.综上所述可知本实用新型乃具有以上所述的优良特性,得以令其在使用上,增进以往技术中所未有的效能而具有实用性,成为一极具实用价值的产品。
36.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实
用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。