一种粘结性复合管接头及其制造安装方法和装备
1.技术领域
2.本发明涉及复合管管道连接领域,尤其涉及一种粘结性复合管接头及其制造安装方法和装备。
3.
背景技术:
4.增强热塑性塑料复合管(reinforced thermoplastic composite pipe,简称rtp),通常为三层结构,其中内层和外层由高密度聚乙烯(high density polyethylene,简称hdpe)等热塑性塑料组成,中间层由玻璃纤维、凯夫拉纤维、碳纤维、钢丝等增强材料构成。其中rtp的内层、中间层和外层完全粘结的称为粘结性复合管(adhesive composite pipe,简称acp)。rtp具有强度高、耐腐蚀、质量轻等优点,在油气输送、市政输水等领域有广泛的应用前景。
5.管道连接是管道运输系统的核心环节,rtp管路系统的连接问题制约着rtp的工程应用。目前广泛应用的rtp接头可分为机械扣压式接头和增强电熔接头,机械扣压式接头由金属材料构成,强度较高,但不耐腐蚀且成本偏高;增强电熔接头一般由电热丝、内、外层塑料和中间增强材料等构成,安装简单,但存在生产过程复杂和强度偏低等问题。
6.因此亟待开发一种新型rtp连接方法及装备以解决上述问题。
7.
技术实现要素:
8.本发明的目的是提出一种粘结性复合管接头,用于acp管路系统中管
‑
管连接,本发明接头保留较高强度的同时,解决了传统机械扣压式接头不耐腐蚀的问题,且制造简单,连接可靠;同时提出该粘结性复合管接头的制造安装方法和装备。
9.本发明采用如下技术方案:一种粘结性复合管接头,包括两连接的acp,acp包括acp内层、acp增强层和acp外层,两连接的acp接口处外侧包覆有纤维增强层,纤维增强层通过缠绕机将纤维束以一定的缠绕角度交叉缠绕形成,纤维增强层和acp外层、纤维增强层中各纤维束层之间通过热熔粘结为一体,纤维增强层外包覆有包覆层,包覆层为热塑性高分子材料通过包覆模具注塑形成。
10.作为优选,所述纤维增强层以及acp外层采用可以热熔粘结的热塑性塑料。
11.作为优选,所述纤维束选用玻璃纤维束。
12.一种粘结性复合管接头的制造和安装方法,其步骤为:s1、acp封端:将两acp分别放入封端模具中,注塑机将熔融态塑料通过封端模具的浇口挤出至封端模具型腔中,熔融态塑料和acp在高温下熔接为一体,模具冷却后完成acp封端;
s2、封端后acp的热熔焊接:将两都完成封端的acp通过热熔对焊设备完成管材的热熔焊接,焊接面冷却后清理焊接面的翻边即完成封端后acp的热熔焊接;s3、纤维增强层缠绕:将完成热熔焊接的acp管材固定于缠绕机的管材夹具中,纤维束卷安装至缠绕机卷轴上,缠绕机通过卷盘旋转和移动平台的水平移动将纤维束以一定的缠绕角度缠绕至acp,且通过卷盘上的热风机将纤维束加热并使纤维束和acp外层熔接为一体,完成纤维束缠绕并最终形成纤维增强层;s4、包覆层包覆:将完成纤维增强层缠绕的acp接头部分放入包覆模具中,注塑机将熔融态塑料挤出至包覆模具型腔,冷却后形成包覆层,最终完成粘结性复合管接头的制造和安装。
13.一种粘结性复合管接头的制造和安装装备,包括控制系统、传动系统、执行系统和固定系统,所述控制系统包括触控屏、plc、伺服驱动器a、伺服驱动器b;所述传动系统包括伺服电机a、减速机a、传动齿轮a、伺服电机b、减速机b、传动齿轮b;所述执行系统包括卷盘a、卷盘b、卷轴a、张力辊1
‑
a、张力辊2
‑
a、热风机a、缠绕辊、卷轴b、张力辊1
‑
b、张力辊2
‑
b、热风机b;卷盘a上共安装有两套纤维束绕线系统;卷轴a、张力辊1
‑
a、张力辊2
‑
a、热风机a和缠绕辊组成一套纤维束绕线系统,卷轴b、张力辊1
‑
b、张力辊2
‑
b、热风机b和缠绕辊组成一套纤维束绕线系统,所述固定系统包括固定平台、移动平台、固定立柱a、固定立柱b、卷盘支撑架a、卷盘支撑架b、卷盘支撑架c、管材夹具a和管材夹具b,所述固定平台固定于地面,上端面上加工有导轨,且一侧加工有齿条,所述移动平台安装于固定平台上,移动平台下端面加工有和固定平台配合的导轨,管材夹具a和管材夹具b固定于导轨两端,管材夹具a和管材夹具b上分别装夹acp,所述控制系统和传动系统都安装于移动平台上,所述固定立柱a、固定立柱b安装于移动平台上,所述卷盘支撑架a安装于固定立柱a,所述卷盘支撑架b、卷盘支撑架c安装于固定立柱b,卷盘支撑架a、卷盘支撑架b和卷盘支撑架c起支撑卷盘a和卷盘b,并通过齿轮与卷盘a和卷盘b传动,保证卷盘a和卷盘b平稳的完成旋转动作的同时防止卷盘产生轴向位移;plc通过伺服驱动器a、伺服驱动器b同时驱动伺服电机a、伺服电机b工作,伺服电机a通过减速机a带动传动齿轮a转动,从而驱动卷盘a和卷盘b转动,且伺服电机b通过减速机b带动传动齿轮b转动,传动齿轮b和固定平台的齿条配合,从而实现移动平台在固定平台上的水平运动,纤维束由卷轴a出发,分别绕过张力辊1
‑
a、张力辊2
‑
a和缠绕辊,缠绕至acp接头处,同时在卷盘旋转时,plc控制热风机工作,加热纤维束并使纤维束与acp外层熔接。
14.作为优选,所述卷盘a和卷盘b是可分离的齿轮盘,通过卷盘安装支座用螺栓紧固连接。
15.作为优选,所述卷盘支撑架a、卷盘支撑架b和卷盘支撑架c呈正三角位置传动并支撑卷盘a和卷盘b平稳的完成旋转动作。
16.作为优选,所述卷盘支撑架a、卷盘支撑架b和卷盘支撑架c上分别包括有防护架和防护架间传动的齿轮。
17.作为优选,所述移动平台固定连接有控制柜,触控屏、plc、伺服驱动器a、伺服驱动器b分别安装在控制柜上。
18.本发明的有益效果是:本发明设计了一种粘结性复合管接头,用于acp管路系统中管
‑
管连接,本发明接头在保留较高强度的同时,解决了传统机械扣压式接头不耐腐蚀的问
题,且制造简单,连接可靠;同时提出该粘结性复合管接头的制造安装方法和装备。
19.附图说明
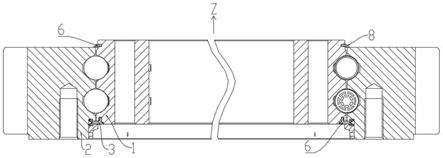
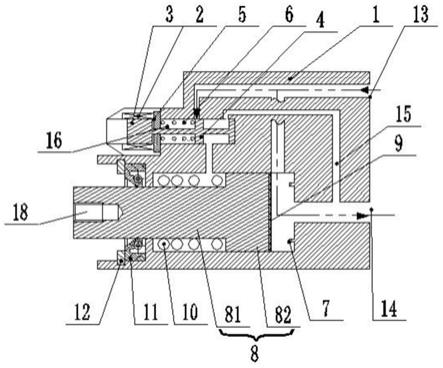
20.图1是本发明中acp封端处理时的一种结构示意图;图2是本发明中acp完成封端后的一种结构示意图;图3是本发明中完成封端的acp进行热熔焊接的一种结构示意图;图4是本发明中粘结性复合管接头完成纤维增强层缠绕后的结构示意图;图5是本发明中粘结性复合管接头包覆处理时的一种结构示意图;图6是本发明中粘结性复合管接头的一种结构示意图;图7是本发明中粘结性复合管接头制造安装装备的一种结构示意图;图8是图7的后视角度的一种结构示意图;图9是本发明中粘结性复合管接头制造安装装备另一角度的一种结构示意图;;图10是本发明中卷盘b的一种结构示意图;图中:1、acp,2、封端模具,3、封端模具浇口,4、acp外层,5、acp增强层,6、acp内层,7、acp
‑
a,8、acp
‑
b,9、纤维增强层,10、包覆模具,11、包覆模具浇口,12、包覆层,13、控制系统,14、传动系统,15、执行系统,16、固定系统,17、触控屏,18、plc,19、伺服驱动器a,20、伺服驱动器b,21、伺服电机a,22、减速机a,23、传动齿轮a,24、伺服电机b,25、减速机b,26、传动齿轮b,27、卷盘a,28、卷盘b,29、卷轴a,30、张力辊1
‑
a,31、张力辊2
‑
a,32、热风机a,33、缠绕辊,34、卷轴b,35、张力辊1
‑
b,36、张力辊2
‑
b,37、热风机b,38、卷盘安装支座,39、固定平台,40、移动平台,41、固定立柱a,42、固定立柱b,43、卷盘支撑架a,44、卷盘支撑架b,45、卷盘支撑架c,46、管材夹具a,47、管材夹具b,48、导轨,49,齿条。
21.具体实施方式
22.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:实施例:如附图6所示,一种粘结性复合管接头,包括两连接的acp1,acp包括acp内层6、acp增强层5和acp外层4,两连接的acp接口处外侧包覆有纤维增强层9,纤维增强层9通过缠绕机将纤维束以一定的缠绕角度交叉缠绕形成,纤维增强层9和acp外层4、纤维增强层9中各纤维束层之间通过热熔粘结为一体,纤维增强层外包覆有包覆层12,包覆层12为热塑性高分子材料通过包覆模具10注塑形成。
23.如图7
‑
10所示,该粘结性复合管接头的制造和安装装备,包括控制系统13、传动系统14、执行系统15和固定系统16,所述控制系统包括触控屏17、plc18、伺服驱动器a19、伺服驱动器b20;所述传动系统包括伺服电机a21、减速机a22、传动齿轮a23、伺服电机b24、减速机b25、传动齿轮b26;所述执行系统包括卷盘a27、卷盘b28、卷轴a29、张力辊1
‑
a30、张力辊2
‑
a31、热风机a32、缠绕辊33、卷轴b34、张力辊1
‑
b35、张力辊2
‑
b36、热风机b37,固定系统包括固定平台39、移动平台40、固定立柱a41、固定立柱b42、卷盘支撑架a43、卷盘支撑架b44、卷盘支撑架c45、管材夹具a46和管材夹具b47,固定平台固定于地面,上端面上加工有导轨48,且一侧加工有齿条49,所述移动平台安装于固定平台上,移动平台下端面加工有和固定
平台配合的导轨。
24.该粘结性复合管接头的制造和安装装备使用时,如附1所示,将acp1放入封端模具2,熔融态塑料从封端模具浇口3进入模具型腔,冷却后完成acp封端,如图2所示;将两端都完成封口的acp
‑
a 7和acp
‑
b 8热熔焊接为一个整体,焊接完成后清理焊接面翻边塑料,完成后得到如图3所示acp;将图3所示acp用缠绕机的管材夹具a 46和管家夹具b 47夹紧固定,使acp热熔焊接面基本位于缠绕机移动平台40的中间位置,将安装于卷轴a 29的纤维卷的纤维束分别穿过张力辊1
‑
a 30、张力辊2
‑
a 31和缠绕辊33,并将纤维束预固定于acp上,plc 18分别通过伺服驱动器a 19和伺服驱动器b 20控制启动伺服电机a 23和伺服电机b 24,伺服电机a 23启动后,通过减速机a 22和传动齿轮a 23带动卷盘a 27和卷盘b 28旋转,同时伺服电机b 24启动后,通过减速机b 25使传动齿轮b 26和固定平台39的齿条49产生相对运动,使移动平台40沿着齿条49做水平运动,纤维束在移动平台40的水平运动和卷盘a 27以及卷盘b 28的圆周运动的共同作用下,以一定的缠绕角度缠绕在acp接头处,另外plc同时控制热风机a 32启动,将纤维束加热至一定温度并和acp外层4熔接为一体,完成acp接头纤维增强层缠绕,如图4所示;将带有接头纤维增强层的acp放入包覆模具10,如图5所示,熔融态塑料通过包覆模具浇口11流入模具型腔,冷却后得到粘结性复合管接头的包覆层,并完成粘结性复合管接头的制造与安装,新型接头的结构示意图如图6所示。
25.本发明中粘结性复合管接头的制造和安装方法的具体步骤如下:(1)acp封端:如图1所示,将acp1放入封端模具2进行封端,并得到如图2所示acp
‑
a 7;(2)acp封端:重复(1)的步骤,得到acp
‑
b 8;(3)acp热熔焊接:将acp
‑
a 7和acp
‑
b 8进行热熔焊接,冷却后清理焊接面的翻边塑料,得到如图3所示acp;(4)接头纤维缠绕准备:将步骤(3)得到的acp放入缠绕机卷盘a 27,并将acp固定于管材夹具a 46和管材夹具b 47,将卷盘b 28通过卷盘安装支座38使用螺栓与卷盘a 27紧固连接,将纤维束从卷轴a 29取出并绕过张力辊1
‑
a 30、张力辊2
‑
a 31和缠绕辊33,并将纤维束预固定于acp上;(5)接头纤维缠绕:plc 18分别控制启动伺服电机a 23和伺服电机b 24,伺服电机a 23启动后,带动卷盘a 27和卷盘b 28旋转,同时伺服电机b 24启动后,通过传动齿轮b 26和固定平台39的齿条49产生相对运动,使移动平台40沿着齿条49做水平运动,纤维束在移动平台40的水平运动和卷盘a 27以及卷盘b 28的圆周运动的共同作用下,以一定的缠绕角度缠绕在acp接头处,另外plc同时控制热风机a 32启动,将纤维束加热至一定温度并和acp外层4熔接为一体,完成acp接头纤维增强层缠绕,如图4所示;(6)如图5所示,将步骤(5)得到的acp置入包覆模具10中,注塑机将熔融态塑料通过包覆模具浇口11挤入模具型腔,冷却后得到acp接头的包覆层;(7)完成:完成新型acp接头的制造与安装,新型acp接头的结构示意图如图6所示。
26.以上所述的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。