1.本发明涉及钻石工艺及结构,特别涉及一种星座异性结构钻石及星座形状结构,及对应的加工方法。
背景技术:
2.钻石是指经过琢磨的金刚石,金刚石是一种天然矿物,是钻石的原石。其通过表面形成不同的刻面,结合其自身的性质,形成具有明亮、夺目的光折射效果。而白光、火彩、闪烁度都是钻石评判的重要指标,通过这些质保可以评价出钻光折射、发射质量,从而辅助得到现有的钻石结构都未能最大限度的折射出理想的光泽。
技术实现要素:
3.本发明第一个目的是为了克服现有技术的不足,提供一种星座形状结构亭部,其能具有较优的光泽,增加钻石的白光、火彩、闪烁度,达到较优的效果。
4.本发明第二个目的是为了提供一种星座异性结构钻石。
5.本发明第三个目的是为了提供一种钻石亭部的加工方法及钻石加工方法。
6.一种星座形状结构亭部,所述亭部包括至少两层底瓣,包括第一底瓣、第二底瓣,所述第二底瓣成星座形状结构;所述第二底瓣靠近所述亭部的尖部。
7.作为优选,所述第二底瓣包括若干主刻面,所述主刻面构成所述星座形状结构;所述第二底瓣刻磨层叠在第一底瓣上,以使形成具有凹凸形状的结构。
8.作为优选,所述第一底瓣包括若干箭面瓣面,所述第二底瓣包括若干主刻面,所述主刻面与所述箭面瓣面连接形成凹凸起伏结构。
9.作为优选,所述亭部还包括基层底瓣,所述第一底瓣为箭面底瓣,所述第一底瓣刻磨层叠在所述基层底瓣上;所述第一底瓣包括若干箭面瓣面;第二底瓣刻磨层叠在第一底瓣上,或第二底瓣刻磨层叠横跨所述基层底瓣及所述第一底瓣上。
10.作为优选,所述基层底瓣靠近腰部第一底瓣的两端分别与尖部、腰部相接,第二底瓣靠近尖部。
11.作为优选,所述基层底瓣包括十六个基层瓣面;所述第一底瓣包括八个剪面瓣面;以四个基层瓣面为一组,第一底瓣分为两部份;所述第二底瓣12个主刻面,以6个主刻面为一组;两组主刻面分别设置在两部分,且每组的相邻的主刻面相互连接;若以基层瓣面为参考,所述主刻面横跨两个基层瓣面,且每组内的所述6个主刻面形成锯齿状。
12.作为优选,各个主刻面的的长度及宽度相等。
13.作为优选,所述主刻面刻画有设置有分段花纹或完全抛光。
14.作为优选,所述主刻面跨过两基层瓣面的骨棱,所述主刻面占所述两基层瓣面的25
‑
30%的面积。
15.一种星座异性结构钻石,包括钻石主体,所述钻石主体包括冠部、腰部及亭部;所述亭部的结构为所述的钻石的亭部结构。
16.一种钻石亭部的加工方法,包括以下步骤:
17.s1、在亭部的滑面上,打磨出基础长三角刻面,形成基层底瓣;
18.s2、在基层底瓣上打磨出箭面,形成第一底瓣;
19.s3、以所述腰部的中心面为基准,对所述亭部的尖位部进行磨面,磨出第二底瓣;所述第二底瓣的形状为星座形状的结构;所述第二底瓣包括若干主刻面。
20.作为优选,所述步骤s3中,所述亭部表面平均分为两部分;所述第二底瓣包括两分瓣面,两分瓣面分别设置在两部分上;所述分瓣面包括若干主刻面,相邻主刻面之间相互连接。
21.作为优选,所述步骤s3中,先加工第一分瓣面;加工第一分瓣面,包括以下步骤:
22.s31、在第一底瓣的第一部分上,以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度对第一底瓣进行磨面,得到第一主刻面;所述第一主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面。
23.s32、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第一主刻面的加工末端为起点,对第一底瓣进行磨面,得到第二主刻面;所述第二主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
24.s33、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第二主刻面的加工末端为起点,对第一底瓣进行磨面,得到第三主刻面;所述第三主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
25.s34、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第三主刻面的加工末端为起点,对第一底瓣进行磨面,得到第四主刻面;所述第四主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
26.s35、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第四主刻面的加工末端为起点,对第一底瓣进行磨面,得到第五主刻面;所述第五主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
27.s36、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第五主刻面的加工末端为起点,对第一底瓣进行磨面,得到第六主刻面;所述第六主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面。
28.加工完第一底瓣,再加工第二底瓣;加工第二底瓣,包括如下步骤:
29.s37、将所述亭部横向转动180度,在第一底瓣的第二部分上开始进行磨面;
30.s38、在第一底瓣的第二部分上,以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度对第一底瓣进行磨面,得到第七主刻面;所述第七主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
31.s39、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第七主刻面的加工末端为起点,对第一底瓣进行磨面,得到第八主刻面;所述第八主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
32.s310、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第八主刻面的加工末端为起点,对第一底瓣进行磨面,得到第九主刻面;所述第九主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
33.s311、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第九主刻面的加工
末端为起点,对第一底瓣进行磨面,得到第十主刻面;所述第十主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
34.s312、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第十主刻面的加工末端为起点,对第一底瓣进行磨面,得到第十一主刻面;所述第十一主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
35.s313、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第十一主刻面的加工末端为起点,对第一底瓣进行磨面,得到第十二主刻面;所述第十二主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面。
36.一种钻石加工方法,包括以下步骤:
37.a1、准备圆钻基础毛胚,所述圆钻基础毛胚包括冠部、腰部及亭部;所述冠部的表面为圆钻的冠部基本面,包括风筝面、普通星刻面、台面及上腰面;
38.其中,冠部的台面的加工步骤优选为:
39.a11、以腰部的中心面为基准、夹角角度为34
°‑
34.5
°
的角度将冠部进行磨面,磨出均等的第一组的4个瓣面,冠部的台面呈现为等边五角形;
40.a12、以腰部的中心面为基准、夹角角度为34。
‑
34.5。的角度在所述第一组5个面瓣的菱部均等地磨出第二组的4个面瓣,共形成8个面瓣,冠部的台面呈现为等边的八角形;
41.其中,冠部的台面的外侧的八个星刻面的加工步骤优选为:
42.a13、以腰部的中心面为基准、夹角角度为18
°‑
22
°
的角度,在相邻的两个面瓣与冠部的台面的交接角位、每间隔一个角位进行磨面,形成第一组四个三角形的星瓣;
43.a14、以腰部的中心面为基准、夹角角度为18
°‑
22
°
的角度在剩余的交接角位进行打磨,磨出第二组四个三角形的星瓣,形成共8个星瓣;
44.其中,八个风筝面的加工步骤优选为:
45.a15、以腰部的中心面为基准、夹角角度为46。
‑
48
°
的角度,对8个面瓣每间隔一个菱部进行磨面,形成第一组4个小瓣面;
46.a16、以腰部的中心面为基准、夹角角度为46
°‑
48
°
的角度,对剩余的面瓣的菱部进行磨面,磨出第二组4个小瓣面,形成共8个小瓣面。
47.a2、实施所述的钻石亭部的加工方法。
48.为了达到上述目的,本发明采用以下技术方案:
49.与现有技术相比,本发明具有以下有益效果:
50.通过上述结构及步骤,将具有传统圆钻的57个刻面的切割法代替,形成冠部有37个切面,底部有36个切面,钻石在放大镜下呈现出的星座指代标志的图案。光线经钻石透射、折射次数较多,形成的图案较为新颖、特别,提高了钻石的闪烁度,发出璀璨光芒,折射出相对于目前更为好的光泽。
附图说明
51.图1至图6是实施例6中关于步骤s3的具体加工示意图;
52.图7至图12是实施例7中关于步骤s5的具体加工示意图;
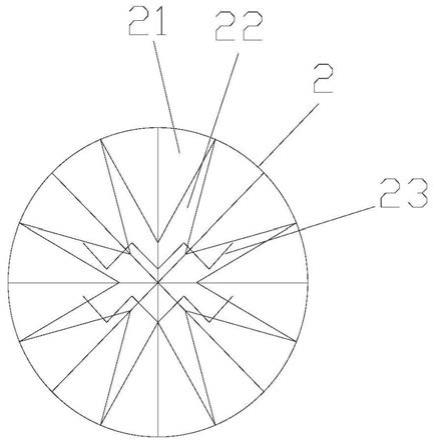
53.图13是亭部的结构示意图。
54.图中:
55.1—冠部;11—风筝面;12—星刻面;13—上腰面;14—台面;2—亭部;21—基础底瓣; 22—第一底瓣;23—第二底瓣。
具体实施方式
56.现结合附图与具体实施例对本发明作进一步说明。
57.文中所述中心面是指钻石的腰部二分之一高度的圆截面,以下“中心面”均指该圆截面。
58.参阅图13所示,本发明所述的一种星座异性结构钻石,包括钻石主体,钻石主体包括冠部、腰部及亭部;冠部的表面可为圆钻冠部基本面,也可以根据实际设置成其它形式的切面。
59.以一个实施例描述本发明所述星座形状结构亭部
60.实施例1
61.参阅图13所示,亭部包括基层底瓣、第一底瓣、第二底瓣,三个底瓣,大致由底至面依次设置的,但根据第二底瓣的实际的形状结构,可能会跨越制第一底瓣。基层底瓣靠近腰部,第一底瓣是通过在刻磨层叠在基层底瓣上;第一底瓣为箭面底瓣,第二底瓣的结构为星座形状结构,第一底瓣的两端分别与尖部、腰部相接,第二底瓣靠近尖部。第一底瓣的瓣面与腰部的中心面的夹角角度为31~32度。
62.基层底瓣包括若干个基层瓣面,第一底瓣包括若干箭面瓣面,第二底瓣包括若干主刻面,主刻面刻磨层叠在箭面瓣面,形成凹凸起伏结构。
63.基层底瓣、第一底瓣的瓣面的数量与第二底瓣的刻面的数量可有以下配合:基层底瓣包括十六个基层瓣面,第一底瓣具有八个箭面瓣面,第二底瓣的具有十二个主刻面。第一底瓣的八个箭面瓣面,以四个为一组,第一底瓣分为两部份;第二底瓣的十二个主刻面,以六个主刻面为一组;两组主刻面分别设置在两部分,且每组的相邻的主刻面相互连接。若以基层瓣面为参考,主刻面横跨两个基层瓣面,且每组内的六个主刻面形成锯齿状。
64.各个主刻面的的长度及宽度相等。主刻面刻画有设置有分段花纹或完全抛光。主刻面跨过两基层瓣面的骨棱,所述主刻面占所述两基层瓣面的25
‑
30%的面积。
65.以一个实施例描述本发明所述的星座异性结构钻石:
66.实施例2
67.参阅图13所示,本发明所述的一种星座异性结构钻石,包括钻石主体,钻石主体包括冠部、腰部及本发明所述的亭部结构;冠部的表面可以是以下结构,也可以根据实际设置成其它形式的切面。
68.冠部包括位于中心的八边形台面,围设在八边形台面且以每个台面的一边为边的八个星刻面,在相邻的星刻面之间设置有风筝面,在两个风筝面之间设置有对称的两个上腰面,即风筝面共有八个,上腰面共有十六个。
69.综上,本发明所述的星座形状结构的钻石,配合刻面与刻面之间的光学折射呈现出不同的图形,通过第一底瓣与第二底瓣的相互配合,能够展现出星座的图型。本发明所述的钻石获得独特的光学折射成形效果,通过折射体现出多样化的刻面变化效果,同时能够通过这种变化提高钻石的光泽强度。
70.本发明所述的星座形状结构的钻石不仅限于底部的变化打磨,使得钻石在搭配不
同角度及不同刻面的时候呈现出星座形状的结构图案,使得钻石变化更多姿多彩。
71.本发明所述的星座形状结构的钻石,通过亭部第二底板的主刻面结构的配合,打磨出了简单巧妙的层叠底瓣结构,呈现出星座形状结构的图案而第一底瓣与第二底瓣间类似的层叠式的结构加工较为常见,但由于钻石制造业的特殊,错位的加工方式(主刻面),通常加工起来较困难,而且效果较差,所以在目前的钻石制造领域都运用得较小。而本发明就采用这种错位的加工方式,对钻石进行了不同底瓣的错位加工,实现了突出的光线折射成像的效果。
72.对本发明中的实施例1所述的钻石成品,以及现有的圆钻进行sarin系统的关于钻石等级的检测,得到如下数据:
73.实施例1的样品测试1;
[0074][0075]
实施例1的样品测试2;
[0076][0077]
现有的圆钻的样品测试1;
[0078][0079]
现有的圆钻的样品测试2;
[0080][0081]
从上述4组数据对比可见,本发明所述的钻石在总体等级上能达到ultimate,但普通圆钻普遍来说只能处于premium;具体地,本发明所述的钻石在白光等级、火彩等级、闪烁度等级都能保持优秀之上,光对称等级都多为优秀等级。由此可见,本发明所述的钻石相比于普通的圆钻能达到优秀的闪烁度及火彩,得到高质量的钻石成品。
[0082]
本发明所述的一种星座异性结构钻石的加工方法,包括以下步骤:
[0083]
a1、准备圆钻基础毛胚,所述圆钻基础毛胚包括冠部、腰部及亭部;所述台形冠部的表面为圆钻的冠部基本面,包括风筝面、普通星刻面、台面及上腰面;
[0084]
亭部3的高度为h3、腰部2的高度为h2和冠部1的高度为h1,三者的总高度为腰部2 圆直径l1的60%-63%,冠部1台面11的直径l2为腰部2圆直径l1的55%-58%,腰部 2的厚度为腰部2圆直径l1的2%-3%。
[0085]
a2、对钻石亭部进行加工。
[0086]
以一个实施例描述本发明所述的钻石的亭部结构的加工方法:
[0087]
实施例3
[0088]
参阅图1至图12所示,本发明所述的钻石亭部的加工方法,包括以下步骤:
[0089]
s1、在亭部的滑面上,打磨出基础长三角瓣面,形成基层底瓣;基层底瓣包括十六个基层瓣面;
[0090]
s2、在基层瓣面上打磨出八个箭面瓣面,形成第一底瓣;每个箭面瓣面横跨两个基层瓣面;
[0091]
s3、以腰部的中心面为基准,对亭部的尖位部进行磨面,磨出第二底瓣;第二底瓣的形状为星座形状的结构;第二底瓣包括若干主刻面。
[0092]
步骤s3中,第一底瓣平均分为两部分;第二底瓣包括两分瓣面,两分瓣面分别设置在两部分上;分瓣面包括若干主刻面,相邻主刻面之间相互连接;
[0093]
步骤s3中,先加工第一分瓣面;加工第一分瓣面,包括以下步骤:
[0094]
s31、在亭部的第一部分(即基层底瓣及第一底瓣所组成的亭部表面的一半表面)上,以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度对第一底瓣进行磨面,得到第一主刻面;所述第一主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面。
[0095]
s32、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第一主刻面的加工末端为起点,对第一底瓣进行磨面,得到第二主刻面;所述第二主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
[0096]
s33、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第二主刻面的加工末端为起点,对第一底瓣进行磨面,得到第三主刻面;所述第三主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
[0097]
s34、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第三主刻面的加工末端为起点,对第一底瓣进行磨面,得到第四主刻面;所述第四主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
[0098]
s35、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第四主刻面的加工末端为起点,对第一底瓣进行磨面,得到第五主刻面;所述第五主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
[0099]
s36、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第五主刻面的加工末端为起点,对第一底瓣进行磨面,得到第六主刻面;所述第六主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面。
[0100]
加工完第一分瓣面,再加工第二分瓣面;加工第二分瓣面,包括如下步骤:
[0101]
s37、将所述亭部横向转动180度,在第一底瓣的第二部分(即基层底瓣及第一底瓣所组成的亭部表面的另一半表面)上开始进行磨面;
[0102]
s38、在第一底瓣的第二部分上,以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度对第一底瓣进行磨面,得到第七主刻面;所述第七主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
[0103]
s39、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第七主刻面的加工末端为起点,对第一底瓣进行磨面,得到第八主刻面;所述第八主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
[0104]
s310、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第八主刻面的加工末端为起点,对第一底瓣进行磨面,得到第九主刻面;所述第九主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
[0105]
s311、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第九主刻面的加工末端为起点,对第一底瓣进行磨面,得到第十主刻面;所述第十主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面;
[0106]
s312、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第十主刻面的加工末端为起点,对第一底瓣进行磨面,得到第十一主刻面;所述第十一主刻面为由尖部往腰部、斜上走势的曲刻面或弯折刻面;
[0107]
s313、以腰部的中心面为基准,夹角角度为37
°‑
38
°
的角度,以第十一主刻面的加工末端为起点,对第一底瓣进行磨面,得到第十二主刻面;所述第十二主刻面为由腰部往尖部、斜下走势的曲刻面或弯折刻面。
[0108]
通过上述步骤,即能加工本发明所述的砖石的亭部结构。
[0109]
以一个实施例描述本发明所述的钻石的加工方法:
[0110]
实施例4
[0111]
本发明所述的一种钻石加工方法,包括以下步骤:
[0112]
a1、准备圆钻基础毛胚,所述圆钻基础毛胚包括冠部、腰部及亭部;所述冠部的表面为圆钻的冠部基本面,包括风筝面、普通星刻面、台面及上腰面。
[0113]
其中,冠部的台面的加工步骤优选为:
[0114]
a11、以腰部的中心面为基准、夹角角度为34
°‑
34.5
°
的角度将冠部进行磨面,磨出均等的第一组的4个瓣面,冠部的台面呈现为等边五角形。
[0115]
a12、以腰部的中心面为基准、夹角角度为34。
‑
34.5。的角度在所述第一组5个面瓣的菱部均等地磨出第二组的4个面瓣,共形成8个面瓣,冠部的台面呈现为等边的八角形。
[0116]
其中,冠部的台面的外侧的八个星刻面的加工步骤优选为:
[0117]
a13、以腰部的中心面为基准、夹角角度为18
°‑
22
°
的角度,在相邻的两个面瓣与冠部的台面的交接角位、每间隔一个角位进行磨面,形成第一组四个三角形的星瓣;
[0118]
a14、以腰部的中心面为基准、夹角角度为18
°‑
22
°
的角度在剩余的交接角位进行打磨,磨出第二组四个三角形的星瓣,形成共8个星瓣。
[0119]
其中,八个风筝面的加工步骤优选为:
[0120]
a15、以腰部的中心面为基准、夹角角度为46。
‑
48
°
的角度,对8个面瓣每间隔一个菱部进行磨面,形成第一组4个小瓣面;
[0121]
a16、以腰部的中心面为基准、夹角角度为46
°‑
48
°
的角度,对剩余的面瓣的菱部进行磨面,磨出第二组4个小瓣面,形成共8个小瓣面。
[0122]
a2、实施所述的钻石亭部的加工方法。
[0123]
通过上述步骤,即能加工出本发明所述的钻石结构。
[0124]
本发明所述的钻石的加工方法,配合刻面与刻面之间的光学折射呈现出不同的图形,通过第一底瓣与第二底瓣的相互配合,能够呈现出星座形状的图型。钻石获得独特的光学折射成形效果,通过折射体现出多样化的刻面变化效果,同时能够通过这种变化提高钻石的光泽强度。
[0125]
本发明所述的钻石的加工方法不仅限于底部的变化打磨,使得钻石在搭配不同角度及不同刻面的时候呈现出星座形状的结构图案,使得钻石变化更多姿多彩。
[0126]
本发明所述的钻石的加工方法,通过亭部第二底瓣的主刻面结构的配合,打磨出了简单巧妙的层叠底瓣结构,但呈现出星座形状结构图案。而第一底瓣与第二底瓣间类似的层叠式的结构加工较为常见,但由于钻石制造业的特殊,错位的加工方式,通常加工起来较困难,而且效果较差,所以在目前的钻石制造领域都运用得较小。而本发明就采用这种错位的加工方式,对钻石进行了不同底瓣的错位加工,实现了突出的光线折射成像的效果。
[0127]
本发明并不局限于上述实施方式,如果对本发明的各种改动或变型不脱离本发明的精神和范围,倘若这些改动和变型属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变动。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。