1.本实用新型属于卷烟机械技术领域,具体涉及一种烟包切片均匀装置。
背景技术:
2.目前卷烟领域内制丝线切片后烟块均匀性对产品质量影响非常大,尤为突出的是下一道工序松散回潮水分标偏难以达标。切片机将烟包尺寸:(长x宽x高))(1000x680x680)mm,按照卷烟工艺要求切成三刀四块,每块厚度为25
±
5mm,由于切刀在向下切片会产生重力以及切刀自身厚度影响,都会促使烟包产生偏移严重时会出现上宽下窄情况,导致使切后烟块尺寸不规则(25
±
10mm),还得需要手动控制切刀调整烟块厚度过程烟叶造碎严重。
3.烟块大小不一进入松散回潮滚筒松散速度也不一样导致吸收水分也不一致,严重影响产品质量。切片后烟块托板距离下部输送带落差高度为700mm,原有挡板弧度太小,不能够保证烟块在下落过程沿着挡板自然排列,会产生左右偏斜(偏斜量达到100mm)、前倾导致堵料同时也会出现烟块之间断档接续不上(烟块间距达到200mm)导致水分波动特别大,严重影响松散回潮出口水分标偏不合格,同时也影响产品质量。
技术实现要素:
4.本实用新型的目的是提供一种烟包切片均匀装置,以解决现烟包在切片时,因为偏移而导致上宽下窄,进而导致烟叶造碎严重,并且影响松散回潮出口水分不合格,影响产品质量的问题。
5.为实现上述目的,本实用新型是通过以下技术方案实现的:
6.一种烟包切片均匀装置,包括支架、无杆气缸、滑块、压板、挡料板、切刀、第一皮带机、托板、托板气缸、托板转轴、挡板、弧形板、第二皮带机及限位开关;
7.所述无杆气缸固定于支架上,所述滑块安装在无杆气缸工作面上与缸体活塞连接,所述压板与所述滑块连接;
8.所述挡料板设置于第一皮带机前端,且与挡料板气缸连接,所述切刀与传动机构连接设置于第一皮带机前端与挡料板之间的上方;
9.所述托板设置于第一皮带机前端,在所述托板的下方穿入托板转轴,托板气缸与托板的前部下方铰接;
10.所述挡板设置于托板与第二皮带机之间,在所述挡板上设置有弧形板,所述限位开关固定在挡板下部面板内通过弹簧支撑复位。
11.进一步的,所述无杆气缸与所述支架之间通过气缸固定螺栓连接,在所述无杆气缸的两端设置有限位螺杆。
12.进一步的,在无杆气缸端盖上设置有气源孔。
13.进一步的,还包括磁力开关,设置于无杆气缸立面凹槽内。
14.进一步的,挡料板气缸设置于第一皮带前端的斜上方。
15.进一步的,在弧形板的下部设置有调整管,所述调整管与所述弧形板通过螺钉连
接。
16.进一步的,还包括plc控制器,所述plc控制器分别与限位开关、第一皮带动力电机、挡料板气缸、托板气缸、无杆气缸气源控制系统电磁阀及传动机构电信号连接。
17.本实用新型的有益效果是:
18.本技术方案解决了切刀下落过程烟包位移左右偏摆问题,导致烟块切后不均匀。减轻操作工手动干预切片频次,降低劳动强度。同时切后托板下落与弧形板衔接,保证烟块能够顺势滑落在弧形板上保证烟块与烟块之间无缝衔接,减轻操作工对烟块间距过大人工调整,以及烟块下落前倾导致堵料现象,降低劳动强度。切后烟块紧密均匀衔接进入松散回潮滚筒得到有效松散,并能够充分在滚筒内均匀吸收水分温度满足出口水分标偏考核值,降低造碎所带来的烟叶消耗,同时提高产品加工水平以及产品质量。
附图说明
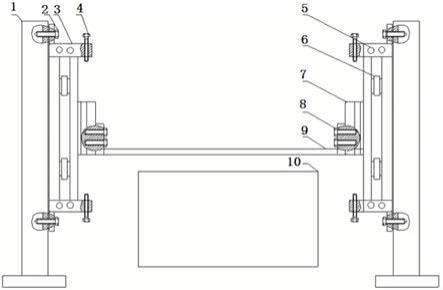
19.图1为本实用新型压板部分结构示意图;
20.图2为烟包切块均匀装置除压板部分外的结构示意图。
21.附图标记说明
22.1、支架,2、气缸固定螺栓,3、无杆气缸,4、限位螺杆,5、气源孔,6、磁力开关,7、滑块,8、压板固定螺栓,9、压板,10、预切烟包,11、挡料板,12、预切烟块,13、切刀,14、第一皮带机,15、托板气缸,16、托板转轴,17、挡板,18、弧形板,19、调整管,20、第二皮带机,21、切后烟块,22、托板,23、限位开关。
具体实施方式
23.以下通过实施例来详细说明本实用新型的技术方案,以下的实施例仅是示例性的,仅能用来解释和说明本实用新型的技术方案,而不能解释为是对本实用新型技术方案的限制。
24.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为是对本实用新型的限制,此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,也可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
26.通过下面具体的实施例并结合附图对本实用新型的技术方案进一步详细描述。
27.如图1和图2所示,本技术提供一种烟包切片均匀装置,包括支架1、无杆气缸3、滑块7、压板9、挡料板11、切刀13、第一皮带机14、托板22、托板气缸15、托板转轴16、挡板17、弧形板18、第二皮带机20及限位开关23。
28.支架1为两个,分别位于第一皮带机14的两侧,同样,无杆气缸3也为两个,每个支
架上均通过气缸固定螺栓2安装一个无杆气缸3。
29.在无杆气缸的两端均安装有限位螺杆4,在无杆气缸的端盖上设置有气源孔5,通过管路与气源连接,在管路上或无杆气缸上设置有无杆气缸控制电磁阀,用于控制无杆气缸的动作,且无杆气缸控制电磁阀与plc控制器电信号连接。
30.在无杆气缸立面凹槽内安装有磁力开关6,通过调整磁力开关的位置,用于调整压板9的压力。
31.每个无杆气缸工作面上均安装有与缸体活塞连接的滑块7,压板9的两端分别通过压板固定螺栓8与每侧的滑块固定连接。预切烟包10位于压板的下方的第一皮带机上。
32.挡料板11设置于第一皮带机前端,用于挡住预切烟包10,挡板料通过设置于第一皮带机前端斜上方的挡料板气缸连接,挡料板气缸的动作用于推出挡料板,用于挤压预切烟包,挡料板气缸收缩,拉动挡料板后撤出足够切后烟块下落的空间。在挡料板11的下部面板内通过弹簧支撑复位的限位开关23,限位开关及用于控制挡料板气缸的电磁阀均与plc控制器电信号连接。
33.切刀13通过传动机构连接,并设置于第一皮带机前端与挡料板之间位置的上方,切刀从预切烟包上方进行切割,传动机构与plc控制器电信号连接。
34.第一皮带机通过第一皮带动力电机驱动,第一皮带动力电机与plc控制器电信号连接。
35.托板22位于第一皮带机前端的挡料板及切刀的下方,在进行切割时,托板的上表面与第一皮带机的上表面平齐,在托板22的下方穿入有托板轴16,托板可以绕托板轴转动,在托板下表面的前部与托板气缸15铰接连接,托板气缸动作用于推动托板与第一皮带机上表面平齐,托板气缸动作拉动托板,托板绕托板轴转动,将切后烟块滑到挡板上,托板气缸与plc控制器电信号连接。
36.在第二皮带机20与托板之间设置有挡板17,在挡板上方设置有弧形板18,在弧形板下方设置螺钉连接的调整管19,弧形板的上端与托板相对应,下端与第二皮带机相对应。第二皮带机的动力电机与plc控制器电信号连接。
37.工作原理
38.第一皮带机14将预切烟包输送至切刀13处触碰挡料板下部限位开关23第一皮带机停止工作,plc将信号传递给无杆气缸气源控制系统电磁阀打开,气源供给无杆气缸腔体内驱动活塞上滑块7带动压板9下移压实烟包,调整无杆气缸凹槽内磁力开关6位置可以改变对烟包压实力,无杆气缸两端限位螺杆4防止气缸滑块超出工作范围,起到安全保护作用。
39.此时切刀通过链传动下落按照预切烟块12位置垂直切入,由于切刀后端压板压实预切烟包,保证切刀进入烟包过程不会位移或者偏斜,确保切后烟块21均匀一致。当烟块切开后传动机构将切刀提起,同时无杆气缸将压板提起到指定位置,完成一次工作指令。烟包需要三次这样工作流程共切成四块。
40.切后烟块21留置在托板22与挡料板11之间,此时程序指令下达挡料板气缸将挡料板拉动指定位置,留有切后烟块下滑空间。接下来托板气缸15拉动托板在托板转轴16作用下切后烟块顺势滑落在弧形板18上,由于弧形板相比原有挡板具有一定弧度,并且增加调整管19刚性支撑,可以根据切后烟块下落角度需求,随时通过调整钢管直径大小改变弧形
板弧度。切后烟块在脱落下滑着陆在弧形板软床上,保证切后烟块与切后烟块之间紧凑衔接滑落入第二皮带机20上。
41.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。