1.本发明属于药物制剂技术领域,具体涉及一种提高羟丙甲纤维素可压性的方法。
背景技术:
2.在药品生产过程中,与传统的湿法制粒工艺相比,粉末直接压片法能够有效的避开制粒过程,减少生产工序,缩短生产时间,提高生产效率。在生产过程中因其能源消耗小、工序少、适用于湿热不稳定的药物等优点而受到制药企业的广泛关注与青睐。当缓释骨架片采用粉末直压工艺制备时,与湿法制粒工艺相比可以实现60%的时间和成本的节省。
3.羟丙甲纤维素(hydroxypropylmethyl cellulose,hpmc)是一种半合成高分子辅料,是纤维素的部分羟基被甲基和羟丙基取代的非离子型纤维素醚。其分子量为10000
‑
1500000,自然状态下为白色或类白色纤维状粉末,无臭、无味、无毒,不溶于无水乙醇、乙醚、丙酮等有机溶剂,且结构中有较多羟基,可以与水分子形成氢键,能在冷水中溶胀成澄清或微浑浊的胶体溶液,但不溶于热水。因具有良好的生物相容性、较强的药物负载能力及优异的生物化学惰性,在缓控释制剂中应用广泛。与国外相比,国内hpmc生产起步晚、种类少、品种单一、生产设备落后,导致国内外不同厂家hpmc理化性质存在差异,这些差异可能潜在地影响制剂体内外性质。目前,国内还未出现专用于粉末直压的国产hpmc,导致粉末直压用hpmc被进口厂家垄断。这主要原因是国产hpmc可压性差,采用粉末直压工艺时,缓释性能不如进口hpmc,限制了国产hpmc在粉末直压工艺中的应用。
4.粉末可压性(compressibility)是指其在一定压力下压缩成粒子之间紧密结合形成具有一定强度的片剂的能力。若粉末可压性差,压缩变形后去除压缩力,粒子通过弹性恢复,释放压缩过程中储存的弹性势能,使片剂内部产生大量孔隙,进而使片剂抗张强度降低。粉末可压性一般与其颗粒压缩时结合面积及结合强度有关,其中结合面积与粉末粒径、塑性、比表面积、孔隙率、表面粗糙程度、脆性等相关,而结合强度与辅料的化学结构及内部氢键的量相关。粉末可压性可以采用其结合强度和结合面积进行综合评价。若粉末可压性好,则其粒径小,塑性、脆性、比表面积、孔隙率大,表面粗糙,制备的片剂压实性良好,抗张强度大,孔隙率和弹性恢复小。采用粉末直压工艺制备亲水凝胶骨架片时,hpmc可压性影响骨架片抗张强度和孔隙率,进而影响骨架片释药速率。
5.因此,设计一种可提高羟丙甲纤维素可压性的方法,对于国产hpmc的应用具有重要意义。
技术实现要素:
6.针对上述问题,本发明的目的在于提供一种提高羟丙甲纤维素可压性的方法,以制备粉末直压专用的羟丙甲纤维素。
7.为了实现本发明的上述目的,本发明是通过以下技术方案来实现的:
8.一种提高羟丙甲纤维素可压性的方法,包括如下步骤:
9.步骤1,将羟丙甲纤维素分散在无水乙醇中,加入水,使羟丙甲纤维素处在部分溶
胀但不溶解的状态,并溶胀一段时间;
10.步骤2,溶胀结束后,体系中加入无水乙醇,持续搅拌,随后常温下静置,使羟丙甲纤维素沉淀,倒掉上清液,继续加入无水乙醇,重复上述操作若干次;
11.步骤3,旋蒸去除体系中无水乙醇和水,得到的粉末经研磨粉粹后过80目筛,在烘箱中烘干后,在真空干燥箱内干燥至适宜含水量,最后过80目筛,得到可压性改善的羟丙甲纤维素粉末。
12.进一步地,所述羟丙甲纤维素为高黏度的缓释骨架用羟丙甲纤维素,其可压性较低。
13.进一步地,步骤1中,羟丙甲纤维素与无水乙醇的质量比为1:1
‑
1:20,无水乙醇与水的体积之比为1:1
‑
20:1,溶胀时间为1h
‑
24h。
14.进一步地,步骤2中,加入无水乙醇的量为加入前体系体积的1
‑
5倍,搅拌时间为10min
‑
5h,静置的时间为10min
‑
5h。
15.进一步地,步骤2中,重复次数为1
‑
10次。
16.进一步地,步骤3中旋蒸温度为30℃~80℃,旋蒸转速为40~100rpm。
17.进一步地,步骤3中烘干温度为30℃~110℃,干燥时间为8~24h,最终含水量为1%~10%。
18.本发明采用的提高羟丙甲纤维素可压性的方法无需过于复杂的操作和设备,工艺简单,成本低,易于工业化大生产。
19.采用本发明的方法得到的羟丙甲纤维素粉末,其微观结构发生了显著变化,比表面积增加。
20.分别取可压性改善前后的hpmc 300mg,选取9mm冲头,设置单冲压片机转速为8r
·
min
‑1,在相同压力下直接压片得到hpmc素片。结果显示,改善可压性后,羟丙甲纤维素素片抗张强度显著提高,孔隙率和弹性恢复显著下降。
21.以双氯芬酸钠作为模型药物,改善可压性前后的国产hpmc作为骨架材料,采用粉末直压工艺制备双氯芬酸钠缓释片,其药物释放结果显示,改善可压性后,hpmc缓释性能显著提升。
22.本发明所公开的提高羟丙甲纤维素可压性的方法采用部分溶胀法对羟丙甲纤维素进行改性,旨在提高其可压性,进而提高其粉末直压缓释性能。通过本发明方法获得的改性的羟丙甲纤维素具有良好的可压性和流动性,其粉末直压缓释性能显著提升,可用于粉末直压工艺。本发明提高羟丙甲纤维素可压性的方法工艺简单、效果显著、环保且易于工业化大生产。
附图说明
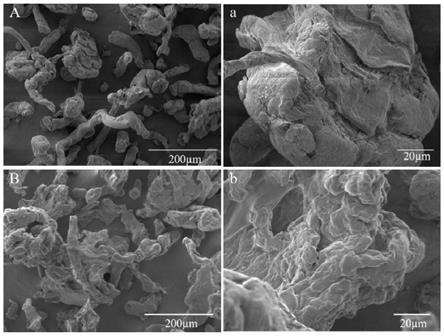
23.图1为实施例9的改善可压性前的hpmc(a,a)和改善可压性后的hpmc(b,b)的扫描电镜图(a、b:
×
200;a、b:
×
1000)。
24.图2为实施例9的改善可压性前的hpmc粉末和改善可压性后的hpmc粉末的比表面积结果。
25.图3为实施例9的改善可压性前的hpmc素片和改善可压性后的hpmc素片的孔隙率结果。
26.图4为实施例9的改善可压性前的hpmc素片和改善可压性后的hpmc素片的弹性恢复结果。
27.图5为实施例9的改善可压性前的hpmc素片和改善可压性后的hpmc素片的抗张强度。
28.图6为实施例16的双氯芬酸钠缓释片的溶出曲线。
具体实施方式
29.由于生产条件、生产历史、技术水平等差异,不同厂家的hpmc可压性存在性能上的不同。本发明出发点是改善国产hpmc的可压性,根据可压性好坏的限定指标,国产hpmc能达到限定要求,但与进口hpmc相比,国产hpmc可压性要低很多,导致其缓释性能受到影响。因此本发明提供了一种提高hpmc可压性的方法,从而扩大国产hpmc的应用范围。
30.下面将结合具体实例对本发明做进一步的说明,但需要指出的是,以下实施例不能构成对本发明的任何限制。
31.下述实施例中采用的hpmc购自安徽山河药用辅料有限公司,型号是hpmc k100m,批号:200104。
32.实施例1
33.步骤1:将4g hpmc粉末分散在40ml无水乙醇后加入2ml水,使hpmc部分溶胀但不溶解,溶胀时间为2h。
34.步骤2:溶胀后的体系中加入100ml无水乙醇,持续搅拌30min,随后常温下静置1h使hpmc粉末沉淀,倒掉上清液,继续加入无水乙醇重复上述操作2次。
35.步骤3:在温度为50℃,转速为40rpm条件下,旋蒸去除体系中无水乙醇和水,得到的粉末经研磨粉粹后过80目筛,在50℃烘箱中烘干12h后,在真空干燥箱内干燥至含水量小于5%,最后过80目筛即得。
36.实施例2
‑337.以与实施例1相同的方式对hpmc进行改善,区别在于步骤1中羟丙甲纤维素与无水乙醇质量比分别替换成1:5、1:15;
38.实施例4
‑539.以与实施例1相同的方式对hpmc进行改善,区别在于步骤1中无水乙醇与水的体积比分别替换成20:3、20:6;
40.实施例6
‑741.以与实施例1相同的方式对hpmc进行改善,区别在于步骤1中溶胀时间为分别为6h、10h。
42.实施例8
‑943.以与实施例1相同的方式对hpmc进行改善,区别在于步骤2中重复次数分别为1、3次。
44.实施例10
‑
11
45.以与实施例1相同的方式对hpmc进行改善,区别在于步骤3中旋蒸温度分别为40℃、60℃,转速分别为60rpm、80rpm。
46.实施例12
‑
13
47.以与实施例1相同的方式对hpmc进行改善,区别在于步骤3中干燥温度为分别替换成40℃、60℃。
48.实施例14
‑
15
49.以与实施例1相同的方式对hpmc进行改善,区别在于步骤3中最终粉末含水量控制百分比分别为2%、8%。
50.用上述方法改善可压性后,分别取改善前后的hpmc 300mg,选取9mm冲头,设置单冲压片机转速为8r
·
min
‑
1,在相同压力下直接压片得到hpmc素片。可压性改善前后hpmc素片硬度如下表所示:
[0051][0052]
实施列16
[0053]
以实施例7作为代表性实施例,以双氯芬酸钠作为模型药物,分别采用实施列4中可压性改善后hpmc和未改善hpmc作为缓释骨架材料,应用粉末直压工艺制备双氯芬酸钠缓释骨架片。在ph6.8的溶出介质中测定其溶出度。
[0054]
如图1至图5所示,采用本发明的方法得到的羟丙甲纤维素粉末,其微观结构发生了显著变化、比表面积增加,压制的羟丙甲纤维素素片抗张强度显著提高,孔隙率和弹性恢复显著下降。溶出度结果显示(图6),改善可压性后,hpmc缓释性能显著提升。
[0055]
上面结合附图和具体实施例对本发明的实施方式作了详细的说明,但是本发明不限于上述实施方式,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离
本发明宗旨的前提下做出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
