1.本发明涉及一种绝缘电路基板,其具备绝缘树脂层和电路层,所述电路层由以电路图案状配设于该绝缘树脂层的一面的金属片组成。
2.本技术基于2019年3月26日在日本技术的专利申请2019
‑
057990号主张优先权,在此引用其内容。
背景技术:
3.在功率模块、led模块及热电模块中,设为如下结构:在绝缘层的一面形成有由导电材料组成的电路层的绝缘电路基板上,接合了功率半导体元件、led元件及热电元件。
4.作为上述绝缘电路基板,例如提出有专利文献1中所记载的金属基电路基板。
5.在专利文献1中所记载的金属基电路基板中,在金属基板上形成有绝缘树脂层,在该绝缘树脂层上形成有具有电路图案的电路层。在此,绝缘树脂层由作为热固型树脂的环氧树脂构成,电路层由铜箔构成。
6.在该金属基电路基板中,设为如下结构:在电路层上接合有半导体元件,金属基板的与绝缘树脂层相反的一侧的面配设有散热器,将在半导体元件中产生的热传递到散热器侧进行散热。
7.然后,在专利文献1中所记载的金属基电路基板中,通过对配设于绝缘树脂层上的铜箔进行蚀刻处理而形成电路图案。
8.最近,对搭载于电路层的半导体元件通电的电流趋于变大,随之,来自半导体元件的发热量也变大。因此,为了确保导电性及导热性,要求加厚电路层。在此,在加厚了电路层的情况下,若如专利文献1中所记载通过蚀刻处理形成电路图案,则在电路层的端面产生塌边(
ダレ
),电场集中在电路层的端面,有可能绝缘性会降低。
9.因此,在专利文献2中提出了在进行了蚀刻处理的情况下抑制产生塌边的技术。然而,即使是该专利文献2中所记载的方法,电场也容易集中在电路层的端面,有可能绝缘性会降低。并且,在加厚了电路层的情况下,由于当通过蚀刻处理形成电路图案时需要时间,因此无法有效地制造绝缘电路基板。
10.并且,最近,根据小型化及轻量化的观点,电路图案之间的距离趋于变小,若无法以高的尺寸精度形成电路图案,则有可能电路图案之间的绝缘性变得不充分。
11.作为不实施蚀刻处理而形成电路层的方法,例如在专利文献3中提出了预先将赋予所期望形状的冲孔金属片接合于陶瓷基板的技术。根据该方法,即使加厚电路层,也不会在金属片的端面产生塌边,能够确保电路图案之间的绝缘性,也可以减小电路图案之间的距离。
12.专利文献1:日本特开2015
‑
207666号公报
13.专利文献2:日本特开2018
‑
101763号公报
14.专利文献3:日本特开平09
‑
135057号公报
15.在专利文献3中,将陶瓷基板用作绝缘层,并通过将金属片在层叠方向上对该陶瓷
基板进行加压而接合金属片与陶瓷基板。
16.在用由热固型树脂组成的绝缘树脂层来构成绝缘层的情况下,在固化前的树脂组合物上配置金属片,将金属片在层叠方向进行加压并加热,由此使树脂组合物固化而构成绝缘树脂层,并且绝缘树脂层与金属片被接合。在此,在加厚了电路层的情况下,在配置有金属片的区域中树脂组合物充分地被加压,然而在未配置有金属片的区域中树脂组合物的加压不充分,在绝缘树脂层的内部生成大量的孔隙,有可能无法确保绝缘树脂层的绝缘性。因此,在使用了绝缘树脂层的绝缘电路基板中,难以高精度地形成较厚的电路层。
技术实现要素:
17.本发明是鉴于前述情况而完成的,其目的在于提供一种绝缘电路基板,其具有较厚的电路层且高精度地形成电路层的端部形状,并且耐电压性优异。
18.为了解决上述课题,本发明的绝缘电路基板具备:绝缘树脂层;及电路层,由以电路图案状配设于所述绝缘树脂层的一面的金属片组成,所述绝缘电路基板的特征在于,构成所述电路层的所述金属片的厚度t为0.5mm以上,所述绝缘树脂层由热固型树脂构成,位于以电路图案状配设的所述金属片之间的区域的孔隙率为0.8%以下,所述金属片的端部与所述绝缘树脂层的表面所成角度θ在70
°
以上且110
°
以下的范围内。
19.根据该结构的绝缘电路基板,由于构成所述电路层的所述金属片的厚度t为0.5mm以上,因此确保导电性,并且在电路层中能够使热在面方向扩散,散热特性优异。
20.并且,由于以电路图案状配设有金属片,所述金属片的端部与所述绝缘树脂层的表面所成角度θ在70
°
以上且110
°
以下的范围内,因此高精度地形成电路层的端部形状,能够抑制电路层的接合界面的端部上的电场集中,并可以提高耐电压性。
21.并且,由于所述绝缘树脂层由热固型树脂构成,位于以电路图案状配设的所述金属片之间的区域的孔隙率为0.8%以下,因此能够确保绝缘树脂层中的绝缘性。
22.在此,在本发明的绝缘电路基板中,以电路图案状配设的所述金属片的厚度t与所述金属片彼此的最接近距离l的比l/t优选为1.0以下。
23.在该情况下,由于所述金属片的厚度t与所述金属片彼此的最接近距离l的比l/t为1.0以下,因此可以实现使用了该绝缘电路基板的组件的小型化及轻量化。
24.此外,在本发明的绝缘电路基板中,优选在所述绝缘树脂层的与所述电路层相反的一侧的面形成有散热层。
25.在该情况下,通过在所述绝缘树脂层的与所述电路层相反的一侧的面形成的散热层,可以有效地散发电路层侧的热。
26.一种制造本发明的绝缘电路基板的方法,其特征在于,具有:金属片形成工序,形成成为电路层的金属片;树脂组合物配设工序,在成为散热层的金属板的一面配设树脂组合物;金属片配置工序,在所述树脂组合物的一面,以电路图案状配置多个所述金属片;及加压和加热工序,将所述金属板、所述树脂组合物及所述金属片在层叠方向进行加压并加热,在所述加压和加热工序中,使所述树脂组合物固化而形成绝缘树脂层,将所述金属板与所述绝缘树脂层、所述绝缘树脂层与所述金属片进行接合,从而形成散热层及电路层。
27.根据该结构,由于具有树脂组合物配设工序、金属片配置工序及加压和加热工序,因此能够同时进行绝缘树脂层的形成和金属片、绝缘树脂层及金属板的接合,并能够有效
地制造绝缘电路基板。
28.并且,能够不进行蚀刻处理而形成电路图案,高精度地形成电路层的端部形状,并可以抑制电路层的接合界面的端部的电场集中。
29.而且,在本实施方式中构成为在加压和加热工序中在金属片侧配置橡胶状弹性体并进行加压,因此能够充分地按压整个树脂组合物,并可以充分地减小绝缘树脂层内的孔隙。由此,能够确保绝缘树脂层的绝缘性。
30.根据本发明,能够提供一种绝缘电路基板,其具有较厚的电路层且高精度地形成电路层的端部形状,并且耐电压性优异。
附图说明
31.图1是使用了本发明的实施方式的绝缘电路基板的功率模块的剖面说明图。
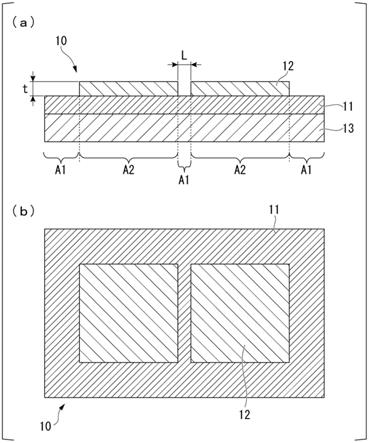
32.图2是本发明的实施方式的绝缘电路基板的说明图。(a)是剖视图,(b)是俯视图。
33.图3是图2所示的绝缘电路基板中的电路层(金属片)与绝缘树脂层的接合界面的放大说明图。
34.图4是表示本发明的实施方式的绝缘电路基板的制造方法的一例的流程图。
35.图5是表示图4中的金属片形成工序的说明图。
36.图6是表示本发明的实施方式的绝缘电路基板的制造方法的一例的说明图。
37.图7是在实施例中对绝缘电路基板的耐电压性进行评价的试验装置的概略说明图。
具体实施方式
38.以下,参考附图对本发明的实施方式进行说明。
39.图1示出本发明的实施方式的绝缘电路基板10及使用了该绝缘电路基板10的功率模块1。
40.该功率模块1具备:绝缘电路基板10;半导体元件3,通过焊锡层2接合于该绝缘电路基板10的一侧(图1中为上侧);及散热器31,通过焊锡层32接合于绝缘电路基板10的另一侧(图1中为下侧)。
41.焊锡层2、32设为例如sn
‑
ag系、sn
‑
cu系、sn
‑
in系或sn
‑
ag
‑
cu系的焊锡材料(所谓的无铅焊锡材料)。
42.半导体元件3是具备半导体的电子组件,根据所需功能选择各种半导体元件。
43.如图1及图2(a)所示,绝缘电路基板10具备绝缘树脂层11、在绝缘树脂层11的一面(图1及图2(a)中为上面)上形成的电路层12、在绝缘树脂层11的一面(图1及图2(a)中为上面)上形成的散热层13。
44.绝缘树脂层11防止电路层12与散热层13之间的电连接,并由具有绝缘性的热固型树脂构成。在本实施方式中,为了确保绝缘树脂层11的强度而使用含有填料的热固型树脂。
45.在此,作为填料,能够使用例如氧化铝、氮化硼、氮化铝等。并且,作为热固型树脂,能够使用环氧树脂、聚酰亚胺等。
46.在本实施方式中,绝缘树脂层11由含有氧化铝作为填料的环氧树脂构成。并且,绝缘树脂层11的厚度在20μm以上且250μm以下的范围内。
47.然后,在该绝缘树脂层11中,位于以电路图案状配设的金属片(金属层、金属部件)22之间的区域a1(即,未配设有金属片22的区域)的孔隙率b1为0.8%以下。另外,位于以电路图案状配设的金属片22之间的区域a1的孔隙率b1优选为0.7%以下,进一步优选为0.6%以下。
48.并且,在本实施方式中,配设有金属片22的区域a2的孔隙率b2与位于以电路图案状配设的金属片22之间的区域a1的孔隙率b1的比b2/b1在0.5以上且1.5以下的范围内,位于以电路图案状配设的金属片22之间的区域a1的孔隙率b1与配设有金属片22的区域a2的孔隙率b2之差小,在整个绝缘树脂层11中成为较均匀的孔隙率。
49.如图6所示,电路层12通过在绝缘树脂层11的一面(图6中为上面)上接合由导电性优异的金属组成的金属片22而形成。作为金属片22,能够使用通过对金属板进行冲孔加工而形成的金属片。在本实施方式中,作为构成电路层12的金属片22,使用对无氧铜的轧制板进行冲孔加工而成的金属片。
50.在该电路层12中,通过上述金属片22以电路图案状配置而形成有电路图案,其一面(图1中为上面)设为搭载半导体元件3的搭载面。
51.在此,电路层12(金属片22)的厚度t为0.5mm以上。另外,电路层12(金属片22)的厚度t优选为1.0mm以上,进一步优选为1.5mm以上。并且,电路层12(金属片22)的厚度t的上限并不受特别的限制,实际上为3.0mm以下。
52.并且,以电路图案状配设的金属片22彼此的最接近距离l优选设定为与以电路图案状配设的金属片22的厚度t的比l/t为2.0以下。另外,l/t进一步优选为1.0以下,更优选为0.5以下。
53.在本实施方式中,具体而言,以电路图案状配设的金属片22彼此的最接近距离l设定在1.0mm以上且1.5mm以下的范围内。
54.然后,在沿着层叠方向的剖面中,电路层12(金属片22)的与绝缘树脂层11的接合界面附近的端面形状如图3所示,在电路图案的端部中,绝缘树脂层11的表面与电路层12(金属片22)的端面所成角度θ优选在70
°
以上且110
°
以下的范围内。
55.另外,该角度θ的下限进一步优选为80
°
以上,更优选为85
°
以上。另一方面,角度θ的上限进一步优选为100
°
以下,更优选为95
°
以下。
56.散热层13具有通过使在搭载于绝缘电路基板10上的半导体元件3中产生的热在面方向扩散而提高散热特性的作用。因此,散热层13由导热性优异的金属例如铜或铜合金、铝或铝合金构成。在本实施方式中,由无氧铜的轧制板构成。并且,散热层13的厚度设定在0.05mm以上且3mm以下的范围内。
57.散热器31用于散发绝缘电路基板10侧的热。散热器31由导热性良好的铜或铜合金、铝或铝合金等构成。在本实施方式中,设为由无氧铜组成的散热板。另外,散热器31的厚度设定在3mm以上且10mm以下的范围内。
58.在此,绝缘电路基板10的散热层13与散热器31通过焊锡层32接合。
59.以下,使用图4至图6对本实施方式的绝缘电路基板的制造方法进行说明。
60.(金属片形成工序s01)
61.首先,形成成为电路层12的金属片22。对金属板24(在本实施方式中为无氧铜的轧制板)进行冲孔加工而形成金属片22。在本实施方式中,如图5所示,由冲孔加工机51的凸型
52及凹型53夹持金属板24并进行剪切。由此,从金属板24冲切金属片22。
62.(树脂组合物配设工序s02)
63.接着,如图6所示,在成为散热层13的金属板23的一面(图6中为上面),配设含有作为填料的氧化铝、作为热固型树脂的环氧树脂及固化剂的树脂组合物21。
64.(金属片配置工序s03)
65.接着,在树脂组合物21的一面(图6中为上面),以电路图案状配置多个金属片22。
66.(加压和加热工序s04)
67.接着,通过将成为散热层13的金属板23、树脂组合物21及金属片22在层叠方向进行加压并加热,使树脂组合物21固化而形成绝缘树脂层11,并且将金属板23与绝缘树脂层11、绝缘树脂层11与金属片22进行接合,从而形成散热层13及电路层12。
68.在此,在本实施方式中构成为:在加压和加热工序s04中,在金属片22侧配置橡胶状弹性体45,并将金属片22向树脂组合物21侧进行按压。橡胶状弹性体45例如由硅橡胶等构成。
69.并且,在加压和加热工序s04中,加热温度在120℃以上且350℃以下的范围内,加热温度下的保持时间在10分钟以上且180分钟以下的范围内。并且,层叠方向的加压荷载在1mpa以上且30mpa以下的范围内。
70.在此,加热温度的下限优选为150℃以上,进一步优选为170℃以上。另一方面,加热温度的上限优选为250℃以下,进一步优选为200℃以下。
71.加热温度下的保持时间的下限优选为30分钟以上,进一步优选为60分钟以上。另一方面,加热温度下的保持时间的上限优选为120分钟以下,进一步优选为90分钟以下。
72.层叠方向的加压荷载的下限优选为5mpa以上,进一步优选为8mpa以上。另一方面,层叠方向的加压荷载的上限优选为15mpa以下,进一步优选为10mpa以下。
73.通过上述各工序而制造本实施方式的绝缘电路基板10。
74.(散热器接合工序s05)
75.接着,在该绝缘电路基板10的散热层13的另一面接合散热器31。在本实施方式中,通过焊锡材料而接合散热层13与散热器31。
76.(半导体元件接合工序s06)
77.然后,在绝缘电路基板10的电路层12上接合半导体元件3。在本实施方式中,通过焊锡材料而接合电路层12与半导体元件3。
78.通过以上工序而制造图1所示的功率模块1。
79.根据如上所述构成的本实施方式的绝缘电路基板10,电路层12由导电性及导热性优异的金属(无氧铜)组成,构成电路层12的金属片22的厚度t为0.5mm以上,因此导电性及散热特性优异,并且能够良好地适用于负载大电流高电压的用途。
80.并且,由于以电路图案状配设有金属片22,因此高精度地形成电路层12(金属片22)的端部形状,能够抑制电路层12(金属片22)的接合界面的端部中的电场集中,并可以提高耐电压性。
81.然后,绝缘树脂层11由热固型树脂构成,并且位于以电路图案状配设的金属片22之间的区域a1(未配设有金属片22的区域)的孔隙率b1为0.8%以下,因此充分地进行加压而形成有绝缘树脂层11,能够确保绝缘树脂层11中的绝缘性。
82.并且,在本实施方式中,配设有金属片22的区域a2的孔隙率b2与位于以电路图案状配设的金属片22之间的区域a1的孔隙率b1的比b2/b1在0.5以上且1.5以下的范围内,位于以电路图案状配设的金属片22之间的区域a1的孔隙率b1与配设有金属片22的区域a2的孔隙率b2之差小,在整个绝缘树脂层11中成为较均匀的孔隙率,因此整个绝缘树脂层11均匀地被加压而形成有绝缘树脂层11,能够充分地确保绝缘树脂层11中的绝缘性。
83.此外,在本实施方式中,电路层12(金属片22)的端部与绝缘树脂层11的表面所成角度θ在70
°
以上且110
°
以下的范围内,因此能够抑制电路图案的端部中的电场集中。因此,可以进一步提高耐电压性。
84.并且,在本实施方式中,以电路图案状配设的金属片22的厚度t与金属片22彼此的最接近距离l的比l/t为1.0以下,因此可以实现使用了该绝缘电路基板10的组件的小型化及轻量化。
85.此外,在本实施方式中,在绝缘树脂层11的与电路层12相反的一侧的面形成有散热层13,因此通过该散热层13可以有效地散发来自搭载于电路层12上的半导体元件3的热。
86.根据本实施方式的绝缘电路基板的制造方法,由于具有树脂组合物配设工序s02、金属片配置工序s03及加压和加热工序s04,因此能够同时进行绝缘树脂层11的形成和金属片22、绝缘树脂层11及金属板23的接合,并能够有效地制造绝缘电路基板10。
87.并且,能够不进行蚀刻处理而形成电路图案,高精度地形成电路层12的端部形状,并可以抑制电路层12的接合界面的端部的电场集中。
88.然后,在本实施方式中构成为:在加压和加热工序s04中,在金属片22侧配置橡胶状弹性体45并进行加压,因此能够充分地按压整个树脂组合物21,并可以充分地减小绝缘树脂层11内的孔隙。由此,能够确保绝缘树脂层11的绝缘性。
89.以上,对本发明的实施方式进行了说明,但是本发明并不限定于此,在不脱离本发明的技术思想的范围内,可以适当地进行变更。
90.例如,在本实施方式中说明了在绝缘电路基板的电路层上搭载功率半导体元件而构成功率模块的情况,但是并不限定于此。例如,可以在绝缘电路基板上搭载led元件而构成led模块,也可以在绝缘电路基板的电路层上搭载热电元件而构成热电模块。
91.并且,在本实施方式中说明了通过焊锡层而接合绝缘电路基板(金属基板)与散热器的情况,但是并不限定于此,也可以通过润滑脂而层叠绝缘电路基板(金属基板)与散热器。
92.此外,散热器的材质或结构并不限定于本实施方式,也可以适当地变更设计。
93.此外,在本实施方式中说明了具有通过冲切金属板24而形成金属片22的金属片形成工序s01的情况,但是并不限定于此,也可以使用通过其他方式形成的金属片。
94.实施例
95.以下,对为了确认本发明的效果而进行的确认实验的结果进行说明。
96.作为成为散热层的金属板而准备无氧铜的轧制板(50mm
×
60mm
×
厚度2.0mm),在该金属板的一面配置了表1所示的树脂组合物的片材。
97.在本发明例1~10及比较例4、5中,在树脂组合物的一面,以图案状配置了表1所示的金属片(20mm
×
20mm)。此时,以金属片彼此的最接近距离成为表1所示值的方式配置了金属片。另外,使用开有与欲形成的电路形状对应的孔的导向夹具,并将金属电路片嵌入该导
向夹具的孔中,由此能够高精度地进行配置。
98.在比较例1~3、6中,在树脂组合物的一面配置了表1所示的金属板(50mm
×
60mm)。
99.然后,作为加压和加热工序,在表2所示的条件下,将金属板、树脂组合物及金属片在层叠方向进行加压并加热,使树脂组合物固化而形成绝缘树脂层,并且接合了金属板、绝缘树脂层及金属片(金属板)。
100.此时,在本发明例1~10及比较例5中,在金属片侧配置由硅橡胶组成的橡胶状弹性体(厚度4.0mm)并在层叠方向进行了加压。并且,在比较例4中,不使用橡胶状弹性体而进行了加压。
101.并且,在比较例1~3、6中,对成为电路层的金属板进行蚀刻处理,并以最接近距离成为表1所示值的方式形成了电路图案。
102.另外,使用基恩斯(keyence)图像尺寸测定器,从所拍摄的图像中读取单片之间的距离,从而测定出最接近距离。
103.关于如上所述得到的绝缘电路基板,如下评价了电路层(金属片)的端部与绝缘树脂层的表面所成角度θ、位于以电路图案状配设的所述金属片之间的区域的孔隙率、散热性评价(热阻)及绝缘性评价(绝缘击穿电压)。
104.(电路层(金属片)的端部与绝缘树脂层的表面所成角度θ)
105.使用剖面抛光仪(jeol co.,ltd.制造的sm
‑
09010)以离子加速电压:5kv,加工时间:14小时,自屏蔽板的突出量:100μm对电路层的剖面进行离子蚀刻之后,使用扫描电子显微镜(sem)观察了电路图案的端部。然后,测定出电路层(金属片)的端部与绝缘树脂层的表面所成角度θ。将评价结果示于表2中。
106.(位于以电路图案状配设的金属片之间的区域的孔隙率)
107.由激光显微镜实施剖面观察,并使用图像分析软件“image j”对所得到的剖面照片(视场尺寸:150μm
×
100μm,视场数:各试样30个视场)实施图像处理,由此计算出孔隙率。将评价结果示于表2中。
108.(热阻)
109.通过依据jesd51的热瞬态测定法测定出绝缘电路基板的热阻。将评价结果示于表2中。
110.(绝缘击穿电压)
111.如图7所示,将散热层载置于底板61上,使探针62接触到电路层的上侧,并对局部放电进行了评价。作为测定装置,使用了mitsubishi cable industries,ltd.制造的局部放电试验机。另外,作为试验气氛,在3m公司制造的fluorinert(tm)fc
‑
770中实施。
112.然后,使电压以每0.5kv的阶跃曲线(保持时间为60秒)升压,将发生了绝缘击穿的电压(漏电流为10ma以上的电压)设为绝缘击穿电压。将评价结果示于表2中。
113.[表1]
[0114][0115]
[表2]
[0116][0117]
※
1角度θ:电路层(金属片)的端部与绝缘树脂层的表面所成角度
[0118]
※
2孔隙率:位于以电路图案状配设的金属片之间的区域的孔隙率
[0119]
在通过蚀刻工序而形成具有电路图案的电路层且电路层的厚度为0.3mm的比较例
1中,电路层的端部与绝缘树脂层的表面所成角度θ成为45
°
的锐角,绝缘击穿电压低至46.7kv/mm。推测为这是因为在电路层的端部中产生了电场集中。并且,由于电路层的厚度薄,因此热阻变高,散热特性不充分。
[0120]
在通过蚀刻工序形成了具有电路图案的电路层的比较例2、3中,电路层的端部与绝缘树脂层的表面所成角度θ分别成为48
°
、40
°
的锐角,绝缘击穿电压低至46.7kv/mm。推测为这是因为在电路层的端部中产生了电场集中。
[0121]
在当以电路图案状配置金属片并进行加压和加热时未使用橡胶状弹性体的比较例4中,位于以电路图案状配设的金属片之间的区域的孔隙率高达4.8%,绝缘击穿电压低至26.7kv/mm。推测为这是因为未能够充分地加压树脂组合物。
[0122]
在电路层(金属片)的厚度为0.3mm的比较例5中,热阻变高。推测为这是因为在电路层中未能够使热充分地扩散。
[0123]
在通过蚀刻工序而形成具有电路图案的电路层且电路层的厚度为0.3mm,并将聚酰亚胺树脂用作热固型树脂的比较例6中,电路层的端部与绝缘树脂层的表面所成角度θ成为45
°
的锐角,绝缘击穿电压低至48.6kv/mm。推测为这是因为在电路层的端部中产生了电场集中。并且,由于电路层的厚度薄,因此热阻变高,散热特性不充分。
[0124]
相对于此,在满足本发明的规定且将环氧树脂用作热固型树脂的本发明例1~9中,热阻充分低且散热性优异。并且,绝缘击穿电压均为50.0kv/mm以上,绝缘性优异。
[0125]
并且,在满足本发明的规定且将聚酰亚胺树脂用作热固型树脂的本发明例10中,与将聚酰亚胺树脂用作热固型树脂的比较例6相比,热阻充分低且绝缘击穿电压高,散热性及绝缘性优异。
[0126]
由以上内容确认到,根据本发明例,可以提供一种绝缘电路基板及该绝缘电路基板的制造方法,所述绝缘电路基板具有较厚的电路层且高精度地形成电路层的端部形状,并且耐电压性优异。
[0127]
产业上的可利用性
[0128]
根据本发明,能够提供一种绝缘电路基板,其具有较厚的电路层且高精度地形成电路层的端部形状,并且耐电压性优异。
[0129]
符号说明
[0130]1‑
功率模块,3
‑
半导体元件,10
‑
绝缘电路基板,11
‑
绝缘树脂层,12
‑
电路层,13
‑
散热层,21
‑
树脂组合物,22
‑
金属片,23
‑
金属板,45
‑
橡胶状弹性体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

