1.本实用新型属于汽车制动盘相关技术领域,特别涉及一种采用铝基复合材料的汽车用轻质长寿命通风制动盘。
背景技术:
2.汽车的制动系统对行车安全非常重要,制动系统的作用是让行驶中的汽车进行减速和停车。制动系统的工作原理是将汽车的动能通过摩擦转换成热能。
3.汽车制动系统的制动器主要有鼓式和盘式两种。其中,盘式制动器是敞开式的,制动过程中产生的热量可以很快散去,拥有很好的制动效能,现在已广泛应用于汽车上。
4.盘式制动器的制动盘是以端平面为摩擦工作面的圆盘形部件。制动盘可按结构分为实心盘(单片盘)与通风盘(双片盘)。其中,通风盘是两摩擦面间有通风道的制动盘,汽车在行使中通过风道处空气对流,达到散热的目的,可防止制动盘过热,减少热衰减以及延长使用寿命,提供更好的制动性能。通风盘内部的通道设计包括直通道、弯曲通道以及支柱式通道等。
5.汽车簧下质量的减轻对于车辆轻量化和节能减排的贡献最为显著,同时也有利于提升车辆的操控性能。制动盘是可以有效减轻车辆重量的核心部件之一,因此,有必要开发汽车用轻量化制动盘。
6.目前主流的汽车制动盘材料以灰铸铁为主,典型的牌号为ht250,但钢铁材料的重量偏大,不符合汽车节能减排和轻量化的趋势。
7.目前可作为制动盘轻量化材料的主要有两类:一是c/c复合材料或c/c
‑
sic复合材料;另一类是颗粒、晶须或纤维增强金属基复合材料。两种材料都具有好的轻量化特点。但c/c
‑
sic材料存在的主要问题是制造工艺复杂、成本高昂,在制备和成型方面都有待进一步完善。颗粒增强金属基复合材料的制备方法包括粉末冶金法、搅拌铸造法等。粉末冶金方法制备的sic颗粒增强铝基复合材料在制件的结构复杂性或灵活性有限制,材料制备和制件成型的成本较高。近年来发展较快的是搅拌铸造方法制备sicp/a356复合材料,即碳化硅颗粒增强铝基复合材料。
8.sicp/a356铝基复合材料具有高的比强度和比刚度、导热性好、热容量高、耐磨性好等优点,与c/c
‑
sic复合材料相比,其材料制备和成型工艺过程相对简单,成本优势明显。选用含sic颗粒增强的sicp/a356铝基复合材料作为汽车轻量化制动盘材料,有望实现制动盘减重30%
‑
50%,还可以延长使用寿命、减少运用成本、提高安全可靠性,实现无噪声绿色制动,特别适用于新能源汽车制动盘。当然,与传统的钢铁材料比,sicp/a356铝基复合材料也存在熔点低、膨胀系数大、液态流动性差等问题,由此导致不能承受较高的摩擦制动温度以及较大的热应力等。此外,在采用铸造成型时,也需要考虑设计良好的顺序凝固工艺。
9.经对现有技术进行检索,中国专利cn 209067715 u“一种汽车制动盘”给出了一种沿工作部的周向呈螺旋形分布的风道设计,能够提升通风效率,降低制动盘温度,同时通过减小盘体厚度的方式减重,实现轻量化。该技术方案存在的几个问题包括:通过减少盘体厚
度的方式所能达到的减重效果有限,且不利于发挥材料的蓄热能力;螺旋形散热风道设计使得制动盘不同部位空气流速差别大、换热系数差别大,从而导致制动盘不同部位温度差别大,温度均匀性差,易形成大的热应力,导致热裂;而且,密集的螺旋形风道不易铸造成型、难于清理。
10.中国专利cn 207034033 u“一种通风式汽车制动盘”公布了一种具有内圈通风块、中圈通风块和外圈通风块结构设计的汽车制动盘,通风块用于改善散热效果,降低制动盘温度。该技术方案的通风块设计很有特色,但并未提出轻量化的方案。
11.中国专利cn 210397521 u“一种轻量型汽车制动盘”重点在于清洁组件和散热组件,通过清洁组件实时清理泥渍,使制动盘一直保持正常的散热,通过散热组件提高制动盘的散热效果。该技术方案涉及组件较多,结构复杂,不利于推广使用。
12.中国专利cn 105525153 a“一种碳化硅颗粒增强铝基复合材料制动盘”公布了一种碳化硅颗粒增强铝基复合材料及其制备方法,还提供了一种基于所述复合材料制造的轨道交通车辆用制动盘。该技术方案未涉及到汽车用制动盘,不能直接用于尺寸小、制动工况不同的汽车制动盘。
13.中国专利cn 111442039 a“一种轻质耐磨铝基粉末冶金复合材料汽车制动盘及其制备方法”公布了一种由铝基结构材料盘体和耐磨铝基复合材料摩擦面构成的制动盘以及材料的制备方法。该材料采用粉末冶金原理制备,同时达到了耐磨和减重的效果。但相对而言,粉末冶金方法存在工艺方法复杂、制造成本高等问题,不适于大批量产业化生产,难以产生较好的经济效益。特别是该专利在复合材料制备中添加了一定数量的铁或铜等粉体材料,以提升粉末冶金复合材料制动盘的性能,尽管该专利采取了表面防护处理措施,但这些物质很容易在服役过程中与铝粉或铝相形成原电池、产生电化学腐蚀,缩减制动盘的服役寿命、影响服役安全性。
14.基于此,特提出本实用新型。
技术实现要素:
15.在满足汽车用制动盘接口等结构和尺寸的条件下,设计铝基复合材料制动盘结构,使制动盘在服役条件下的热容量(制动温升和热应力)满足服役要求。
16.铝基复合材料的力学性能较传统钢铁材料低且成型难度较大,需要采取更为先进的成型方法和合理的结构设计提高铝基复合材料制动盘的成型质量和力学性能,降低制动温升,减少制动热应力。
17.本实用新型的目的之一是提供一种汽车用铝基复合材料通风制动盘,该制动盘在满足接口尺寸的同时,通过采用新型的铝基复合材料以及合理的结构设计,实现制动盘轻量化;本实用新型的目的之二是采用反重力成型方法及合理的成型工艺设计使制动盘的成型质量和力学性能较传统的重力铸造得到大幅提升,同时满足服役工况要求。
18.本实用新型包含两组具有相似实用新型思路的技术方案,第一组技术方案是:一种汽车用铝基复合材料通风制动盘,该制动盘采用sicp/a356铝基复合材料通过反重力铸造方法成型制作而成,包括第一工作盘、第二工作盘、连接筋、安装部和弧形连接部,所述第一工作盘和第二工作盘通过连接筋固定连接,第一工作盘的内侧制动面与第二工作盘的外侧制动面平行设置,所述安装部通过弧形连接部与第二工作盘固定连接。
19.进一步地,所述连接筋为板状、柱状或板柱结合的结构,其中,板状结构为直线或曲线形状,其截面板厚不小于6mm;柱状结构为圆柱、椭圆柱、多棱柱或异形结构形状,其截面最小直径或内切圆直径不小于
20.进一步地,第一工作盘和第二工作盘外圆靠近制动面部位设置磨耗限标志,用于标志磨耗状态,同时增强散热能力。
21.进一步地,圆柱形连接筋沿制动盘摩擦工作面内径圆的切线方向排布,作为制动盘的支柱式通风道结构,整个制动盘共计均分出20条切线方向,每一切线方向排布4个连接筋,整个制动盘共计80个连接筋。
22.进一步地,安装部为制动盘的安装结构,其上开设固定孔,用于将制动盘固定在汽车的车轴或轮毂上。
23.本实用新型的第二组技术方案是:一种汽车用铝基复合材料通风制动盘的制备方法,其特征在于,包括如下的步骤:
24.s1:将a356铝合金在坩埚中加热到680
‑
750℃,精炼除气后随炉降温到575
‑
650℃,在氮气或者氩气或真空保护下保温待用;
25.s2:将18
‑
28wt%的sic加入到步骤s1获得的a356铝合金熔体中,搅拌均匀;
26.s3:将步骤s2获得的铝合金与sic的混合物加热到680
‑
750℃,进行反重力浇铸,获得制动盘的铸件毛坯;
27.s4:对步骤s3获得的铸件毛坯进行机加工,得到汽车用铝基复合材料通风制动盘。
28.可选地,在步骤s3中,将步骤s2获得的铝合金与sic的混合物先浇注铸锭,冷却后作为铝基复合材料制动盘原材料使用,生产制动盘时,将铸锭在氮气或者氩气或真空保护下加热至680
‑
750℃,进行反重力浇铸,获得制动盘的铸件毛坯。
29.本实用新型的有益效果:
30.1、本实用新型的汽车用铝基复合材料通风制动盘的通风散热能力、温度均匀化能力、热负荷能力、结构强度均有良好的表现,满足使用工况下的性能要求,且铸造成型质量优良,相较典型的同等规格ht250灰铸铁材质通风制动盘而言,实现减重50%以上,相较其他复合材料制动盘而言,具有明显的成本优势;
31.2、本实用新型的sicp/a356铝基复合材料通风制动盘可以作为汽车轻量化制动盘推广使用,有望实现制动盘减重30%~50%的目标,还可以延长使用寿命、减少运用成本、提高安全可靠性,实现无噪声绿色制动,特别适用于新能源汽车制动盘。
32.3、本实用新型的制动盘因为sicp/a356铝基复合材料较高的热传导能力和蓄热能力,可以降低制动盘的摩擦温升,并均匀化制动盘温度分布,避免制动盘中形成大的热应力,防止裂纹萌生和扩展。
33.4、本实用新型的制动盘采用反重力铸造方法成型,铸型可为硬化砂型或金属型,制动盘整体铸出可以保证其整体刚度。
附图说明
34.图1是本实用新型一实施例通风制动盘的结构示意图,其中图1(a)为制动盘的外侧制动面,图1(b)为制动盘的内侧制动面。
35.图2是本实用新型一实施例通风制动盘的侧面示意图。
36.图3是图2的纵向剖面图。
37.图4是本实用新型一实施例通风制动盘的通风制动盘的半剖面图。
38.图5是本实用新型一实施例通风制动盘的横向剖面图,连接筋为圆柱结构。
39.图6是本实用新型另一实施例通风制动盘的横向剖面图,连接筋为带有弯曲弧度的曲线形板状结构。
40.图7是本实用新型另一实施例通风制动盘的横向剖面图,连接筋为直线形板状和圆柱状相结合的结构。
41.图8是本实用新型一实施例实心制动盘磨耗限标志局部结构放大示意图。
42.图9是本实用新型另一实施例实心制动盘磨耗限标志局部结构放大示意图。
43.图10是本实用新型另一实施例实心制动盘磨耗限标志局部结构放大示意图。
44.图11是本实用新型另一实施例实心制动盘磨耗限标志局部结构放大示意图。
45.图12是本实用新型另一实施例实心制动盘磨耗限标志局部结构放大示意图。
46.图13是本实用新型一实施例的反重力铸造工艺方案。
47.图14是图13所示方案的充型模拟结果。
48.图15是图13所示方案的冷却曲线模拟结果。
49.其中:
50.10
‑
第一工作盘,11
‑
内侧制动面,12
‑
通风面,20
‑
第二工作盘,21
‑
外侧制动面,211
‑
磨耗限标志,22
‑
通风面,30
‑
连接筋,40
‑
安装部,41
‑
固定孔,50
‑
弧形连接部。
具体实施方式
51.下面结合各附图对本实用新型汽车用铝基复合材料通风制动盘及其制备方法作进一步说明。
52.如图1
‑
3所示,本实用新型的汽车用铝基复合材料通风制动盘,采用sicp/a356铝基复合材料制作而成,包括第一工作盘10、第二工作盘20、连接筋30、安装部40和弧形连接部50,第一工作盘10包括两个面,一个是内侧制动面11,另一个是通风面12,第二工作盘20也包括两个面,其中一个是外侧制动面21,另一个是通风面22,第一工作盘10和第二工作盘20通过连接筋30固定连接,第一工作盘10的内侧制动面11与第二工作盘20的外侧制动面21平行设置,安装部40通过弧形连接部50与第二工作盘20固定连接。
53.如图2和图8所示,第一工作盘10和第二工作盘20外圆靠近制动面部位设置磨耗限标志211,沿工作盘外圆整圈分布,磨耗限标志211的宽度按汽车生产厂家指定的磨耗限设定,用以标志制动盘的磨损情况,进而判断制动盘是否需要更换,同时增加制动盘的散热表面积,提高散热能力。
54.可选地,磨耗限标志211还可设计成如图9、图10、图11、图12的结构形式。
55.如图4
‑
7所示,连接筋30可以为板状、柱状或板柱结合的结构,其中,板状结构为直线或曲线形状(见图6),其截面板厚不小于6mm;柱状结构为圆柱、椭圆柱、多棱柱或异形结构形状(见图4、图5),其截面最小直径或内切圆直径不小于如图4、图5所示,在一个优选的实施例中,圆柱形连接筋30沿制动盘摩擦工作面内径圆的切线方向排布,作为制动盘的支柱式通风道结构,整个制动盘共计均分出20条切线方向,每一切线方向排布4个连接筋30,整个制动盘共计80个连接筋30。这里的制动盘摩擦工作面是内侧制动面11和外侧制
动面21。
56.如图1、图4
‑
7所示,安装部40为制动盘的安装结构,其上开设固定孔41,所述固定孔41为多个,用于将制动盘固定在汽车的车轴或轮毂上。安装部40的具体结构和尺寸根据汽车生产厂家的要求设计。
57.在一个实施例中,本实用新型提供的一种汽车用铝基复合材料通风制动盘的制备方法,包括如下的步骤:
58.s1:将a356铝合金在坩埚中加热到680
‑
750℃,例如可以选择680℃、690℃、700℃、730℃或者750℃,精炼除气后随炉降温到650℃,在氮气或者氩气或真空保护下保温待用;
59.s2:将18
‑
28wt%的sic加入到步骤s1获得的a356铝合金熔体中,搅拌均匀;
60.s3:将步骤s2获得的铝合金与sic的混合物加热到680
‑
750℃,例如可以选择680℃、690℃、700℃、730℃或者750℃,进行反重力浇铸,获得制动盘的铸件毛坯。
61.s4:对步骤s3获得的铸件毛坯进行机加工,得到汽车用铝基复合材料实心制动盘。
62.在一个可选的实施例中,上述步骤s3中,将步骤s2获得的铝合金与sic的混合物先浇注铸锭,冷却后作为铝基复合材料制动盘原材料使用,生产制动盘时,将铸锭在氮气或者氩气或真空保护下加热至680
‑
750℃,进行反重力浇铸,获得制动盘的铸件毛坯。
63.在本实用新型中,该通风制动盘的材料采用sicp/a356颗粒增强铝基复合材料,复合材料基体采用a356或356z.2铝锭,增强相采用sic颗粒,含量为18~28wt%。相较市场上典型的同等规格ht250灰铸铁材质的制动盘,本实用新型的sicp/a356铝基复合材料通风制动盘可以实现减重50%以上,且该铝基复合材料有较高的热传导能力和蓄热能力,可以降低制动盘的摩擦温升,并均匀化制动盘温度分布,避免制动盘中形成大的热应力。
64.本实用新型还提供了如下的实施例。
65.实施例一:
66.本实用新型的制动盘采用金属型、反重力铸造方法成型制动盘毛坯,制动盘毛坯的成型质量和力学性能显著优于同材料重力铸造的成型质量和力学性能。制动盘金属型、反重力铸造获得的抗拉强度能够较重力铸造方法提高60%以上,从而保证了铝基复合材料制动盘服役的性能要求。
67.制动盘铸造完成后,进一步通过机械加工处理,达到规定的技术条件。
68.本实用新型实施例的sicp/a356铝基复合材料的力学性能、热物理性能、摩擦磨损性能可达到汽车的摩擦制动性能要求。以下是采用仿真分析以及物理试验的方法对本实用新型实施例的汽车用sicp/a356铝基复合材料通风制动盘进行分析验证和测试的结果。
69.1、流体仿真分析
70.采用流体模拟软件开展模拟计算,以100kph到20kph的连续制动的工况作为模拟工况,分析制动盘结构的通风、蓄热和均匀化温度的特点。流体模拟仿真分析的结果表明,本实用新型实施例的铝基复合材料通风制动盘的通风道结构设计显著降低了空气流动速度和不同部位的流动速度差异,且换热系数和不同部位换热系数差异较小,这使得本实用新型实施例铝基复合材料制动盘具有较好的通风散热能力,均匀化温度效果较好,且不易形成大的热应力,可以避免热裂的发生,能有效防止裂纹萌生和扩展,延长制动盘的服役寿命。
71.2、热容量仿真分析
72.采用有限元软件开展热容量模拟计算,依据汽车制动盘试验相关要求,设定热容量模拟计算工况,分析和校核sicp/a356铝基复合材料通风制动盘的温度和结构强度。模拟计算结果汇总于表1和表2。有限元热容量仿真分析结果表明,在设定工况下,本实用新型实施例的铝基复合材料通风制动盘具有较好的散热、蓄热能力,温度分布较为均匀,应力较小,制动盘的结构设计能满足给定工况下的许用温度要求和强度要求。
73.表1本实用新型实施例制动盘设计的重量及模拟工况最高温度汇总表
[0074][0075]
表2本实用新型实施例制动盘应力模拟计算汇总表
[0076][0077]
3、成型工艺仿真分析
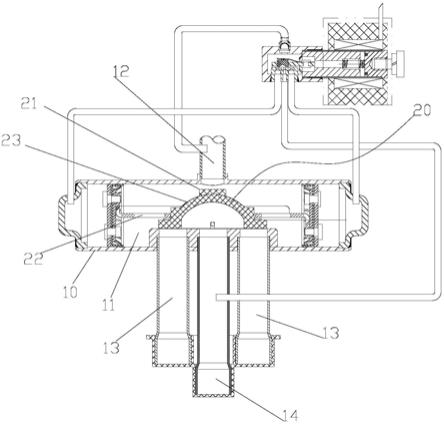
[0078]
采用凝固模拟软件开展本实用新型实施例的铝基复合材料通风制动盘的金属型和树脂砂芯的反重力铸造成型过程模拟,分析和评估浇注、凝固过程和制动盘铸件质量。图13为优化的成型工艺方案,其中a1点为铸造的上盘面位置、a2点为铸造的下盘面位置、a3点为内浇口位置、a4点为横浇道位置、a5点为升液管位置。本实用新型采用procast凝固模拟软件开展的仿真分析结果表明,采用图13所示的反重力铸造工艺,可以获得图14所示的平稳充型效果,可有效降低充型过程产生气孔、夹渣等缺陷的风险;图15为点a1
‑
a5各点的凝固冷却曲线,依据顺序凝固原理,合理的凝固顺序应为a1
‑
a2
‑
a3
‑
a4
‑
a5,即a1点先凝固、依次为a2点、a3点、a4点,最后凝固的是a5点。图15的冷却曲线表明,本实用新型所设计的反重力铸造工艺,可以实现很好的顺序凝固模式,即凝固过程中从升液管a5到横浇道a4、至内浇口a3冷却时间依次由长变短、凝固顺序合理,能建立良好的补缩通道,可以对下盘体部位a2、上盘体部位a1实施凝固补缩,获得无收缩孔洞的健全刹车盘铸件毛坯。
[0079]
通过设计的铸造工艺,本实用新型实施例的铝基复合材料通风制动盘充型过程平稳、可以建立良好的顺序凝固模式,能有效地减少气孔、夹渣缺陷并能实现好的补缩效果,可获得成型质量优良的sicp/a356铝基复合材料通风制动盘。
[0080]
4、力学性能
[0081]
采用金属型、反重力铸造法成型的sicp/a356铝基复合材料试样经过热处理后,测
试其强度和硬度等力学性能,测试结果如下表所示。由表3可知,采用金属型、反重力铸造法成型铝基复合材料的抗拉强度比普通重力铸造方法提高约60%。
[0082]
表3本实用新型实施例铝基复合材料性能
[0083]
成型方法常温抗拉强度/mpa硬度/hbs重力铸造约170约80金属型、反重力≥280≥110
[0084]
5、物理及摩擦磨损性能
[0085]
试验结果表明,本实施例铝基复合材料的常温比热容≥856j/(kg.k),常温热导率≥143w/(m.k)。
[0086]
铝基复合材料通风制动盘与合成闸片摩擦试验结果表明,干燥状态和潮湿状态下,静摩擦系数的重复性和稳定性较好,平均静摩擦系数0.42~0.48。干摩擦条件下平均摩擦系数均高于0.35。瞬时摩擦系数曲线平滑,在相同的制动条件下,瞬时摩擦系数具有很好的重复性和稳定性。
[0087]
此外,本实用新型实施例的铝基复合材料通风制动盘的公称重量为4.46公斤,与目前市场典型的同等规格ht250灰铸铁制动盘相比,本实用新型制动盘的重量减少在50%以上,轻量化效果显著。
[0088]
实施例二:
[0089]
实施例二是一种带有曲线形板状连接筋的通风制动盘。
[0090]
如图6所示,本实施例中连接筋30为带有弯曲弧度的曲线形板状结构,板状结构连接筋30一端向内延伸到安装部40,与安装部40相连,另一端向外延伸到靠近制动盘最大外径处。整个制动盘沿周向共计均匀分布30条板状结构连接筋30。
[0091]
仿真分析表明,本实施例的连接筋30具有优良的泵风能力,通风道内空气流速大,散热冷却效果显著,能够有效降低摩擦温升。
[0092]
实施例二通风制动盘的其余结构特征与实施例一相同,在此不再赘述。
[0093]
实施例三:
[0094]
实施例三是一种直线形板状连接筋和圆柱状连接筋相结合的通风制动盘。
[0095]
如图7所示,本实施例中连接筋30由三圈结构构成,内圈为直线形板状结构,板状结构连接筋30一端向内延伸到安装部40,与安装部40相连,另一端向外延伸到靠近制动盘本体中径的部位,整个制动盘沿周向共计均匀分布30条板状结构连接筋30;中圈为圆柱状结构连接筋30,在制动盘同一圆周上均匀分布30个,位置上与内圈板状连接筋30相互交错;外圈为圆柱状结构连接筋30,在制动盘同一圆周上均匀分布30个,位置上与中圈圆柱状连接筋30相互交错。
[0096]
仿真分析表明,本实施例的连接筋30在通风散热效果上兼具实施例一和实施例二的优点,既有较好的通风散热、降低制动盘温度的能力,又有较好的均匀化制动盘各处温度的能力。
[0097]
实施例三通风制动盘的其余结构特征与实施例一相同,在此不再赘述。
[0098]
可选地,本实用新型所涉及的汽车用铝基复合材料制动盘,其铸型还可以采用硬化砂型,如树脂砂型。
[0099]
本实用新型的一种汽车用铝基复合材料通风制动盘的通风散热能力、温度均匀化
能力、热负荷能力、结构强度均有良好的表现,满足使用工况下的性能要求,且铸造成型质量优良,相较典型的同等规格ht250灰铸铁材质通风制动盘而言,实现减重50%以上,相较其他复合材料制动盘而言,具有明显的成本优势,本实用新型的sicp/a356铝基复合材料通风制动盘可以作为汽车轻量化制动盘推广使用,有望实现制动盘减重30%~50%的目标,还可以延长使用寿命、减少运用成本、提高安全可靠性,实现无噪声绿色制动,特别适用于新能源汽车制动盘。
[0100]
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。