1.本实用新型涉及聚酯光学膜生产线辅助设备技术领域,尤其涉及一种聚酯光学膜在线涂布系统。
背景技术:
2.在线涂布技术就是在聚酯薄膜生产过程中,使用涂布机,赋予聚酯薄膜产品特定的表面功能的一种工艺,能够大幅扩展聚酯薄膜的使用领域,在聚酯光学膜生产工艺中,在线涂布工艺尤其重要,光学膜通过涂布机将化学涂布液涂覆于薄膜表面上,以改善、提高薄膜的表面特性、增加薄膜的功能。
3.目前国内外聚酯光学膜生产厂家为满足市场需求,在扩展薄膜功能性方面进行了技术改进,增加了在线涂布工序,配有在线涂布设备,但使用效率不高,涂层薄不均匀,生产的薄膜质量不稳定。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中的不足,而提出的一种聚酯光学膜在线涂布系统。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种聚酯光学膜在线涂布系统,包括输液管道、液泵、涂布液供料装置、电晕装置、来自纵拉伸的薄膜、张力测量器、薄膜导入辊、展平辊、上计量辊、上涂布分液管、涂布压辊、热风干燥器、涂布膜导出辊、涂布辊、涂布头与机架小车,所述张力测量器、薄膜导入辊、展平辊、上计量辊、涂布压辊、热风干燥器、涂布膜导出辊以及涂布辊均固定安装在机架小车上,所述热风干燥器固定安装在整个装置的输出端。
7.优选的,所述液泵固定安装在涂布液供料装置的输出端,所述液泵的输出端通过输液管道与上涂布分液管连接,所述上涂布分液管的末端与上计量辊以及涂布压辊的输入端固定连接,所述涂布辊固定安装在涂布头上。
8.优选的,所述来自纵拉伸的薄膜贯穿电晕装置,所述来自纵拉伸的薄膜与张力测量器、薄膜导入辊、展平辊、上计量辊、涂布压辊串联连接,所述来自纵拉伸的薄膜末端穿过涂布辊与涂布膜导出辊。
9.优选的,所述薄膜导入辊由两根滚筒组成。
10.优选的,所述薄膜展平辊是一根带有展开线的橡胶辊。
11.优选的,所述涂布液供料装置由料筒、称重传感器、液泵、及相应的控制元件组成,所述称重传感器位于料筒的下端。
12.优选的,所述涂布头由涂布液供料区、涂布刀以及涂布刀架组成。
13.优选的,所述涂布辊是一种表面经过特殊处理的金属辊,所述涂布压辊是一种金属辊表面包有橡胶材料的辊筒。
14.与现有技术相比,本实用新型提供了一种聚酯光学膜在线涂布系统,具备以下有
益效果:
15.本实用新型与现有技术相比较,本实用新型具有安全性、生产稳定性等特点,在生产中对涂布液的选用、涂布张力、涂布速度、涂布辊的温度及表面处理要求、单位面积的涂覆量都是自动控制,最终达到涂布膜的最终产品质量。
附图说明
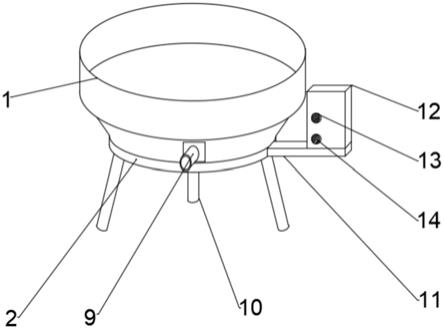
16.图1为本实用新型提出的一种聚酯光学膜在线涂布系统的结构示意图;
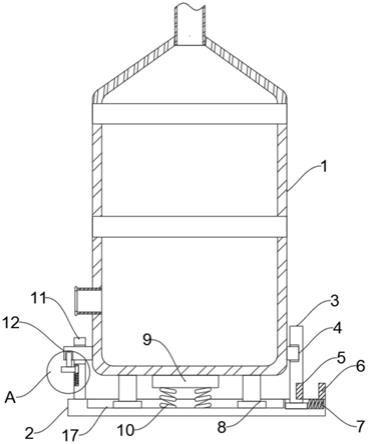
17.图2为本实用新型提出的一种聚酯光学膜在线涂布系统的图1中 a处结构示意图。
18.图中:1、输液管道;2、液泵;3、涂布液供料装置;4、电晕装置;5、来自纵拉伸的薄膜;6、张力测量器;7、薄膜导入辊;8、展平辊;9、上计量辊;10、上涂布分液管;11、涂布压辊;12、热风干燥器;13、机架小车;14、涂布膜导出辊;15、涂布辊;16、涂布头。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.实施例:
22.参照图1
‑
2,一种聚酯光学膜在线涂布系统,包括输液管道1、液泵2、涂布液供料装置3、电晕装置4、来自纵拉伸的薄膜5、张力测量器6、薄膜导入辊7、展平辊8、上计量辊9、上涂布分液管10、涂布压辊11、热风干燥器12、涂布膜导出辊14、涂布辊15、涂布头 16与机架小车13,张力测量器6、薄膜导入辊7、展平辊8、上计量辊9、涂布压辊11、热风干燥器12、涂布膜导出辊14以及涂布辊15 均固定安装在机架小车13上,热风干燥器12固定安装在整个装置的输出端,热风干燥器12用于烘干。
23.液泵2固定安装在涂布液供料装置3的输出端,液泵2的输出端通过输液管道1与上涂布分液管10连接,上涂布分液管10的末端与上计量辊9以及涂布压辊11的输入端固定连接,涂布辊15固定安装在涂布头16上,涂布压辊11与涂布辊15能够自动调节两辊之间的间隙。
24.来自纵拉伸的薄膜5贯穿电晕装置4,来自纵拉伸的薄膜5与张力测量器6、薄膜导入辊7、展平辊8、上计量辊9、涂布压辊11串联连接,来自纵拉伸的薄膜5末端穿过涂布辊15与涂布膜导出辊14,通过来自纵拉伸的薄膜5与涂布装置内的张力测量器6、薄膜导入辊7、展平辊8、上计量辊9以及涂布压辊11连接起来,后进入涂布辊 15后,通过涂布膜导出辊14,成型为进入横拉伸前的涂布膜。
25.薄膜导入辊7由两根滚筒组成,薄膜导入辊7用于将来来自纵拉伸的薄膜5引入到涂布设备中。
26.薄膜展平辊8是一根带有展开线的橡胶辊,来自于纵拉设备的薄膜在其上面通过
时,来自于纵拉设备的薄膜被展平,便于涂布液可以均匀地涂覆在其表面。
27.涂布液供料装置3由料筒、称重传感器、液泵2、及相应的控制元件组成,称重传感器位于料筒的下端,配制好的涂布液放在料筒内,由液泵2将液体供给涂布头16,同时涂布头16将多余的涂布液经过滤后回流到料桶里。通过涂布液称重传感器重量信号,可以知道在薄膜上化学物品的涂布量。
28.涂布头16由涂布液供料区、涂布刀以及涂布刀架组成,涂布液供料区用于将涂布液转移到涂布辊15上,涂布刀用于去除涂布辊15 上多余的涂布液,使涂布液在涂布辊15上分布均匀,涂布刀通常由钢或塑料等材料制成,涂布刀架用于固定涂布刀。
29.涂布辊15是一种表面经过特殊处理的金属辊,涂布液是通过涂布辊15转移到薄膜上的,涂布用涂布辊15的表面处理,通常根据所需涂布的涂布液、涂布工艺、最终产品的要求不同而不同。在涂布过程中,涂布辊15的运转方向与薄膜的移动方向相反,通过改变涂布辊15的运转速度,也可达到改变单位时间内,涂布液在来来自纵拉伸的薄膜5上的涂布量的目的。
30.涂布压辊11是一种金属辊表面包有橡胶材料的辊筒,为了使涂布液能均匀的涂布到薄膜上,在生产时涂布压辊11将需涂布的来来自纵拉伸的薄膜5压在涂布辊15上,通过涂布压辊11的作用,使涂布辊15上的涂布液均匀地转移到薄膜上,通过调节涂布压辊11压在薄膜上的松紧程度,也可达到改变单位时间内,涂布液在薄膜上的涂布量的目的。
31.工作原理:在线涂布的生产工艺主要由涂布液的配制、涂布液供给、薄膜电晕处理、凹辊涂布、干燥系统等几个部分组成。
32.来自纵拉伸的薄膜5经过电晕装置4处理,以提高薄膜的表面张力,增强润湿性能,后经过在线涂布机的薄膜导入辊7,展平辊8,进入涂布压辊11与涂布辊15之间,涂布压辊11将薄膜压在涂布辊 15上。使涂布辊15上的涂布液转移到薄膜上。在薄膜表面形成涂布层。液泵2运行,涂布液供料装置3中的涂布液通过液泵2、输液管道1进入上涂布分液管10,上计量辊9可以根据薄膜规格、和涂布要求厚度指标可以调整凹辊转速测量调整涂层厚度,涂布头16用来增强涂布液流平效果,完成涂布后,薄膜由涂布膜导出辊14引出,涂布液经热风干燥器12干燥挥发水份,最终在薄膜表面形成均匀的化学处理层。热风干燥器12后经过进入横向拉伸设备。
33.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。