1.本发明设计一种废旧三元动力电池材料清洁分离的方法,是一种针对废旧动力三元电池材料回收的一种处理方法。本发明区别于传统处理工艺中利用酸碱等处理正负极材料,使用矿物加工中的磨矿手段和跳汰机设备处理破磨后的正负极材料,避免了酸碱造成的环境污染,是一种清洁分离废旧动力电池材料的新工艺。
背景技术:
2.随着新能源汽车产业的快速发展,我国已成为世界第一大新能源汽车产销国,动力电池产销量也逐年攀升。2013年以后新能源汽车开始大规模推广应用,截至2020年底累计推广新能源汽车550多万辆,装配动力蓄电池约220万吨(275gwh)。自2019年开始新能源汽车动力电池将进入规模化退役,到2020年累计将超过20万吨(24.6gwh),如果按 50%可用于梯次利用,大约有累计10万吨电池需要报废处理(梯次利用之后的动力电池仍需要进行报废处理)。动力电池退役后,如果处置不当,随意丢弃,一方面会带来严重环境污染和安全隐患,另一方面也会造成资源浪费。国家高度重视新能源汽车动力电池回收利用。推动新能源汽车动力电池回收利用,有利于保护环境和社会安全,推进资源循环利用,有利于促进我国新能源汽车产业健康持续发展,对于加快绿色发展、建设生态文明和美丽中国具有重要意义。
技术实现要素:
3.开展废旧动力电池回收利用首先需要将电池的各个组分有效分离,关键在于如何清洁高效地将负极石墨与铜箔、正极三元材料与铝箔剥离下来,从而对各组分以不同的工艺实现回收利用。本发明正是针对正负极材料的一种清洁高效的分离方法,不同于传统的酸碱浸出工艺,不会对环境产生污染,能够对后续废旧动力电池回收利用提供高纯度的原料。
4.(1)在充放电设备上将电池电压放电至1v以下;将电池放入nacl水溶液中浸泡,通过正负极短路使电池达到完全放电状态。
5.(2)拆解,人工拆解将废旧动力电池分为5部分:橡胶、塑料隔膜、金属壳、正极片、负极片;其中橡胶、塑料隔膜、金属壳可直接回收利用,正负极片需进行进一步处理。
6.(3)负极片分离与提纯。先将负极片剪成块状薄片,然后取负极片置于装有锆球的 wzm5
‑ⅱ
型实验球磨机中,在介质填充率为45%
‑
55%,加水调整磨矿浓度为50%
‑
60%条件下湿磨20
‑
30min。取出矿浆后加入石灰作为矿浆ph调整剂,将ph值调至8.5
‑
9.5,再加入120g/t
‑
200g/t柴油作为负极石墨捕收剂,以200r/min搅拌10
‑
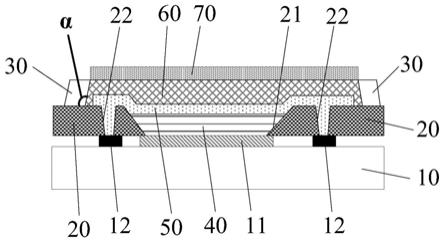
20分钟,然后加入到跳汰机中进行负极材料的分离。在重力、水力冲击剪切以及浮选的三重作用下使负极石墨与铜箔分离。石墨比重较轻,随上部水流越过末端堰板排出;铜箔则会从跳汰室下端排矿口排出。负极材料分离时,跳汰机的给料粒度
‑
0.075mm含量≥85%,跳汰机最大偏心冲程15
‑
20mm,筛下水的量2.0
‑
3kg/min,筛上水的量1
‑
2kg/min,分离过程如图1所示。
7.(4)正极片的分离与提纯。先将正极片剪成块状薄片,然后取1000
‑
2000g置于装有锆球的wzm5
‑ⅱ
型实验球磨机中,在介质填充率为45%
‑
55%,磨矿浓度为50%
‑
60%条件下湿磨30
‑
40min。然后将浆料取出后加入到rk/xct
‑
200
×
300隔膜式跳汰机中进行正极极材料的分离。在重力和水力冲击剪切的双重作用下使正极三元材料与铝箔分离。铝箔比重较轻,随上部水流越过末端堰板排出;三元材料比重大,则会从跳汰室下端排矿口排出。正极材料分离时,跳汰机的给料粒度
‑
0.075mm含量≥90%,跳汰机最大偏心冲程25
‑
30mm,筛下水的量2.5
‑
3.0kg/min,筛上水的量1.5
‑
2.4kg/min,分离过程如图1所示。
8.采用本发明的技术方案具有如下有益效果:1.动力电池的正负极材料通过粘结剂(结合剂)黏结在铝箔、铜箔表面,本发明进入跳汰前先将样品破碎至一定的细度,一方面可以破坏黏结结构,起到初步的分离作用;另一方面可以增加样品的比表面积,增强跳汰机水流的冲力剪切作用已达到更好的分离效果;同时将样品破碎到一定细度后可以为后续的进一步处理打下基础。
9.2.跳汰机的冲次、偏心冲程、筛上筛下水量的设置与样品的细度密切相关,需根据具体情况而定。当样品粒度增大,颗粒比表面积减小,各组分间的作用力减小,冲次、冲程、筛上筛下水量可适当减小,以达到节水节能的目的;当样品粒度减小,个组分拣的媳妇作用增强,为达到较好的分离效果,需增加冲次、冲程、并加大水流冲击,才能达到理想的效果。
附图说明
10.图1为跳汰机处理负极试验示意图。
11.图2为跳汰机处理正极试验示意图。
具体实施方式
12.下面列举几个实施实例对本发明作进行一步说明,但不是对本发明的限制。
13.目前市面上新能源汽车所用动力电池主要分为两种:三元锂电池(占比61.1%)和磷酸铁锂电池(占比38.3%)。其中三元锂电池主要有三种型号622型、811型、523型。本发明分别针对这三种三元锂电池和磷酸铁锂电池做对比试验研究。
14.本发明的退役动力三元锂电池电池、退役磷酸铁锂电池是指:经使用后剩余容量或充放电性能无法保障新能源汽车正常行驶,或因其他原因拆卸后不再使用的动力蓄电池;或报废新能源汽车上的动力蓄电池;或经梯次利用后报废的动力蓄电池中的一种以上情况的电池。
15.实施例11、以某品牌新能源汽车退役动力三元锂电池(ncm622型,其镍钴锰比例为622)为试验对象。
16.2、将经过放电(人工放电至1v以下;将电池放入nacl水溶液中浸泡,通过正负极短路使电池达到完全放电状态,拆解得到正极极片及负极极片),人工拆解后的负极剪切为块状薄片,然后取出2000g,在装有锆球的wzm5
‑ⅱ
型实验球磨机中,在介质填充率为 55%,加水调整磨矿浓度为55%下湿磨20min,此时
‑
0.075mm占88%,作为负极进入跳汰处理的原矿。然后加入石灰将ph值调至9.2,再加入150g/t柴油作为负极石墨捕收剂,以 200r/min搅拌10分钟,然后加入到跳汰机中进行负极材料的分离。调整跳汰机最大偏心冲程20mm,筛下
水的量2.5kg/min,筛上水的量1.2kg/min,将上述调浆和调药后的矿浆按 1000g/min的速度均匀给入跳汰机,分别获得负极石墨(轻矿物)和铜箔(重矿物)。最终获得的石墨负极产品中固定碳含量98.82%,铜含量0.08%;铜箔产品中铜含量98.34%,碳含量0.86%。
17.3、将正极片剪成片状薄片,取2000g装入wzm5
‑ⅱ
型实验球磨机中,在介质锆球填充率为50%,加水调整磨矿浓度为58%下湿磨30min,此时
‑
0.075mm占95%,作为正极进入跳汰处理的原矿。调整跳汰机最大偏心冲程30mm,筛下水的量2.5kg/min,筛上水的量 2.0kg/min,将上述矿浆按1000g/min的速度均匀给入跳汰机,分别获铝箔(轻)和三元材料 (重矿物)。最终获得的铝箔产品中铝含量95.81%,三元材料(镍钴锰总计)2.33%;三元材料中镍钴锰总计86.57%,锂含量8.17%,铝含量3.15%。
18.实施例1
‑
1试验方法及操作过程同实施例1,仅步骤2中,磨矿时间15min,
‑
0.075mm占70%,则,获得的石墨负极产品中固定碳含量85.32%,铜含量12.31%;铜箔产品中铜含量90.54%,碳含量8.67%。
19.步骤3中,磨矿时间20min,
‑
0.075mm占85%,则铝箔产品中铝含量89.53%,三元材料(镍钴锰总计)8.41%;三元材料中镍钴锰总计80.56%,锂含量7.63%,铝含量 10.09%。
20.实施例21、以某品牌新能源汽车退役动力三元锂电池(ncm811型,其镍钴锰比例为811)为试验对象。
21.2、取1500g剪好的负极片,在装有锆球的wzm5
‑ⅱ
型实验球磨机中,在介质填充率为50%,加水调整磨矿浓度为60%下湿磨23min,此时
‑
0.075mm占93%,作为负极进入跳汰处理的原矿。然后加入石灰将ph值调至9.1,再加入150g/t煤油作为负极石墨捕收剂,以200r/min搅拌10分钟,然后加入到跳汰机中进行负极材料的分离。调整跳汰机最大偏心冲程18mm,筛下水的量2.3kg/min,筛上水的量1.5kg/min,将上述调浆和调药后的矿浆按 1500g/min的速度均匀给如跳汰机,分别获得负极石墨(轻矿物)和铜箔(重矿物)。
22.最终获得的石墨负极产品中固定碳含量98.68%,铜含量0.05%;铜箔产品中铜含量 98.61%,碳含量0.73%。
23.3、将正极片剪成片状薄片,取1500g装入wzm5
‑ⅱ
型实验球磨机中,在介质填充率为60%,加水调整磨矿浓度为55%下湿磨25min,此时
‑
0.075mm占97%,作为正极进入跳汰处理的原矿。调整跳汰机最大偏心冲程30mm,筛下水的量2.5kg/min,筛上水的量 2.0kg/min,将上述矿浆按1000g/min的速度均匀给如跳汰机,分别获铝箔(轻)和三元材料 (重矿物)。最终获得的铝箔产品中铝含量96.73%,三元材料(镍钴锰总计)1.85%;三元材料中镍钴锰总计88.52%,锂含量8.54%,铝含量2.81%。
24.实施例2
‑
1试验方法及操作过程同实施例2,仅步骤2中,调整跳汰机最大偏心冲程12mm,筛下水的量2.0kg/min,筛上水的量1.0kg/min,则获得的石墨负极产品中固定碳含量97.79%,铜含量 1.56%;铜箔产品中铜含量97.47%,碳含量1.43%。
25.步骤3中,调整跳汰机最大偏心冲程35mm,筛下水的量3.0kg/min,筛上水的量 2.8kg/min,则铝箔产品中铝含量97.25%,三元材料(镍钴锰总计)1.34%;三元材料中镍钴锰总计89.53%,锂含量8.47%,铝含量1.24%。
26.实施例31、以某品牌新能源汽车退役动力三元锂电池(ncm523型,其镍钴锰比例为523)为试验对象。
27.2、取1800g剪好的负极片,在装有锆球的wzm5
‑ⅱ
型实验球磨机中,在介质填充率为55%,加水调整磨矿浓度为58%下湿磨20min,此时
‑
0.075mm占95%,作为负极进入跳汰处理的原矿。然后加入石灰将ph值调至9.0,再加入200g/t煤油作为负极石墨捕收剂,以200r/min搅拌10分钟,然后加入到跳汰机中进行负极材料的分离。调整跳汰机最大偏心冲程15mm,筛下水的量2.0kg/min,筛上水的量1.8kg/min,将上述调浆和调药后的矿浆按 1500g/min的速度均匀给入跳汰机,分别获得负极石墨(轻矿物)和铜箔(重矿物)。
28.最终获得的石墨负极产品中固定碳含量98.12%,铜含量0.07%;铜箔产品中铜含量 98.79%,碳含量0.81%。
29.3、取剪好的正极片1800g装入球磨机中,在介质填充率为60%,加水调整磨矿浓度为56%下湿磨30min,此时
‑
0.075mm占99%,作为正极进入跳汰处理的原矿。调整跳汰机最大偏心冲程30mm,筛下水的量3kg/min,筛上水的量2.0kg/min,将上述矿浆按800g/min 的速度均匀给如跳汰机,分别获铝箔(轻)和三元材料(重矿物)。最终获得的铝箔产品中铝含量97.52%,三元材料(镍钴锰总计)1.39%;三元材料中镍钴锰总计89.61%,锂含量 9.32%,铝含量2.54%。
30.实施例3
‑
1试验方法及操作过程同实施例3,仅步骤2中,调整跳汰机最大偏心冲程28mm,筛下水的量2.8kg/min,筛上水的量1.6kg/min,则获得的石墨负极产品中固定碳含量98.64%,铜含量 0.04%;铜箔产品中铜含量98.78%,碳含量0.67%。
31.步骤3中,调整跳汰机最大偏心冲程15mm,筛下水的量3.0kg/min,筛上水的量 2.2kg/min,则铝箔产品中铝含量92.37%,三元材料(镍钴锰总计)4.26%;三元材料中镍钴锰总计82.67%,锂含量8.66%,铝含量7.54%。
32.实施例41、以宁波金和新能源汽车退役磷酸铁锂电池为试验对象,探索本发明对其他型号动力电池的处理效果。
33.2、取1500g剪好的负极片,在装有锆球的wzm5
‑ⅱ
型实验球磨机中,在介质填充率为50%,加水调整磨矿浓度为58%下湿磨20min,此时
‑
0.075mm占92%,作为负极进入跳汰处理的原矿。然后加入石灰将ph值调至9.2,再加入180g/t煤油作为负极石墨捕收剂,以200r/min搅拌10分钟,然后加入到跳汰机中进行负极材料的分离。调整跳汰机最大偏心冲程15mm,筛下水的量2.0kg/min,筛上水的量1.8kg/min,将上述调浆和调药后的矿浆按 1500g/min的速度均匀给入跳汰机,分别获得负极石墨(轻矿物)和铜箔(重矿物)。
34.最终获得的石墨负极产品中固定碳含量98.12%,铜含量0.07%;铜箔产品中铜含量 98.79%,碳含量0.81%。
35.3、取剪好的正极片1500g装入球磨机中,在介质填充率为55%,加水调整磨矿浓度为58%下湿磨30min,此时
‑
0.075mm占97%,作为正极进入跳汰处理的原矿。调整跳汰机最大偏心冲程28mm,筛下水的量2.8kg/min,筛上水的量2.0kg/min,将上述矿浆按 800g/min的速度均匀给入跳汰机,分别获铝箔(轻)和磷酸铁锂(重矿物)。最终获得的铝箔产品中铝
含量74.89%,铁含量8.23%(对应磷酸铁锂约为23.38%);正极黑粉中铁含量 30.06%(对应磷酸铁锂约为85.36%),铝含量13.27%。可以看出无论是铝箔还是正极黑粉均含有大量的杂质,这是因为磷酸铁锂材料比重较轻,与铝箔的比重差异并不明显仅用跳汰机不能很好地将两者分离。故本发明对磷酸铁锂电池正极材料的分离并不明显。
36.实施例5本发明中的处理工艺只是对正负极材料的初步分离,故比较是进与常规酸浸法的浸出液中的含量指标相比。
37.陈亮等研究从废旧锂电池中分离回收镍钴锰,采用h2so4 h2o2为浸出剂对正极活性材料进行浸出,浸出条件为液固比10:1,h2so4浓度2.5mol/l,h2o2加入量2.0ml/g(粉料)、温度85℃、浸出时间120min,得到的浸出液指标如下,进行百分比换算后,即镍钴锰总计72.41%,铝含量10.73%,相应指标均低于本发明的指标数,且有废酸废碱可能带来的环境污染。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。