1.本发明的方面一般涉及更新和可回收材料。更具体地说,本发明的实施例涉及纯纤维素材料与消费品有关。
2.先前技术
3.对环境危机—塑料废物污染—的日益关注引发了对可持续和可再生材料的广泛调查。为了规避石油衍生聚合物,一种天然生物聚合物、植物基纤维素纤维为的材料研究界提供了替代品。纤维素纤维由于他们无处不在的来源、可持续、可再生性,因此越来越受到人们的关注,更重要的是,它为最终产品提供了100%的常温生物分解性。
4.然而,许多基于纤维素纤维的现有可生物分解的产品未能达到期许。例如,生产这些纤维素纤维化产品的成本在经济上不利于大规模生产。此外,由于需要抗水性、抗油性或不粘性,许多纤维素纤维产品严重依赖高比例的合成化学成分来实现这些特性或效果。例如,许多现有产品要求在食品或饮料物品的孔中表面涂上一层氟碳化合物。此外,其中一些氟碳基化学品,如全氟辛烷磺酸(pfoa或c8),可对健康和环境造成长期负面影响。
技术实现要素:
5.本发明的实施例通过注入纤维素纤颤的形式来克服现有技术的缺点,以提高纤维素浆的特性。例如,这些特性可能包括机械和阻隔特性,即拉伸强度、液体(例如水、油或酱汁)和气体(例如氧气或二氧化碳)不渗透性得到大大的改善。
6.本发明的另一个实施例进一步提供了纤维化纤维素复合材料,其特性包括增强剂、寡聚剂、碳水化合物、增塑剂、抗菌剂、防水剂和/或透明复合材料。
附图说明
7.具有本领域技术人员可能领会到图文件中的元素是用来说明简单明了,所以并非所有的连贯和选择都表现出来。例如,在商业上可行的实施例中有用或必要的常见但广为人知的要素通常不能加以描述,以便对本披露的这些各种实施例的较少阻碍。可以进一步理解的是,某些行动和/或步骤可以按特定发生的顺序描述或描述,而本领域技术人员可能理解,实际上不需要序列方面的这种特殊性。也可以理解,本案使用的用语和用语可就其相应的调查和研究领域作出定义,除非此处另有规定的具体含义。
8.图1a至1d根据一个实施例说明纤维素纤维水悬浮的物质。
9.图2是根据一个实施例的一种扫描电子显微镜(sem)图像,用于纤维素纤维素(3wt.%)的材料。
10.图3a至3d是根据一个实施例的扫描电子显微镜(sem)图像的半加工纤维素纤维纤维,其中a
‑
b是y纤维素纤维的sem图像和c
‑
d的b纤维素纤维纤维。
11.图4a到4d是根据一个实施例的机械接地半加工纤维的sem图像,其中a
‑
b是y纤维素纤维,c
‑
d表示b纤维素纤维。
12.图5是根据一个实施例显示了由纤维素l28b、l29b、l30b和y制成的容器的图像这
些容器能够保存10天的油。
13.图6a是根据一个实施例的一张显示含有沸水的食物在材料中约5分钟的图像。
14.图6b是根据一个实施例的显示食品与沸水和800瓦微波下加热在下2分钟的图像。
15.图7是根据一个实施例在食品容器中使用的纤维素结构材料的另一个sem影像。
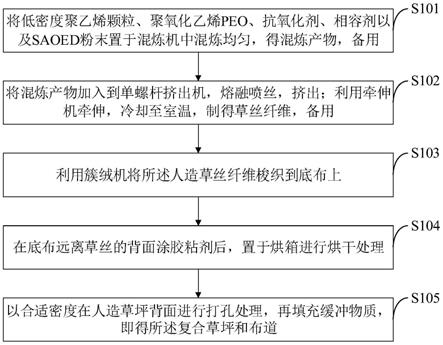
16.图8是根据一个实施例生成材料的方法的流程图。
17.图9是根据一个实施例的膜的三个图像。
18.图10a
‑
13是根据实施例所应用的设备。
19.图14a
‑
d是根据本发明实施例所制成的最终产品图。
20.符号说明
21.802 磨具
22.804 混合器
23.806 混合物
24.808 磨后物
25.810 成型器
26.812 溶解物
27.814 烘干
28.816 最后材质
29.818 中间材质
30.实施方法
31.实施例现在可以更充分地描述所附图式,这些图式构成本文的一部分,并通过图式显示可实践的特定示范实施例。这些图式和示范性实施例可以提出这样一种理解,即本披露是一个或多个实施例原则的范例,不得用于限制所说明的任何实施例。实施例可以以许多不同的形式体现,不应被解释为仅限于此处规定的实施例;相反,提供这些实施例,以便此披露可以是彻底和完整的,并可以充分传达实施例的范围给任何技术人员在艺术。因此,以下详细说明不得以限制意义进行。
32.本发明的实施例包括一种材料,如绿色复合材料(gcm),该材料可包括纤维化纤维素,通常不含化学添加剂或制剂,可独立衍生植物纤维。在一个实施例中,化学增生或制剂可以基于天然的。在另一个实施例中,化学添加剂或制剂可以由实验室制造的。在一些实施例中,这些植物纤维可能来源于甘蔗渣、竹子、阿巴卡、西沙、大麻、亚麻、啤酒花、黄麻、剑王、棕榈、玉米、棉花、木材或以上的农业废料及其任何组合。在其他实施方案中,植物纤维可以为预加工或半加工纤维素。在其他实施例中,通过高压均质机或机械研磨机来加工植物纤维获得带纤维化纤维素的绿色复合材料。在进一步实施例中,通过细菌菌株获得具有纤维化纤维素的复合材料(不产生微生物的纤维素)。在替代实施例中,可以从海洋来源获得纤维化纤维素的材料。
33.在一个实施例中,纤维素的形状和大小可能取决于纤维的来源或纤维的组合与制作过程。尽管如此,纤维化纤维素一般有直径和长度,如下所述。纤维化纤维素,在一个实施例中,可以有直径约11至5000微米(nm)。在另一个实施例中,纤维素的直径可能约为5至150微米或从约100至1000微米。
34.在进一步的实施例中,该材料可能具有增强的特性,提高、增强或改善各种特性,
而无需化学添加剂或制剂。在另一个实施例中,具有各种特性的材料,适合携带通常不含化学脂肪或制剂的食物或液体物品。例如,如现有技术所示,各种化学剂或添加剂在制造过程中或涂覆在复合材料中,提供理想的抗拉强度,无论是干的还是湿的,增强的油阻、气体和/或液体不渗透性。本发明的各个方面,不利用与添加到材料中的各种化学添加剂或剂,而是包括一种摆脱使用这些添加剂的复合材料与纤维化纤维素。
35.例如,纤维素的长度可能约为0.1至1000微米,约10至500微米,约1至25微米,或约0.2至100微米。在一些实施方案中,具有不同直径纤维素的纤维素,如重量比为1:100的材料。在另一个实施例中,纤维素的重量比是1:50。在进一步实施例中,混合纤维素材料可能具有提高抗拉强度、干燥或潮湿、增强的油阻、气体和/或液体不渗透性以及成本节约等优点。
36.在一些实施方案中,纤维化纤维素的材料可能具有约8000公分立方每平方尺每24小时或更少的氧气穿透率。在另一个实施方案中,氧气穿透率约是等于或少于5000公分立方每平方尺每24小时。在另一个实施例中,氧气穿透率约等于或少于1000公分立方每平方尺每24小时。
37.此外,在一些实施例中,该材料可能具有约等于或少于3000克每平方尺每24小时或更少的水蒸气穿透过率的特性。此外,对于另一个实施例,水蒸气穿透过率可以是约等于或少于1500克每平方尺每24小时。
38.在一些实施例中,材料可能具有约30兆帕(mpa)或以上的干拉伸强度。在另一个实施例中,干拉伸强度可以是约70兆帕。在另一个实施例中,干拉伸强度可以是约100兆帕或更高。在一些实施例中,该材料可能具有约4千兆帕(gpa)或以上的干拉伸模量的特性。在另一个实施例中,约6千兆帕或以上的干拉伸模量。
39.在一些实施例中,该材料可能具有约45nm g
‑1或以上的干拉伸指数特性。在另一个实施例中,该特性可以是约80nm g
‑1或更高。
40.在一些实施例中,该材料可能具有约5mpa或以上的湿拉伸强度。在另一个实施例中,湿拉伸强度可以是约20mpa或更高。
41.在一些实施例中,该材料可能具有湿拉伸模量约0.4mpa或更高的特性。在另一个实施例中,湿拉伸模量可以是约1.0mpa或更高。
42.在一些实施例中,该材料可能具有约5nm g
‑1或更高的湿拉伸指数特性。在另一个实施例中,湿拉伸指数可以是约20nm g
‑1或更高。
43.在另一个实施例中,该材料可包括粘合剂,以提高干燥和/或湿力。在一个实施例中,粘合剂可以包括聚合物。在其他实施例中,粘合剂可包括金属盐。在另一个实施例中,粘合剂可包括寡聚剂。在其他实施例中,粘合剂可包括碳水化合物酸。在其他实施例中,粘合剂可包括增塑剂。在一些实施例中,本发明中纤维素与粘合剂的重量比可能在33:1至1:1左右。
44.例如,聚合物可包括聚酯、明胶、聚乳酸、赤氨酸、藻酸钠、热塑性淀粉、聚乙烯、甲酸、甲酸胶质、聚乙烯醇或聚丙烯。
45.在另一个实施例中,粘合剂可包括金属盐。例如,金属盐可能包括碳酸钾、硫酸铝钾、碳酸钙和磷酸钙。在一些实施例中,本发明中纤维素与粘合剂的重量比可能在33:1至1:1左右。
46.在另一个实施例中,粘合剂可包括寡聚剂。在一个示例中,寡聚物可能包括寡核苷酸、寡聚肽和聚乙烯乙二醇。在一些实施例中,本发明中纤维素与粘合剂的重量比可能在33:1至1:1左右。
47.在其他实施例中,粘合剂可包括碳水化合物酸。例如,碳水化合物酸可能包括柠檬酸、酸酸和谷氨酸。在一些实施例中,本发明中纤维素与粘合剂的重量比可能在33:1至1:1左右。
48.在实施例中,使用增塑剂的粘合剂可以减少粘附复合材料的脆性和气体渗透性。在一些实施例中,增塑剂可能包括聚醇。在一个实施例中,聚醇可包括甘油。在一个实施例中,多醇可包括山梨醇。在一个实施例中,聚醇可包括五角醇。在一些实施例中,聚醇可包括聚乙烯乙二醇。在一些实施例中,增塑剂与复合材料与粘合剂的重量比约为5:33:1至约1:1。
49.在另一个实施例中,增塑剂可包括分枝多糖、蜡、脂肪酸、脂肪和油。
50.本发明的方面可进一步包括一种防水剂作为化学添加剂,以排斥气体和/或液态水。在一些实施方案中,防水剂包括动物蜡、动物油或动物脂肪。在一个实施例中,防水剂包括石油衍生蜡或石油基蜡。在其他实施例中,防水剂包括植物性蜡、植物性油或植物性脂肪。
51.在一些实施方案中,动物性防水剂可包括蜂蜡、贝类和鲸油。
52.在一些实施方案中,石油基蜡水驱虫剂可包括石蜡、石蜡和矿物油。
53.在一些实施方案中,植物性防水剂可包括棕榈蜡、豆油、棕榈油、棕榈蜡、棕榈蜡和椰子油。
54.在一些实施方案中,防水剂可包括碳酸钾、硫酸钾、碳酸钙和磷酸钙等粘合剂。
55.在进一步实施例中,该材料可包括纤维化纤维素进一步可选,可包括抗菌剂。在一些实施方案中,抗菌剂可包括茶多酚。在一些实施方案中,抗菌剂可包括苯丙酮盐、对羟基苯甲酸、对羟基苯甲酸、第四纪铵盐、乙酰胺、苯甲酸沙酸和山梨酸钾。
56.此外,本发明的另一个实施例可包括具有纤维化纤维素的材料,该材料可进一步选择包括透明复合材料,以增加波长光的传输量,从约300微米增加到800微米。在一些实施例中,材料可以包括分枝多糖。在一些实施例中,材料与透明复合材料的重量比不同,这可能取决于所需的透明度,例如,大约99:1到约1:99。
57.在一些实施方案中,分枝多糖可包括淀粉、多糖和加拉克曼南。
58.在一些实施例中,一个葡聚醣可以包括阿甘丝,拉乌兰,和姜丹。
59.在某些方面,本文提供的产品是由本文披露的材料制造,并容易形成指定的形状,例如,平面或立体。例如,二维示例可以是平面板,其中平面板可用于分解以形成最终产品。在另一个实施例中,材料可溶于液体中,以便随时用于形成最终产品的中。在另一个实施例中,三维实施例(即立体)可以是最终产品。
60.在一个方面,在某些实施例中,最终产品可能包括可食用或可被消化物品的容器,如图5至图7所示。例如,体现此实施例所述材料的终端产品可能包括食品容器或包装。食品容器或包装可包括飞机或航空餐容器、一次性杯子、即食食品容器、胶囊、冰淇淋盒或容器以及巧克力容器。在一些实施例中,产品可以包括可能进一步含有香料的快餐容器,例如泡面、速溶汤等。在这种情况下,对于消费者消化或食用放在本发明各个方面的容器中可被食
用或被消化的物品时,食品可能在高温下(如约100摄氏度)的水或液体的置于本案发明的容器。
61.在另一个实施例中,对于可以使用飞机餐和饮料容器的产品。目前,飞机餐容器由各种形式的塑料制成,具有轻便、合适的硬度、耐油性等特点。此外,现有的塑料容器可以通过烤箱进行加热。但是,加热可能会将致癌物质从塑料容器释放到可食用的物品。因此,这是尽量需要避免的。本发明的实施例以及上述特性,可表现出防水、耐热性、耐油性等特性,但不释放致癌物质。
62.在另一个实施例中,胶囊示例可以是咖啡胶囊。例如,咖啡胶囊可能是一次性胶囊。在另一个例子中,咖啡胶囊可能是一次性咖啡袋或袋。在这种情况下,电动咖啡机可能会在高温或高压下向胶囊沉积或注入热水,以便启动咖啡制作过程,咖啡可能会从胶囊或袋中滴到消费者的杯子中。由于胶囊或袋包括具有上述一种或多特性的可生物分解和可持续材料,因此胶囊或袋体易于回收,而不会对环境造成负担。
63.在一个实施例中,胶囊可以具有厚度约为500微米的侧壁。在一实施例中,胶囊可包括厚度为约500微米的顶部或盖子。在又一个实施例中,胶囊可包括约300微米的底部厚度。在又一个实施例中,胶囊可以在形成模子的过程中与模子一道形成(将在下面讨论),并且顶部,侧壁和底部的厚度具有不同的厚度。
64.在一些实施例中,产品可以包括一个过滤器来分离,无论是永久的、半不透水的,还是对流体中的颗粒或分子的轻微不透水。例如,该产品可包括具有固体
‑
液体分离、液体
‑
液体分离或气液分离效应等的口罩或滤膜。
65.在一些实施例中,产品可能包括化妆品或护肤容器产品、医疗产品,例如粉末盒、调色板、保护玻璃或医疗级处理。在一些实施例中,产品可能包括医疗器械、汽车、电子设备和建筑材料(作为加固材料)的一部分。
66.总体而言,在一些实施例中,体现本发明材料的容器可以是容器、平面板、托盘、板、卷轴、板或薄膜。在此类实施例中,材料的宽度或长度可能介于约0.01毫米到10000毫米或以上之间。在一个实施例中,宽度或长度可能介于约0.01毫米至1000毫米之间。在实施方案中,薄膜可以是厚度约为0.01至3.0毫米的薄层薄膜。在一个实施例中,厚度可以是0.02毫米0.20mm左右。在其他实施方案中,本案也可为食品包装,且该产品可包括含有油水重量比约100:1至约1:100。
67.在另一个实施例中,本发明的方面可以提供具有上述特性.的纤维素的制造、生成或制造材料。
68.范例1
69.除上述材料外,本发明的方面可能包括纤维素原纤维化过程或方法。
70.现在参照图8,流程图可以示出根据一个实施例的用于创建这种材料的方法。例如,将纤维素纸板(约3.0重量比%)撕成碎片,例如a4尺寸的纸。切碎的碎块被扔进碎浆机(图8中未显示)。制浆过程可能需要约20分钟。接下来,例如,可以使用机械研磨机802来开始该过程。例如,机械研磨机802可以是均质机。在一实施例中,机械研磨机802可包括彼此面对的两个砂轮。可以根据期望的最终产品来调节两个砂轮之间的间隔或距离。在另一个实施例中,可以根据期望的最终产品来调节表面凹槽或图案。这样,然后将纸浆悬浮液806进料到机械研磨机中,任选进行约1
‑
10次左右。在其他情况下,可以将纸浆悬浮液806进料
到精制机(未示出)中,例如,胶体磨,双盘磨机,以在进入机械磨机802之前进一步精制纤维素纸浆。
71.在一个实施例中,图1a至1d示出了通过次数增加的原纤化纤维素的状态。例如,图1a可以表示具有0个循环或通过的纤维素纤维水性悬浮液。换句话说,如图1a所示,纸浆悬浮液806的含量可以达到100%。在图1a中,纸浆无法形成原纤化以达到本发明各方面的质量和性能。
72.在一个实施例中,图1b可示出磨后物808,其中纸浆悬浮液806在经过1次之后已经通过机械研磨机802。例如,磨后物808现在可以包括原纤化纤维素纤维水性悬浮液。在另一个例子中,图1c显出了在经过2个周期或2个循环之后已经通过机械研磨机802的磨后物808的图像。在一个实例中,磨后物808中的原纤化纤维素纤维比图1b中所示的原纤化的纤维素纤维细。图1d可以示出3个循环/遍之后的磨后物808的图像。在这样的实施例中,磨后物808可以包括比图1c中的纤维更细的原纤化纤维素纤维。
73.在其他实施例中,不同原纤化纤维素纤维浓度,原纤化纤维素约2.5重量比(wt.%),约3.0重量比(wt.%),约3.6重量比(wt.%),约4.0重量比(wt.%)皆被测试和使用。例如,原纤化纤维素约2.5重量比(wt.%)显示研磨未充分磨削的情况,因此相关性质或特性并未作测试。而在图5中的l028、l029和l030显示纤维素分别称为其纤维素为约3.0重量比(wt.%)、约3.6重量比(wt.%)和约4.0重量比(wt.%)。
74.在一个实施例中,测试了纤维素的各种特性/性质。例如,在表1中,显示了机械、水蒸气和气体渗透性的属性。
75.表格1
[0076][0077]
图2另说明纤维化纤维素的扫描电子显微镜(sem)图像,浓度约为3重量比(wt.%)。
[0078]
范例2
[0079]
在一个实例中,代替在上面的实例1中使用直接纸浆溶液在磨后物808处得到,可以从市场上获得半加工的纤维素纤维。这样,将半加工的纤维素纤维(例如约3wt.%)进料到胶体磨中并研磨约1分钟。或是,原纤化纤维素纤维可以进一步在机械研磨机802中进行处理。
[0080]
图3显示了另一个实施例中将半加工纤维透过碰撞研磨1分钟的扫描电子显微镜(sem)图像。例如表2显示了来自不同来源的不同纤维化纤维素的特性。
[0081]
表2
[0082][0083]
图3说明表2中的a
‑
b是y纤维素纤维的sem影像,c
‑
d是b
‑
纤维素纤维的sem影像。
[0084]
在另一个实施例中,图4显示了半加工纤维用机械研磨器研磨后1次的sem影像。例如,图4a
‑
b用于y纤维素纤维,图4c
‑
d用于b纤维素纤维。
[0085]
在一方面,混合器804可以提供纤维素纸浆在水中的纸浆806的悬浮液,该悬浮液包含纤维素纸浆在水中的混合物,其中纤维素与水的重量比为约0.01至100。比率可以是约0.03至0.10。在一些实施例中,来自机械研磨机802的磨后物808可以被保留,如果它可以被机械研磨机802再次用于研磨的话。例如,如上所述,经过的次数透过研磨机802的磨后物808可以是1
‑
100。在另一个实施例中,通过或循环的数量可以进一步限制为1
‑
10。
[0086]
在另一个实施例中,纤维素与水的重量比和/或通过机械磨床802的次数可能是最终产品理想特性的函数。例如,如果最终产品需要低水蒸气传输和低氧气传输,则初始混合物806可能将纤维素的重量比与接近0.1的水或次数可能增加。在另一个实施例中,相对低水蒸气传输和相对低氧传输可能表示保质期较高,而相对高水蒸气传输和相对高氧传输可能表示保质期较低。
[0087]
在一个实施例中,可以通过成型器810来处理磨后物808。例如,成型器810可以基于磨后物808生成具有原纤化纤维素的期望材料的中间材质818。例如,中间材质818的原纤化纤维素与液体(例如水)的重量比可以为约0.001至99。在另一个实施方案中,该比率可以为约0.001至0.10。在一实施例中,成型器810可包括网状或纤维网。例如,成型器810可包括负压或正压或其任何组合。在一个实施例中,成形器810可以施加压力以将磨后物808中的原纤化纤维素与液体分离以形成中间材质818。由于原纤化纤维素纤维的原纤化性质并且通过机械研磨机802的过程,如图2
‑
4和7中的各种sem图像所示,具有不同长度的纤维可以形成中间材质818。
[0088]
在另一实施方式中,基础层812可以用于形成中间材质818。在一个实施方式中,本发明的方面的gcm可以包括具有纸浆层(例如,基础层812)和原纤化纤维素层(例如,来自后研磨808)。例如,成型器810可以使基础层812经受网眼或框架以形成用于中间材质818的构造。例如,基础层812可以首先是水和纸浆材料的溶液或糖浆形式。泥浆可以在槽中,而网孔也可以在槽中。通过诸如真空的负压,可以去除或减少来自箱的水,从而在网格上形成基础层812。
[0089]
随后,在一个实施例中,成形器810可包括用于将磨后物808喷涂或施加到基础层812上以形成中间材质818的喷雾器或施加器。在基础层812之间具有不同尺寸的纤维在磨后物808中,将后研磨机808注入基础层812。在一个实施例中,可以应用磨后物808。或喷洒
在带有可食用物品的中间材质818的表面上。例如,假设最终产品是碗,则可以将磨后物808施加或喷涂到最终产品的内表面上。
[0090]
在一个实施例中,中间材质818可以在其外表面上显示网状或纤维网的图案,如502或504所示。
[0091]
在另一个实施例中,成形器810可以将中间材质818涂在平坦的表面上,以干燥或天然工艺形成。
[0092]
在另一个实施例中,可进一步提供干燥器814以干燥或除湿干燥器的过渡材料。在一个实施例中,干燥机814可以提供摄氏30度至200度的干燥条件。在另一个实施例中,干燥机814可包括加热表面,如红外加热方式。在另一个实施例中,微波加热或空气加热可以在不偏离实施例的精神和范围的情况下使用。在另一个实施例中,干燥机814也可以由负压和/或正压辅助。
[0093]
范例3
[0094]
在可能体现本发明各个方面的最终产品的一个示例中,采用前面所述的材料和方法的组合,成功生产了基于纤维素的碗。在一个实施例中,本例中基于纤维素的食物容器的功能可用于证明将典型的食用油填充到容器中,如图5所示。在此实施例中,食用油和纤维素的食物容器可在800瓦电力的微波炉内加热4分钟,观察10天,如图5所示。在这样的图中,图5中的容器可代表由纤维素l28b、l29b、l30b和y制成。在一个实施例中,图5中的每个实施例都可以将油承载10天左右。另一个实施例中,最终产品可在烤箱环境下加热到最高260度摄氏,或是在蒸笼内将生米煮成熟饭等。
[0095]
在另一个实施例中,另一组测试也通过将泡面加入(还加入热水后煮熟后)装入到容器中,根据一个实施例对复合材料。观测结果在第二天被记录下来。如图6a显示了容器(如食品容器)中纤维素结构的示例。例如,图6a展示了一系列原纤维的纤维素的图像,让泡面本身停留于容器中约5分钟。
[0096]
在另一个实施例中,图6b展示了装入沸水和800瓦电力微波炉加热的原纤维的纤维素一系列图像,让泡面本身停留于容器中约2分钟。
[0097]
根据一个实施例,图7是针对图6a和6b纤维素的食品容器的sem图像。
[0098]
范例4
[0099]
现在参考图9a至图9c,图像示出了根据实施例的实例4的膜。
[0100]
在一个实施方案中,根据本发明各方面的复合材料可以在基于原纤化纤维素的透明复合膜中。在一个实例中,可以通过将原纤化的纤维素和支链淀粉粉末溶解在水中以分别产生包含约1重量比(wt.%)的溶质的溶液来制备膜。在支链淀粉粉末溶解中,可以向其中逐渐添加粉末,并且可以通过微波炉以800w的功率将溶液加热1分钟。在一个实施方案中,该过程可以重复约4
‑
5次,直到形成澄清溶液。
[0101]
在一个实施方案中,为了生产复合膜,原纤化纤维素,例如磨后物808与支链淀粉的比例可以为约1:1,例如约250g的磨后物(例如,可以将约1%的原纤化纤维素与约250g支链淀粉溶液混合以产生具有约0.5%溶质的溶液。然后,将约100g的混合溶液倒在疏水表面例如硅酮表面上,并在室温下干燥。
[0102]
在另一个实施方案中,将原纤化纤维素与支链淀粉的比例为2:1,可以将250g的磨后物808(例如,约2%的原纤化纤维素)与约250g的支链淀粉溶液混合以产生约1%溶质的
溶液。然后,将约100g的混合溶液倒在疏水表面例如硅酮表面上,并在50℃下干燥12小时。
[0103]
如图所示。图9a至9c可以示出基于纤维素的膜的图像,其中原纤化的纤维素与支链淀粉的比例为a)0:1,b)1:1和c)2:1。
[0104]
在一个实施方案中,支链淀粉的添加可以增强成膜过程以使膜的表面光滑,其中由原纤化纤维素制成的膜(例如,下文中称为磨后物808)的膜高度起皱。而其他带有支链淀粉的薄膜则提供了更光滑,更均匀的表面。在一个实施方案中,具有原纤化纤维素和支链淀粉的复合材料的膜通常可以没有不平坦的表面。
[0105]
在另一个实施方案中,透明复合膜的机械性能如下所示,其中原纤化纤维素表示为l41b,支链淀粉表示为b。
[0106]
表3为添加支链淀粉的原纤化纤维素膜的性能。
[0107][0108]
范例5
[0109]
具有防水剂的原纤化纤维素
[0110]
在一个实施方案中,本发明的方面可以包括具有防水能力的原纤化纤维素。在一实例中,混合物可包含正确比例的纤维素和疏水剂,并使用机械搅拌器搅拌3分钟。可以将混合物进一步稀释至4000ml,然后倒在模具810上。在一方面,成型器810可以施加负压和/或正压以产生干燥度为25
‑
35%的湿预成型件。混合物的机械性能和阻隔性能见表4。
[0111]
表4说明了具有不同拒水剂的原纤化纤维素膜的性能。
[0112][0113][0114]
另外,以上的实施例皆可使用如第10a至13图的设备所制成。从第10a图的简式图中,1000元件可视为一容器,在加载纸浆后,利用其真空原理将从装有纸浆的水缸里,把纸纤维吸附于1001之上。比如,1001包括一纤维接体或摸具,例如,该纤维接体可为一网体,因为水缸的纸纤维会停留在该网体,而液体会穿过该网体.而真空原理包括先将水缸的水抽离与排出,之后再让真空环境密实的吸附于1001元件上制成第一材料,1001具备旋转功能可将模具朝下或槽上进入1000浆槽成型产品,接着再旋转180度再利用真空装置进行除水。
[0115]
在另一实施例中,装置1004可与1002元件连接,而且装置1004能上下左右移动其真空吸附的功能,并其装置能安装配置其1002元件,用1002来吸附在1001上留下的材质。如图10a与10b所示,1002与1004元件可移动至第三元件或除水装置。1002具备旋转功能可以将模具朝下或朝上在除水。另外,本发明的设置在摆设元件1000,1002,1004,1006,和1008不需直线型摆设或排列。由于1004元件可多方位移动,1000,1006或1008可为圆形,三角形,上方,下方等相对位置摆设。另外,1004元件可包括机械手臂或装置进行移动。另一个实施例中,1004元件可由人工移动,可由机械或轨道辅助等方式移动至1006或1008。1004可为一组或式多组的方式转移产品。
[0116]
单一工序:透过1002与1004来接受第二材料,从一实施例中,由元件1002与1004将第二材料有效得加至在第一材料上。比如,透过1006元件将第二材料能衔接性结合上第一材料,并且如上述的范例中,第一与第二材料紧密的混合为一体成为第三材料。另一个实施例中,第三材料显示第一材料和第二材料呈现不同层次。
[0117]
多位工序:1001与1000可以接受第一材料,1001与1006可以接受第二材料,此系统可以同时生产两个产品,再利用1002与1004将材料一同转移到下一个工作站上,由此可达到连续式生产,此方式的生产周期会比前一制程单一工序缩短时间。
[0118]
在另一个实施例中,储存第二材料的容器或工作站另加入保温或加热来源。比方说,1002或1004元件本身或另配加加热源,能对该容器做保温或加热的功能,使得第二材料能够在进行与第一材料混合时或在第二材料与第一材料混合前,达到在约摄氏40左右至
上,来得到最佳与最有效的生产效率。另一个实施例中,加热源可透过电热、蒸汽、液体等方式加热。
[0119]
在一实施例中,在完成第一与第二材料相混合后,如上述所叙述,1002与1004元件移动至1008元件除水工作站来进行除水或减水的步骤。比方说,1002与1004元件在将第一与第二材料相混合过程后,将第三材料从1006元件移至1008元件。在另一个实施例,第三材料在混合过程中,第三材质在1002,1004,1006,1008元件过程中处于真空密封状态,继而在1008元件上具备正压与压缩功能,使得其装载结合材质的空间压力增加,进而压迫结合材质中的水分得以排除,再加上原本1002与1004的负压设计,将第三材质最更进一步的抽水或降低结合材质的干湿度。1008正压与压缩腔体安装面可朝上或朝下也具备翻转等功能。
[0120]
最后,结合材质进入整型阶段来做最后的产品。
[0121]
在另一个实施例中,第二材料也可直接作为第三材料的主体,即如图10b所表示。比方说,图10b中第二材料进入第二元件后,不与第一材料混合了。
[0122]
本发明的设备可以一条自动化设备,如图11a所示,即第一元件,第二元件与第三元件为一套连贯式的设备。
[0123]
本发明的另一个实施例中,如图11b、11c、和11d所示,可拆卸和分开设置制成第三材料。
[0124]
另外,图11a至d中显示1004元件由一轨道进行移动,但相关领域人式在不脱离本发明的基本原理的情况下可轻易利用其他方式来移动1004元件,而且移动不需限制于一个平面的移动。
[0125]
另外,在一实施例中,本发明亦包括一软件系统来操作本发明的设备,包括在元件1000、1001、1002、1004、1006、1008等处设有传感器来传递参数信息。该软件系统还包括不同界面,不管是集中中央界面,还是可透过网络于行动装置来呈现。即使如图11b至11d所列,在不同实施例中,分开的元件可有连贯或分开的界面与软件来传递与操作设备的运作。该软件系统也报告提示与警示功能,提供管理员有效率的管理该制作的流程。
[0126]
模具与转移模具具备翻转功能:1001模具安装设备具备旋转功能,模具在成型过程中模具表面可以朝上或朝下进入1000浆桶中利用真空吸附材料。1002转移模具设备也具备选转功能,模具在转移产品后可以旋转,利用真空与地心引力的方式将水分排出。
[0127]
注浆成型:1001与1002闭合的时候,模具内部具备浇注的型腔,可利用1000的纸浆透过水泵将材料给到1001模具型腔中,再利用真空方式将纸浆中的水份取出,完成第一材料,由此也可再利用1006透过相同的方式浇注完成第二材料。1000与1006在浇注的系统中浆桶可安装在设备下方或是上方等任意位置。
[0128]
图12a与b为另一实施例的设备,也为图10a
‑
11d的衍生。例如,纸塑成型流程可包括:1.将纸板透过碎浆系统分解纸板为纸浆,纸浆中可添加其他纸浆所需的材料经过混合后再进入成型系统。2.利用真空或真空为动力将纸浆材料依附在模具表面上,再利用模具表面上的排水系统将多余的水分排出,使模具表面形成一层薄的湿胚材。3.成型后产品表面有需多水分,可利用自然风干、热风、气压、模具加热辅助热压成型,等方式将材料剩余的水分排出。
[0129]
而已上叙述提供了几种成型的工艺:
[0130]
捞浆成型法
‑
成型方式都是利用模具内部制作一个真空的腔体,纸浆的纤维在真
空的作用下可均匀的层积附着在模具表面上的成型网,模具表面朝上进入纸浆槽中,而大量的水分会被真空抽吸的方式带走。当产品到达一定厚度的产品模具会离开纸浆槽,模具表面上的湿胚纸浆则会进行脱水的动作。
[0131]
注浆成型法
‑
模具表面朝上,模具周围会制作一个纸浆槽,纸浆会利用纸浆管路的方式连接到纸浆槽,纸浆会依照产品的厚度定量给予纸浆的量,模具内部制作一个真空的腔体,纸浆的纤维在真空的作用下可均匀的层积附着在模具表面上的成型网,而大量的水分会被真空抽吸的方式带走,此方式在模具表面上形成湿胚纸浆接着再进行脱水的动作。
[0132]
倒吸成型法
‑
模具表面朝下进入纸浆槽中,而大量的水分会被真空抽吸的方式带走。当产品到达一定厚度的产品模具会离开纸浆槽,模具表面上的湿胚纸浆则会进行脱水的动作。
[0133]
因为本发明有效的结合两种材质,透过纤维本身与纤维素的特性,利用工艺中的特定排列的情况下,使得的两层或两层以上的结合更为紧密。
[0134]
因此,图12a与b说明了一种横向系统,1204,1204’与1204”为夹具,1202,1202’,1202”为转移模具,1201,1201’为模具,1200为第一层浆,1206为第二层浆,1208为脱水或正压机。该设备的特性为横向系统或是多任务位系统,而其中1202或1201可以做旋转,1201’也可做旋转。
[0135]
或是如图13所描述的垂直系统。该垂直系统包括了1304为夹具,1301为模具,1300为第一层浆,1306为第二层浆,1308为脱水,正压,热风,压缩,加热,等机器。其中,1301模具可做旋转设计。
[0136]
另一实施例中,图12a与b和图13的系统可部分结合。
[0137]
从以上的实施例中,本发明利用浆桶1与浆桶2的成型方式可包括:
[0138]
在垂直系统中如要同时完成两项成型模具需配合旋转动作,成型工作站中可使用上注 倒吸或倒吸 上注,以上旋转动作可利用:1.马达带动机构旋转模具,2.模具垂直运动带动连杆、齿条或机械结构设备转为旋转运动。
[0139]
除此之外,本发明更能够使以下组合实现过去未能实现的工艺:
[0140][0141]
因此,以上表格说明了本发明的设备主要在成型阶段可具备多个(一个以上)浆桶,可制作不同的成型工艺,完成其他不同的产品需求:
[0142]
厚件材料完成2mm以上的产品
[0143]
成型站完成后,可连接或转移到1008脱水的制程,本设备脱水具备正压与压缩等
装置,可加速纸浆排水成型的时间,有利成型厚件产品。
[0144]
多层转移堆栈成型(包含复合材料)
[0145]
利用线性移转的系统或垂直旋转系统可同时完成第一层材料与第二层材料的连接。可利用1002与1004转移产品将两种以上或是相同的材料堆栈在一起,可制作厚薄件的复合材料。
[0146]
多色成型
[0147]
利用线性移转的系统或垂直旋转系统可同时完成多色材料的成型,完成单一产品上具备不同颜色纸浆的吸塑工艺。
[0148]
染色成型
[0149]
纸浆吸塑的成型工艺中纸浆染色要更换其他颜色,在管道的清洗上是一件非常耗时的工作,我们可利用多浆桶的方式将纸浆染剂放置在独立的成型桶中,第一层材料成型后可移动到第二层染剂中吸塑染剂,使纸浆表面依附上颜色,接着再转移到烘干制成,此系统可缩短不同颜色染剂更换的时间,无须清洗制浆系统。
[0150]
优化添加剂
[0151]
纸浆成型中纸浆添加剂的时用时机是非常重要的,我们可以添加放放在独立的成型桶中,可以选择适当的时机添加,增加添加剂与纸浆纤维结合的能力,独立添加剂也可以减少纸浆回水被其他系统的添加剂污染的机会,提升回水的质量。
[0152]
多层材料成型
[0153]
利用此可同时完成第一层材料与第二层材料的成型工艺。可利用1002与1004转移产品将两种以上或是相同的材料堆栈在一起制作复合型的材料。
[0154]
而从图14a到14d中,因为本发明的工艺与材质韧性,本发明能够从纤维材质中做出特殊设计的要求,比方说如图14a所示,在餐盒扣接方式可由盖体边缘的切口往内按入,使得载体边缘的叉口能迁入切口的缝隙。或如图14b中显示,盖体边缘留了与载体边缘的叉口高度微小的空隙,使得载体边缘的叉口可以插入。或是从盖体上端做弧形设计来相对应载体底部的支撑点,(如图14c)而载体底部的支撑点可无四脚设计抬高底部排气,让蒸汽有流通空间,保持载体强度(如图14d)。
[0155]
总体而言,本发明的方面克服了先有方法的缺点,在先有方法中添加了有毒化学品(例如,含氟聚合物及其衍生物)。本发明的方面还克服了使用纸浆作为一个或多个基础层的现有方法的缺点。一般理解中,纸浆纤维的直径在10至50微米(μm)的范围内。而本发明的方面在尺寸上更精细,例如在1μm以下的范围内。
[0156]
尽管是可变的并且取决于应用,但是以下是使用在此揭示的装置的方法的实例。熟习此项技术者将会认识到,这些步骤可以以任何实际的顺序进行,从而以期望的用途制成材料。
[0157]
以上描述和图式仅解释和说明本发明,本发明不限于此。虽然说明书是关于某些实行方案或实施例来描述的,但是出于说明的目的阐述了许多细节。因此,上述内容只是说明了本发明的原则。例如,本发明可以具有其他具体形式而不背离其精神或本质特征。所描述的布置是说明性的而不是限制性的。对于熟习此项技术者而言,本发明容许附加的实行方案或实施例,并且本技术中所描述的这些细节中的某些细节可以在不脱离本发明的基本原理的情况下有相当大的变化。应意识到熟习此项技术者能设计出各种方案,这些方案虽
然并未明确描述或显示于本文中,但是体现本发明的原则,因此在其范围和精神内。
[0158]
上述说明具有说明性,没有限制性。在审查披露时,实施例的许多变化可能会变得明显。因此,范围实施例不应参照上述说明确定,而应参照待决权利请求及其全部范围或等价物来确定。
[0159]
任何实施例中的一个或多个特征可与任何其他实施例的一个或多个特征结合使用,而无需偏离范围实施例。对于“一个”,“单个”,或“某个”意在指"一个或多个",除非特别指出相反的陈述。背诵“和/或”意在代表该术语中最具包容性的意识,除非有相反的明确说明。
[0160]
虽然本披露可以以许多不同的形式体现,但提交图纸和讨论时的理解是,本披露是一项或多项发明原则的体现,无意将任何一个实施例限于所说明的实施例。
[0161]
本披露为上述长期需求提供了解决方案。特别是,本发明的方面克服了依赖现有使用化学配方为纤维素材料提供增强特性的做法的挑战。
[0162]
上述系统和方法的进一步优势和修改,可能很容易发生在本领域技术人员。
[0163]
因此,披露在更广泛的方面并不限于具体细节、代表性制度和方法,以及上述说明性实例。可对上述规范作出各种修改和修改,而无须偏离本披露的范围或精神,本披露应涵盖所有此类修改和变更,前提是这些修改和变更属于下列权利请求及其等同件的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。