1.本技术涉及烟草制造技术领域,更具体地,涉及一种烘干设备。
背景技术:
2.随着卷烟工业技术水平的提高和卷烟品牌规模的持续提升,对卷烟原料保障提出了更高的要求。打叶复烤是烟叶从农产品转变为卷烟工业原料的必要加工过程,对物料起到烘干作用。提升打叶复烤关键工艺技术与装备水平,保障卷烟工业企业质优量稳的烟叶原料供应需求,成为卷烟品牌规模化持续健康发展的关键。
3.烟片复烤是打叶复烤工艺中的核心技术之一。现有的滚筒式干燥工艺一方面可同时采用筒壁传导传热和热风对流传热同时供热,物料干燥传热方式为传导
‑
对流复合传热;同时,物料在复合传热干燥过程中,存在着物料颗粒在干燥设备内的轴向运动传输和分散混合过程。因此,从工艺过程特点来看,滚筒式干燥在物料均匀分散程度、潮湿热风均匀性、复合传热效率和干燥脱水效率上存在优势。
4.对烟片复烤加工过程而言,干燥热风在滚筒中温湿度状态和风量分布的均匀性会显著影响筒内烟片的干燥均匀性。在滚筒干燥过程中,高温热风吹过物料时,在物料与热风之间发生热质同时对流传递,热风在达到其饱和湿度之前将会持续不断的带走湿物料中的潮湿热风,实现物料的干燥。在干燥过程中,热风温度和风量会极大影响湿物料表面的气化速率和物料内部湿组分的扩散速率。现有的滚筒式烘干设备中的布风方式通常为在滚筒一端经由布风器直接通入热风,热风经布风器上小孔直接进入筒体内部,与物料并流或逆流流动,这种布风方式导致热风在滚筒内分布随机性过大,热风与物料接触不均匀并且不够充分,传质过程受严重影响,干燥质量的均匀性、稳定性和感官品质都较差。
技术实现要素:
5.本技术提供一种烘干设备,中心风筒在360
°
范围内提供径向热风,使下落物料充分分散,同时降低物料下落速度,使热风与物料充分接触,有利于提高物料干燥质量的均匀性、稳定性和感官品质、提升出口物料的水分均匀性和降低叶片造碎。
6.本技术提供了一种烘干设备,包括进料部、热风系统和烘干部;烘干部包括筒体和设置在筒体内的中心风筒,中心风筒沿筒体的轴向延伸,并且筒体与中心风筒共轴,中心风筒的管壁上设有多个径向的喷吹部;进料部包括输送带和固定在输送带的第一端部的端面,筒体和中心风筒转动设置在输送带的第二端部;端面上设有进料口和第一进风口,进料口设置在输送带的上方,第一进风口与中心风筒连通;热风系统包括第一热风子系统,第一热风子系统包括第一热风加热器和第一热风风管,第一热风风管的第一端与第一热风加热器连接,第一热风风管的第二端与第一进风口连接。
7.优选地,烘干设备还包括出料部和排潮系统;出料部与烘干部连接,出料部包括排气口;排潮系统包括排潮罩和排潮风道,排潮罩与排潮风道连接,排潮罩的第一进气口与出料部的排气口连接;排潮罩内转动设有滤网,第一进气口的进气方向与滤网的径向一致。
8.优选地,第一热风风管上设有辅热风管,辅热风管与排潮罩的第二进气口连接。
9.优选地,热风系统还包括第二热风子系统,第二热风子系统包括第二热风加热器和第二热风风管,第二热风风管的第一端与第二热风加热器连接,第二热风风管的第二端与端面的第二进风口连接,第二进风口与筒体连通。
10.优选地,端面上设有与第二进风口连通的第二出风口,第二出风口设置在进料口的上方,第二出风口与筒体连通。
11.优选地,端面包括外侧板与内侧板围成的进风腔;第一进风口和第二进风口设置在外侧板上,第二进风口与进风腔连通;第二出风口设置在内侧板上,第二出风口与进风腔连通。
12.优选地,内侧板上还设有第三出风口,第三出风口设置在进料口的下方,第三出风口与筒体连通。
13.优选地,第一进风口通过进风管道与中心风筒连接,进风管道穿过进风腔,进风管道的端部形成第一出风口。
14.优选地,烘干设备还包括分别用于第一出风口、第二出风口和第三出风口的挡板。
15.优选地,烘干设备还包括分别用于第一出风口、第二出风口和第三出风口的风量调节装置。
16.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
17.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
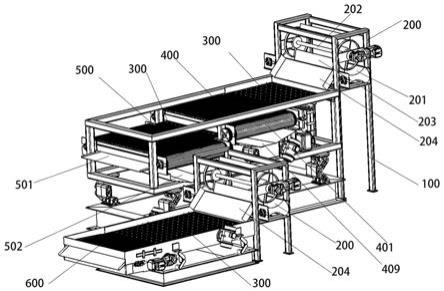
18.图1为本技术提供的烘干设备的结构图;
19.图2为本技术提供的烘干设备的结构图,其中至少筒体被去除;
20.图3是本技术提供的热风系统和排潮系统的主要结构图;
21.图4
‑
7分别是本技术提供的端面的一个实施例的主视图、左视图、俯视图以及立体图;
22.图8是本技术提供的排潮系统和出料罩的结构图;
23.图9是本技术提供的排潮罩的结构图;
24.图10是本技术提供的中心风筒的一个实施例的结构图;
25.图11是图10的一个优选实施例的结构图;
26.图12和图13是本技术提供的中心风筒的另一个实施例的结构图;
27.图14是本技术提供的筒体的一个实施例的结构图;
28.图15是本技术提供的筒体的另一个实施例的结构图;
29.图16是本技术提供的筒体的再一个实施例的结构图;
30.图17是本技术提供的具有加热管的弯折型抄板的结构图;
31.图18是本技术提供的筒体的又一个实施例的结构图。
具体实施方式
32.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
33.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
34.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
35.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
36.本技术提供了一种烘干设备。如图1
‑
2所示,烘干设备包括进料部100、热风系统300、烘干部200、排潮系统400、出料部500及机架600。物料经进料部100进入烘干部200,经烘干的物料通过出料部500输出至下一工序。热风系统300将产生的热风经进料部100送入烘干部200,热风与物料接触,将物料中的潮湿热风吹出,对物料进行烘干,潮湿热风(即排潮废气)经排潮系统400排出烘干设备。
37.机架600用于支撑烘干部200,其上装有驱动烘干部200的减速机、烘干部200的升降机构(用于烘干设备停机时顶起)和烘干部200的倾角调节装置。作为一个实施例,机架由矩形钢管及钢板对焊成型。如图1和2所示,烘干部200的进料端(即靠近进料部100的端部)高于烘干部200的出料端(即靠近出料部500的端部),方便物料的输出。
38.进料部100包括水平的输送带和固定在输送带的第一端部的端面110,输送带的第二端部为烘干部200,端面110垂直于输送带设置,端面110用于与上一工序的出料部和热风系统300连接,端面110上设有进料口和至少一个进风口。进料口设置在输送带的上方,用于将物料(如烟片)输送至输送带上,进而输送至烘干部200。进风口将热风系统的热风输入进料部100,进而输送至烘干部200。进料部100还包括包裹输送带的进料罩,使进料部形成封闭空间,防止热风泄露到外界。烘干部和热风系统的具体结构请参见如下说明。
39.烘干部200包括筒体210和设置在筒体内的中心风筒220,中心风筒220沿筒体210的轴向延伸,并且筒体210与中心风筒220共轴。中心风筒220上沿圆周方向设有多个径向的喷吹部,热风从喷吹部喷出后对物料进行干燥。
40.出料部500包括输送带和包裹输送带的出料罩510,出料罩510的顶部设有排气口。烘干部200的出料口输出的物料经重力作用下落至出料部500的输送带上,再由输送带振动输出。
41.如图8所示,排潮系统400包括依次连接的排潮罩410、排潮风门420、排潮风机430和排潮风道440。排潮罩410包括第一进气口、第二进气口和排气口,排潮罩410的第一进气口与出料罩510的排气口连接,第二进气口与辅热风管340连接,请参见图3。烘干部内热风与物料接触,将物料中的潮湿热风吹出,潮湿热风经排潮系统排出。辅热风管输送一部分热风与高湿度的排潮废气混合,提升排潮废气的温度,防止冷凝水的产生。
42.优选地,如图9所示,排潮罩内转动设有滤网450,排潮罩的第一进气口的进气方向与滤网450的径向一致,排潮气体经第一进气口进入排潮罩后,经转动的滤网后从排潮风道排出,转动的滤网阻止潮湿热风中夹杂的细碎烟片随排潮气体排出。优选地,滤网内间歇性
地通入压缩空气,防止细碎烟片堵塞滤网。
43.相较于现有的滚筒式烘干设备,转动的中心风筒沿径向喷吹出的热风使下落物料充分分散,同时降低物料下落速度,使热风与物料充分接触,有利于提高物料干燥质量的均匀性、稳定性和感官品质、提升出口物料的水分均匀性和降低叶片造碎。
44.在上述基础上,优选地,如图4
‑
7所示,端面110包括外侧板与内侧板围成的进风腔1101,内侧板的尺寸小于外侧板的尺寸。进风腔1101与第二进风口1107连通,外侧板上设有进风部1102和第一进料口,第一进料口设置在进风部1102的下方。进风部1102为空腔,进风部1102的第一端面上设有第二进风口1107,第二端面上设有第一进风口1103,第一端面和第二端面垂直。进风管道1108自第一进风口1103依次穿过进风部1102和进风腔1101并自内侧板向烘干部200延伸,进风管道1108的端部形成第一出风口1105,亦即筒体210的进料端的第一进风口。内侧板上设有第二进料口1109以及分别设置在第二进料口1109上侧和下侧的第二出风口1104和第三出风口1106,第二出风口1104和第三出风口1106与进风腔1101连通,并且进风管道1108自第二出风口1104伸出后向下延伸至中心风筒。第一进料口和第二进料口的位置相对,形成水平的进料通道,作为端面的进料口。热风经第二出风口1104进入筒体,形成筒体的进料端的第二进风口。热风经第三出风口1106进入筒体,形成筒体的进料端的第三进风口。
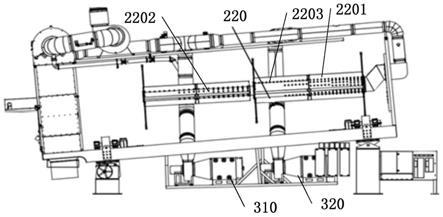
45.在该优选实施例中,热风系统如图3所示,热风系统包括第一热风子系统和第二热风子系统,第一热风子系统包括第一热风加热器350和第一热风风管320,第一热风风管320的第一端与第一热风加热器350连接,第一热风风管320的第二端与第一进风口1103连接。作为一个实施例,中心风筒220的进风端与进风管道1108通过轴承等硬连接方式实现转动连接,使得筒体和中心风筒同轴和同步转动。作为另一个实施例,通过软连接实现中心风筒220相对于进风管道1108的转动,使得筒体和中心风筒同轴和同步转动。作为再一个实施例,中心风筒220的进风端与进风管道1108固定连接。第二热风子系统包括第二热风加热器310和第二热风风管330,第二热风风管330的第二端与第二热风加热器310连接,第二热风风管330的第二端与第二进风口1107连接。
46.作为一个实施例,第一热风加热器350产生的热风经第一进风口1103、第一出风口1105进入中心风筒,这部分热风经径向的喷吹部沿筒体的径向吹入筒体。第二热风加热器310产生的热风经第二进风口1107、第二出风口1104和第三出风口1106以及进料罩封闭的空间进入筒体与中心风筒形成的环形空间内,这部分热风沿筒体的轴向从进料口1109的上方和下方吹入。该实施例中,热风从物料的上方、下方和筒体的中心处分别进入筒体,使得物料与热风的接触面积大大增加,提高了干燥效率和干燥均匀性。
47.可以理解地,第一热风子系统和第二热风子系统可以提供不同温度的热风,使得物料的干燥更有效率。
48.可以理解地,烘干设备还包括分别用于第一出风口、第二出风口和第三出风口的挡板,可以根据需要将第一出风口、第二出风口和第三出风口中的一者或两者闭合。
49.可以根据脱水量、除湿量选择单一或组合的进风方式。作为一个实例,单一的中心风筒进风方式中,热风经第一出风口沿筒体径向进行对流干燥,热风与物料能够充分混合,提升干燥效率,适合常规水分的物料。作为另一个实例,当来料含水量较高时,由于中心风筒的风阻较大,无法满足对流干燥需求,下进风方式就可同时开启,增加系统热风风量。
50.仍然可以理解地,烘干设备也可以设置调整出风量的用于第一出风口、第二出风口和第三出风口的风量调节装置,例如可以相对移动的第一孔板和第二孔板。不同状态下,第一孔板上的孔与第二孔板上的孔的重合度不同。
51.由于中心风筒中热风的风速自进料端至出料端逐步衰减,因此,相较于进料端,出料端的热风的干燥效果较差。为了解决该技术问题,本技术提供了如下中心风筒的实施例。
52.作为一个实施例,中心风筒220的本体为圆柱管,自进料端至出料端,中心风筒的开孔率逐渐增加,以弥补风速的衰减。
53.作为另一个实施例,中心风筒220包括至少两个风筒段,靠近筒体的进料端的风筒段的直径大于靠近筒体的出料端的风筒段的直径,每个风筒段上的孔径大小一致,开孔数量一致,开孔率优选为20~40%。该实施例避免中心风筒在出料端处过度衰减带来的干燥效果不佳问题,中心风筒喷出的热风分布更加均匀,整个筒体内各段的热风温度、风量保持稳定,提高了干燥效率,有效避免了筒内物料干燥不均匀的现象,干燥效果获得极大提升。
54.作为一个实例,如图2和3所示,中心风筒220包括第一风筒2201和第二风筒2202,第一风筒2201的直径大于第二风筒2202的直径。
55.在该实例中,作为一个实施例,第一风筒2201和第二风筒2202的端部通过法兰连接并且二者相互连通,第一风筒和第二风筒拼接后形成整个中心风筒。
56.在该实例中,作为一个优选的实施例,第二风筒2202部分套装在第一风筒2201内。具体地,第二风筒2202的第一端(即靠近进料部的一端)的一部分插入第一风筒2201,第一风筒2201的第一端和第二风筒2202的第一端可拆卸连接,第二风筒2202的第二端较第一风筒2201的第二端更接近出料罩,第二风筒2202上插入第一风筒的部分没有喷吹部。第一风筒2201的内壁与第二风筒2202的外壁上设有多个辐射状的支撑杆,用于支撑两段风筒,第一风筒2201和第二风筒2202形成的中心风筒作为一个整体进行转动。
57.在两个风筒套装的实施例中,作为一个实例,第一进风口1103与第一出风口1105之间设有第一进风管道和第二进风管道,第二进风管道的直径小于第一进风管道的直径,第二进风管道插入第一进风管道中。第一进风管道的出风口与第一风筒2201连接,,使二者连通。第二进风管道的出风口形成筒体的第四进风口,该第四进风口与筒体的第一进风口同心并与第二风筒2202连接,使二者连通。在该优选实施例中,第二热风风管的第二端与第一进风管道连接。第二热风加热器产生的热风经第一进风管道进入第一风筒与第二风筒之间的空间,这部分热风沿筒体的径向吹入筒体内靠近进料部的部分。同时,热风系统还包括第三热风子系统,第三热风子系统包括第三热风加热器和第三热风风管,第三热风风管的第一端与第三热风加热器连接,第三热风风管的第二端与第二进风管道连接。第三热风加热器产生的热风经第二进风管道进入第二风筒,这部分热风沿筒体的径向吹入筒体内靠近出料部的部分。
58.优选地,第三热风子系统和第二热风子系统内的热风的温度是不同的,筒体的进料端和出料端采用不同温度的热风对物料进行干燥,使得物料的干燥更有效率。
59.在两个风筒套装的实施例中,作为另一个实例,第一热风加热器350产生的热风经第一进风口1103、第一出风口1105进入第二风筒2202,这部分热风经第二风筒2202从径向吹入靠近出料罩的筒体部分。第二热风加热器310产生的热风经第二进风口1107、第二出风口1104和第三出风口1106以及进料罩封闭的空间进入第一风筒2201与第二风筒2202之间
的环形空间内,这部分热风从径向吹入靠近进料罩的筒体部分。
60.第一风筒和第二风筒可同时喷吹热风,也可分别喷吹。根据干燥原理,湿物料刚进入筒体时,含湿量较大,此时采用较高温度的热风对物料进行干燥,快速使其表水蒸发,因此第一风筒采用较高温度的热风进行喷吹,表水蒸发后,物料温度开始提升,为在低温下获得较好的物料质量,改用低温热风对物料进行干燥,因此第二风筒采用较低温度的热风进行喷吹。
61.作为一个实施例,上述的辅热风管可以是第一进风管道、第二进风管道或第三进风管道的支管。
62.对于中心风筒上的喷吹部,作为一个实施例,喷吹部2203为圆柱状的喷吹管。
63.但是,管状的喷吹部使得筒体内不设置喷吹部的位置无法提供热风,热风在筒体内的分布不均匀,因此,优选地,作为一个实施例,如图12和13所示,喷吹部2203为横截面呈矩形的喷吹管,两块平行板之间形成喷吹狭缝,并且喷吹部2203上设有多个用于调节狭缝宽度的调节机构(图12中未示出),以调节喷吹部的出风量。作为一个实施例,调节机构为螺钉螺母组件。在该实施例中,中心风筒不转动,方便利用调节机构2206调节狭缝的宽度。在此基础上,由于重力的存在,抄料过程中物料落入筒体的下部,因此,优选地,中心风筒内设有轴向的隔板,隔板将中心风筒的腔体分成上腔体和下腔体。如图13所示,隔板将中心风筒分隔成了相同大小的上腔体和下墙体。优选地,下腔体的体积大于上腔体的体积,使得中心风筒的下部输出更强的热风,使得能源得到有效利用。
64.优选地,作为另一个实施例,如图10所示,中心风筒上的喷吹部2204为沿中心风筒轴向延伸的条形孔,该条形孔呈梯形状,小开口端靠近筒体的进料端,大开口端靠近筒体的出料端,以调整热风的开度,弥补风速衰减。在该基础上,如图11所示,中心风筒的外圆周面上沿轴向均匀设有多个挡板2205,这些挡板2205也可以渐进式地设置,挡板用于调整出风量的大小。
65.对于筒体210,可以采用如下多个实施例的结构。如下实施例的筒体均可以与上述的中心风筒的任一个实施例配合,达到烘干物料的目的。
66.作为一个实施例,筒体上沿周向均布多个抄板,抄板沿筒体的轴向延伸,用于在筒体转动过程中辅助物料进行抄料运动,物料在抄板作用下进行抛洒,进而与热风接触,实现干燥。在该实施例中,中心风筒的优选方案为:在每两个抄板之间的空间对应的中心风筒位置设置一列喷吹部,如图12所示,每一列喷吹部针对性地向对应抄板间隔内的物料提供热风,可使筒内物料干燥更加均匀。
67.图14示出了抄板的一种实施例,其采用了直板抄板2101。对于烟片等较大颗粒物料的应用场景,考虑物料在筒体中的运动传输性质,为减小物料在抄料运动过程中的抛洒角和洒尽角,降低抛洒运动的落差,因此,优选地,抄板为折弯型抄板2102,请参见图15和17所示。折弯型抄板的端部相对于其本体具有一定的折弯角度,有效降低物料在筒体内的抛洒运动落差。
68.优选地,筒体210的内壁上均匀设有多个加热管,如图16所示,加热管2104沿着筒体的轴向延伸。在该优选实施例中,烘干设备还包括蒸汽加热系统,蒸汽加热系统将产生的蒸汽输送至筒体上的加热管中,加热管放热,加热筒体内的空气,对物料起到烘干的作用,蒸汽冷凝后形成的冷凝水经排水管路排出。筒体内壁上的加热管对筒体内的热风起到保温
作用,可以提高物料的干燥速度。
69.在此基础上,优选地,直板抄板和折弯型抄板上也均布设有多个加热管。以图17所示的折弯型抄板2102为例,加热管2103沿着折弯型抄板2102的长度方向延伸。
70.该优选实施例中,烘干设备的原理如下:筒体的内壁和抄料板在蒸汽的作用下升至指定温度,物料经输送带送入烘干设备内,筒体在旋转过程中抄料板不断翻炒物料,物料不断与筒体的内壁接触进行传导干燥,同时,从中心风筒吹出的热风与筒内的物料充分接触进行对流干燥,干燥后的潮湿热风在出料端的排潮风机作用下排出筒体,排潮管道中设有排潮风门,通过出口水分仪反馈的数据进行相应的调控,控制程序通过改变排潮量、热风温度对片烟出口水分进行调节,从而实现对出口水分的控制。
71.作为另一个实施例,如图18所示,筒体210的内壁设计为波浪形结构,物料在干燥过程中起伏抛洒,更易于快速脱水烘透。
72.本技术的有益效果如下:
73.1、本技术中,中心风筒在360
°
范围内提供径向热风,使下落物料充分分散,同时降低物料下落速度,使热风与物料充分接触,有利于提高物料干燥质量的均匀性、稳定性和感官品质、提升出口物料的水分均匀性和降低叶片造碎
74.2、本技术中,热风从物料的上方、下方和筒体的中心处分别进入筒体,使得物料与热风的接触面积大大增加,提高了干燥效率和干燥均匀性。
75.3、本技术中辅热风管输送一部分热风与高湿度的排潮废气混合,提升排潮废气温度,防止冷凝水的产生。
76.虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。