1.本技术涉及汽车内饰生产设备的领域,尤其是涉及一种用于汽车内饰去毛刺的定位装置。
背景技术:
2.随着人民生活水平的提高,汽车已进入平常百姓家,人们对汽车的要求也越来越高,安全性和美观性已成主题。随着中国汽车产业和汽车市场趋于成熟,内饰设计越来越讲究人性化,如强调车内舒适和方便性,精致细腻的质感需求,进而营造一种高品质的感受,成为赢得客户的重要手段。
3.汽车内饰件通常通过注塑模具制作,在生产过程中,汽车内饰件的边缘以及汽车内饰件上工艺孔的边缘,容易出现毛刺,需要工作人员对毛刺进行剔除。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:由于部分汽车内饰件体积较大,工作人员对汽车内饰件上的毛刺进行剔除时,不易将汽车内饰件稳定夹持,使得汽车内饰件在剔除毛刺过程中容易松动,影响去除毛刺质量。
技术实现要素:
5.为了提高汽车内饰件的去毛刺质量,本技术提供一种用于汽车内饰去毛刺的定位装置。
6.本技术提供的一种用于汽车内饰去毛刺的定位装置采用如下的技术方案:
7.一种用于汽车内饰去毛刺的定位装置,包括工作台,所述工作台的顶壁上固定设置有用于放置汽车饰件的受力架,所述受力架的正上方固定设置有安装架,所述安装架与受力架支架设置有压杆,所述压杆与受力架平行,所述安装架上设置有用于驱使压杆竖直移动的驱动装置。
8.通过采用上述技术方案,工作人员在对汽车饰件修整毛刺时,将汽车饰件放置在受力架上,再启动驱动装置,驱使压杆下降,使压杆压紧在汽车饰件上,并将汽车饰件夹持在压杆与受力架之间,从而将汽车饰件夹持稳定,方便工作人员对汽车饰件进行毛刺修整。
9.可选的,所述驱动装置包括气缸和导向杆,所述气缸固定设置在安装上,所述气缸的活塞杆竖直固定连接在压杆的顶部,所述导向杆竖直固定设置在压杆的顶部,所述导向杆竖直滑动穿设在安装架上。
10.通过采用上述技术方案,工作人员在启动气缸,气缸驱使压杆下降并压稳汽车饰件,并通过导向杆与安装架之间导向作用,从而使压杆升降过程中方向固定,使用便利,压紧汽车饰件效果好。
11.可选的,所述受力架上固定设置有用于与汽车饰件上工艺孔配合使用定位块。
12.通过采用上述技术方案,工作人员将汽车饰件放在受力架上时,使汽车饰件上的工艺孔与受力架上的定位块配合卡接,可以确保每次工作放置汽车饰件时,都能将汽车饰件放在相同位置上,提高汽车饰件定位压紧效率。
13.可选的,所述压杆的底部设置有若干个保护块,所述受力架的顶部固定设置有与保护块一一对应的第一支撑块。所述压杆的底部设置有若干个保护块,所述受力架的顶部固定设置有与保护块一一对应的第一支撑块。
14.通过采用上述技术方案,在压杆下压向汽车饰件时,压杆上的保护块与汽车饰件接触,并通过保护块与位于汽车饰件下方的第一支撑块配合夹紧汽车饰件,对汽车饰件的表面起到保护作用。
15.可选的,所述保护块沿压杆长度方向与压杆滑移连接,所述压杆上设置有用于限制保护壳移动的第一限位件,所述第一支撑块沿压杆长度方向与受力架滑移连接,所述受力架上设置有用于限制第一支撑块滑动的第二限位件。所述保护块沿压杆长度方向与压杆滑移连接,所述压杆上设置有用于限制保护壳移动的第一限位件,所述第一支撑块沿压杆长度方向与受力架滑移连接,所述受力架上设置有用于限制第一支撑块滑动的第二限位件。
16.通过采用上述技术方案,在工作人员对不同型号的汽车饰件进行夹紧工作时,工作人员解开第一限位件和第二限位件,即可移动第一支撑块和保护块,改变第一支撑块与保护块对汽车饰件进行夹持的夹持位置,提高定位装置的适用性。
17.可选的,所述压杆的底壁上沿压杆长度方向开设有第一滑槽,所述第一滑槽内滑移连接有第一滑块,所述第一限位件为第一限位螺栓,所述第一限位螺栓与第一滑块螺纹连接并与第一滑槽的底壁抵接,所述第一滑块上开设有卡槽,所述保护块与卡槽活动卡接。
18.通过采用上述技术方案,工作人员在调节保护块位置时,移动压杆上的第一滑块,在第一滑块移动至合适位置后,使用第一螺栓螺纹连接在第一滑块上,并抵紧在第一滑槽的底壁,即可将第一滑块位置固定,再将保护块卡接在第一滑块上卡槽内,即完成保护块安装,根据汽车饰件具体形状,工作人员可以调整安装的保护块数量,提高装置适用性。
19.可选的,所述受力架的侧壁上沿压杆长度方向开设有第二滑槽,所述第二滑槽内滑移连接有第二滑块,所述第二限位件为第二限位螺栓,所述第二限位螺栓与第二滑块螺纹连接并与第二滑槽的底壁抵接,所述第二滑块的顶壁上竖直开设有插槽,所述第一支撑块上固定设置与插槽适配的插块,所述插槽内设置有用于吸附插块的磁性件。
20.通过采用上述技术方案,工作人员在将第二滑槽中的第二滑块移动至合适位置后,使用第二限位螺栓与第二滑块螺纹连接,并抵接在第二滑槽的底壁上,即可限制第二滑块的移动,再将第一支撑块上的插块插入第二滑块上的滑槽中,利用磁性件吸附插块,从而固定第一支撑块,工作人员根据不同汽车饰件形状,可以选择更换第一支撑块形状,使第一支撑块能够确保贴合汽车饰件,提高装置适用性。
21.可选的,所述工作台的顶壁上设置有若干个第二支撑块,所述第二支撑块用于支撑在汽车饰件的底壁上。
22.通过采用上述技术方案,在工作人员将汽车饰件放置在工作台上时,使工作台上的多个第二支撑块支撑在汽车饰件的下方,有效防止汽车饰件变形,提高汽车饰件在工作台上的放置稳定性。
23.可选的,所述第二支撑块与支撑台螺栓可拆卸连接。
24.通过采用上述技术方案,工作人员在对不同型号的汽车饰件进行去毛刺工作时,可以将第二支撑块从支撑台上拆卸下,更换与汽车饰件形状配合的第二支撑块,提高装置
适用性。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.工作人员在对汽车饰件修整毛刺时,将汽车饰件防止在受力架上,再启动驱动装置,驱使压杆下降,使压杆压紧在汽车饰件上,并将汽车饰件夹持在压杆与受力架之间,从而将汽车饰件夹持稳定,方便工作人员对汽车饰件进行毛刺修整;
27.2.工作人员将汽车饰件放在受力架上时,使汽车饰件上的工艺孔与受力架上的定位块配合卡接,可以确保每次工作放置汽车饰件时,都能将汽车饰件放在相同位置上,提高汽车饰件定位压紧效率;
28.3.在工作人员对不同型号的汽车饰件进行夹紧工作时,工作人员解开第一限位件和第二限位件,即可移动第一支撑块和保护块,改变第一支撑块与保护块对汽车饰件进行夹持的夹持位置,提高定位装置的适用性。
附图说明
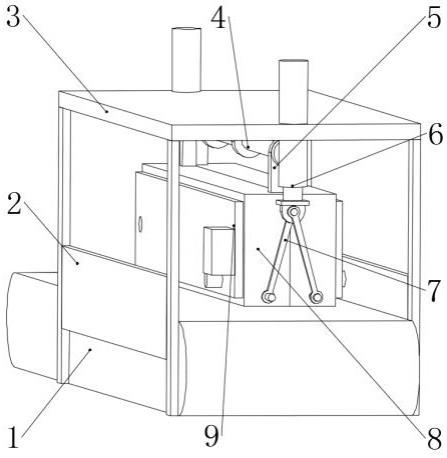
29.图1是本技术实施例汽车饰件安装状态的整体结构示意图。
30.图2是本技术实施例汽车饰件取出的整体结构示意图。
31.图3是本技术实施例保护块和第一支撑块的爆炸结构示意图。
32.图4是图3中a部分的局部放大示意图。
33.附图标记说明:1、工作台;11、第二支撑块;2、受力架;21、定位块;22、第一支撑块;23、第二滑槽;24、第二滑块;241、插槽;25、第二限位螺栓;26、插块;27、磁性件;3、安装架;4、驱动装置;41、气缸;42、导向杆;5、压杆;51、保护块;52、第一滑槽;53、第一滑块;531、卡槽;54、第一限位螺栓。
具体实施方式
34.以下结合附图1
‑
4对本技术作进一步详细说明。
35.本技术实施例公开一种用于汽车内饰去毛刺的定位装置。参照图1、2,包括工作台1,工作台1的顶壁上焊接固定有受力架2,受力架2的正上方沿受力架2长度方向横跨设置有安装架3,安装架3与工作台1为焊接固定。安装架3与受力架2之间还设有压杆5,压杆5与受力架2平行,压杆5沿竖直方向滑移连接在安装架3上,并通过安装架3上的驱动装置4驱使压杆5活动。工作人员将汽车饰件放在受力架2上后,驱使压杆5下降,即可将汽车饰件压紧固定。
36.参照图2,为了驱使压杆5升降,安装架3上设有驱动装置4,本实施例中,驱动装置4包括气缸41和导向杆42。气缸41螺栓固定安装在安装架3的顶部,气缸41的活塞杆向下并竖直螺栓固定连接在压杆5上。为了确保压杆5在竖直方向上升降,导向杆42竖直螺栓固定连接在压杆5的顶部,安装架3上竖直开设有与导向杆42配合的导向孔,导向杆42同轴滑动穿设于导向孔中。
37.在其他实施例中,驱动装置4还可以为齿轮、齿条以及电机,在安装架3上沿竖直方向安装导轨,压杆5滑移安装在导轨上,齿条沿竖直方向螺栓固定安装在安装架3上,将电机螺栓固定安装在压杆5上,使齿轮同轴固定连接在电机的输出轴上,最后使齿轮与齿条啮合,即可使压杆5在竖直方向上运动。
38.参照图1、2,为了在大批量生产作业中将各个汽车饰件快速压紧,在受力杆上还螺栓固定安装有定位块21,定位块21配合汽车饰件上的工艺孔使用,将汽车饰件放置在受力杆上时,使定位块21与汽车饰件上的工艺孔卡接,即可使每块汽车饰件在压紧定位时位于相同位置。
39.参照图2、3,为了使压杆5在压紧汽车饰件时能准确压紧不同型号的汽车饰件,压杆5的底壁上沿压杆5长度方向滑移连接有保护块51,受力架2上沿相同方向滑移连接有第一支撑块22。保护块51与第一支撑块22位置一一对应,本实施例中,保护块51的材质为树脂,在汽车饰件放置在工作台1上时,使汽车饰件朝向汽车内侧的一面朝上。
40.参照图3、4,压杆5的底壁上沿压杆5长度方向设有第一滑槽52,第一滑槽52可采用t形槽,也可以为燕尾槽,第一滑槽52中滑移连接有第一滑块53,第一滑块53的底壁上设有卡槽531,保护壳上一体连接有与卡槽531适配的卡接块。第一滑块53通过第一限位件与压杆5连接固定,本实施例中,第一限位件为第一限位螺栓54,第一滑块53上沿第一滑槽52深度方向开设有第一螺孔,第一限位螺栓54螺纹连接在第一螺孔中,并与第一滑槽52的底壁抵接。通过移动第一滑块53,可以调整保护块51位置,通过拆装保护块51,可以调节压杆5上保护块51数量,可适用于不同形状的汽车饰件的压紧工作。
41.第一支撑块22配合保护块51使用,在受力架2的侧壁上沿压杆5长度方向设有第二滑槽23,第二滑槽23内滑移连接有第二滑块24。第二滑块24远离第二滑槽23底壁的一端伸出第二滑槽23,并且第二滑块24伸出第二滑槽23一端的顶壁上设有插槽241,第一支撑块22上一体成型有插块26,插块26与插槽241为插接配合。插块26与插槽241插接时,第一支撑块22搭接在受力架2的顶壁上,为了提高第一支撑块22的稳定性,插槽241中还安装有磁性件27,磁性件27为磁铁,第一支撑块22采用铁材质,从而利用磁性件27吸附固定第一支撑块22。
42.为了对第二滑块24进行固定,第二滑块24上还设有第二限位件,第二限位件采用第二限位螺栓25。第二滑槽23的截面为t形,第二滑块24与第二滑槽23配合,并滑移连接在第二滑槽23中。第二滑块24上沿第二滑槽23深度方向开设有与第二限位螺栓25适配的第二螺孔,第二限位螺栓25螺纹连接在第二螺孔内,通过第二限位螺栓25抵紧在第二滑槽23的底壁上,从而对第二滑块24限位固定。
43.参照图1、2,汽车饰件体积较大,压杆5只能压紧汽车饰件的边缘,为了防止汽车饰件在自重下弯折变形,工作台1上还间隔错位安装有第二支撑块11。第二支撑块11上带有引脚,引脚上竖直贯穿开设有穿孔,工作台1的顶壁上开设有能与穿孔对应的第三螺孔,通过使用第三限位螺栓,穿过第二支撑块11上穿孔后再与工作台1上第三螺孔螺纹连接,从而将第二支撑块11固定在工作台1上,提高对汽车饰件的支撑保护能力。
44.本技术实施例一种用于汽车内饰去毛刺的定位装置的实施原理为:工作人员在对汽车饰件修整毛刺时,将汽车饰件放置在受力架2上。再启动气缸41,驱使压杆5下降,使压杆5压紧在汽车饰件上,并将汽车饰件夹持在压杆5与受力架2之间,从而将汽车饰件夹持稳定。方便工作人员对汽车饰件进行毛刺修整。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。