1.本实用新型涉及一种用于杆件的定位滑台送料机构。
背景技术:
2.随着技术的飞速革新和人力成本的大幅攀升,自动化生产已经成为各行各业不得不优先考虑的降低成本的最有效手段,尤其在竞争如此激烈的汽车行业,人力成本将会在整个产品成本中占有非常大的比例,所以在未来的几年内如何能在保证质量的同时有效的降低人工成本和汽车的轻型化将会称为整个汽车行业二级供应商厂家立足的关键。以对杆件加工为例,一般先将待加工的杆件夹持固定送至加工位置,完成加工后送至下一加工环节。目前,现有的定位、夹持、送料装置不能满足不同长度、直径的杆件使用要求。
技术实现要素:
3.本实用新型要解决的技术问题是为了克服现有技术中杆件定位、夹持、送料装置不能满足不同长度、直径的杆件使用要求的缺陷,提供一种能够解决上述问题的用于杆件的定位滑台送料机构。
4.本实用新型是通过下述技术方案来解决上述技术问题:
5.一种用于杆件的定位滑台送料机构,其特点在于,其包括有:
6.滑台送料机构,所述滑台送料机构包括工作台和滑块,所述滑块固定于所述工作台的底面;
7.托料定位机构,所述托料定位机构包括托料件、限位连接块和限位棒,所述托料件安装于所述工作台上,所述托料件上设有用于放置杆件的限位槽,所述限位连接块固定于所述托料件的端部,所述限位连接块上开有安装孔,所述限位棒可移动地安装于所述安装孔内,所述限位棒的端部能够抵接于所述杆件的端部,所述滑块的延伸方向平行于所述杆件的轴向;
8.夹紧机构,所述夹紧机构包括夹紧气缸、两个定位连接块和两个压紧块,所述夹紧气缸固定于所述工作台,两个所述定位连接块分别固定于所述夹紧气缸的两个夹爪,每一所述压紧块固定于一个所述定位连接块内,所述压紧块能够沿径向将所述杆件按压在所述限位槽内。
9.较佳地,所述定位连接块内具有沿竖直方向延伸的安装槽,所述安装槽的两侧具有沿竖直方向延伸的第一腰形孔,所述压紧块安装于所述安装槽内并能够通过螺栓穿过所述第一腰形孔固定。
10.较佳地,所述托料定位机构还包括定位调整块,所述定位调整块固定于所述托料件中远离所述限位连接块的一端,所述调整块上开有支撑槽,所述支撑槽用于支撑所述杆件的端部。
11.较佳地,所述定位调整块上开有沿竖直方向延伸的第二腰形孔,螺栓穿过所述第二腰形孔连接于所述托料件的端部。
12.较佳地,所述托料定位机构还包括垫板,所述垫板安装于螺栓与所述第二腰形孔之间。
13.较佳地,所述限位连接块上开有螺纹孔,所述螺纹孔与所述安装孔相贯通。
14.较佳地,所述限位棒的外周具有一限位平面,所述限位平面正对所述螺纹孔,螺钉能够穿过所述螺纹孔按压于所述限位平面。
15.较佳地,所述托料定位机构还包括对射传感器,所述对射传感器安装于所述限位槽内,所述对射传感器能够检测所述限位槽内的所述杆件。
16.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
17.本实用新型的积极进步效果在于:利用本装置能够对不同长度的杆件予以定位、装夹并进行送料。
附图说明
18.图1为本实用新型优选实施例中用于杆件的定位滑台送料机构在一位置状态下的结构示意图。
19.图2为本实用新型优选实施例中用于杆件的定位滑台送料机构在另一位置状态下的结构示意图。
20.图3为图1中a部分的放大图。
21.图4为图1中b部分的放大图。
22.图5为图2中c部分的放大图。
23.附图标记说明:
24.滑台送料机构100
25.工作台110
26.滑块120
27.托料定位机构200
28.托料件210
29.限位槽211
30.限位连接块220
31.安装孔221
32.螺纹孔222
33.限位棒230
34.限位平面231
35.定位调整块240
36.支撑槽241
37.第二腰形孔242
38.垫板250
39.对射传感器260
40.夹紧机构300
41.夹紧气缸310
42.定位连接块320
43.安装槽321
44.第一腰形孔322
45.压紧块330
46.压紧面331
47.杆件400
具体实施方式
48.下面举个较佳实施例,并结合附图来更清楚完整地说明本实用新型。
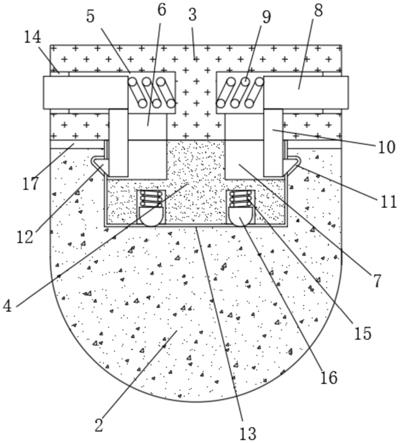
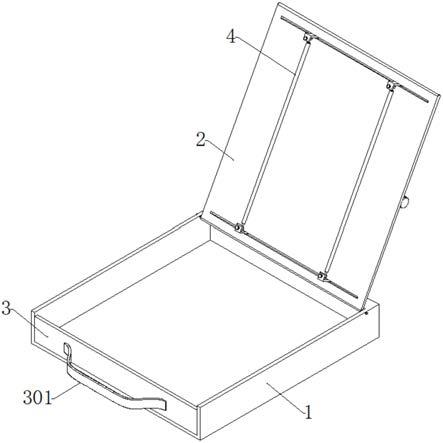
49.图1和图2示出了一种用于杆件的定位滑台送料机构,其包括有:滑台送料机构100、托料定位机构200和夹紧机构300。滑台送料机构100包括工作台110和滑块120,滑块120固定于工作台110的底面,滑块120用于与外部的导轨相配合,由驱动机构驱动工作台110沿导轨移动。托料定位机构200包括托料件210、限位连接块220和限位棒230。托料件210安装于工作台110上,托料件210上设有用于放置杆件400的限位槽211,限位连接块220固定于托料件210的端部,限位连接块220上开有安装孔221,限位棒230可移动地安装于安装孔221内,限位棒230的端部能够抵接于杆件400的端部,滑块120的延伸方向平行于杆件400的轴向。夹紧机构300包括夹紧气缸310、两个定位连接块320和两个压紧块330。夹紧气缸310固定于工作台110,两个定位连接块320分别固定于夹紧气缸310的两个夹爪,每一压紧块330固定于一个定位连接块320内,压紧块330能够沿径向将杆件400按压在限位槽211内。
50.使用本装置时,首先根据不同的待加工的杆件400的长度,调整限位棒230在安装孔221内的位置并予以固定;机械手将杆件400置于托料件210的限位槽211内,杆件400的一端抵接于限位棒230的一端,此时已完成杆件400的定位;而后夹紧气缸310开始工作,驱动两个定位连接块320、两个压紧块330相对运动并夹紧杆件400,两个压紧块330相对设置,两个压紧块330上具有相对且向下的压紧面331,压紧面331按压在杆件400上,从而将杆件400固定于限位槽211内;而后外部的驱动机构将驱动送料机构沿着导轨移动,运送至加工位置,完成加工后,运送至原位置,压紧块330松开杆件400,机械手将杆件400从限位槽211内取走。
51.为了保证不同直径的杆件400都能够被紧紧按压在限位槽211内,如图3所示,定位连接块320内具有沿竖直方向延伸的安装槽321,安装槽321的两侧具有沿竖直方向延伸的第一腰形孔322,压紧块330安装于安装槽321内并能够通过螺栓穿过第一腰形孔322固定。对于直径较粗的杆件400,则适当向上调整压紧块330在安装槽321内的位置;对于直径较细的杆件400,则适当向下调整压紧块330在安装槽321内的位置。
52.考虑到杆件400的端部直径一般与主体部分直径不一致,托料定位机构200还包括定位调整块240,定位调整块240固定于托料件210中远离限位连接块220的一端,调整块上开有支撑槽241,支撑槽241用于支撑杆件400的端部。如图4所示,定位调整块240主要用于支撑杆件400端部不同直径的部分。
53.为了使定位调整块240能够适应不同杆件400不同直径的的端部尺寸,定位调整块240上开有沿竖直方向延伸的第二腰形孔242,螺栓穿过第二腰形孔242连接于托料件210的端部。即,利用第二腰形孔242能够调整定位调整块240的上下位置。
54.为了便于固定定位调整块240,托料定位机构200还包括垫板250,垫板250安装于螺栓与第二腰形孔242之间。
55.如图4所示,本实施例中,限位连接块220上开有螺纹孔222,螺纹孔222与安装孔221相贯通。限位棒230的外周具有一限位平面231,限位平面231正对螺纹孔222,螺钉能够穿过螺纹孔222按压于限位平面231。
56.如图5所示,为了避免夹紧气缸310误操作,托料定位机构200还包括对射传感器260,对射传感器260安装于限位槽211内,对射传感器260能够检测限位槽211内的杆件400。当对射传感器260检测到限位槽211内有杆件400时,夹紧气缸310才开始工作将杆件400夹紧。
57.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。