1.本实用新型属于混凝土预制件技术领域,更具体地说,是涉及一种混凝土预制件养护生产线。
背景技术:
2.混凝土预制件在建筑施工中得到广泛应用,它们为降低施工成本、缩短施工工期提供了极大的便利。当前,绝大部分混凝土预制件是通过专业的生产系统生产出来的。混凝土预制件在布料(浇筑)完成后需要在一定温湿度下进行养护,因此布料完成后的混凝土预制件需要离开布料工位,移动到养护房内进行养护。现有技术中,一般采用大型叉车或运输车来将布料完成后的混凝土预制件从布料工位移动到养护房,大型叉车或运输车来移动混凝土预制件的作业难度角度、极为繁琐而且作业效率低下。
技术实现要素:
3.本实用新型的目的在于提供一种混凝土预制件养护生产线,旨在解决或者至少在一定程度上改善现有混凝土预制件在布料后运输到养护房过程中存在作业难度大、效率低下的技术问题。
4.为实现上述目的,本实用新型采用的技术方案是,提供一种混凝土预制件养护生产线,包括:
5.养护房;
6.载体,设有用于混凝土预制用的模板;以及
7.第一输送机构,自布料工位一直延伸至所述养护房内,用于供所述载体在其上进行混凝土布料、将布料后的所述载体输送至所述养护房内。
8.进一步地,所述第一输送机构,沿左右方向延伸设置,包括若干沿左右方向间隔设置的动力轮组;
9.所述动力轮组包括第一支架、第一转轮、第二支架、第二转轮以及驱动器,所述第一支架与所述第二支架沿前后方向间隔设置,所述第一支架位于所述第二支架的前侧;所述第一转轮转动设置于所述第一支架上,所述第二转轮转动设置于所述第二支架,所述第一转轮和所述第二转轮用于沿左右方向输送所述载体,所述驱动器的动力输出端与所述第一转轮或第二转轮动力相连。
10.进一步地,所述第一输送机构还包括若干沿左右方向间隔设置的从动轮组,各所述动力轮组与各所述从动轮组沿左右方向交错设置,所述动力轮组包括第三支架、第三转轮、第四支架以及第四转轮,所述第三支架与所述第四支架沿前后方向间隔设置,所述第三支架位于所述第四支架的前侧;所述第三转轮转动设置于所述第三支架上,所述第四转轮转动设置于所述第四支架;所述第三转轮和所述第四转轮用于沿左右方向输送所述载体;
11.各所述第一支架和各所述第三支架沿左右方向均匀且间隔地成列设置;各所述第二支架和各所述第四支架沿左右方向均匀且间隔地成列设置;
12.所述载体至少被一个所述第一转轮、一个所述第二转轮、一个所述第三转轮和一个所述第四转轮同时支撑和输送。
13.进一步地,所述载体包括输送平板,所述模板设置于所述输送平板上。
14.进一步地,所述第一转轮的外周固设有用于对所述载体进行前侧限位的第一挡圈结构,所述第二转轮的外周固设有用于对所述载体进行后侧限位的第二挡圈结构。
15.进一步地,所述养护房设有至少两个,分别位于所述第一输送机构的左右两端,所述布料工位位于所述第一输送机构的中间位置。
16.本实用新型提供的混凝土预制件养护生产线,与现有技术相比,通过设置自布料工位一直延伸至所述养护房内的第一输送机构以及在第一输送机构进行输送的载体,实现载体及其上的混凝土预制件在布料工位和养护工位之间的输送,避免布料或养护时载体上下第一输送机构,提高布料工位和养护工位之间的周转效率并降低布料工位和养护工位之间的周转难度。
附图说明
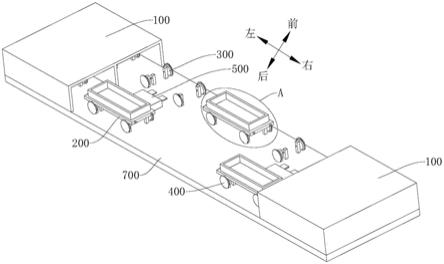
17.图1为本实用新型实施例提供的混凝土预制件养护生产线的示意图之一;
18.图2为图1中a处的放大图;
19.图3为本实用新型实施例提供的混凝土预制件养护生产线(在隐去养护房、载体以及模板后)的示意图之二;
20.图4为图3中b处的放大图。
21.图中:100、养护房;200、载体;210、防撞阻尼块;300、第一输送机构;310、动力轮组;311、第一支架;312、第二支架;313、第一转轮;3131、第一挡圈结构;314、第二转轮;3141、第二挡圈结构;315、驱动器;320、从动轮组;321、第三支架;322、第四支架;323、第三转轮;3231、第三挡圈结构;324、第四转轮;3241、第四挡圈结构;330、第一限位钩;331、第一水平部;332、第一竖直部;400、第二输送机构;500、摆渡车;600、模板;700、地基。
具体实施方式
22.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.需要说明的是,术语“长度”、“宽度”、“高度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“头”、“尾”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.还需要说明的是,除非另有明确的规定和限定,“安装”、“相连”、“连接”、“固定”、“设置”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
25.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。此外,“多个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
26.请参见图1至图4,现对本实用新型提供的混凝土预制件养护生产线的实施例进行说明。所述的混凝土预制件养护生产线,包括养护房100、载体200以及第一输送机构300。养护房100(其内部相当于养护工位)为现有技术,完成布料的混凝土预制件在养护房100内进行养护作业,养护房100至少有一个门口(该门口具有可以开关大门或者设有门帘以与外界隔绝),以供混凝土预制件和载体200进出,同时养护房100可能具有一定的保暖或恒温恒湿设施(如空调系统)。当然,养护房100和第一输送机构300都建立在地基700上。
27.载体200上设有用于混凝土预制用的模板600,载体200作为混凝土预制件和模板600的运载体,其用于在第一输送机构300上运输,以实现布料后的混凝土预制件从布料工位移动到养护房100内,并将完成养护的混凝土预制件运输出养护房100。
28.第一输送机构300自布料工位一直延伸至养护房100内,也就是说这个第一输送机构300连接了从布料工位到养护工位的路程。载体200在第一输送机构300上位于布料工位的地址时,布料装置直接向模板600内进行布料(这个过程中载体200一直在第一输送机构300上),布料完成后,第一输送机构300将载体200移动到养护房100内的养护工位上,在养护工位上,布料后的混凝土预制件在载体200上完成养护操作(这个过程中载体200一直在第一输送机构300上)。完成养护后,第一输送机构300将载体200移动到养护房100外(这个路径可以是与载体200进入养护房100路径的相同且反向)。载体200移动到养护房100外后,可以利用天车等装置将完成养护后的混凝土预制件从载体200上卸下去,此后空车的载体200在移动回布料工位准备下一次布料作业。在整个布料、养护和卸载混凝土预制件的过程中,载体200一直在第一输送机构300上,不存在上下第一输送机构300的过程,因此输送载体200从布料工位到养护工位的过程以及输送载体200从养护工位回到布料工位的过程作业简单,而且效率更高。
29.本实用新型实施例提供的混凝土预制件养护生产线,与现有技术相比,通过设置自布料工位一直延伸至所述养护房内的第一输送机构以及在第一输送机构进行输送的载体,实现载体及其上的混凝土预制件在布料工位和养护工位之间的输送,避免布料或养护时载体上下第一输送机构,提高布料工位和养护工位之间的周转效率并降低布料工位和养护工位之间的周转难度。
30.请参见图1至图4,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,第一输送机构300沿左右方向延伸设置,包括若干沿左右方向间隔设置的动力轮组310。
31.动力轮组310包括第一支架311、第一转轮313、第二支架312、第二转轮314以及驱动器315,第一支架311与第二支架312沿前后方向间隔设置,第一支架311位于第二支架312的前侧。当然,各第一支架311沿左右方向间隔成列设置,各第二支架312沿左右方向间隔成列设置。
32.第一转轮313转动设置于第一支架311上,第二转轮314转动设置于第二支架312,驱动器315的动力输出端与第一转轮313或第二转轮314动力相连。载体200位于第一转轮
313和第二转轮314的上部,第一转轮313和第二转轮314用于共同支撑载体200,并且随着驱动器315的动作,第一转轮313或第二转轮314还能够沿左右方向输送载体200。
33.上述的第一输送机构300制造成本较低,而且各组间隔设置的动力轮组310可以为养护房100的大门的开关提供便利。
34.请参见图1至图4,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,第一输送机构300还包括若干沿左右方向间隔设置的从动轮组320,各动力轮组310与各从动轮组320沿左右方向交错设置。
35.从力轮组320包括第三支架321、第三转轮323、第四支架322以及第四转轮324,第三支架321与第四支架322沿前后方向间隔设置,第三支架321位于第四支架322的前侧。第三转轮323转动设置于第三支架321上,第四转轮324转动设置于第四支架322;第三转轮323和第四转轮324用于沿左右方向(支撑)输送载体200。
36.各第一支架311(即各第一转轮313)和各第三支架321(即各第三转轮323)沿左右方向均匀且间隔地成列设置,并且在左右方向上,各第一支架311(即各第一转轮313)和各第三支架321(即各第三转轮323)是交错设置的;各第二支架312(即各第二转轮314)和各第四支架322(即各第四转轮324)沿左右方向均匀且间隔地成列设置,并且在左右方向上,各第二支架312(即各第二转轮314)和各第四支架322(即各第四转轮324)是交错设置的。
37.载体200在左右方向上的尺寸大于第一转轮313和相邻的第三转轮323之间的间隔,也大于第二转轮314和相邻的第四转轮324之间的间隔,所以载体200至少被一个第一转轮313、一个第二转轮314、一个第三转轮323和一个第四转轮324(的上边缘)同时支撑和输送,这样可以保证载体200在第一输送机构300上输送时,至少有一组动力轮组310在提供输送动力,同时也可以减少驱动器315的设置,以降低成本。
38.请参见图1及图2,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,载体200包括输送平板,模板600设置于输送平板上。具体地,模板600可以通过支护安装结构或粘接形式固定在输送平板上。
39.请参见图1至图4,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,第一转轮313的外周固设有用于对载体200进行前侧限位的第一挡圈结构3131,第一挡圈结构3131沿第一转轮313的径向凸出于第一转轮313的外缘。第二转轮314的外周固设有用于对载体200进行后侧限位的第二挡圈结构3141,第二挡圈结构3141沿第二转轮314的径向凸出于第二转轮314的外缘。上述结构可以避免,载体200在沿左右方向输送过程中,发生偏斜。
40.请参见图1至图4,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,第三转轮323的外周固设有用于对载体200进行前侧限位的第三挡圈结构3231,第三挡圈结构3231沿第三转轮323的径向凸出于第三转轮323的外缘。第四转轮324的外周固设有用于对载体200进行后侧限位的第四挡圈结构3241,第四挡圈结构3241沿第四转轮324的径向凸出于第四转轮324的外缘。上述结构可以避免,载体200在沿左右方向输送过程中,发生偏斜。
41.请参见图1,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,养护房100设有至少两个,两个养护房100分别位于第一输送机构300的左右两端,布料工位位于第一输送机构300(在左右方向上)的中间位置。因为布料工序的操作时间较短,而
养护工序的时间较长,所以养护房100可以设置多个,以加快养护操作。
42.请参见图1至图4,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,本实用新型实施例提供的混凝土预制件养护生产线还包括第二输送机构400和摆渡车500。
43.通常布料装置因为成本较高,一个布料工位上只设置一个布料装置,但是,显然布料工序的时间短,养护工序的时间长,如果只设置第一输送机构300的话,布料完成后的混凝土预制件仍然会因为有其他混凝土预制件在养护房100中进行养护而被“堵塞”在第一输送机构300上。本实施例特增设第二输送机构400和摆渡车500来解决此问题。
44.第二输送机构400与第一输送机构300平行且间隔设置,第二输送机构400的一端也延伸至养护房100内,只不过第一输送机构300延伸到养护房100内的一号养护工位,第二输送机构400延伸到养护房100内的二号养护工位。摆渡车500用于将载体200从第一输送机构300上搬运至第二输送机构400上,或者将将载体200从第二输送机构400上搬运至第一输送机构300上。摆渡车500可以是常见的天车、叉车或其他搬运装置等。
45.第二输送机构400与第一输送机构300的作用基本相同,只不过第二输送机构400上没有设置布料工位,因为布料装置成本较高,通常一套生产线只配备一套布料装置,而这个布料装置的布料工位就设置在第一输送机构300上。
46.载体200在第一输送机构300上位于布料工位的地址时,布料装置直接向模板600内进行布料(这个过程中载体200一直在第一输送机构300上)。布料完成后,如果一号养护工位是空的,那么第一输送机构300将载体200移动到养护房100内的一号养护工位上,在一号养护工位上,布料后的混凝土预制件在载体200上完成养护操作;如果一号养护工位不是空的而二号养护工位是空的,那么摆渡车500就把载体200搬运到第二输送机构400上,第二输送机构400将载体200移动到养护房100内的二号养护工位上,在二号养护工位上,布料后的混凝土预制件在载体200上完成养护操作。
47.完成养护后,第一输送机构300或第二输送机构400将载体200移动到养护房100外(这个路径可以是与载体200进入养护房100路径的相同且反向)。载体200移动到养护房100外后,可以利用天车等装置将完成养护后的混凝土预制件从载体200上卸下去,此后空车的载体200在(可能会借助摆渡车500)移动回布料工位准备下一次布料作业。因为设置了第一输送机构300和第二输送机构400,同时养护房100内也对应地设置了至少两个养护工位,所以可以大大提高载体200和混凝土预制件进入养护房100的周转效率,也就提高了养护作业效率。
48.作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,第二输送机构400与第一输送机构300的结构相同。
49.作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,摆渡车500为位于第二输送机构400与第一输送机构300之间的叉车装置。
50.请参见图1及图3,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,定义与驱动器315的动力输出端动力相连的第一转轮313或第二转轮314为动力转轮,各相邻的动力转轮在前后方向上交错设置。换句话讲,在一组动力轮组中,驱动器315与第一转轮313动力相连,那么在左右相邻的动力轮组中,驱动器315是与第二转轮314动力相连,也就是说,俯视观测本实用新型实施例提供的混凝土预制件养护生产线时,各动力转轮
的布置大致呈波浪形,这样可以保障第一输送机构300对载体200(及混凝土预制件)的输送力是均衡的,避免动力转轮只位于第一输送机构300的前侧或后侧而导致载体200出现前后方向的偏斜。
51.请参见图2,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,输送平板的左右两端分别固设有防撞阻尼块210,以避免两个载体200之间可能发生硬碰撞。
52.请参见图4,作为本实用新型提供的混凝土预制件养护生产线的一种具体实施方式,定义位于第一输送机构300左端和右端的第一支架311、第二支架312、第三支架321或第四支架322为第一端部支架。第一输送机构300还包括第一限位钩330。第一限位钩330包括与第一端部支架相连的第一水平部331以及与第一水平部331相连的第一竖直部332,第一竖直部332位于第一端部支架的外侧并向上延伸,用于对于对载体200在左右方向上进行限位。第一端部支架的外侧是指,当第一端部支架位于左端时,外侧就是第一端部支架的左侧,当第一端部支架位于右端时,外侧就是第一端部支架的右侧。
53.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。