1.本发明涉及眼镜加工领域,尤其涉及到一种眼镜铰链自动安装设备。
背景技术:
2.目前,镜框在注塑成型后,需要对镜框进一步加工,如镜框安装铰链、眼镜脚等。现有镜框精准安装铰链时,需要先对镜框铰链安装位置进行铣槽加工,然后通过铰链预热后装入镜框相应槽口内,槽口受热熔融后与铰链固定。上述工序需要使用不同设备分步加工,并需要通过搬运输送,严重影响加工的效率。
3.因此,我们有必要对这样一种结构进行改善,以克服上述缺陷。
技术实现要素:
4.本发明的目的是提供一种眼镜铰链自动安装设备。实现自动快捷地将铰链装配于镜框,并确保铰链装配精度。
5.本发明的上述技术目的是通过以下技术方案实现的:一种眼镜铰链自动安装设备,包括机架,所述机架设置有
6.镜框自动送料装置,包括送料架、设置于所述送料架并保持镜框堆叠排列的定位机构、用于将镜框逐个推出的送料机构;
7.镜框自动接料夹持工作台,包括接收镜框自动送料装置输送镜框的放置台、用于定位并夹持镜框的夹持定位机构;
8.铰链输送装置,包括输送架、设置于所述输送架并供铰链输送的输送槽、用于方便输送槽最前端铰链移动后被抓取的移动组件、用于驱动输送槽内的铰链移动的振动电机;
9.眼镜用铰链抓取安装装置,包括架体、设置于所述架体并用于抓取并加热铰链的抓取机构、用于驱动抓取机构水平移动的第一横移组件,抓取机构设置为两组且均与第一横移组件连接。
10.本发明的进一步设置为:所述定位机构包括呈竖直设置的挡板、呈竖直设置的定位导杆、设置于所述送料架并调节定位导杆与挡板之间间隙的定位组件,所述定位组件包括固定于所述送料架的连接架、设置于所述连接架的滑套、固定连接于所述定位导杆并穿设于所述滑套的滑杆,所述滑杆呈水平设置且长度方向垂直于所述挡板,所述挡板下端面与送料架之间留有供一个镜框滑出的空隙,所述定位导杆于挡板之间留有空隙并供镜框的鼻梁架位置卡入。
11.本发明的进一步设置为:所述送料机构包括固定连接于所述送料架的送料气缸、设置于所述送料气缸输出端并推动最下方镜框移动的送料推板,所述送料推板能够抵接于位于最下方镜框的侧壁,所述送料气缸输出轴呈水平且垂直于所述挡板设置。
12.本发明的进一步设置为:所述夹持定位机构包括设置于所述放置台并限定镜框进入放置台位置的靠山组件、两组对称设置于所述放置台并能够抵接镜框侧壁的限位组件、设置于所述放置台并能够抵接镜框上表面并夹持镜框的夹紧组件;所述靠山组件包括设置
于所述放置台侧壁且输出轴承朝上设置的靠山气缸、设置于所述靠山气缸输出轴并供镜框抵接的靠山块,所述靠山块位于放置台远离镜框进入端;所述限位组件包括固定连接于所述放置台且输出轴承朝上设置的第一夹爪气缸、两个呈对称设置于所述第一夹爪气缸输出端并能够分别抵接于镜框两对称侧壁的定位夹板,所述第一夹爪气缸驱动两个定位夹板相向移动后夹持镜框并定位镜框中心位置;
13.所述夹紧组件包括固定连接于所述放置台且输出轴呈竖直向上设置的夹紧气缸、设置于所述夹紧气缸输出轴并能够抵接镜框上端面的夹紧块,所述夹紧块开设有方便对镜框表面加工的开口。
14.本发明的进一步设置为:所述镜框自动接料夹持工作台还包括用于调节镜框及放置台角度的二轴调节组件、用于驱动放置台水平移动的平移组件;所述二轴调节组件包括与所述放置台转动连接的第一转动架、设置于所述第一转动架并驱动所述放置台相对第一转动架转动的第一转动电机、与第一转动架转动连接的第二转动架、设置于第二转动架并驱动第一转动架转动的第二转动电机,所述第一转动架、放置台的转动轴向呈水平且呈相互垂直设置;所述平移组件包括平移架、转动连接于所述平移架并驱动所述第二转动架平移的平移丝杠、设置于所述平移架并驱动平移丝杠转动的平移电机、设置于所述第二转动架并与平移丝杠螺纹连接的平移丝杠螺母,所述平移丝杠长度方向呈垂直于所述靠山块与镜框的接触面。
15.本发明的进一步设置为:所述移动组件包括固定连接于所述输送架的安装架、设置于所述安装架的横移气缸、设置于所述横移气缸输出端的纵移气缸、设置于所述纵移气缸输出端并用于接收输送槽输送铰链的接料块,所述接料块开设有与所述输送槽相对应的接料槽,所述接料块能够贴合于输送架端面并供铰链移动至接料槽。
16.本发明的进一步设置为:所述接料块设置有防止接料块移动防止铰链掉落的防掉结构,所述防掉结构包括固定于接料块的接料气缸、设置于所述接料气缸输出端的固定块,所述接料气缸位于所述接料槽正下方且输出轴承竖直向上设置,所述固定块能够抵接于铰链下端面,所述接料块下端开设有供所述固定块活动并与接料槽连通的容纳腔。
17.本发明的进一步设置为:所述抓取机构包括用于夹取铰链的夹取组件、用于驱动所述夹取组件升降的升降组件、用于加热铰链的高频加热器;
18.所述夹取组件包括与升降组件连接的抓取架、转动连接于所述抓取架的第二夹爪气缸、两个设置于所述第二夹爪气缸输出端且呈相对设置的夹取座、两个分别设置于对应夹取座的夹头、设置于所述抓取架并驱动第二夹爪气缸水平旋转的旋转电机,所述夹头与高频加热器电连接,所述第二夹爪气缸输出端呈向下设置;所述升降组件包括连接于所述第一横移组件的升降架、转动连接于所述升降架且呈竖直设置的升降丝杠、设置于所述升降架并驱动升降丝杠转动的升降电机,所述抓取架与升降丝杠螺纹连接并供升降丝杠驱动升降。
19.本发明的进一步设置为:所述架体设置有用于对镜框进行铣加工的加工机构,所述加工机构包括操作台、设置于所述架体并驱动操作台升降的高度调节组件、设置于所述操作台且输出轴呈竖直向下设置的操作电机、设置于操作电机输出端的铣刀、设置于所述操作台用于判断镜框铣加工位置的工业相机、用于判断镜框铣加工位置高度的距离传感器。
20.本发明的进一步设置为:所述镜框自动送料装置、镜框自动接料夹持工作台、铰链输送装置均设置为两组,两组所述镜框自动送料装置与镜框自动接料夹持工作台呈一一对应,所述抓取机构设置为两组且分别用于抓取两组铰链输送装置所输送的铰链,两组抓取机构均与第一横移组件连接。
21.综上所述,本发明具有以下有益效果:在本技术工作时,通过定位机构实现保持待加工的镜框呈竖直状态堆叠,并通过送料机构实现逐个输送镜框;然后通过镜框自动接料夹持工作台实现接收并固定镜框,从而方便对镜框铰链安装位置进行铣槽加工;并且同时通过铰链输送装置的输送槽输送铰链,然后通过铰链抓取安装装置的抓取机构抓取铰链并加热铰链,之后通过第一横移组件驱动铰链移动至镜框供铰链安装的槽位置,通过抓取机构将铰链装配于镜框,从而实现铰链自动装配工作;并且通过镜框自动送料装置、镜框自动接料夹持工作台、铰链输送装置均设置为两组,达到方便在一个镜框加工时,另一个镜框自动接料夹持工作台供镜框放置,并且由于镜框两个铰链存在一定差异并呈镜像设置,通过两个铰链输送装置分别输送相应的铰链,并通过两个抓取机构实现分别抓取对应铰链进行装配,上述方式有效提高的铰链自动装配的效率,提升生产效率,节约中间过程的时间。
22.镜框进行自动装配铰链时,通过送料气缸驱动送料推板推动位于最下方的镜框移动至放置台,并且镜框抵接于靠山块,然后通过第一夹爪气缸驱动两个定位夹板定位镜框中心位置,通过夹紧气缸驱动夹紧块下移并夹持固定镜框,然后通过平移组件的平移电机驱动放置台至操作台工作位置,并通过操作台的铣刀对镜框铣槽加工,并且另一组镜框自动接料夹持工作台的放置台移动并供镜框安装;因此同时,两组铰链输送装置分别输送镜框的两个铰链,输送槽输送铰链并通过移动组件将最前端的铰链移开相应位置后,通过抓取机构抓取铰链;当镜框铣槽加工完成后,平移组件的平移电机驱动放置台背离送料架方向继续移动一定距离后,通过眼镜用铰链抓取安装装置的第一横移组件驱动抓取架移动至镜框位置,并将加热后的铰链安装于镜框相应位置,镜框受热熔融,并待铰链冷却后实现有效固定;当铰链安装完成后,通过二轴调节组件驱动放置台偏转,从而方便加工完成后的铰链脱离,实现脱料。
附图说明
23.图1是本发明的结构示意图一;图2是本发明的结构示意图二;
24.图3是本发明中镜框自动送料装置的示意图;图4是本发明中镜框自动送料装置的剖视图;图5是本发明中镜框自动接料夹持工作台的示意图;
25.图6是图5的a部放大视图;图7是本发明中夹持定位机构、二轴调节组件的示意图;图8是本发明的加工机构的示意图;图9是本发明中眼镜用铰链输送装置的示意图一;图10是本发明中眼镜用铰链输送装置的示意图二;图11是本发明中眼镜用铰链输送装置的剖视图;图12是本发明中眼镜用铰链抓取安装装置的示意图;图13是本发明中夹取组件的示意图;图14是图13的b部放大视图。
具体实施方式
26.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图示与具体实施例,进一步阐述本发明。
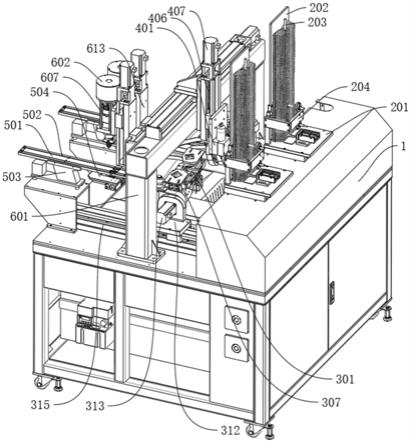
27.如图1所示,本发明提出的一种眼镜铰链自动安装设备,包括机架1,所述机架1设置有镜框自动送料装置,包括送料架201、设置于所述送料架201并保持镜框堆叠排列的定位机构、用于将镜框逐个推出的送料机构;镜框自动接料夹持工作台,包括接收镜框自动送料装置输送镜框的放置台301、用于定位并夹持镜框的夹持定位机构;铰链输送装置,包括输送架501、设置于所述输送架501并供铰链输送的输送槽502、用于方便输送槽502最前端铰链移动后被抓取的移动组件、用于驱动输送槽502内的铰链移动的振动电机503,输送槽502可以呈t形设置,输送架501及输送槽502均呈水平设置;眼镜用铰链抓取安装装置,包括与机架1连接的架体601、设置于所述架体601并用于抓取并加热铰链的抓取机构、用于驱动抓取机构水平移动的第一横移组件,抓取机构设置为两组且均与第一横移组件连接。并且本实施例中,镜框自动送料装置、镜框自动接料夹持工作台、铰链输送装置均设置为两组,两组所述镜框自动送料装置与镜框自动接料夹持工作台呈一一对应,所述抓取机构设置为两组且分别用于抓取两组铰链输送装置所输送的铰链,两组抓取机构均与第一横移组件连接。
28.在本技术工作时,通过定位机构实现保持待加工的镜框呈竖直状态堆叠,并通过送料机构实现逐个输送镜框;然后通过镜框自动接料夹持工作台实现接收并固定镜框,从而方便对镜框铰链安装位置进行铣槽加工;并且同时通过铰链输送装置的输送槽502输送铰链,然后通过铰链抓取安装装置的抓取机构抓取铰链并加热铰链,之后通过第一横移组件驱动铰链移动至镜框供铰链安装的槽位置,通过抓取机构将铰链装配于镜框,从而实现铰链自动装配工作;并且通过镜框自动送料装置、镜框自动接料夹持工作台、铰链输送装置均设置为两组,达到方便在一个镜框加工时,另一个镜框自动接料夹持工作台供镜框放置,并且由于镜框两个铰链存在一定差异并呈镜像设置,通过两个铰链输送装置分别输送相应的铰链,并通过两个抓取机构实现分别抓取对应铰链进行装配,上述方式有效提高的铰链自动装配的效率,提升生产效率,节约中间过程的时间。
29.其中镜框自动送料装置的定位机构包括呈竖直设置的挡板202、呈竖直设置的定位导杆203、设置于所述送料架201并调节定位导杆203与挡板202之间间隙的定位组件。挡板202下端面与送料架201之间留有供一个镜框滑出的空隙,所述定位导杆203与挡板202之间留有空隙并供镜框的鼻梁架外置卡入。使用时,通过挡板202与定位导杆203方便定位镜框位置,并确保镜框呈竖直排列并避免镜框脱落,另外通过空隙方便供位于最下方的镜框排出。
30.定位组件包括固定于所述送料架201的连接架204、设置于所述连接架204的滑套205、固定连接于所述定位导杆203并穿设于所述滑套205的滑杆206,所述滑杆206呈水平设置且长度方向垂直于所述挡板202,连接架204螺纹连接有用于定位导杆203相对于挡板202之间位置的调节螺杆207,所述调节螺杆207呈水平设置且端部与所述定位导杆203转动连接。并且本实施例中,滑套205、滑杆206均设置为两个,且两个滑套205呈竖直排列。使用时通过滑杆206相对于滑套205滑移实现调节定位导杆203相对于挡板202之间的距离,方便供不同规格的镜框卡入,并方便实现叠放镜框,另外通过调节螺杆207控制定位导杆203的位置,避免定位导杆203误碰而产生位移。
31.镜框自动送料装置的送料机构包括固定连接于所述送料架201的送料气缸208、设置于所述送料气缸208输出端并推动最下方镜框移动的送料推板210,送料推板210贴合于
送料架201表面并能够抵接于位于最下方镜框的侧壁,所述送料气缸208输出轴呈水平且垂直于所述挡板202设置。当需要将镜框输出时,通过送料气缸208驱动送料推板210朝向挡板202方向移动,使挡板202抵接位于最下方的镜框并带动该镜框同步移动,实现镜框排出送料架201并驱动镜框脱离送料件并供镜框自动接料夹持工作台接收,实现自动逐个输送镜框的作用,同时达到体积小,结构简单的功能。
32.为方便供不同规格高度的镜框输送,挡板202沿竖直方向滑动连接于所述送料架201,所述挡板202设置有限定所述挡板202下端面与送料架201之间空隙宽度的限位块211,所述限位块211抵接于所述送料架201上端面并限制挡板202下移。限位块211螺栓连接于所述挡板202。通过限位块211抵接于送料架201上端面,进而限制挡板202相对于送料架201下移位置,并确定挡板202下端面与送料架201表面之间的空隙的高度,以便于供不同高度的镜框排出。
33.镜框自动接料夹持工作台还设置有用于调节镜框及放置台301角度的二轴调节组件、用于驱动放置台301水平移动的平移组件。通过平移组件驱动放置台301平移,方便搬运镜框至不同的加工工位,通过二轴调节组件实现镜框不同的加工角度。
34.镜框自动接料夹持工作台的夹持定位机构包括设置于所述放置台301并限定镜框进入放置台301位置的靠山组件、设置于所述放置台301并能够抵接镜框侧壁的限位组件、两组对称设置于所述放置台301并能够抵接镜框上表面并夹持镜框的夹紧组件,夹紧组件设置为两组且呈对称设置于放置台301两侧位置。靠山组件包括设置于所述放置台301侧壁且输出轴承朝上设置的靠山气缸302、设置于所述靠山气缸302输出轴并供镜框抵接的靠山块303,所述靠山块303位于放置台301远离送料架201的一侧侧壁,所述靠山块303上移后格挡并定位镜框。所述限位组件包括固定连接于所述放置台301且输出轴承朝上设置的第一夹爪气缸304、两个呈对称设置于所述第一夹爪气缸304输出端并能够分别抵接于镜框两对称侧壁的定位夹板305,第一夹爪气缸304与靠山气缸302分设于放置台301供镜框进入的前后方向两侧壁位置,所述第一夹爪气缸304驱动两个定位夹板305相向移动后夹持镜框并定位镜框中心位置。所述夹紧组件包括固定连接于所述放置台301且输出轴呈竖直向上设置的夹紧气缸306、设置于所述夹紧气缸306输出轴并能够抵接镜框上端面的夹紧块307,并且夹紧块307位于放置台301的正上方,所述夹紧块307开设有方便对镜框表面加工的开口308。另外为确保夹紧镜框时,镜框贴合靠山块303,送料架201安装有吹气枪309,吹气枪309朝向放置台301并实现吹动镜框贴合靠山块303。
35.使用时,通过平移组件驱动放置台301移动,并方便供镜框滑移至放置台301,即从送料架201位置被推出的镜框滑移至放置台301位置,且此时,靠山气缸302驱动靠山块303上移并使靠山块303突出于放置台301上表面,镜框在放置台301移动后抵接靠山块303后,限定镜框移动位置,同时通过吹气枪309吹动镜框并保持镜框始终贴合于靠山块303,然后通过第一夹爪气缸304驱动镜框两个定位夹板305相向靠拢,定位夹板305抵接于镜框侧壁并精准定位镜框中心位置,从而实现对镜框的有效定位;之后通过夹紧气缸306驱动夹紧块307下移,实现夹持固定镜框作用,另外通过开口308方便在开口308位置对镜框进行进一步加工。
36.二轴调节组件包括与所述放置台301转动连接的第一转动架310、设置于所述第一转动架310并驱动所述放置台301相对第一转动架310转动的第一转动电机311、与第一转动
架310转动连接的第二转动架312、设置于第二转动架312并驱动第一转动架310转动的第二转动电机313,所述第一转动架310、放置台301的转动轴向呈水平且呈相互垂直设置,其中第一转动架310转动轴向垂直于平移组件驱动放置台301平行方向。当对镜框两个铰链安装位置分别进行铣槽加工时,先通过第一转动电机311驱动放置台301偏转一定角度,然后对镜框相应位置进行铣槽加工,完成后,再通过第一转动电机311驱动放置台301反向偏转相应角度后,对镜框另一侧铰链安装位置进行铣槽加工,加工完成后,镜框的两个铰链安装的槽具有一定夹角,当通过后续工序对镜框弯曲成型后,实现两个铰链呈平行状态;在将铰链安装的槽加工完成后,平移组件驱动放置台301平移并进行装配铰链,完成后,通过第二转动电机313驱动第一转动架310旋转一定角度后,靠山气缸302驱动靠山块303下移、第一夹爪气缸304驱动定位夹板305张开、夹紧气缸306驱动夹紧块307上移,从而实现加工完成后的镜框快速滑离放置台301,实现方便脱料的效果。
37.平移组件包括连接于机架1的平移架315、转动连接于所述平移架315并驱动所述第二转动架312平移的平移丝杠314、设置于所述平移架315并驱动平移丝杠314转动的平移电机316、设置于所述第二转动架312并与平移丝杠314螺纹连接的平移丝杠螺母317,所述平移丝杠314长度方向呈垂直于所述靠山块303与镜框的接触面。使用时,通过平移电机316驱动第二转动架312沿平移丝杠314长度方向移动,实现放置台301的平移,实现放置台301进行接料、铣加工、安装铰链的平移输送。
38.本实施例中,放置台301设置有供加工后的镜框滑离的导向板318,所述导向板318位于所述靠山块303背离放置台301的一侧,且导向板318呈倾斜向下设置。另外在放置台301上端面开设有安装腔319,所述安装腔319设置有背光灯320,所述背光灯320位于镜框铰链加工区域正下方。通过导向板318方便加工完成后的铰链沿导向板318滑移并排出。
39.为实现方便对镜框表面铣槽加工,架体601设置有用于对镜框进行铣加工的加工机构,所述加工机构包括操作台401、设置于所述架体601并驱动操作台401升降的高度调节组件、设置于所述操作台401且输出轴呈竖直向下设置的操作电机402、设置于操作电机402输出端的铣刀403、设置于所述操作台401用于判断镜框铣加工位置的工业相机404、用于判断镜框铣加工位置高度的距离传感器405。在对镜框进行铣槽加工时,通过距离传感器405检操作台401的铣刀403相对与镜框之间的高度,方便确认铣槽深度,另外通过背光灯320及工业相机404进行判断铣槽位置,然后通过铣刀403进行铣槽加工,并达到高精度铣槽。
40.其中高度调节组件包括设置于架体601的操作架408、转动连接于操作架408呈竖直设置的调高丝杠406、用于驱动操作调高丝杠406转动的调高电机407,所述调高丝杠406与操作台401螺纹连接并驱动操作台401升降。另外操作架408可平行于升降架613滑移方向滑动连接于架体601,架体601亦可设置驱动操作架408水平移动的横向移动的第二横移组件,第二横移组件结构与第一横移组件结构一致且呈平行设置。
41.眼镜用铰链输送装置的移动组件包括固定连接于所述输送架501的安装架504、设置于所述安装架504的横移气缸505、设置于所述横移气缸505输出端的纵移气缸506、设置于所述纵移气缸506输出端并用于接收输送槽502输送铰链的接料块507。接料块507位于输送架501供铰链排出的一端位置,并且接料块507开设有与所述输送槽502相对应的接料槽508,接料槽508呈t形设置,接料槽508与输送槽502呈直线排列,并方便铰链从输送槽502移动至接料槽508,所述接料块507能够贴合于输送架501端面并供铰链移动至接料槽508。使
用时,接料块507贴合于输送架501端部并使输送槽502与接料槽508连通,从而方便接料槽508最前端的铰链移动至接料槽508位置,然后通过横移气缸505驱动接料块507呈水平且垂直于输送槽502长度方向平移一定距离后,实现接料槽508内的铰链移动一定距离,从而方便相应铰链夹取结构夹持铰链;铰链被夹持后,通过纵移气缸506驱动接料块507呈水平并沿输送槽502长度方向移动一定距离后,使铰链脱离接料槽508,从而方便铰链脱离接料槽508,之后驱动接料块507复位并供下一个铰链移动至接料槽508。
42.为避免移动接料块507时,接料槽508内的铰链掉落,接料块507设置有防止接料块507移动防止铰链掉落的防掉结构,所述防掉结构包括固定于接料块507的接料气缸509、设置于所述接料气缸509输出端的固定块510,固定块510上移后能够抵接铰链下端面并实现卡固铰链作用,所述接料气缸509位于所述接料槽508正下方且输出轴承竖直向上设置,所述固定块510能够抵接于铰链下端面,所述接料块507下端开设有供所述固定块510活动并与接料槽508连通的容纳腔511。当铰链由输送槽502移动至接料槽508后,通过接料气缸509驱动固定块510上移并抵接铰链下端面,铰链与接料槽508内壁抵接并达到被卡固,确保接料块507移动时背面铰链掉落,当相应夹取铰链的铰链夹取结构夹持铰链后,接料气缸509驱动固定块510下移,方便铰链脱离接料槽508,并且方便铰链被精准夹持。
43.输送架501上端面设置有调节输送槽502宽度的第一调节板512,所述接料块507上端面设置有调节接料槽508宽度的第二调节板513,所述第一调节板512与第二调节板513均开设有供螺栓穿设并调节对应第一调节板512或第二调节板513位置的第二长形孔514。接料块507设置有限定铰链进入接料槽508位置的定位板515,所述定位板515供铰链抵接并限定铰链位于接料槽508的位置。通过对应的第二长形孔514穿设螺栓并到达固定第一调节板512或第二调节板513,并实现调节输送槽502或接料槽508的宽度,方便输送不同规格的铰链,另外通过定位板515可以限定铰链进入接料槽508的位置,方便精准定位铰链位置。
44.本实施例中安装架504的输送槽502、接料槽508、防掉结构均可以设置为两组,并提升铰链输送效率。
45.眼镜用铰链抓取安装装置的抓取机构包括用于夹取铰链的夹取组件、用于驱动所述夹取组件升降的升降组件、用于加热铰链的高频加热器602。夹取组件包括与升降组件连接的抓取架603、转动连接于所述抓取架603的第二夹爪气缸604、两个设置于所述第二夹爪气缸604输出端且呈相对设置的夹取座605、两个分别设置于对应夹取座605的夹头606,第二夹爪气缸604输出端呈竖直向下设置,所述夹头606与高频加热器602电连接,并且高频加热器602安装于抓取架603。在抓取架603还固定连接有驱动第二夹爪气缸604转动的旋转电机607,所述旋转电机607输出轴呈竖直向下设置,且旋转电机607输出轴与第二夹爪气缸604缸体连接。使用时,通过第一横移组件驱动抓取架603水平移动至铰链输送装置相应位置,然后通过升降组件驱动抓取架603下移,并通过第二夹爪气缸604驱动两个夹持相向移动,两个夹头606夹持铰链后,通过高频加热器602对夹头606通电后加热铰链;之后在第一横移组件驱动抓取架603横移后,使铰链位于镜框供铰链安装位置的正上方,并通过旋转电机607驱动第二夹爪气缸604水平转动一定角度,并将铰链装配于镜框时,加热后的铰链使镜框相应位置熔融,冷却后,铰链与镜框有效固定。
46.每个夹头606与对应夹取座605之间均安装有调节座608,夹取座605下端面开设有供调节座608安装的安装槽609,所述安装槽609长度方向沿两个调节座608排列方向设置,
且所述调节座608开设有与安装槽609对应并供螺栓穿设的第三长形孔610,所述安装槽609底面开设有与第三长形孔610对应的螺纹孔,通过第三长形孔610与螺纹孔之间安装螺栓实现固定夹取座605,所述调节座608设置有与高频加热器602电连接的导线接口611。调节座608开设有供夹头606卡接的卡槽612,且所述夹头606与调节座608螺栓连接。通过第三长形孔610实现调节调节座608安装于夹取座605的位置,达到调节两个夹持夹持铰链时,夹头606之间的间距,以实现适应夹持不同规格的铰链,另外通过安装槽609,方便进行调节座608安装移动的定位,提高调节精度。
47.升降组件包括连接于所述第一横移组件的升降架613、转动连接于所述升降架613且呈竖直设置的升降丝杠614、设置于所述升降架613并驱动升降丝杠614转动的升降电机615,所述升降丝杠614与抓取架603螺纹连接并实现驱动抓取架603升降。使用时,通过升降电机615驱动升降丝杠614转动,从而实现带动抓取架603升降,达到驱动夹头606下降并夹持铰链的效果,方便夹头606沿竖直方向移动。
48.第一横移组件包括呈水平转动连接于架体601的横移丝杠616、螺纹连接于所述横移丝杠616并与升降架613连接的横移丝杠螺母617、设置于所述架体601并驱动横移丝杠616转动的横移电机618。通过横移电机618驱动横移丝杠616转动,从而实现驱动升降架613水平移动,方便驱动夹头606夹持的铰链搬运至相应的安装位置。
49.综上,镜框进行自动装配铰链时,通过送料气缸208驱动送料推板210推动位于最下方的镜框移动至放置台301,并且镜框抵接于靠山块303,然后通过第一夹爪气缸304驱动两个定位夹板305定位镜框中心位置,通过夹紧气缸306驱动夹紧块307下移并夹持固定镜框,然后通过平移组件的平移电机316驱动放置台301至操作台401工作位置,并通过操作台401的铣刀403对镜框铣槽加工,并且另一组镜框自动接料夹持工作台的放置台301移动并供镜框安装;因此同时,两组铰链输送装置分别输送镜框的两个铰链,输送槽502输送铰链并通过移动组件将最前端的铰链移开相应位置后,通过抓取机构抓取铰链;当镜框铣槽加工完成后,平移组件的平移电机316驱动放置台301背离送料架201方向继续移动一定距离后,通过眼镜用铰链抓取安装装置的第一横移组件驱动抓取架603移动至镜框位置,并将加热后的铰链安装于镜框相应位置,镜框受热熔融,并待铰链冷却后实现有效固定;当铰链安装完成后,通过二轴调节组件驱动放置台301偏转,从而方便加工完成后的铰链脱离,实现脱料。
50.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。