1.本发明涉及的是一种防爆装置,具体是一种锅的防爆装置。
背景技术:
2.现在市场上的压力锅上带有安全阀、限压阀和报警阀,就是为了防止泄压阀阀芯卡死时起到预备泄压的作用,但一般压力锅基本都是通过泄压阀泄压,安全阀很少会使用到,如果时间过久,由于长期受到油烟以及水的侵蚀,安全阀的阀门容易生锈甚至卡死,或是在使用过程中,锅内的物体容易进入到安全阀通道内而堵塞安全阀的通道,使得在泄压阀堵死的紧急情况下,很多压力锅的安全阀根本起不到安全泄压的作用,安全阀也就并不安全了。当压力阀、安全阀和泄压槽是压力锅的三道安全防线都失效时,压力锅锅内产生的压强超过了锅体所能承受的压强极限时,压力锅便会爆炸。
3.现在市场上的热管锅的锅内水烧干后,随着时间的推移,内锅体内缺少水的导热散热,内锅体冷凝段的散热效果便会越来越差,甚至内锅体基本上没有散热效果。如果只有加热段而无散热段时的热管锅便成为一只密闭的承压容器,随着加热温度的持续升高,密闭空腔内的压强也逐渐升高,当空腔内产生的压强超过了外锅体和内锅体所能承受的压强极限时,热管锅便会失效而爆炸。
4.因此,厨房生活用具的更新换代,促使压力锅和热管锅的制造技术,安全性能不断完善和安全,从初始阶段的单重保险发展到现在具有多重保险功能。需要创新设计一个安全装置,在使用的不同极限场景中,其安全性能必须是长期有效的,保障达到人们安全放心使用。
技术实现要素:
5.本发明要解决的技术问题是克服现在市场上的锅存在的安全不足,在现有保险基础上提供一种锅的防爆装置。本技术锅的防爆装置是锅的安全使用的最后一道保险装置,保障达到人们放心使用。
6.为了到达上述目的,本发明通过下述技术方案实现的:一种锅的防爆装置包括低熔点螺柱,螺母。
7.所述的螺母的制作材料和锅的锅体的制作材料是相同的。螺母的制作材料是对应着锅体的材料,相同的材料便于固定连接为一体。
8.所述的螺母是常规螺母,或者是热熔孔式螺母。螺母的内径是1~8mm。
9.所述的低熔点螺柱的制作材料是低熔点合金,或者是软钎料。
10.低熔点合金是熔点在300℃以下的金属及其合金,通常由bi、sn、pb、in等低熔点金属元素组成。软钎料是熔点在450℃以下的钎料。
11.选择低熔点螺柱的制作材料具有以下特征:1、有合适的熔点。2、与螺母的材料的膨胀系数相接近,避免产生较大内应力。3、应尽可能具有良好的塑形,能被加工成所需要的螺柱形状。4、材料内不应对人体有害的元素,并尽可能少用贵重和稀缺元素。
12.所述的低熔点螺柱可以制作材料是不同熔点温度的系列产品。低熔点螺柱是熔点130℃的低熔点螺柱,或者是熔点140℃的低熔点螺柱,或者是熔点150℃的低熔点螺柱,或者是熔点160℃的低熔点螺柱,或者是熔点180℃的低熔点螺柱,等等不同熔点温度的材料制作的低熔点螺柱。
13.按照gb13623-2003《铝压力锅安全及性能要求》规定了铝压力锅适用于公称工作压力知为50kpa~120kpa,而gb15066-1994《不锈钢压力锅》规定了公称工作压力为50~100kpa对于(相对)工作压力为50kpa/120kpa,绝对压力为151325pa/221325pa,对应的沸点为111.6℃,123.4℃,所以说家用压力锅使用的工作压力的温度大约为110~120℃,最高温度不宜超过该温度值120℃。
14.例如选配:当压力锅公称工作压力为80kpa,即工作温度约为117~118℃,选择的是材料熔点140℃的低熔点螺柱的锅的防爆装置。
15.所述的低熔点螺柱的头型是平头,平头上有槽;低熔点螺柱上有螺纹。低熔点螺柱平头上的槽形是一字槽,或者是十字槽,或者是内六角槽。
16.所述的低熔点螺柱的制作材料和螺母的制作材料是不一样的,为了提高低熔点螺柱和螺母的异性材料的结合牢固度,有螺纹的接触面积比平面扩大了5~12倍,通过螺母内的螺纹增大低熔点螺柱和螺母的咬合接触面积,提高低熔点螺柱和螺母的结合牢固度。
17.所述的低熔点螺柱的直径是1.1~10mm,高度是1~3mm。低熔点螺柱的直径尺寸比螺母的内径尺寸大0.1~1mm,是低熔点螺柱和螺母的螺纹咬合固定在一起。
18.所述的低熔点螺柱和螺母固定连接为一体。通过工具将低熔点螺柱旋转安装在螺母里,低熔点螺柱上的螺纹和螺母内的螺纹咬合固定在一起。
19.低熔点螺柱安装在螺母内后,用加热装置(火焰或电加热)将低熔点螺柱进行上面和下面分次进行高温加热:先将低熔点螺柱进行上面进行高温加热,上面融化的低熔点螺柱和螺母的上面充分连接为一体;下一步将将低熔点螺柱进行下面进行高温加热,下面融化的低熔点螺柱和螺母的下面充分连接为一体。冷却后的固体状的低熔点螺柱和螺母固定为一体。
20.本技术的锅的防爆装置的螺母和锅体固定为一体。锅的防爆装置在压力锅和热管锅上安装的数量是2个,安装2个防爆装置符合安全阀的安装数量是最少2个安全阀的规定,避免个别防爆装置出现故障,影响安全。
21.本技术的锅的防爆装置安装在压力锅的锅盖的锅体上,防爆装置安装在热管锅的内锅体上,螺母和锅体固定为一体。
22.一、锅的防爆装置包括低熔点螺柱,常规螺母。锅的防爆装置安装在锅体上的孔洞中,孔洞是通过冲压或切割或电钻加工成的。先将锅的防爆装置的螺母固定在锅体上,螺母和锅体的连接是固定密封不透气的;下一步将低熔点螺柱旋转安装在螺母里,低熔点螺柱和螺母固定结合为一体。
23.二、锅的防爆装置包括低熔点螺柱,热熔孔式螺母。锅的防爆装置的低熔点螺柱安装在锅体上的热熔孔式螺母内,低熔点螺柱和热熔孔式螺母固定结合为一体。
24.热熔孔式螺母是通过热熔钻加工工艺在锅体上制作成的有衬套的热熔孔式螺母。
25.在锅体上制作热熔孔式螺母时,其制作热熔孔式螺母的加工步骤如下:1、启动热熔钻设备上的电机,电机带动热熔钻旋转工作,热熔钻在锅体(金属锅体)上
开钻。
26.2、当热熔钻和锅体(金属锅体)接触时,高的转速和适当的轴向推力(进给力)使热熔钻头和锅体之间发生剧烈摩擦,瞬间达到摄氏650
°
~750
°
的温度。
27.3、通过热熔钻头的旋转和下压,被挤压的那部分金属沿着圆孔朝上下延伸,在锅体的上挤压出热熔孔,在锅体的上表面挤压出的是平面,在锅体的下表面挤压出的是衬套,衬套凸突出在锅体的表面上。
28.4、热熔孔式螺母是有螺纹的热熔孔。在加工好的热熔孔内,使用挤压丝锥加工出所需的螺纹,有螺纹的热熔孔可以起到螺母固定低熔点螺柱的作用。
29.5、热熔孔式螺母的孔长度是初始锅体厚度的3~4倍,热熔孔式螺母的孔长度与低熔点螺柱高度是一致。热熔孔式螺母和内锅体是一体的,热熔孔式螺母的锥状厚壁层提高了低熔点螺柱和热熔孔式螺母咬合接触面积,增强了低熔点合金和热熔孔式螺母的结合牢固度。
30.不同种类的锅根据自身设定的工作压力选择安装所需对应熔点温度高的低熔点螺柱。选择的低熔点螺柱的材料熔点温度比锅内设定的工作压力的工质的饱和蒸汽温度高20~80℃。
31.本发明锅的防爆装置在压力锅和热管锅上的应用防爆如下:一、压力锅上带有安全阀、限压阀和报警阀。压力锅选择安装的低熔点螺柱的材料熔点温度比锅内设定的工作压力的工质的饱和蒸汽温度高20~80℃。锅的防爆装置安装在压力锅的锅盖上。
32.压力锅上是安全阀长期受到油烟以及水的侵蚀,安全阀的阀门容易生锈甚至卡死,或是在使用过程中,锅内的物体容易进入到安全阀通道内而堵塞安全阀的通道,使得在泄压阀堵死。
33.当压力锅内的压强也逐渐升高,压强升高时对应的工质温度也升高,压力锅内部工质温度在设定工作压力的温度基础上升高20~80℃后,压力锅内工质蒸汽携带设定工作压力的温度加上升高的20~80℃的高温热量传热在螺母内的低熔点螺柱上,螺母内的固体的低熔点螺柱就受热而融化为液体了,高压工质蒸汽穿过融化了的低熔点螺柱从螺母中泄漏出去,空腔内的压力得到安全排放,避免压力锅的爆炸。
34.二、热管锅选择安装的低熔点螺柱的材料熔点温度比锅内设定的工作压力的工质的饱和蒸汽温度高20~80℃。锅的防爆装置安装在热管锅的内锅体上。
35.热管锅的锅内水烧干后,随着时间的推移,内锅体内缺少水的导热散热,内锅体的锅体冷凝段的散热效果便会越来越差,甚至内锅体的锅体基本上没有散热效果。如果只有加热段而无散热段时的热管锅便成为一只密闭的承压容器。
36.随着外锅体的加热温度的持续升高,热管锅的内锅体和外锅体之间的密闭的空腔内的压强也逐渐升高,压强升高时对应的工质温度也升高,热管锅的空腔内工质温度在设定工作压力的温度基础上升高20~80℃后,空腔内工质蒸汽携带设定温度加上升高的20~80℃的高温热量传热在螺母内的低熔点螺柱上,螺母内的固体的低熔点螺柱就受热而融化为液体了,高压工质蒸汽穿过融化了的低熔点螺柱从螺母中泄漏出去,空腔内的压力得到安全排放,避免热管锅的爆炸。
37.压力锅上的防爆装置的融化后的防爆装置的可以维修处理,延长了压力锅和热管
锅的使用寿命。
38.一、用加热装置(火焰或电加热)将螺母内残留的低熔点螺柱加热除掉。
39.二、通过工具将选配合适的低熔点螺柱旋转安装在螺母里,低熔点螺柱上的螺纹和螺母内的螺纹咬合固定在一起。
40.三、低熔点螺柱安装在螺母内后,先将低熔点螺柱进行上面进行高温加热,上面融化的低熔点螺柱和螺母的上面充分连接为一体;下一步将将低熔点螺柱进行下面进行高温加热,下面融化的低熔点螺柱和螺母的下面充分连接为一体。
41.四、冷却后的固体状的低熔点螺柱和螺母固定为一体。
42.本技术的锅的防爆装置还可以应用在锅炉,化工设备等蒸汽设备或蒸汽管道上。
43.锅的防爆装置是压力锅,热管锅,锅炉,化工设备的最后一道安全阀,锅的防爆装置“安全阀”制作成本低,安装维修方便,低熔点螺柱的金属稳定性可以达到长期耐用的效果。
44.本发明与现有的锅比有如下有益效果:一种锅的防爆装置包括低熔点螺柱,螺母。通过螺母内的螺纹增大低熔点螺柱和螺母咬合接触面积,提高低熔点螺柱和螺母的结合牢固度。螺母和锅体固定为一体。不同种类的锅选择安装所需对应熔点温度高的低熔点螺柱。选择的低熔点螺柱的材料熔点温度比锅内设定的工作压力的工质的饱和蒸汽温度高20~80℃。当锅内工质温度在设定工作压力的温度基础上升高20~80℃后,锅内工质蒸汽携带设定温度加上升高的20~80℃的高温热量传热在螺母内的低熔点螺柱上,高压工质蒸汽穿过融化了的低熔点螺柱从螺母中泄漏出去,锅内的压力得到安全排放,避免锅的爆炸。锅的防爆装置“安全阀”制作成本低,安装维修方便,低熔点螺柱的金属稳定性可以达到长期耐用的效果。
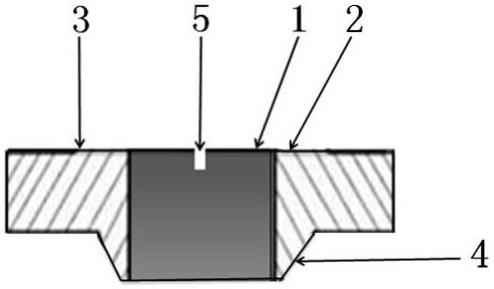
45.附图说明:图1、为本发明锅的防爆装置的结构示意图;图2、为本发明锅的防爆装置的低熔点螺柱和锅体上热熔孔式螺母连接的结构示意图;图3、为本发明锅的防爆装置在双层锅上应用的安装示意图;图4、为本发明锅的防爆装置在压力锅的锅盖上应用的安装示意图。
46.图中:1、低熔点螺柱,2、螺母,3、锅体,4、热熔孔式螺母,5、柱槽,6、热管锅,7、内锅体,8、空腔,9、外锅体,10、锅的防爆装置,11、锅把,12、限压阀,13、安全阀,14、报警阀。
47.具体实施方式:下面结合附图和实施例对本发明做进一步的说明。
48.实施例1:如图1,图4所示的一种锅的防爆装置包括低熔点螺柱1,螺母2。
49.所述的螺母2是常规螺母。螺母2的内径是3mm。
50.所述的低熔点螺柱1的制作材料是软钎料。
51.所述的低熔点螺柱1可以制作材料是不同熔点温度的系列产品。低熔点螺柱1是熔点140℃的低熔点螺柱。
52.当压力锅公称工作压力为80kpa,即工作温度约为117~118℃,选择的是材料熔点140℃的低熔点螺柱1的锅的防爆装置。
53.所述的低熔点螺柱1的头型是平头,平头上有十字槽5;低熔点螺柱1上有螺纹。
54.所述的低熔点螺柱1的直径是3.5mm,高度是2mm。
55.所述的低熔点螺柱1安装在螺母2里,低熔点螺柱1上的螺纹和螺母2内的螺纹咬合固定在一起。
56.本技术的锅的防爆装置的螺母2和锅体3固定为一体。锅的防爆装置10在压力锅上安装的数量是2个。
57.锅的防爆装置10安装在压力锅的锅盖的锅体3上。
58.锅的防爆装置10包括低熔点螺柱1,常规螺母。
59.所述的锅的防爆装置10安装在压力锅的锅盖上。
60.防爆装置10安装在锅体3上的孔洞中,先将锅的防爆装10的螺母2固定在锅体3上,螺母2和锅体3的连接是固定密封不透气的;下一步将低熔点螺柱1旋转安装在螺母2里,用加热装置(火焰或电加热)将低熔点螺柱1的上面和下面分次进行高温加热,融化的低熔点螺柱1和螺母2充分连接为一体,冷却后的固体状的低熔点螺柱1和螺母2固定为一体。
61.本发明锅的防爆装置在压力锅上的应用防爆如下:压力锅上带有锅把11,安全阀13、限压阀12和报警阀14。压力锅选择安装的低熔点螺柱1的材料熔点温度比锅内设定的工作压力的工质的饱和蒸汽温度高20℃。
62.压力锅上是安全阀13长期受到油烟以及水的侵蚀,安全阀13的阀门容易生锈甚至卡死,或是在使用过程中,锅内的物体容易进入到安全阀13通道内而堵塞安全阀13的通道,使得在泄压阀堵死。
63.当压力锅内的压强也逐渐升高,压强升高时对应的工质温度也升高,压力锅内部工质温度在设定工作压力的温度基础上升高20℃后,压力锅内工质蒸汽携带设定工作压力的温度加上升高的20℃的高温热量传热在螺母2内的低熔点螺柱1上,螺母2内的固体的低熔点螺柱1就受热而融化为液体了,高压工质蒸汽穿过融化了的低熔点螺柱1从螺母2中泄漏出去,空腔8内的压力得到安全排放,避免压力锅的爆炸。
64.融化后的锅的防爆装置10的维修处理:一、用加热装置的火焰将螺母2内残留的低熔点螺柱1加热除掉。
65.二、通过工具将选配合适的低熔点螺柱1旋转安装在螺母2里,低熔点螺柱1上的螺纹和螺母2内的螺纹咬合固定在一起。
66.三、低熔点螺柱1安装在螺母2内后,先将低熔点螺柱1进行上面进行高温加热,上面融化的低熔点螺柱1和螺母2的上面充分连接为一体;下一步将将低熔点螺柱1进行下面进行高温加热,下面融化的低熔点螺柱1和螺母2的下面充分连接为一体。
67.四、冷却后的固体状的低熔点螺柱1和螺母2固定为一体。
68.实施例2:如图2,图3所示的一种锅的防爆装置包括低熔点螺柱1,螺母2。
69.本实施例2的一种锅的防爆装置与实施例1所介绍的一种锅的防爆装置的组合结构的相同之处就不再重述介绍了。
70.如图2,图3所示的螺母2是热熔孔式螺母4,螺母2的内径是2.5mm。
71.所述的热熔孔式螺母4是有螺纹的热熔孔,热熔孔式螺母4和内锅体7是一体的,热熔孔式螺母4的孔长度与低熔点螺柱1高度是一致;热熔孔式螺母4的锥状厚壁层提高了低熔点螺柱1和热熔孔式螺母4咬合接触面积,增强了低熔点合金和热熔孔式螺母4的结合牢
固度。
72.所述的低熔点螺柱1的直径是3mm,高度是1.5mm。
73.热管锅选择安装的低熔点螺柱1的材料熔点温度比热管锅锅内设定的工作压力的工质的饱和蒸汽温度高30℃。
74.锅的防爆装置10在热管锅上安装的数量是2个,锅的防爆装置10安装在热管锅的内锅体7上。
75.本发明锅的防爆装置在热管锅上的应用防爆如下:热管锅的锅内水烧干后,随着时间的推移,内锅体7的锅体3内缺少水的导热散热,内锅体7冷凝段的散热效果便会越来越差,甚至内锅体7的锅体3基本上没有散热效果。如果只有加热段而无散热段时的热管锅便成为一只密闭的承压容器。
76.随着外锅体9的加热温度的持续升高,热管锅的内锅体7和外锅体9之间的密闭的空腔8内的压强也逐渐升高,压强升高时对应的工质温度也升高,热管锅的内锅体7和外锅体9之间的空腔8内工质温度在设定工作压力的温度基础上升高20℃后,空腔8内工质蒸汽携带设定温度加上升高的20℃的高温热量传热在螺母2内的低熔点螺柱1上,螺母2内的固体的低熔点螺柱1就受热而融化为液体了,高压工质蒸汽穿过融化了的低熔点螺柱1从螺母2中泄漏出去,空腔8内的压力得到安全排放,避免热管锅的爆炸。
77.融化后的锅的防爆装置10的维修处理:一、用加热装置(火焰或电加热)将螺母2内残留的低熔点螺柱1加热除掉。
78.二、通过工具将选配合适的低熔点螺柱1旋转安装在螺母2里,低熔点螺柱1上的螺纹和螺母2内的螺纹咬合固定在一起。
79.三、低熔点螺柱1安装在螺母2内后,先将内锅体7内的低熔点螺柱1进行高温加热,融化的低熔点螺柱1和螺母2连接为一体。
80.四、冷却后的固体状的低熔点螺柱1和螺母2固定为一体。
81.以上实施例只是用于帮助理解本发明的制作方法及其核心思想,具体实施不局限于上述具体的实施方式,本领域的技术人员从上述构思出发,不经过创造性的劳动,所做出的变化,均落在本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。