包覆电线和带端子电线
1.本技术是申请号为201780068904x、申请日为2017年6月21 日、发明名称为“包覆电线、带端子电线、铜合金线和铜合金绞合线”的申请的分案申请。
技术领域
2.本发明涉及包覆电线和带端子电线。
3.本技术要求基于2016年11月7日的日本专利申请no. 2016
‑
217040以及2016年12月28日的国际申请pct/jp2016/089161 的优先权,并且本技术并入了上述日本专利申请和国际申请中公开的所有内容。
背景技术:
4.通常,由多个捆扎的带端子电线组成的线束用于汽车、工业机器人等的线结构。带端子电线是这样一种电线,其端部被绝缘覆层包覆,导体从绝缘覆层中露出,并且端子(例如,压接端子)与该导体附接。通常,各端子插入设置在连接器外壳中的多个端子孔中的一个端子孔中,从而机械地连接到连接器外壳。通过该连接器外壳,电线连接到设备主体。可以将这种连接器外壳彼此连接在一起,以将电线彼此连接在一起。主要使用铜或者类似的铜系材料作为导体的构成材料(例如,参见专利文献1)。
5.引用列表
6.专利文献
7.专利文献1:日本专利公开号no.2014
‑
156617
技术实现要素:
8.根据本公开,一种包覆电线为:
9.包括导体和设置在所述导体外侧的绝缘覆层的包覆电线,
10.所述导体为通过绞合多根铜合金线而构成的绞合线,所述铜合金线:
11.由铜合金构成,该铜合金包含:
12.0.1质量%以上1.6质量%以下的fe,
13.0.05质量%以上0.7质量%以下的p,以及
14.0.05质量%以上0.7质量%以下的sn,
15.余量为cu和杂质;并且
16.线径为0.5mm以下,
17.所述铜合金线的拉伸强度为385mpa以上,并且加工硬化指数为0.1以上。
18.根据本技术,一种带端子电线包括:
19.根据本公开所述的包覆电线;以及附接在所述包覆电线的末端的端子。
20.根据本公开,铜合金线为
21.一种用于导体的铜合金线,所述铜合金线
22.由包含以下成分的铜合金组成:
23.0.1质量%以上1.6质量%以下的fe,
24.0.05质量%以上0.7质量%以下的p,以及
25.0.05质量%以上0.7质量%以下的sn,
26.余量为cu和杂质;并且
27.线径为0.5mm以下,
28.拉伸强度为385mpa以上,且
29.加工硬化指数为0.1以上。
30.根据本公开,铜合金绞合线通过将多根根据本公开所述的铜合金线绞合在一起而形成。
31.附图简要说明
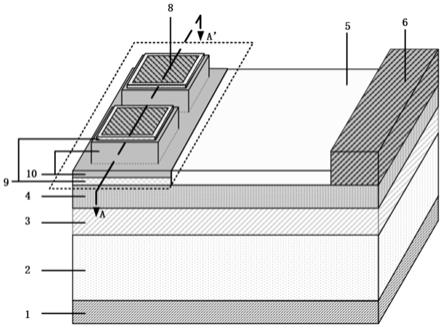
32.图1是示出根据实施方案的包覆电线的示意性透视图。
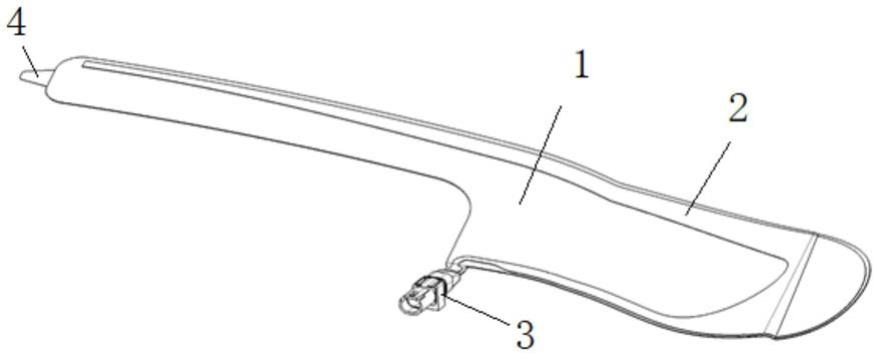
33.图2是示出根据实施方案的带端子电线的端子附近的示意性侧视图。
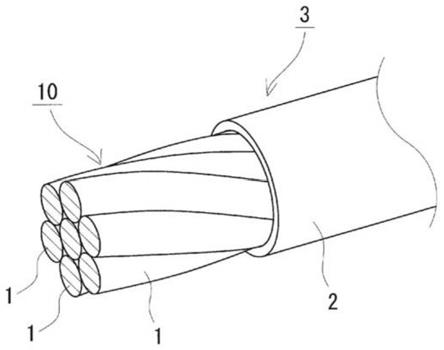
34.图3是沿直线(iii)
‑
(iii)截取得到的图2的带端子电线的横截面图。
35.图4示出了如试验例1和2中所测量的“在附接有端子的状态下的抗冲击能量”的测量方法。
具体实施方式
36.[本发明要解决的问题]
[0037]
需要这样一种电线,其具有优异的导电性和优异的强度,并且具有优异的抗冲击性。特别是,需要这样一种电线,即使在该电线的导体由细线材组成的情况下,其也难以在冲击力下断裂。
[0038]
近年来,随着汽车性能和功能的改进,更多的不同类型的电气设备和控制设备被安装在汽车上,因此,用于这些设备的电线的数量趋于增加。这也使得电线的重量趋于增加。另一方面,为了保护环境,有利的是减小电线的重量,以提高汽车的燃料经济性。虽然如上所述由铜系材料组成的线材易于具有高导电率,但是其易于具有较大的重量。例如,如果将线径为0.5mm以下的细的铜系线材用于导体,预期可通过加工硬化实现高强度,并且通过具有小直径而实现轻量化。然而,如上所述的这种细线材具有较小的横截面积,并且当受到冲击时,其仅能承受较小的力,因此在受到冲击时容易断裂。因此,需要这样一种铜系线材,即使当其如上所述较细时,也具有优异的抗冲击性。
[0039]
如上所述,与附接在其上的端子(如压接端子)一起使用的电线的导体在端子附接部分处被压缩,该端子附接部分的横截面积小于导体的其余部分(下文中也称作主线部分)的横截面积。因此,当受到冲击时,导体的端子附接部分趋于成为容易断裂的部分。所以,即使对于如上所述的这种细的铜系线材,其也需要具有这样的端子附接部分,并且当受到冲击时,端子附接部分及其附近不容易发生断裂,
[0040]
也就是说,在其上附接有端子的状态下,也具有优异的抗冲击性。
[0041]
另外,当应用于汽车等的电线在其中布线或连接至连接器外壳时,电线可能会被拉伸、弯曲或扭曲,或者在使用过程中受到振动。应用于机器人等的电线可能会在使用过程中弯曲或扭曲。这样的电线是更优选的:在被反复弯曲或扭曲时不易于断裂,因此具有优异的抗疲劳性的电线;以及能够很好地固定上述压接端子之类的端子的电线。
[0042]
因此,本发明的目的是提供一种包覆电线、带端子电线、铜合金线以及铜合金绞合线,它们具有优异的导电性和优异的强度,并且还具有优异的抗冲击性。
[0043]
[本发明的有益效果]
[0044]
本发明的包覆电线、带端子电线、铜合金线和铜合金绞合线具有优异的导电性和优异的强度,另外,还具有优异的抗冲击性。
[0045]
[本发明的实施方案的说明]
[0046]
首先,列举和描述本发明的实施方案。
[0047]
(1)根据本发明一个方面的包覆电线为
[0048]
包括导体和设置在所述导体的外侧的绝缘覆层的包覆电线,
[0049]
所述导体是通过绞合多根铜合金线而构成的绞合线,所述铜合金线:
[0050]
由包含以下成分的铜合金组成
[0051]
0.1质量%以上1.6质量%以下的fe,
[0052]
0.05质量%以上0.7质量%以下的p,以及
[0053]
0.05质量%以上0.7质量%以下的sn,
[0054]
余量为cu和杂质;并且
[0055]
所述铜合金线的线径为0.5mm以下,
[0056]
所述铜合金线的拉伸强度为385mpa以上,并且加工硬化指数为0.1以上。
[0057]
上述绞合线包括简单绞合在一起的多根铜合金线,以及绞合在一起并随后经过压缩并由此形成的线,即,所谓的压缩绞合线。这也适用于后面描述的(11)项的铜合金绞合线。典型的绞合方法为同心绞合。
[0058]
当铜合金线是圆线时,其直径定义为线径,而当铜合金线的横截面并非圆形时,则将与横截面的面积相等的圆的直径定义为线径。
[0059]
由于上述包覆电线包括由铜系材料构成且直径较小的线材作为导体,因此该包覆电线具有优异的导电性和优异的强度,并且重量轻。由于该铜合金线由具有特定组成的铜合金组成,该特定组成包含特定范围内的fe、p和sn,因此如下文所述,上述包覆电线具有更优异的导电性和更优异的强度,另外抗冲击性也更加优异。在上述的铜合金中,fe和p通常以含有fe和p的析出物或微晶(如fe2p或类似的化合物)的形式存在于母相(cu)中,并且这些元素通过析出强化从而有效地提高强度,并且通过减少cu中的固溶从而维持高导电率。此外,包含特定范围内的sn,并且sn的固溶强化进一步有效地提高了强度。上述析出强化和固溶强化提供了高强度,并且即使当进行热处理以提高伸长率等时,铜合金线仍具有高达385mpa以上的强度,并且还具有高韧性,因此也具有优异的耐冲击性。如下文中所述,通过在制造过程中适当地调节热处理条件,在获得高达60%iacs 以上的导电率和高达385mpa以上的强度的同时,还获得优异的抗冲击性。可认为上述这种包覆电线、构成包覆电线的导体的铜合金绞合线、以及作为形成铜合金绞合线的各基线的铜合金线均衡地具有高导电率、高强度和高韧性。
[0060]
另外,由于包覆电线包括主要由拉伸强度为385mpa以上的高强度铜合金线构成的导体,所以包覆电线还具有优异的抗疲劳性。特别是,当上述包括具有高强度以及高韧性的铜合金线的绞合线作为导体的包覆电线与包括具有相同横截面积的单线作为导体的电线相比时,前者的导体(或绞合线)整体倾向于具有更好的机械特性(如弯曲性和扭曲性),因
此抗疲劳性更加优异。
[0061]
此外,上述绞合线和铜合金线具有高达0.1以上的加工硬化指数,因此当线材经受塑性加工(如压缩加工)时,伴随着横截面的减小,其经过加工硬化从而具有强度更高的塑性加工部分。注意的是,如上所述,包覆电线包括本身具有高强度的铜合金线,因此当其上固定有端子(如压接端子)时,包覆电线能够牢固地固定端子(见下文描述的试验例1)。另外,上述的高加工硬化指数使得加工硬化能够提高端子附接部分的导体(或绞合线)的强度,从而更加牢固地固定端子。上述这种包覆电线具有更大的力以固定住端子,进而更好地固定端子,并且当包覆电线受到冲击时,包覆电线的端子附接部分难以断裂,从而在附接端子的状态下仍具有优异的抗冲击性。
[0062]
(2)作为包覆电线的实例,
[0063]
铜合金包括含有总计10ppm以上500ppm以下的选自c、si和 mn中的一种或多种元素的实施方案。
[0064]
含量在特定范围内的c、si和mn起到fe、p、sn等元素的脱氧剂的作用,以防止/减少这些元素的氧化,从而有效且适当地获得由这些元素带来的高导电性和高强度。此外,上述实施方案的导电性也很优异,这是因为能够抑制由于包含过量的c、si和mn导致的导电率的降低。所以,上述实施方案的导电性更加优异,并且强度更加优异。
[0065]
(3)上述包覆电线的一个实例为
[0066]
铜合金线具有5%以上的断裂伸长率的实施方案。
[0067]
上述实施方案包括断裂伸长率大的铜合金线作为导体,因此抗冲击性优异,另外,即使弯曲或扭曲时也难以断裂,因此也具有优异的弯曲性和扭曲性。
[0068]
(4)上述包覆电线的实例包括
[0069]
铜合金线的导电率为60%iacs以上并且拉伸强度为400mpa 以上的实施方案。
[0070]
上述实施方案包括具有高导电率和更高拉伸强度的铜合金线作为导体,因此导电性优异且强度优异。
[0071]
(5)包覆电线的实例包括
[0072]
端子固定力为45n以上的实施方案。
[0073]
下文中将描述如何测量端子固定力、在附接有端子的状态下的抗冲击能量(如下文中(6)和(12)项中所述)和抗冲击能量(如下文中(7)和(13)项中所述),请见试验例1和2。
[0074]
在以上实施方案中,当附接有诸如压接端子之类的端子时,端子能够紧密地固定,因此固定性优异。所以,上述实施方案具有优异的导电性和优异的强度,另外,也具有优异的抗冲击性,而且在固定端子时也表现出优异的性能,从而适宜用作上述带端子电线等。
[0075]
(6)上述包覆电线的实例包括
[0076]
在附接有端子的状态下的抗冲击能量为3j/m以上的实施方案。
[0077]
以上实施方案在附接有诸如压接端子之类的端子状态下,具有较大的抗冲击能量,并且即使在附接有端子的状态下受到冲击时,它也难以在端子附接部分断裂。因此上述实施方案的导电性优异且强度优异,并且抗冲击性优异,而且在其上附接有端子的状态下也具有优异的抗冲击性,并且能够适用于上述带端子电线等。
[0078]
(7)上述包覆电线的实例包括
[0079]
包覆电线本身的抗冲击能量为6j/m以上的实施方案。
[0080]
在以上实施方案中,包覆电线本身具有高抗冲击能量,并且即使受到冲击时,其也难以断裂,因此抗冲击性优异。
[0081]
(8)上述包覆电线的实例包括
[0082]
铜合金的质量比fe/p为4.0以上的实施方案。
[0083]
以上实施方案中fe的含量大于p的含量,并且易于形成化合物,而不会有过量或不足的fe和p,因此能够有效地抑制母相中过量p 的固溶,从而抑制导电率的降低。就此而言,以上实施方案更加易于维持cu的高导电率,因此易于具有更高的导电率。
[0084]
(9)在本公开的一个方面,带端子电线包括:
[0085]
根据以上(1)至(8)项中任一项的包覆电线;以及附接在该包覆电线的末端的端子。
[0086]
由于上述带端子电线包括如上所述的包覆电线,因此如上所述,其具有优异的导电性和优异的强度,另外,也具有优异的抗冲击性。此外,由于上述带端子电线包括如上所述的包覆电线,因此如上所述具有优异的抗疲劳性,能够很好地固定端子,并且在其上附接有端子的状态下具有优异的抗冲击性。
[0087]
(10)根据本发明的一个方面的铜合金线为
[0088]
用于导体的铜合金线,该铜合金线:
[0089]
由包含以下成分的铜合金构成:
[0090]
0.1质量%以上1.6质量%以下的fe,
[0091]
0.05质量%以上0.7质量%以下的p,以及
[0092]
0.05质量%以上0.7质量%以下的sn,
[0093]
余量为cu和杂质;并且
[0094]
铜合金线的线径为0.5mm以下,
[0095]
拉伸强度为385mpa以上,且
[0096]
加工硬化指数为0.1以上。
[0097]
上述铜合金线是由铜系材料构成的细线材,并且当将其以单线或绞合线的形式用作电线等的导体时,其具有优异的导电性和优异的强度,另外,有利于减轻电线的重量。特别是,如上文所述,上述铜合金线由具有特定组成的铜合金构成,该特定组成包含特定范围内的 fe、p和sn,并且上述铜合金线的导电性更加优异,并且具有优异的强度,另外,还具有优异的抗冲击性。因此,通过使用上述铜合金线作为电线的导体,能够构造具有优异的导电性和优异的强度、并且还具有优异的抗冲击性的电线,此外还能够构造具有优异的抗疲劳性、能够很好地固定端子(如压接端子)、并且在其上附接有端子的状态下具有优异的抗冲击性的电线。
[0098]
(11)根据本发明的一个方面所述的铜合金绞合线是
[0099]
由多根根据(10)项所述的铜合金线绞合形成的。
[0100]
以上铜合金绞合线基本上保持了上述(10)项的铜合金线的组成和特性,因此具有优异的导电性和优异的强度,另外还具有优异的抗冲击性。所以,通过使用上述铜合金绞合线作为电线的导体,能够构造具有优异的导电性和优异的强度、并且还具有优异的抗冲击性的电线,此外还能够构造具有优异的抗疲劳性、能够很好地固定端子(如压接端子)、并且在其上附接有端子的状态下具有优异的抗冲击性的电线。
[0101]
(12)上述铜合金绞合线的一个实例包括
[0102]
在附接有端子的状态下具有1.5j/m以上的抗冲击能量的实施方案。
[0103]
在上述实施方案中,在附接有端子的状态下的抗冲击能量高。包括以上实施方案中的铜合金绞合线作为导体以及绝缘覆层的包覆电线能够构造在附接有端子的状态下具有更高抗冲击能量的包覆电线,代表性的是以上(6)项中的包覆电线。因此上述实施方案的导电性优异且强度优异,并且抗冲击性优异,而且能够适用于包覆电线、带端子电线等的导体,该包覆电线在其上附接有端子的状态下还具有优异的抗冲击性。
[0104]
(13)上述铜合金绞合线的一个实例包括
[0105]
铜合金绞合线本身的抗冲击能量为4j/m以上的实施方案。
[0106]
在以上实施方案中,铜合金绞合线本身具有高抗冲击能量。包括以上实施方案的铜合金绞合线作为导体以及绝缘覆层的包覆电线能够构造具有更高抗冲击能量的包覆电线,代表性的为以上(7)项中的包覆电线。因此上述实施方案适合用作具有优异的导电性和优异的强度以及优异的抗冲击性的包覆电线、带端子电线等的导体。
[0107]
[本发明实施方案的详细说明]
[0108]
在下文中,将适当地参照附图详细描述本发明的实施方案。在图中,相同的附图标记表示相同名称的部件。除非另有说明,否则元素的含量为质量比例(质量%或质量ppm)。
[0109]
[铜合金线]
[0110]
一个实施方案的铜合金线1用作诸如包覆电线3(见图1)之类的电线的导体,并且由包含特定范围内的特定添加元素的铜合金构成。铜合金是fe
‑
p
‑
sn
‑
cu合金,其包含0.1%以上1.6%以下的fe,0.05%以上0.7%以下的p,0.05%以上0.7%以下的sn,余量为cu和杂质。杂质主要是不可避免的杂质。另外,一个实施方案中的铜合金线1 具有385mpa以上的拉伸强度和0.1以上的加工硬化指数。
[0111]
首先描述铜合金中各元素的组成
[0112]
(组成)
[0113]
·
fe
[0114]
fe主要以在母相或cu中析出的形式存在,并且有利于增加强度,例如拉伸强度。
[0115]
当fe含量在0.1%以上时,能够很好地产生包含fe和p的析出物,并且通过析出强化,铜合金1能够具有优异的强度。此外,析出能够抑制p在母相中的固溶,从而提供具有高导电率的铜合金线1。尽管取决于p的量以及制造条件,但是铜合金线1的强度还是趋向于随着fe含量的增加而提高。如果需要高强度等,fe含量可以为 0.2%以上、甚至大于0.35%、0.4%以上、0.45%以上。
[0116]
包含1.6%以下范围内的fe有助于抑制含有fe的析出物等的粗化。这提供了这样的线材,该线材能够减少始于粗大析出物的断裂,从而具有优异的强度,另外在制造过程中,当进行拉丝等时,该线材难以断裂,从而具有优异的制造性。尽管取决于p的量以及制造条件,但是fe的含量越小,越容易抑制上述析出物的粗化等。当需要抑制析出物的粗化(从而减少线材的断裂和断线)等时,fe的含量可以为1.5%以下、甚至1.2%以下、1.0%以下、低于0.9%。
[0117]
·
p
[0118]
在铜合金线1中,p主要与fe一起作为析出物存在,并且有助于提高强度(例如拉伸
强度),即,主要起到析出强化元素的作用。
[0119]
当p含量为0.05%以上时,能够很好地形成包含fe和p的析出物,并且通过析出强化,铜合金线1可具有优异的强度。尽管取决于 fe的量以及制造条件,但是铜合金线1的强度还是趋向于随着p含量的增加而增强。如果需要高强度等,p含量可以为大于0.1%、甚至0.11%以上、0.12%以上。值得注意的是,允许一部分所含的p起到脱氧剂的作用,其结果是p在母相中以氧化物的形式存在。
[0120]
p的含量为0.7%以下有助于抑制含fe和p的析出物等的粗化,并且能够减少线材的断裂和断线等。尽管取决于fe的量以及制造条件,但是p的含量越小,越容易抑制上述粗化。当需要抑制析出物的粗化(从而减少线材的断裂和断线)等时,p的含量可以为0.6%以下、甚至0.5%以下、0.35%以下、0.3%以下、0.25%以下。
[0121]
·
fe/p
[0122]
除了包含以上特定范围内的fe和p之外,当相对于p而言包含适当的fe时,尤其是当fe的含量等于或大于p的含量时,容易使得fe和p以化合物的形式存在。从而,析出强化能够适当地有效提高强度,并且能够减少过量的p的固溶,从而适当地有效保持母相的高导电率,而且铜合金线1能够具有优异的导电性以及高强度。
[0123]
定量来说,以上铜合金的fe含量相对于p含量之比,即,fe/p 为1.0以上(质量比)。fe/p为1.0以上能够实现析出强化,从而实现上述令人满意的强度增强效果,并由此获得优异的强度。如果需要更高的强度等,fe/p可以为1.5以上、甚至2.0以上、2.2以上。fe/p 为2.0以上趋于使铜合金具有更加优异的导电性。fe/p为4.0以上使得铜合金具有优异的导电性以及优异的强度。fe/p越大,趋于使铜合金的导电性越优异,并且fe/p可以为大于4.0,甚至4.1以上。虽然fe/p可以在(例如)30以下的范围内进行选择,但是fe/p为20 以下、甚至15以下、10以下有助于抑制由于过量的fe导致的析出物的粗化。
[0124]
·
sn
[0125]
sn在母相或cu中主要以固溶体的形式存在,并且有助于提高强度,如拉伸强度,即,主要起到固溶强化元素的作用。
[0126]
当sn含量为0.05%以上时,铜合金线1的强度更加优异。sn的含量越大,越容易具有更高的强度。当需要高强度时,sn含量可以设定为0.08%以上、甚至0.1%以上、0.12%以上。
[0127]
当sn含量在0.7%以下的范围内时,能够抑制由于sn在cu中的过剩固溶而导致的导电率的降低,并且铜合金线1可具有高导电率。另外,能够抑制由于sn的过剩固溶导致的加工性降低,使得拉丝或类似的塑性加工能够容易完成,并且还能够获得优异的制造性。当需要高导电率和满意的加工性时,sn含量可以为0.6%以下、甚至0.55%以下、0.5%以下。
[0128]
通过上述的fe和p的析出强化以及sn的固溶强化,实施方案的铜合金线1具有高强度。因此,即使在制造过程中进行人工时效和软化时,也能够获得具有高强度同时还具有高伸长率等的高强度、高韧性的铜合金线1。
[0129]
·
c,si,mn
[0130]
构成实施方案的铜合金线1的铜合金可包含对于fe、p、sn等具有脱氧效果的元素。具体而言,以质量比例计,铜合金可包含总计 10ppm以上500ppm以下的选自c、si和mn中的一种或多种元素。
[0131]
如果在含氧气氛(如空气)中进行制造过程,则诸如fe、p、 sn等元素可被氧化。如果这些元素成为氧化物,则不能适当地形成上述析出物等,并且/或者不能在母相中进行固溶,因此,可能不会适当地有效获得通过包含fe和p而实现的高导电率和高强度以及通过包含sn而带来的固溶强化。这些氧化物在拉丝等时成为断裂的起点,并且可能会导致生产率的降低。包含特定范围内的c、mn和si 中的至少一种元素、优选两种元素(在后者情况下,优选为c和mn 或者c和si)、更优选所有三种元素,能够更加可靠地确保fe和p 的析出,从而提供析出强化和高导电率,并且确保sn的固溶强化,从而提供导电性优异且具有高强度的铜合金线1。
[0132]
当上述总含量为10ppm以上时,如上所述,能够抑制fe等元素的氧化。上述总含量越高,越容易获得抗氧化效果,并且上述总含量可以为20ppm以上、甚至30ppm以上。
[0133]
如果上述总含量为500ppm以下,则难以发生由于包含过量的脱氧元素而导致的导电率的降低,从而能够获得优异的导电率。上述总含量越小,越容易抑制导电率的降低,因此,上述总含量可以为 300ppm以下、甚至200ppm以下、150ppm以下。
[0134]
c本身的含量优选为10ppm以上300ppm以下,更优选为10 ppm以上200ppm以下,特别优选为30ppm以上150ppm以下。
[0135]
mn本身的含量或者si本身的含量优选为5ppm以上100ppm 以下,更优选为大于5ppm且小于等于50ppm。mn和si的总含量优选为10ppm以上200ppm以下,更优选为大于10pm且小于等于 100ppm。
[0136]
当包含各自在上述范围内的c、mn和si时,易于满意地获得上述对于fe等元素的抗氧化效果。例如,铜合金中氧的含量可以为 20ppm以下、15ppm以下、甚至10ppm以下。
[0137]
(结构)
[0138]
构成实施方案的铜合金线1的铜合金可具有这样的结构,其中分散有包含fe和p的析出物和/或微晶。通过具有析出物等分散于其中的结构,优选微细析出物等均匀分散于其中的结构,预期通过析出强化确保高强度,并且通过减少p等在cu中的固溶从而确保高导电率。
[0139]
此外,铜合金可具有微晶结构。这有助于上述析出物等以均匀分散的形式存在,进而能够预期更高的强度。另外,几乎没有作为断裂起始点的粗晶粒,这也有助于提高韧性(如伸长率),并且可期望获得更加优异的抗冲击性。此外,在这种情况下,当将该实施方案中的铜合金线1用作电线(例如包覆电线3)的导体,并且将诸如压接端子之类的端子附接至导体时,端子能够牢固地固定从而能够容易增加端子的固定力。
[0140]
定量而言,平均晶粒尺寸为10μm以下有助于获得上述效果,并且该尺寸可以为7μm以下、甚至5μm以下。可根据组成(fe、p、 sn含量,fe/p值等,下文同)调整制造条件(如加工度和热处理温度等,下文同),可以将晶粒尺寸调整至预定尺寸。
[0141]
平均晶粒尺寸测量如下:获取经截面抛光机(cp)抛光过的横截面,并且用扫描电子显微镜进行观察。从所观察的图像中获取预定面积s0的观察范围,并且对该观察范围内出现的所有晶粒数n进行计数。将面积s0除以晶粒数n(即,s0/n)定义为单个晶粒的面积 s
g
,并且将具有与晶粒面积s
g
相等的面积的圆的直径定义为晶粒的直径r。将该晶粒的直径r的平均值定义为平均晶粒尺寸。观察范围可以是晶粒数n为50以上的范围,或者可以是整个截面。利用这种足够宽的观察范围,可以充分减少由于面积s0中可能存在的晶体以外的物质
(例如析出物)而引起的误差。
[0142]
(线径)
[0143]
通过调整制造过程中拉丝时的加工度(面积减小),可以使实施方案的铜合金线1具有预定尺寸的线径。特别地,当铜合金线1 是线径为0.5mm以下的细线时,其能够适用于需要减轻重量的电线的导体,例如,在汽车中进行布线的电线的导体。线径可以为0.35mm 以下、甚至0.25mm以下。
[0144]
(截面形状)
[0145]
实施方案的铜合金线1具有适当选择的横截面形状。铜合金线1 的代表性例子为具有圆形横截面形状的圆线。横截面形状根据用于拉丝的模具形状、以及当铜合金线1为压缩绞合线时的模具形状等而不同。例如,铜合金线1可以是具有矩形或类似横截面形状的四边形线,具有六边形或其他多边形、椭圆形等的异形线。构成压缩绞合线的铜合金线1通常为具有不规则的横截面形状的异形线。
[0146]
(特性)
[0147]
根据实施方案,铜合金线1由具有上述特定组成的铜合金构成,因此具有优异的导电性并且还具有高强度。其制造时经过适当的热处理,从而均衡地具有高强度、高韧性和高导电率。该实施方案中的铜合金线1可适当用作包覆电线3等的导体。特别地,实施方案中的铜合金线1具有高达385mpa的拉伸强度,另外具有0.1以上的加工硬化指数,因此该线材能够通过加工硬化而充分提高强度。例如,当铜合金线1用作电线(例如包覆电线3)的导体,并且端子(如压接端子)通过压接等方式附接至导体时,导体具有端子附接部分,该部分是经过塑性加工(如压缩加工)的加工部分。尽管该加工部分经过塑性加工(如压缩加工),但是伴随着截面的缩小,该部分比塑性加工之前更加坚硬并且强度更高。因此,导体的加工部分(也就是端子附接部分)及其附近成为非强度薄弱点。如上所述,除端子附接部分以外的导体部分具有高强度,因此,带端子电线整体上具有高强度。另外,在附接有端子的状态下,如上所述具有高韧性的铜合金线1还具有优异的抗冲击性。当铜合金线1的拉伸强度为390mpa以上、甚至395mpa以上、特别是400mpa以上时,获得更高的强度。
[0148]
‑
拉伸强度、断裂伸长率和导电率
[0149]
实施方案的铜合金线1满足以下至少一条:拉伸强度为400mpa 以上、断裂伸长率为5%以上、并且导电率为60%iacs以上,优选满足以上两条,更优选满足以上三条。铜合金线1的一个实例的导电率为60%iacs以上、并且拉伸强度为400mpa以上。可供替代的是,铜合金线1的一个实例的断裂伸长率为5%以上。
[0150]
当期望更高的强度时,可将拉伸强度设定为405mpa以上、410 mpa以上、甚至415mpa以上。
[0151]
当期望更高的韧性时,断裂伸长率可为6%以上、7%以上、8%以上、9.5%以上、甚至10%以上。
[0152]
当期望更高的导电率时,可将导电率设定至62%iacs以上、 63%iacs以上、甚至65%iacs以上。
[0153]
‑
加工硬化指数
[0154]
加工硬化指数定义为等式σ=c
×
ε
n
中的真应变ε的指数n,其中ε和n分别代表拉伸试验中,在单轴方向上施加试验力时,塑性应变区域的真应力和真应变。以上等式中,c代表
强度参数。
[0155]
以上指数n可通过使用市售的拉伸试验机进行拉伸试验,并且绘制s
‑
s曲线来获得(还可见jis g 2253(2011))。
[0156]
加工硬化指数越大越有利于加工硬化,因此通过加工硬化能够有效提高加工部分的强度。加工硬化指数为0.11以上、甚至0.12以上、0.13以上有助于加工硬化有效提高强度。根据组成、制造条件等,可预期包括铜合金线1的导体中的端子附接部分将强度保持在与导体的主要线材部分相当的水平上。根据组成、制造条件等,加工硬化指数不同,因此对其上限没有特别限定。
[0157]
通过调整组成、制造条件等,能够将拉伸强度、断裂伸长率、导电率和加工硬化指数设定为指定数值。例如,fe、p、sn的量越大并且拉丝度越高(或线越细),越能够提高拉伸强度。例如,当拉丝之后进行高温下的热处理时,断裂伸长率和导电率趋于变高并且拉伸强度趋于变低。
[0158]
‑
焊接性
[0159]
实施方案的铜合金线1还具有焊接性优异的效果。例如,当铜合金线1或后文所述的铜合金绞合线10用作电缆的导体并且将另一根导线等焊接至导体的分支部分时,焊接部分难以断裂,因此可牢固焊接。
[0160]
[铜合金绞合线]
[0161]
实施方案的铜合金绞合线10使用实施方案的铜合金线1作为基线,并且由多根铜合金线1绞合在一起而形成。铜合金绞合线10基本上保持了作为基线的铜合金线1的组成、结构和特性,另外,与单根基线的截面面积相比,易于具有更大的截面面积,因此冲击时经受的力更大,从而抗冲击性更加优异。此外,当与具有相同截面面积的单线相比,铜合金绞合线10更容易弯曲和扭曲,因此弯曲性和扭曲性优异,并且当用作电线的导体时,即使当布线或反复弯曲时也难以断裂。此外,如上所述,铜合金绞合线10具有多根易于加工硬化的铜合金线1,并且当用作电线(如包覆电线3)的导体并且附接有端子(如压接端子)时,端子能够更加牢固地固定于其上。虽然图1 示出了由七根线同心绞合在一起而组成的铜合金绞合线10作为例子,但是多少根线绞合在一起以及如何绞合在一起可适当改变。
[0162]
绞合在一起之后,铜合金绞合线10可进行压缩,从而形成压缩绞合线(未示出)。绞合状态下的压缩绞合线的稳定性优异,并且当压缩绞合线用作电线(如包覆电线3)的导体时,绝缘覆层2等易于形成于导体的外周。另外,当与简单绞合相比,压缩绞合线趋于具有更好的机械性质,另外直径更小。
[0163]
可根据铜合金线1的线径、铜合金线1的截面面积、铜合金线1 的绞合数量等,适当地选择铜合金绞合线10的线径、截面面积、绞合节距等。
[0164]
例如,当铜合金绞合线10具有0.03mm2以上的截面面积时,导体具有较大的截面面积,从而电阻小且导电性优异。此外,当铜合金绞合线10用作电线(如包覆电线3)的导体并且导体上附接有端子 (如压接端子)时,具有稍大的截面面积的导体有利于将端子附接在其上。此外,如上所述,端子能够牢固地固定至铜合金绞合线10,并且在附接有端子的状态下也具有优异的抗冲击性。截面面积可以为 0.1mm2以上。例如,当截面面积为0.5mm2以下时,铜合金绞合线 10的重量轻。
[0165]
当铜合金绞合线10具有例如10mm以上的绞合节距时,即使作为线径在0.5mm以下
的细线的基线(或铜合金线1)也能够容易地绞合在一起,因此铜合金绞合线10的制造性优异。例如,20mm以下的绞合节距防止绞合线在弯曲时松动,因此提供了优异的弯曲性能。
[0166]
‑
在附接有端子状态下的抗冲击能量
[0167]
实施方案的铜合金绞合线10由这样的基线构成,该基线为由上述特定铜合金构成的铜合金线1,当将绞合线10用于包覆电线等的导体并且将诸如压接端子之类的端子附接至导体的末端,并且在绞合线10受到冲击的条件下,端子附接部分及其附近难以断裂。定量而言,例如,如上所述附接有端子的铜合金绞合线10具有1.5j/m以上的抗冲击能量。附接有端子的状态下的抗冲击能量越大,当受到冲击时,端子附接部分及其附近越难以断裂。当将这种铜合金绞合线10 用作导体时,能够构造在附接有端子状态下抗冲击性优异的包覆电线等。在附接有端子的状态下,铜合金绞合线10的抗冲击能量优选为 1.6j/m以上,更优选为1.7j/m以上,并且对其上限没有特定限制。
[0168]
‑
抗冲击能量
[0169]
实施方案的铜合金绞合线10由这样的基线构成,该基线为由上述特定铜合金构成的铜合金线1,并且当绞合线10受到冲击时,其难以断裂。定量而言,铜合金绞合线10本身具有4j/m以上的抗冲击能量。抗冲击能量越大,当受到冲击时,铜合金绞合线10自身越难以断裂。当该铜合金绞合线10用作导体时,能够构造抗冲击性优异的包覆电线等。铜合金绞合线10的抗冲击能量优选为4.2j/m以上,更优选为4.5j/m以上,并且对其上限没有特定限制。
[0170]
需要注意的是,在附接端子的状态下,以及在仅有线材而没有附接任何端子的状态下,单线形式的铜合金线1也具有满足以上范围内的抗冲击能量。对于在附接有端子的状态下、以及在仅有线材而没有附接任何端子的状态下的实施方案中的铜合金绞合线10,当与处于相同状态下的单线形式的铜合金线1相比时,前者趋于具有更高的抗冲击能量。
[0171]
[包覆电线]
[0172]
虽然实施方案中的铜合金线1和铜合金绞合线10可以直接用作导体,但是被绝缘覆层包覆的铜合金线1和铜合金绞合线10的绝缘性优异。实施方案的包覆电线3包括导体和围绕导体的绝缘覆层2,并且导体为实施方案中的铜合金绞合线10。包覆电线的另一实施方案为包括由铜合金线1(单线形式)实现的导体的包覆电线。图1示出了导体包括铜合金绞合线10的例子。
[0173]
绝缘覆层2由绝缘材料构成,所述绝缘材料包括(例如)聚氯乙烯(pvc)、无卤树脂(例如,聚丙烯(pp))、阻燃性优异的材料等。可以使用已知的绝缘材料。
[0174]
可根据预定的绝缘强度适当地选择绝缘覆层2的厚度,因此对厚度没有特定限制。
[0175]
‑
端子固定力
[0176]
如上所述,实施方案的包覆电线3包括导体,该导体包括由基线构成的铜合金绞合线10,该基线为由特定铜合金构成的铜合金线1,并且在通过压接等将端子(如压接端子)附接至其上的状态下,包覆电线3能使得端子牢固地固定。定量而言,包覆电线3的端子固定力为45n以上。更大的端子固定力是优选的,这是因为能够牢固地固定端子并且易于将包覆电线3(导体)和端子保持在连接状态。端子固定力优选为50n以上、大于55n,进一步优选为58n以上,并且对上限没有特定限制。
[0177]
‑
抗冲击能量
[0178]
当将在附接有端子的状态下、以及在仅有线材而没有附接任何端子的状态下的实
施方案的包覆电线3与没有绝缘覆层2的裸露导体 (即,实施方案的铜合金绞合线10)相比时,前者趋于具有更高的抗冲击能量。与裸露导体相比,根据绝缘覆层2的组成材料、厚度等,在附接有端子状态下的包覆电线3和包覆电线3本身可具有进一步增加的抗冲击能量。定量而言,在附接有端子的状态下,包覆电线3 具有3j/m以上的抗冲击能量。当在附接有端子的状态下,包覆电线 3具有更大的抗冲击能量时,受到冲击时端子附接部分更加难以断裂,并且优选地抗冲击能量为3.2j/m以上,更优选地为3.5j/m以上,并且对其上限没有特定限制。
[0179]
此外,定量而言,包覆电线3本身具有6j/m以上的抗冲击能量 (下文中也称作主线的抗冲击能量)。主线的抗冲击能量越大,当受到冲击时线材越难以断裂,主线的抗冲击能量优选为6.5j/m以上,更优选为7j/m以上、8j/m以上,并且对其上限没有特定限制。
[0180]
当去除包覆电线3的绝缘覆层2从而仅剩导体时(即,仅有铜合金绞合线10本身),并在其上附接有端子的状态下测量该导体的抗冲击能量,以及在仅有导体而没有附接任何端子的状态下测量该导体的抗冲击能量,导体呈现出与上述的铜合金绞合线10基本相同的数值。具体而言,包覆电线3中所包含的导体在附接有端子的状态下具有1.5j/m以上的抗冲击能量,并且包覆电线3中所包含的导体具有4j/m以上的抗冲击能量。
[0181]
请注意,优选的是,对于包括铜合金线1(其为单线)作为导体的包覆电线,其端子固定力、附接有端子的状态下的抗冲击能量和主线抗冲击能量中的至少一者满足上述范围。当将实施方案的包覆电线 3(该包覆电线的导体为铜合金绞合线10)与使用铜合金线1(其为单线)作为导体的包覆电线相比较时,前者比后者趋于具有更大的端子固定力、附接有端子的状态下的抗冲击能量和更大的主线抗冲击能量。
[0182]
可通过调节铜合金线1的组成、制造条件等,以及绝缘覆层2 的组成材料、厚度等,能够使实施方案的包覆电线3等的端子固定力、附接有端子的状态下的抗冲击能量和主线抗冲击能量具有预定数值。例如,可调节铜合金线1的组成、制造条件等,从而使得前述的拉伸强度、断裂伸长率、导电率、加工硬化指数等特性参数满足以上特定范围。
[0183]
[带端子电线]
[0184]
如图2所示,实施方案的带端子电线4包括实施方案的包覆电线3和附接至包覆电线3的末端的端子5。本文中,举例来说,端子 5为压接端子,其包括在一端的阴型或阳型嵌合部分52、以及在另一端的用于夹持绝缘覆层2的绝缘筒部分54、以及位于中间部分的用于夹持导体(图2中,为铜合金绞合线10)的线筒部分50。将压接端子压接至通过除去包覆电线3的端部处的绝缘覆层2而暴露的导体 2的端部,从而与导体电连接且机械连接。除了诸如压接端子之类的压接型以外,端子5的一个实例为将熔融导体连接至其上的焊接型。根据另一个实施方案的带端子电线包括使用铜合金线1(单线)作为导体的包覆电线。
[0185]
带端子电线4可包括各包覆电线3均附接有一个端子5的实施方案(如图2所示),以及多根包覆电线3配有一个端子5的实施方案。也就是说,带端子电线4包括如下实施方案:包括一根包覆电线 3和一个端子5的实施方案;包括多根包覆电线3和一个端子5的实施方案;以及包括多根包覆电线3和多个端子5的实施方案。当有多根电线时,当利用捆扎工具等将多根电线捆扎在一起时,可以容易地处理带端子电线4。
[0186]
[铜合金线、铜合金绞合线、包覆电线、带端子电线的特性]
[0187]
根据一个实施方案,铜合金绞合线10的各基线、构成包覆电线3的导体的各基线、
以及各构成带端子电线4的导体的各基线全部保持了铜合金线1的组成、结构和特性或者具有与之相当的特性。具体而言,以上各基线都具有385mpa以上的拉伸强度和0.1以上的加工硬化指数。以上各基线的一个例子满足以下至少一者:拉伸强度为 400mpa以上、断裂伸长率为5%以上、并且导电率为60%iacs以上。
[0188]
可以使用带端子电线4自身所配备的端子5(例如压接端子),从而测量带端子电线4的端子附接状态下的端子固定力和抗冲击能量。
[0189]
[铜合金线、铜合金绞合线、包覆电线和带端子电线的应用]
[0190]
实施方案的包覆电线3可用于各种电气装置等的布线部分。特别地,根据实施方案的包覆电线3适合用于端子5附接至包覆电线3 的末端的应用中,例如,汽车和飞机等运输工具、用于工业机器人的控制器等。实施方案的带端子电线4可用于各种电气装置的布线,如上述运输工具和控制器。该实施方案中的包覆电线3和带端子电线4 可适合用作各类线束的构成元件,如汽车线束。包括根据实施方案的包覆电线3和带端子电线4的线束容易保持与端子5的连接,因此能提高可靠性。实施方案的铜合金线1和实施方案的铜合金绞合线10 可用作诸如包覆电线3和带端子电线4之类的电线的导体。
[0191]
[效果]
[0192]
实施方案的铜合金线1由包含特定范围内的fe、p和sn的特定铜合金构成,因此具有优异的导电性和优异的强度,另外还具有优异的抗冲击性。特别地,实施方案的铜合金线1具有高达385mpa以上的高强度,以及高达0.1以上的加工硬化指数,并且当铜合金线1 上压接有端子5(如压接端子)时,铜合金线1能够牢固地固定端子 5,另外,在附接有端子5的状态下,铜合金线1也具有优异的抗冲击性。具有实施方案的铜合金线1作为基线的实施方案的铜合金绞合线10同样具有优异的导电性、优异的强度以及优异的抗冲击性。另外,当将实施方案的铜合金绞合线10用于包覆电线3等的导体且附接有端子5时,铜合金绞合线10能够牢固地固定端子5,另外在附接有端子5的状态下,其也具有优异的抗冲击性。
[0193]
实施方案的包覆电线3包括实施方案的铜合金绞合线10,该铜合金绞合线10包括实施方案的铜合金线1作为基线,因此包覆电线 3具有优异的导电性和优异的强度,另外还具有优异的抗冲击性。此外,当包覆电线3上附接有诸如压接端子之类的端子5时,包覆电线 3能够牢固地固定端子5,此外在附接端子的状态下也具有优异的抗冲击性。
[0194]
实施方案的带端子电线4(其包括实施方案的包覆电线3)具有优异的导电性和优异的强度、以及优异的抗冲击性。此外,带端子电线4能够牢固地固定端子5,此外,在附接端子的状态下也具有优异的抗冲击性。
[0195]
将在试验例1和2中具体描述这些效果。
[0196]
[制造方法]
[0197]
根据实施方案的铜合金线1、铜合金绞合线10、包覆电线3和带端子电线4可通过(例如)包括以下步骤的制造方法进行制造。下文中将对各个步骤进行概述。
[0198]
(铜合金线)
[0199]
<连续铸造步骤>将具有包含上述特定范围内的fe、p和sn的特定组成的铜合金进行熔融和连续铸造,从而制备铸造材料。
[0200]
<拉丝步骤>对铸造材料或者通过对铸造材料进行加工而获得的加工材料进行拉丝,从而制备拉丝材料。
[0201]
<热处理步骤>对拉丝材料进行热处理,从而制备热处理材料。
[0202]
通常热处理包括人工时效,从而在固溶状态下由含fe和p的铜合金生成含fe和p的析出物,并且包括软化,以改善通过进行拉丝 (为了获得最终线径)而加工硬化的拉丝材料的伸长率。下文中,该热处理将被称为时效/软化处理。
[0203]
除了时效/软化处理以外,热处理可包括以下的固溶处理。
[0204]
固溶处理是这样一种热处理,其一个目的是得到过饱和固溶体,该处理可在连续铸造步骤之后、时效/软化处理之前的任意时间进行。
[0205]
(铜合金绞合线)
[0206]
铜合金绞合线10的制造包括上述的<连续铸造步骤>、<拉丝步骤>和<热处理步骤>,除此之外,还有以下的线绞合步骤。当形成压缩绞合线时,还包括以压缩所步骤。
[0207]
<线绞合步骤>将各根如上所述的多根拉丝线材扭绞在一起从而制造绞合线。或者,将各根如上所述的多根热处理材料扭绞在一起从而制造绞合线。
[0208]
<压缩步骤>将绞合线压缩成形为预定的形状,从而制备压缩绞合线。
[0209]
当包括<线绞合步骤>和<压缩步骤>时,进行<热处理步骤>从而对绞合线或压缩绞合线实施时效/软化热处理。当制造以上热处理材料的绞合线或压缩绞合线时,可包括或不包括对绞合线或压缩绞合线进行进一步的时效/软化热处理的第二热处理步骤。当多次实施时效/ 软化热处理时,可对热处理条件进行调整,从而使得上述特性参数满足特定范围。通过调节热处理条件,例如,能够易于抑制晶粒的生长,从而形成微细晶体结构,并且易于获得高强度和高伸长率。
[0210]
(包覆电线)
[0211]
在制造包覆电线3(其包括铜合金绞合线10)和包括铜合金线1 (为单线形式)的包覆电线等时,包括包覆步骤,从而在通过上述铜合金线制造方法制造的铜合金线(实施方案的铜合金线1)的外周上或者在通过上述铜合金绞合线制造方法制造的铜合金绞合线(实施方案的铜合金绞合线10)的外周上形成绝缘覆层。可以通过例如挤出涂覆和粉末涂覆等已知方法形成绝缘覆层。
[0212]
(带端子电线)
[0213]
带端子电线4的制造包括压接步骤,其中将通过上述包覆电线制造方法制造的包覆电线(实施方案的包覆电线3)的末端的绝缘覆层除去而露出导体,并将端子附接至露出的导体上。
[0214]
下文中,将对连续铸造步骤、拉丝步骤以及热处理步骤进行详细说明。
[0215]
<连续铸造步骤>
[0216]
在该步骤中,对上述具有包含特定范围内的fe、p和sn的特定组成的铜合金进行熔融和连续铸造,从而制备铸造材料。在真空氛围中熔融铜合金能够防止fe、p、sn等元素的氧化。相反,在空气气氛中操作则不需要控制气氛,因而能够有助于提高生产率。在这种情况下,为了防止因空气中的氧气导致的以上元素的氧化,优选地使用上述c、mn、si(或脱氧元素)。
[0217]
通过用木炭片、木炭粉等覆盖熔体的表面来添加c(碳)。在这种情况中,c可由位于熔体表面附近的木炭片、木碳粉末等供至熔体中。
[0218]
通过制备含有mn和si元素的原料、并将原料与熔体混合来添加mn和si。在这种情
况下,即使当从熔体表面上的木炭片或木碳粉末之间形成的缝隙中露出的部分与大气气氛中的氧发生接触时,也能够抑制熔体表面附近的氧化。原料的实例包括单质mn、单质si、 mn和fe的合金、或者si和fe的合金等。
[0219]
除了添加以上脱氧元素外,优选地使用由几乎没有杂质的高纯度碳材料制成的坩埚、模具等,这样做使得难以将杂质引入到熔体中。
[0220]
注意的是,实施方案中的铜合金线1使得fe和p以析出物形式存在,并且使得sn以固溶体形式存在。因此,优选通过包括形成过饱和固溶体工艺的过程来制造铜合金线1。例如,可单独实施进行固溶处理的固溶处理步骤。在这种情况下,可在任意时间形成过饱和固溶体。当以高冷却速率实施连续铸造以制备过饱和固溶体的铸造材料时,不需要单独提供固溶处理步骤,并且所制造的铜合金线1最终具有优异的电学性质和机械性质,因此适用于包覆电线3等的导体。所以,作为铜合金线1的制造方法,特别提出实施连续铸造,并且特别是在冷却过程中采用快速冷却速率,从而提供快速冷却。
[0221]
对于连续铸造方法,可以使用各种方法,如带轮法、双带法、上引法等。特别是,优选上引法,因为能够减少氧之类的杂质,并且易于防止cu、fe、p、sn等的氧化。冷却过程中的冷却速率优选高于5℃/秒,更优选高于10℃/秒、15℃/秒以上。
[0222]
可对铸造材料进行各种塑性加工、切削及其他加工。塑性加工包括连续挤压成形(conform extrusion)、轧制(热轧、温轧和冷轧) 等。切削包括剥皮等。这些加工可减少铸造材料的表面缺陷,从而在拉丝时,能够减少线材断裂,从而有利于增加生产率。特别是,当对上引材料进行这些加工时,所得线材难以断裂。
[0223]
<拉丝步骤>
[0224]
在该步骤中,铸造材料、经加工的铸造材料等进行至少一个道次、通常为多个道次的拉丝(冷拉丝),从而制备具有最终线径的拉丝材料。在进行多个道次的情况中,可根据组成、最终线径等适当调整各道次的加工度。当在拉丝之前进行中间热处理时,在进行多个道次的情况中,可在道次之间进行中间热处理以提高加工性。在适当选择的条件下进行中间热处理,从而获得所需的加工性。
[0225]
<热处理步骤>
[0226]
在该步骤中,进行如上所述的目的在于人工时效和软化的时效/ 软化处理。如上所述,该时效/软化处理能够增强析出物等的析出,从而提供有效增加的强度,并且能够减少cu中的固溶,从而有效地保持高导电率,并且能够由此满意地获得导电性优异且强度优异的铜合金线1、铜合金绞合线10等。另外,通过时效/软化处理,在保持高强度的同时,能够提高韧性(如伸长率),并且能够获得韧性优异的铜合金线1和铜合金绞合线10。
[0227]
在分批加工中,在(例如)以下条件下进行时效/软化处理:
[0228]
(热处理温度)350℃以上550℃以下,优选400℃以上500℃以下。
[0229]
(保持时间)大于4小时且小于或等于40小时,优选5小时以上20小时以下。
[0230]
本文中所指的保持时间是保持上述热处理温度的时间,该保持时间不包括升温时间和降温时间。
[0231]
热处理温度和保持时间可根据组成、加工状态等从以上范围内进行选择。特别是,当热处理温度选自400℃以上且低于500℃的范围内并且保持时间为大于4小时、甚至5小时以上、6小时以上时的相对较长的时间,则易于获得具有385mpa以上的高强度且具有高韧性
和优异的抗冲击性的铜合金线1。对于更具体的条件,见后文所述的试验例1和2。注意的是,可以使用连续处理,如炉式或电炉式连续处理。
[0232]
对于给定的组成,在以上范围内的高温下进行的热处理趋于提高端子附接状态下的导电率、断裂伸长率、抗冲击能量,以及主线抗冲击能量。低温下的热处理能够抑制晶粒的生长并且也能够增强拉伸强度。当以上析出物充分析出时,获得高强度,并且趋于提导电率。
[0233]
另外,时效处理可主要在拉丝过程中进行,并且软化处理可主要用于最终的绞合线。进行时效处理和软化处理的条件可选自上述时效/软化处理条件。
[0234]
[试验例1]
[0235]
在不同的制造条件下制造铜合金线、以及通过使用所获得的铜合金线作为导体的包覆电线,并对其特性进行检测。
[0236]
在表1中所示的制造模式(a)至(c)中任一模式下制造各个铜合金线(关于最终线径,见表3中所示的线径(mm))。在表1 中所示的制造模式(a)至(c)中任一模式下制造各个包覆电线。
[0237][0238]
在所有的制造模式中,均准备了以下铸造材料。
[0239]
(铸造材料)
[0240]
准备了电解铜(纯度:99.99%以上)和包含表2中所示各元素的母合金或单质形式的元素作为原料。在空气气氛中,将所准备的原料在由高纯度碳(杂质含量为20质量ppm以下)制成的坩埚中熔融,从而制备熔融铜合金。铜合金具有表2中所示的组成(余量为cu和杂质)。
[0241]
在上引法中使用熔融铜合金和高纯度碳模具(纯度为20质量 ppm以下),从而制备连续铸造材料(线径:选自至的范围内,或),其具有圆形截面。冷却速率大于10℃/秒。
[0242]
(包覆电线)
[0243]
在制造模式(a)至(c),以及铜合金线的制造模式(a)至(c) 中,制备了线径为的拉丝线材,并将7根这样的拉丝线材扭绞在一起,随后压缩成形,从而制备横截面面积为0.13mm2(0.13sq) 的压缩绞合线,随后对其在表2所示的条件下进行热处理(时效/软化处理)。表2示出了时间(h)的热处理条件,该时间为保持表2 中所示温度(℃)的时间,并且不包含升温时间和降温时间。所获得的热处理材料被经过挤出从而具有预定厚度(选自0.1mm至0.3mm) 的聚氯乙烯(pvc)或聚丙烯(pp)包围,由此形成绝缘覆层,从而制造具有以上热处理线材作为导体的包覆电线。
[0244]
表2
[0245][0246]
(特性的测量)
[0247]
对制造模式(a)至(c)中制得的各铜合金线(或或)的拉伸强度(mpa)、断裂伸长率(%)、导电率(%iacs) 和加工硬化指数进行检测。结果如表3所示。
[0248]
采用电桥方法测量导电率(%iacs)。根据jis z 2241(金属材料拉伸试验方法,
1998),使用通用拉伸试验机测定拉伸强度(mpa)、断裂伸长率(%)和加工硬化指数。
[0249]
对制造模式(a)至(c)中制得的包覆电线(导体截面面积: 0.13mm2)的端子固定力(n)进行了检测。另外,对于制造模式(a) 至(c)中制得的压缩绞合线,检测在附接有端子状态下的导体的抗冲击能量(j/m,附接有端子的抗冲击性e)、以及导体的抗冲击能量(j/m,抗冲击性e)。结果如表3中所示。
[0250]
端子固定力(n)测量如下:将包覆电线的一端的绝缘覆层剥离,以露出作为导体的压缩绞合线,并将端子附接到该压缩绞合线的端部。此处,端子为市售的压接端子,将其压接至压缩绞合线上。此外,此处,如图3所示,调节附接高度(压接高度c/h)以使端子附接部分 12处的导体(或压缩绞合线)的横截面积相对于除端子附接部分之外的主线部分的横截面积的值为表3中所示的值(导体残留率,70%或80%)。
[0251]
使用通用拉伸试验机,测定当以100mm/min拉伸时端子未被拉出的最大载荷(n)。将该最大载荷定义为端子固定力。
[0252]
以下列方式测定导体的抗冲击能量(j/m或(n/m)/m):在挤出绝缘材料之前,将砝码连接到热处理材料(即,由压缩绞合线构成的导体)的前端,将砝码提升1m,然后使其自由下落。测定导体未发生断裂的砝码的最大重量(kg),并将该重量与重力加速度(9.8m/s2) 和下落距离的乘积除以下落距离,从而得到一个数值(即,砝码的重量
×
9.8
×
1)/1),将该数值定义为导体的抗冲击能量。
[0253]
以下列方式测定端子附接状态下的抗冲击能量(j/m或(n/m)/m)。与上述端子固定力的测定方法类似,在挤出绝缘材料之前,将端子5 (此处为压接端子)附接至热处理材料(由压缩绞合线构成的导体) 的导体10的一端,从而制备样品s(此处长度为1m),端子5用夹具j固定,如图4所示。将砝码w连接到样品s的另一端,将砝码 w提升到固定端子5的位置,然后使其自由下落。与上述测定导体的抗冲击能量类似,测定导体10没有发生断裂时砝码w的最大重量,并将((砝码的重量
×
9.8
×
1)/1)定义为端子附接状态下的抗冲击能量。
[0254][0255]
如表3所示,能够看出,与样品no.1
‑
101至1
‑
107相比,样品 no.1
‑
1至1
‑
11的导电率、强度和抗冲击性均更为均衡。另外,样品 no.1
‑
1至1
‑
11在附接端子的状态下也具有优
异的抗冲击性。定量而言,如下:
[0256]
样品no.1
‑
1至1
‑
11全部具有385mpa以上的拉伸强度。此外,这些样品的拉伸强度均为400mpa以上、甚至415mpa以上,并且很多样品的拉伸强度在420mpa以上。
[0257]
样品no.1
‑
1至1
‑
11全部具有60%iacs以上、甚至62%iacs 以上的导电率,并且很多样品的导电率在65%iacs以上、甚至68% iacs以上。
[0258]
样品no.1
‑
1至1
‑
11的导体全部具有4j/m以上、甚至4.5j/m 以上的抗冲击能量,并且很多样品的导体的抗冲击能量在5j/m以上、甚至6j/m以上。
[0259]
在附接端子的状态下,样品no.1
‑
1至1
‑
11的导体全部具有1.5 j/m以上、甚至1.7j/m以上的抗冲击能量,并且很多样品的导体的抗冲击能量在2.5j/m以上、甚至3j/m以上。在附接端子的状态下,包括上述导体的样品no.1
‑
1至1
‑
11的包覆电线预期具有更高的抗冲击能量以及更高的主线抗冲击能量(见试验例2)。
[0260]
此外,样品no.1
‑
1至1
‑
11全部具有高断裂伸长率,并且能够看出,这些样品具有均衡的高强度、高韧性和高导电率。定量而言,很多样品的断裂伸长率在5%以上、甚至大于7%、8%以上,并且很多样品的断裂伸长率在10%以上。另外,样品no.1
‑
1至1
‑
11全部表现出45n以上、甚至50n以上、大于55n的端子固定力,并且能够看出它们能够紧密地固定端子。另外,样品no.1
‑
1至1
‑
11全部具有0.1以上的加工硬化指数,并且很多样品的加工硬化指数在0.12 以上、甚至0.13以上,能够看出它们通过加工硬化易于获得强度增强的效果。
[0261]
能够得到上述结果的原因认为如下:样品no.1至1
‑
11都是由如上所述的具有包含特定范围内的fe、p和sn的特定组成的铜合金构成,并且经过适当的热处理。因此,认为能够增强fe和p的析出以及sn的固溶,从而提供有效提高的强度,并且能够基于fe和p 的适当析出而减少p等的固溶,从而有效地保持cu的高导电率。另外,认为以上特定组成和适当的热处理能够增强fe和p的析出,并防止晶体的粗化和过度软化,从而在获得385mpa以上的高强度的同时,还能够获得较大的断裂伸长率和优异的韧性,并且即使受到冲击时,也难以发生断裂,因此还获得了优异的抗冲击性(例如,参见对比例样品no.1
‑
101和1
‑
102)。在该试验中,优选将热处理温度设置在选自350℃以上且小于500℃的范围内,并且保持时间设置为长于4小时(例如,参见对比例样品no.1
‑
105至1
‑
107)。另外,可以认为在该试验中,除了如上所述调整热处理条件以外,具有特定组成(即,fe/p质量比在4.0以上)的铜合金更容易增加导电率,从而容易具有高达60%iacs以上的导电率(例如,参见对比例样品 no.1
‑
103和1
‑
104)。注意的是,认为与样品no.1
‑
1至1
‑
11相比,样品1
‑
105至1
‑
107易于具有更高的导电率,这是因为样品no.1
‑
105 至1
‑
107比样品no.1
‑
1至1
‑
11包含更少量的添加元素。
[0262]
另外在本文中,认为通过适当地包含c、mn和si并且使这些元素起到防止fe、p和sn氧化的脱氧剂的功能,由此能够实现fe 和p的适当析出以及sn的适当固溶。另外,认为还能够抑制由于包含c、mn和si带来的导电率的降低。认为在该试验中获得上述结果的原因如下:c含量为100质量ppm以下,mn和si总含量为20质量ppm以下,这三种元素的总含量在150质量ppm以下、特别是在 120质量ppm以下,使得能够适当获得以上抗氧化效果和抑制导电率降低的效果。
[0263]
认为获得较大端子固定力的一个原因是,拉伸强度高达385mpa 以上,并且加工硬化指数高达0.1以上,使得通过加工硬化能够获得强度增强的效果。例如,比较样品no.1
‑
1和1
‑
101,这二者具有不同的加工硬化指数和相同的端子附接条件(或者相同的导体残余
率)。尽管样品no.1
‑
1的拉伸强度低于样品1
‑
101,但是前者和后者具有相当的端子固定力水平,另外,在端子附接状态下,前者的抗冲击能量远大于后者。认为通过加工硬化而弥补了样品no.1
‑
1较小的拉伸强度。另外,认为通过伴随压缩加工的加工硬化,使得导体的端子附接部分的强度得到有效提升,因此在端子附接状态下具有优异的抗冲击性。另外在该试验中,当关注拉伸强度和端子固定力时,可以认为这二者之间存在这样的关联:端子固定力会随着拉伸强度的增加而增大。
[0264]
该试验表明,将塑性加工(如拉丝)和热处理(如时效/软化处理)用于上述具有包含特定范围内的fe、p和sn的特定组成的铜合金,能够提供具有优异的导电性和强度以及优异的抗冲击性的铜合金线和铜合金绞合线,以及采用该铜合金线和铜合金绞合线作为导体的包覆电线和带端子电线。另外还能够看出,即使组成相同,但是通过调整热处理条件,拉伸强度、导电率、抗冲击能量等可不同(例如,见样品no.1
‑
2和no.1
‑
3之间的对比,样品no.1
‑
4和no.1
‑
5之间的对比,样品no.1
‑
7和no.1
‑
8之间的对比)。例如,当增加热处理温度时,导电率和导体的抗冲击能量趋于增加。另外,随着sn含量的增加,拉伸强度趋于更高(例如,参见并比较样品no.1
‑
8、no. 1
‑
4和no.1
‑
2)。
[0265]
[试验例2]
[0266]
与试验例1类似,在不同的制造条件下制造具有不同组成的铜合金线、以及通过使用所获得的铜合金线作为导体的包覆电线,并对其特性进行检测。
[0267]
在该试验中,在试验例1的制造模式(b)中制造具有0.16mm 线径的铜合金线(热处理材料)。在表4所示的条件下进行热处理。另外,与试验例1类似,检测所获得的铜合金线(线径为0.16mm) 的导电率(%iacs)、拉伸强度(mpa)、断裂伸长率(%)和加工硬化指数。其结果示于表4中。
[0268]
采用试验例1的制造模式(b)来制造具有0.16mm线径的拉丝材料,并将7根这样的拉丝材料扭绞在一起,随后压缩成形来制备横截面面积为0.13mm2的压缩绞合线,随后在表5所示的条件下进行热处理。所获得的热处理材料被经过挤出从而具有表5中的预定厚度 (0.20mm或0.23mm)的绝缘材料(pvc或pp)包围,由此形成绝缘覆层,从而制造具有以上热处理材料作为导体的包覆电线。
[0269]
对所获得的热处理材料(由压缩线材构成的导体)的断裂负荷 (n)、断裂伸长率(%)和每米的电阻(mω/m)进行检测。对所获得的包覆电线的主线断裂负荷(n)、断裂伸长率(%)和抗冲击能量(j/m)进行检测。其结果如表5所示。
[0270]
根据jis z 2241(金属材料拉伸试验方法,1998),使用通用拉伸试验机测定断裂负荷(n)和断裂伸长率(%)。根据jaso d 618 测量电阻,并且使用四端子法电阻测量装置来测量每1m长度的电阻值。采用包覆电线作为待测试对象,按照与试验例1相同的方式测量主线的抗冲击能量。
[0271]
在端子附接状态下对所获得的包覆电线的抗冲击能量(j/m)进行测量。其结果示于表6中。在该试验中,将包覆电线3的一端的绝缘覆层剥离,以露出作为导体的压缩绞合线,并将作为端子5的压接端子附接至该压缩绞合线的端部,并按照与试验例1相似的方式进行测试(见图4)。压接端子是通过将金属板(由铜合金制成)压缩成形为预定形状而制得,并且包括嵌合部分52、线筒部分50和绝缘筒部分54(重叠型),如图2所示。此处,制备了由具有表6中所示厚度的各种金属板构成的压接端子,并且压接端子的表面镀覆有表6 中所示
类型的镀覆材料(锡(sn)或金(au)),然后将压接端子附接至各样品的包覆电线的导体,从而使线筒部分50的附接高度 (c/h(mm))和绝缘筒部分54的附接高度(v/h(mm))如表6 所示。
[0272]
[0273][0274]
如表4和5所示,能够看出,与具有相同线径或具有相同截面积的导体的样品2
‑
101相比,样品2
‑
11至2
‑
14全部具有非常均衡的优异导电率、强度和抗冲击性。另外,如表6所示,样品2
‑
11至2
‑
14 在附接有端子的状态下也具有优异的抗冲击性。
[0275]
定量而言,如下所示:
[0276]
样品no.2
‑
11至2
‑
14全部具有385mpa以上的拉伸强度。另外,这些样品的拉伸强度都在400mpa以上、甚至450mpa以上(见表4)。
[0277]
样品no.2
‑
11至2
‑
14全部具有60%iacs以上、甚至62%iacs 以上的导电率(见表4)。
[0278]
样品no.2
‑
11至2
‑
14全部具有9j/m以上、甚至10j/m以上的主线抗冲击能量(见表5)。
[0279]
在附接有端子的状态下,样品no.2
‑
11至2
‑
14全部具有3j/m 以上、甚至3.5j/m以上、3.8j/m以上的抗冲击能量,并且很多样品的抗冲击能量在4j/m以上(见表6)。
[0280]
在该试验中,可以认为即使c/h和v/h相同,改变端子板材料类型、包覆类型、覆层厚度等也可以进一步提高端子附接状态下的抗冲击能量(例如,对比表6中的条件2和条件3)。此外,在该试验中,可以认为即使使用相同的压接端子,改变v/h(这种情况下为提高v/h)趋于进一步提高端子附接状态下的抗冲击能量(例如,比较表6中的条件2、4、7至10)。
[0281]
另外,如表4所示,样品no.2
‑
11至2
‑
14全部具有5%以上、甚至10%以上的断裂伸长率,并且能够看出,它们具有非常均衡的高强度、高韧性和高导电率,与试验例1中类似。此外,如表5所示,可以认为与单线相比,压缩绞合线的拉伸强度(断裂负载/截面积) 更大(见导体的特性);另外可以认为,具有绝缘覆层的包覆电线比压缩绞合线更能够增强拉伸强度(见电线的特性)。可以认为即使压缩绞合线也能够保持单线的断裂伸长率(见表4的特性以及表5的导体特性并将二者加以比较),并且可以认为包括绝缘覆层的包覆电线比压缩绞合线更能够提高断裂伸长率(见表5的导体特性和电线特性并将二者加以比较)。可以认为与试验例1中所示的仅有导体的状态相比,在附接有端子的状态下,包括绝缘覆层的绝缘电线趋于具有更高的抗冲击能量,并且具有更高的主线抗冲击能量。
[0282]
另外,样品no.2
‑
11至2
‑
14全部具有0.1以上、甚至0.12以上的加工硬化指数。认为这些样品no.2
‑
11至2
‑
14全部都能牢固地固定端子,并且在附接端子状态下具有优异的抗冲击性,另外还能够很好地附接端子。
[0283]
能够得到上述结果的一个原因认为如下:与试验例1相似,通过包括具有特定范围内的fe、p和sn的特定组成的铜合金,并且进行适当的热处理,能够增强fe和p的析出以及sn的固溶,从而提供有效升高的强度,并且能够减少p等的固溶,从而有效地保持cu 的高导电率。另外认为,通过适当的热处理,在提供高达385mpa 以上的高拉伸强度的同时,也能够获得优异的韧性,并且还提供优异的抗冲击性及端子附接状态下的优异抗冲击性。特别是,与试验例1 类似,认为适当地包含c、mn和si有效地防止了fe、p、sn的氧化,并且含c等脱氧元素有效地抑制了导电率的降低。
[0284]
本发明由权利要求的条款限定,而不是由上述实例限定,并且旨在包括与权利要求的条款等同的含义和范围内的任何修改。
[0285]
例如,可以适当地改变试验例1和2中的铜合金的组成、铜合金线的线径、绞合数以及热处理条件。
[0286]
[附记]
[0287]
对于具有优异的导电性和强度以及优异的抗冲击性的包覆电线、带端子电线、铜合金线以及铜合金绞合线,可有如下构成。以下构成具有特定范围内的fe/p,因此如上所述有助于形成没有fe和p的过量或不足的化合物,由此析出强化能够更适当地有效提高强度,并且能够减少过量的p固溶体,从而有效适当地保持母相的高导电率。
[0288]
[附记1]
[0289]
一种包覆电线,包括导体和设置在所述导体外部的绝缘覆层,
[0290]
所述导体是由多根铜合金线绞合组成的绞合线,所述铜合金线:
[0291]
由包含以下组分的铜合金组成
[0292]
0.1质量%以上1.6质量%以下的fe,
[0293]
0.05质量%以上0.7质量%以下的p,以及
[0294]
0.05质量%以上0.7质量%以下的sn,
[0295]
余量为cu和杂质,并且
[0296]
fe/p质量比为4.0以上;并且
[0297]
线径为0.5mm以下。
[0298]
[附记2]
[0299]
一种带端子电线,包括[附记1]中所示的包覆电线,以及附接在所述包覆电线末端的端子。
[0300]
[附记3]
[0301]
一种用于导体的铜合金线,所述铜合金线:
[0302]
由包含以下组分的铜合金组成
[0303]
0.1质量%以上1.6质量%以下的fe,
[0304]
0.05质量%以上0.4质量%以下的p,以及
[0305]
0.05质量%以上0.7质量%以下的sn,
[0306]
余量为cu和杂质,并且
[0307]
fe/p质量比为4.0以上;并且
[0308]
线径为0.5mm以下。
[0309]
[附记4]
[0310]
一种铜合金绞合线,其由多根[附记3]中所示的铜合金线绞合形成。
[0311]
参考符号列表
[0312]
1 铜合金线,
[0313]
10 铜合金绞合线(导体),
[0314]
12 端子附接部分,
[0315]
2 绝缘覆层,
[0316]
3 包覆电线,
[0317]
4 带端子电线,
[0318]
5 端子,
[0319]
50 线材套管部分,
[0320]
52 配件部分,
[0321]
54 绝缘套管部分,
[0322]
s 样品,
[0323]
j 夹具,
[0324]
w 重物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。