1.本实用新型涉及模杯制作领域,尤其涉及一种塑弹舒适模杯。
背景技术:
2.目前随着经济的发展,人们生活水平的提高,对衣食住行的要求越来越高,越来越细分。塑弹舒适模杯对于爱好者是必不可少的必需品,女士们经常穿戴的文胸现在市场大部分用海绵制成,这样的产品存在以下问题:
3.1、海绵模杯;海绵的蜂巢式结构组织严密,不易透气,当人体出汗时,水分子储存在蜂巢内而产生闷热感,不易干燥,长期穿着胸部皮肤处于闷热缺氧状态,堵塞毛孔容易造成胸闷、红肿、出现小红斑或痘痘等情况,此外海绵分子的结构十分不稳定,海绵容易变黄,不透气,不易干;
4.2、海绵模杯,容易变黄,容易变形;易吸水,不易干;
5.3、海绵模杯不透气,弹性不够大,舒服度不够大。
技术实现要素:
6.为了解决现有技术中存在的问题,本实用新型提供了一种塑弹舒适模杯,所述技术方案如下:
7.本实用新型提供一种塑弹舒适模杯,其包括依次设置的第一布层、塑弹网胶层和第二布层,所述第一布层与塑弹网胶层之间设置有第一绵层,所述网胶层和第二布层之间设置有第二绵层,所述第一布层和第二布层的材质相同或不同,所述第一布层和第二布层的材质均为三明治、鸟眼布或佳积布;所述第一绵层和第二绵层的材质相同或不同,所述第一绵层和第二绵层的材质均为立绵或海绵,所述塑弹网胶层的材质为具有弹性且为网状结构的网胶,所述网胶包括多个交错设置的网筋,多个网筋交错形成均匀排布的网孔结构,所述塑弹网胶层的材质为tpe、pp或eva;所述第一布层与第一绵层之间、所述第一绵层与塑弹网胶层之间、所述塑弹网胶层与第二绵层之间、所述第二布层与第二绵层之间全贴合。
8.进一步地,所述塑弹网胶层中网孔的形状为圆形、椭圆形、三角形、正方形、长方形、菱形、星形的任一种或多种。
9.进一步地,所述塑弹网胶层的厚度范围为0.5
‑
2mm。
10.进一步地,所述塑弹网胶层中网孔的宽度范围为1
‑
5mm,所述网孔的长度范围为6
‑
9mm。
11.进一步地,所述塑弹网胶层的网孔密度为30
‑
60个/dm2。
12.进一步地,所述第一布层与第一绵层之间、所述第一绵层与塑弹网胶层之间、所述塑弹网胶层与第二绵层之间、所述第二布层与第二绵层之间均具有粘结层,所述粘结层由热熔胶制成。
13.进一步地,所述热熔胶为聚氨酯。
14.进一步地,所述第一绵层与第二绵层上均设置有多个通孔,所述通孔的直径范围
为0.1
‑
0.3cm。
15.进一步地,所述三明治包括上层和下层以及设置在所述上层和下层之间的中层,所述上层与中间层贴合,所述下层与中间层贴合。
16.本实用新型提供的技术方案带来的有益效果如下:
17.a.本实用新型设计的塑弹立绵模杯,采用五层结构,网胶起到良好的支撑作用,整体稳定性非常好,对女性胸部有更好的塑弹效果;手洗之后模杯不吸水,而透水非常快,易干;永久不变形,而且永不变黄;弹性较大、透气、透水,穿着舒适健康环保作用;
18.b.本实用新型设计的塑弹立绵模杯,与不加网胶的立棉三明治模杯相比,因网胶、绵层和布料能更好地融接,可以起到防扎作用,即穿着舒适,不会有扎皮肤的感觉;
19.c.可将本实用新型提供的塑弹立绵模杯制作为成衣模杯或泳装模杯,应用广泛。
附图说明
20.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
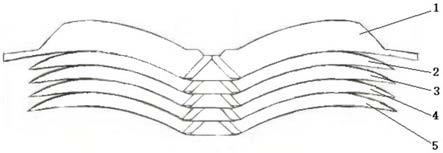
21.图1是本实用新型实施例提供的塑弹舒适模杯的爆炸图。
22.其中,附图标记包括:1
‑
第一布层,2
‑
第一绵层,3
‑
塑弹网胶层,4
‑
第二绵层,5
‑
第二布层。
具体实施方式
23.为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
24.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本实用新型的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、装置、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其他步骤或单元。
25.在本实用新型的一个实施例中,提供了一种塑弹舒适模杯,具体结构参见图1,所述塑弹舒适模杯包括依次设置的第一布层1、塑弹网胶层3和第二布层5,所述第一布层1与塑弹网胶层3之间设置有第一绵层2,所述网胶层3和第二布层5之间设置有第二绵层4,所述第一布层1、第一绵层2、塑弹网胶层3、第二绵层4和第二布层5均具有弹性。
26.所述塑弹网胶层3的材质为具有弹性且为网状结构的网胶,所述塑弹网胶层3的材质为tpe(人造橡胶或合成橡胶)、pp(聚丙烯)或eva(乙烯
‑
醋酸乙烯共聚物);所述第一布层
1与第一绵层2之间、所述第一绵层2与塑弹网胶层3之间、所述塑弹网胶层3与第二绵层4之间、所述第二布层5与第二绵层4之间全粘合。网胶是一种可塑性的粘合剂,在一定温度范围内其物理状态随温度改变而改变,而化学特性不变,其无毒无味,属环保型化学产品。
27.所述网胶包括多个交错设置的网筋,多个网筋交错形成均匀排布的网孔结构。所述网孔为单向弹性形变的网孔。所述网胶中网孔的形状为圆形、椭圆形、三角形、正方形、长方形、菱形、星形的任一种或多种。
28.所述网胶的厚度范围为0.5
‑
2mm,所述网胶中网孔的宽度范围为1
‑
5mm,所述网孔的长度范围为6
‑
9mm,所述网胶的网孔密度为30
‑
60个/dm2。
29.网胶的材质轻薄透柔,不易变形,稳定性非常好,轻薄透卷,而且易干,可以随身携带,相对海绵还节约工时,网胶材质是健康环保材料;网胶产品既具备传统交联硫化橡胶的高弹性、耐老化、耐油性各项优异性能,同时又具备普通塑料加工方便、加工方式广的特点。
30.所述第一布层1和第二布层5的材质相同或不同,面料的材质为任何可以耐150
‑
200℃模压的弹性布料,如三明治、鸟眼布或佳积布或其他的能够模压成型的弹性布料。具体地,所述第一布层1和第二布层5均为三明治,或所述第一布层1和第二布层5均为鸟眼布,或所述第一布层1和第二布层5均为佳积布,或所述第一布层1和第二布层5均为佳积布,或所述第一布层1为三明治,第二布层5为鸟眼布,或所述第一布层1为三明治,第二布层5为佳积布。
31.所述鸟眼布为涤纶类纬编网眼布,成分为100%涤纶。所述佳积布属于一种针织面料(针织机织布),成分为100%涤纶。所述三明治面料是由经编机制造合成的面料,成分包括16%氨纶和84%涤纶。所述三明治包括上层和下层以及设置在所述上层和下层之间的中层,所述上层与中间层贴合,所述下层与中间层贴合。上层(表面)通常为网孔设计,中间一层为连接表面与底面的molo纱,下层(底面)通常为密织的平版面,俗称“三明治”。面料底下有层密网,使得表面的网不至于变形太大,加强了面料的牢度及色彩度,网状效果使得面料更有现代感和运动感网状效果。所述三明治采用高分子合成纤维由精密机台一次性编织而成,经久耐用,属于经编针织布里面的精品。
32.所述第一绵层2和第二绵层4的材质相同或不同,所述第一绵层2和第二绵层4的材质均为立绵或海绵,如,所述第一绵层2和第二绵层4的材质均优选为立绵,或所述第一绵层2和第二绵层4的材质均为海绵,或所述第一绵层2的材质为海绵,第二绵层4的材质为立绵,或所述第一绵层2的材质为立绵,第二绵层4的材质为海绵。所述立绵的材质为聚酯纤维,所述立绵相对海绵更透气、环保。
33.所述第一布层1与第一绵层2之间、所述第一绵层2与塑弹网胶层3之间、所述塑弹网胶层3与第二绵层4之间、所述第二布层5与第二绵层4之间均具有粘结层,所述粘结层由热熔胶制成,所述热熔胶为环保聚氨酯。因塑弹网胶层自身具有粘性,可以与绵层融接,相对于海绵与布贴合,可大大减少热熔胶的使用量(只需少量热熔胶即可),节约了成本,减少污染的排放,改善了周围环境。
34.在本实用新型提供的优选实施例中,所述第一布层1和第二布层5均为三明治面料,所述第一绵层2和第二绵层4均为立绵,模杯做到永久不变形,而且永不变黄,穿着舒适健康环保。
35.所述第一绵层2、与第二绵层4上均设置有多个通孔,所述通孔的直径范围为0.1
‑
0.3cm,优选为0.2cm,
36.本实用新型设计的塑弹立绵模杯,采用五层结构,网胶起到良好的支撑作用,整体稳定性非常好,对女性胸部有更好的塑弹效果;手洗之后模杯不吸水,而透水非常快,易干;永久不变形,而且永不变黄;弹性较大、透气、透水,穿着舒适健康环保作用。本实用新型设计的塑弹立绵模杯,与不加网胶的立棉三明治模杯相比,因网胶、绵层和布料能更好地融接,可以起到防扎作用,即穿着舒适,不会有扎皮肤的感觉;可将本实用新型提供的塑弹立绵模杯制作为成衣模杯或泳装模杯,应用广泛。
37.本实用新型设计的塑弹立绵模杯的制作步骤如下:根据设计款式准备五层材料,再将五层材料贴合之后裁成模具大小的裁片尺寸,然后放在热模具模压(热模上下间距控制在1
‑
3mm,模具上下大约温度在180
‑
195度,上模温度为180
‑
195℃,下模温度为180
‑
195℃,时间80
‑
120秒,气压压力3
‑
5公斤),热模模压好之后模压机器自动平移到冷模机台模压,热下模转移到冷下模,模具间距1
‑
2mm,转换时间5
‑
7秒,之后热模自动退回热模机台,冷下模自动吻合冷上模,模杯冷压稳定成型,冷压时间50
‑
90秒,最终得到所述模杯。
38.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。