1.本实用新型涉及一种制造模具,尤其涉及一种适用于车辆前车架底部承载板的制造模具,属于汽车零部件领域。
背景技术:
2.汽车前车架用于挂在引擎系统,其底部需要承载板来实现有效的加固、隔热。现有的制造方式采用模具进行浇铸制造。但是,其在脱模的时候容易产生模具粘连,在产品的边缘容易出现形变或是开裂,影响最终的品质。
技术实现要素:
3.本实用新型的目的是解决上述现有技术的不足,提出一种适用于车辆前车架底部承载板的制造模具。
4.为了达到上述目的适用于车辆前车架底部承载板的制造模具,本实用新型所采用的技术方案为:
5.适用于车辆前车架底部承载板的制造模具,包括有下模座,所述下模座上设置有上模座,其中:所述下模座内分布有浇铸沉淀腔,所述浇铸沉淀腔内设置有承载板造型槽,所述承载板造型槽外分布有若干溢流孔,所述承载板造型槽内分布有若干应力释放组件成型槽,所述承载板造型槽外分布有若干排溢槽,所述排溢槽与下模座的边缘导通;所述上模座上侧面对应浇铸沉淀腔的位置设置有若干浇铸孔,所述上模座下侧面对应浇铸沉淀腔的位置设置有浇铸内芯。
6.进一步地,上述的适用于车辆前车架底部承载板的制造模具,其中,所述下模座的边缘设置有若干降温组件衔接槽。
7.更进一步地,上述的适用于车辆前车架底部承载板的制造模具,其中,所述承载板造型槽的边缘分布有延展结合边生成槽。
8.更进一步地,上述的适用于车辆前车架底部承载板的制造模具,其中,所述应力释放组件成型槽为矩形槽。
9.更进一步地,上述的适用于车辆前车架底部承载板的制造模具,其中,所述浇铸孔包括有孔本体,所述孔本体边缘分布有定位槽。
10.更进一步地,上述的适用于车辆前车架底部承载板的制造模具,其中,所述浇铸孔之间连接有分流槽。
11.更进一步地,上述的适用于车辆前车架底部承载板的制造模具,其中,所述上模座上分布有若干导通的排气孔。
12.再进一步地,上述的适用于车辆前车架底部承载板的制造模具,其中,所述下模座边缘设置有若干定位槽,所述上模座对应位置处设置有定位杆,下模座与上模座结合时,定位杆插入定位槽内。
13.本实用新型的有益效果主要体现在:
14.1、通过浇铸沉淀腔、承载板造型槽的相互协调,在上模座的配合下,实现浇铸材质的覆盖导入,确保完全成型。
15.2、通过溢流孔、排溢槽的参与,可以实现高流量下浇铸材质不会出现拥堵,避免模具粘连。
16.3、采用应力释放组件成型槽,可以在成品上生成应力释放组件,提高脱模的完整性,且提高成品的抗应力水平。
17.4、可以配合降温组件来使用,满足有效的控温,提高产品的品质。
附图说明
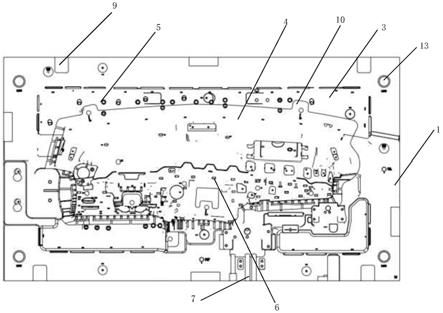
18.图1是下模座结构示意图。
19.图2是上模座的正面结构示意图。
具体实施方式
20.本实用新型提供一种适用于车辆前车架底部承载板的制造模具。以下结合附图对本实用新型技术方案进行详细描述,以使其更易于理解和掌握。
21.如图1、2所示的适用于车辆前车架底部承载板的制造模具,包括有下模座1,下模座1上设置有上模座2,其与众不同之处在于:为了实现同步浇铸,提高加工效率,在下模座1内分布有浇铸沉淀腔3。具体来说,为了有利于承载板的完整成型,便于浇铸介质流遍下模座1的预设位置,在浇铸沉淀腔3内设置有承载板造型槽4。同时,为了避免浇铸介质在某一时段发生流量波动,对内部造成冲击因为冷却温度的不同而出现浇铸死角,可以对过流的浇铸介质进行适当的外排分流,在承载板造型槽4外分布有若干溢流孔5。考虑到最终成品拥有适当的抗形变耐冲击能力,采用的承载板造型槽4内分布有若干应力释放组件成型槽6。就制造过程来看,为了避免成品的内部出现“缺肉”缺陷,可能会适当的多导入浇铸介质以进行填充,为了避免多余的浇铸介质在冷却后造成上模座2、下模座1结合处的非必要粘连,不影响后续的模具分离,本实用新型在承载板造型槽4外导通连接有若干排溢槽7,排溢槽7与下模座1的边缘导通。并且,为了满足同一时间多流量的汇入,便于在单位时间内提高浇铸材质的填充率,缩短加工时间,上模座2上侧面对应浇铸沉淀腔3的位置设置有若干浇铸孔8。再者,为了实现承载板的双面同步成型,上模座2下侧面对应浇铸沉淀腔3的位置设置有浇铸内芯。浇铸内芯的外形与当前的浇铸沉淀腔3相配合即可,可预留适当的结合结构预留区域,可采用业内常规手段进行对应加工,在此不再赘述。
22.结合本实用新型一较佳的实施方式来看,为了满足浇铸期间实现分时段的降温需要,便于浇铸材质更好的填补模具内的预设浇铸沉淀腔3,本实现有效在下模座1的边缘设置有若干降温组件衔接槽9。这样,可以将外部降温导管等降温机构直接连接到降温组件衔接槽9上,实现有效的降温。考虑到成品最终需要去车门的其他结构进行有效结合,为了实现结合期间的预定位,可在承载板造型槽4的边缘分布有延展结合边生成槽10。这样,可以让成品外部拥有适当的延展结合结构,便于后续作为螺丝衔接预留边,无需在装配的时候额外增设辅助边,缩短了后续的结合工序。
23.进一步来看,为了能够在承载板上构成一定的抗应力结构,采用的应力释放组件成型槽6为矩形槽。这样,在成品与模具分离的时候,矩形槽可以满足适当的应力释放,不会
让应力传递到较薄的边缘,不会出现局部开裂,提高了成品的优良率。并且,可以承受实际装配期间加工工具所带来的外力冲击。
24.结合实际实施来看,为了让浇铸介质顺利流入,采用的浇铸孔8包括有孔本体,孔本体边缘分布有定位槽13。这样,可以让外部的介质导入端头直接接插到定位槽13内,通过辅助组件实现锁紧。同时,浇铸孔8之间连接有分流槽11。这样,即便是单个介质导入端头发生拥堵,其可以通过分流槽11实现适度的分流,避免浇铸期间出现成品实际构造的欠缺。实际处理的时候,可以通过外部辅助吸附设备连入分流槽,对多余的浇铸介质进行快速吸附收集。
25.再进一步来看,让浇铸期间可能混入的空气尽快外排,减少非必要的砂孔,提高薄承载板壁边缘的紧密程度,且不会在较厚的结构处出现内部空鼓,可在上模座2上分布有若干导通的排气孔12。
26.同时,考虑到加工期间的顺利合模,避免可能出现的合模误差,下模座1边缘设置有若干定位槽13,上模座2对应位置处设置有定位杆,下模座1与上模座2结合时,定位杆插入定位槽13内。
27.通过以上描述可以发现,本实用新型有如下优点:
28.1、通过浇铸沉淀腔、承载板造型槽的相互协调,在上模座的配合下,实现浇铸材质的覆盖导入,确保完全成型。
29.2、通过溢流孔、排溢槽的参与,可以实现高流量下浇铸材质不会出现拥堵,避免模具粘连。
30.3、采用应力释放组件成型槽,可以在成品上生成应力释放组件,提高脱模的完整性,且提高成品的抗应力水平。
31.4、可以配合降温组件来使用,满足有效的控温,提高产品的品质。
32.以上对本实用新型的技术方案进行了充分描述,需要说明的是,本实用新型的具体实施方式并不受上述描述的限制,本领域的普通技术人员依据本实用新型的精神实质在结构、方法或功能等方面采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。