本发明涉及一种用于制备水凝胶材料的方法,该方法可以更容易和更可靠地操作,并且与已知的水凝胶材料相比具有增加的溶胀体积和增加的溶胀速率。通过本发明的方法制备的水凝胶材料特别适合用作或用于口服剂量胶囊,例如用作人和动物的食欲抑制剂。另外,通过本发明的方法制备的水凝胶材料,当其本身使用时(制成时)和当其以合适的剂量制剂形式使用时,可包含、掺入或封装一种或多种药物、营养药物或异物,以洗脱或以其他方式递送在人或动物体内,或通常洗脱或以其他方式递送到任何基于液体(优选水性)介质的应用中。
发明背景
正如H.Omidian等人在J.Pharm.&Pharmacol.2007,59:317-327的“Recent developments in superporous hydrogels(超多孔水凝胶的最新发展)”中所讨论的那样,超多孔水凝胶(SPH)是多孔亲水交联结构,干燥时,其坚硬且易碎,并且不溶于水。然而,当浸入水性介质中时,它们可以吸收最高达它们自身重量许多倍的水性流体,以尺寸溶胀并变成柔软易变形的凝胶材料。SPH一般具有由亲水聚合物材料制成的三维网络,具有许多平均尺寸大于100μm最高达约1或2mm的孔。正是这些孔,通过连接在一起形成开放的通道结构,其利用毛细作用以非常迅速地吸收水。通常在几分之一分钟内达到最大溶胀,并且SPH溶胀至平衡尺寸。
最近公布的专利申请WO2019016560(A1)描述一种软化(增塑或赋予延展性)干燥的超多孔水凝胶材料而不需要它们溶胀的方法。该方法进一步描述通过施加压缩力以使水凝胶孔变平/塌陷而不破坏将三维网络结构保持在一起的键来形成增塑的超多孔水凝胶材料片。口服剂量制剂可以通过从超多孔水凝胶材料片上切割样品、折叠/卷起这些样品并且然后将它们插入用于口服剂量胶囊的外壳中制备。这种口服剂量制剂在与水性介质(例如,当胶囊被人或动物吞咽时的胃液)接触时会溶解或破裂,然后包含在内部的超多孔水凝胶将迅速溶胀为其原始尺寸的许多倍。这些制剂被公开以制备优异的食欲抑制剂和治疗肥胖症的胃球囊的有用替代品。
本发明寻求提供一种用于制备超多孔水凝胶材料的快速、成本有效且可靠的方法,所述超多孔水凝胶材料具有优异的物理特性(包括溶胀体积、溶胀速率和整体强度),并且重要的是,所述超多孔水凝胶材料能够被容易地操作,例如以有助于它们直接成型或有助于它们插入口服剂量制剂的外壳中。本发明方法的目的是避免(例如通过对由增塑的超多孔水凝胶材料制成的施加高压缩力)形成增塑的超多孔水凝胶片的需要,并避免从片上切割水凝胶样品,然后在插入口服剂量胶囊外壳之前将其卷起的需要。因此,理想地,通过本发明的方法制备的超多孔水凝胶将能够被浇铸到模具中,然后被直接操作,例如被操作到口服剂量胶囊外壳(壳)中。供选择地,通过本发明的方法制备的超多孔水凝胶将能够直接被浇铸或压缩成用于直接口服给药的锭剂形剂量制剂。
本发明进一步提供超多孔水凝胶材料,其一旦被吞咽和溶胀,一方面将具有机械坚固性,这使得由其制成的产品能够在人或动物的胃中保留有限的时间段,例如1至4周,而不会降解和/或消化,并且因此能够用于超重/肥胖动物或人患者的食欲抑制剂和食欲控制应用,或作为在动物或人体内受控释放药物或营养药物的递送载体,另一方面,随着时间的推移,例如在1至4周后,其将开始自然分解或崩解,并自然排出体外。合适的食欲抑制剂将理想地是片剂或其他合适的口服剂型,其设计为在家中服用并且不需要医院或卫生保健机构。更理想地,本发明的食欲抑制剂将不需要手术、内窥镜检查或放射以插入、装配或检查食欲抑制剂制剂在患者体内的正确放置。有利地,这种食欲抑制剂制剂将在通过自动降解或通过食用经批准的化学或天然食物源触发终止之前,一次有效几天或几周,然后排泄。更有利地,本发明的目的是提供食欲抑制剂,其也将允许患者能够摄取更多或更少剂量的一种或多种超多孔水凝胶并且还能够随意终止摄取的食欲抑制剂产品的效果。因此,本发明还提供用于一旦被患者摄取就分解本发明的食欲抑制剂制剂的方法,并提供根据体重控制过程的所需强度和持续时间定制的食欲抑制剂产品。
在另一个目的中,本发明提供用于口服剂量制剂(例如剂量胶囊)的增塑的超多孔水凝胶材料,其可另外包含一种或多种药物和/或营养药物,所述药物和/或营养药物将被设计为被洗脱或以其他方式递送到人或动物体内,例如一旦胶囊位于体内的特定位置(例如在胃或肠中)。理想地,药物/营养药物将在延长的时间段内被洗脱/递送。在一个实施方案中,设想将一种或多种药物和/或营养药物在口服剂量制剂中作为另外的单独成分掺入增塑的水凝胶材料中。在该实施方案中,药物和/或营养药物可单独使用,或与一种或多种添加剂组合使用。供选择地,药物和/或营养药物可以与单独的药物递送装置例如脂质体相关联或包含在其中。在另一个进一步的实施方案中,药物和/或营养药物可以是水凝胶材料结构的一部分,例如药物和/或营养药物可以连接到形成水凝胶材料的一个或多个亲水聚合物链上。如本文所用,术语“营养药物”应解释为包括当被人或动物摄取时提供增强健康益处的任何食品补充剂、矿物质或维生素。
在一个优选实施方案中,本发明提供一种用于制备增塑的超多孔水凝胶材料的方法,其包括以下步骤:
a)在不使用起泡剂或其他发泡方法的情况下形成初始水凝胶材料,其中所述初始水凝胶材料包括选自互穿网络结构、半互穿网络结构和简单交联结构中的一种或多种,所述结构通过提供包含一种或多种亲水聚合物和/或共聚物的混合物并使所述混合物经受聚合和/或交联条件形成;
b)回收在步骤a)中形成的所得初始水凝胶材料并用包含一种或多种酸且pH范围为<1至≤3的酸性溶液对其处理;
c)在处理步骤b)的同时或之后,用包含一种或多种单价金属盐的≥0M至≤0.5M的溶液处理在步骤a)中形成的初始水凝胶材料;
d)使用冷冻干燥来干燥所得湿初始水凝胶材料,以产生干燥的超多孔水凝胶材料;
e)处理所得干燥的超多孔水凝胶材料以增塑其结构;和
f)回收所得增塑的超多孔水凝胶材料。
已知在现有技术的聚合/共聚和交联过程中使用起泡剂或其他发泡方法。尽管这产生“超多孔”水凝胶,但本申请人已经发现该过程的效率以及最终超多孔水凝胶的质量受到损害。首先,在聚合步骤期间使用起泡剂或其他发泡方法将需要将超多孔水凝胶产物材料与聚合物反应混合物分离并且然后干燥。实现干燥的正常方法是风干或烘箱干燥,然而,如下所述,我们已经发现这种过程太慢而无法确保所有溶剂(一般是水)被足够快地去除以防止孔塌陷。其次,孔尺寸由起泡剂产生的或由发泡方法提供的气泡的尺寸确定,并且由于难以控制这些气泡的尺寸,因此难以控制孔的尺寸。第三,起泡剂或其他发泡剂的使用和所得超多孔水凝胶的后续分离/干燥构成两个步骤,而本发明仅需要单个冷冻干燥步骤即可实现超多孔性和干燥。最后,第四,起泡剂的使用通常使用碳酸钠或碳酸氢钠以产生二氧化碳作为成孔气体,然而,这需要在酸性条件下进行聚合步骤。这对于制备基于丙烯酸的聚合物的体系可能是方便的,然而,当使用基于丙烯酰胺或基于酰胺的聚合物时则并非如此。
在本发明的方法中使用的理想初始水凝胶是“共水凝胶(co-hydrogel)”,即包含由一种或多种亲水聚合物和/或共聚物形成的两个或更多个交联互穿骨架的水凝胶。与使用单个交联骨架制成的水凝胶相比,当水凝胶包含两个或更多个交联互穿骨架时,所得增塑的超多孔水凝胶材料的溶胀速率和随后分解速率有利地容易得多地控制。
亲水聚合物和/或共聚物可以衍生自天然存在的聚合物和单体、衍生自合成聚合物和单体、或衍生自天然存在的和合成的聚合物和单体的混合物。优选地,所述一种或多种亲水聚合物为羟基化聚合物,并且更优选地,所述亲水聚合物选自C1-C6-烷基纤维素、羟基-C1-C6-烷基纤维素、羟基-C1-C6-烷基-C1-C6-烷基-纤维素。进一步优选地,所述一种或多种亲水聚合物选自甲基纤维素、乙基纤维素、正丙基纤维素、羟乙基纤维素、羟基正丙基纤维素、羟基正丁基纤维素、羟丙基甲基纤维素、乙基羟乙基纤维素、羧甲基纤维素、羧甲基淀粉、壳聚糖、藻酸盐、阳离子葡聚糖,(例如,硫酸葡聚糖、磷酸葡聚糖、二甲基氨基葡聚糖、二乙基氨基葡聚糖、阳离子糊精、聚醚酰亚胺、肝素、透明质酸、软骨素、硫酸软骨素、硫酸乙酰肝素、聚半乳糖醛酸、聚糖醛酸(polyanuronic acid)、聚半乳糖醛酸(polygalacturonic acid)、聚阿拉伯糖酸(polyarabinic acid)和聚赖氨酸。在一些情况下,一种或多种亲水聚合物可以通过一种或多种选自C1-C6-烯基酰胺(例如,以制备聚丙烯酰胺)和C1-C6-烯基酸(例如,以制备丙烯酸)的单体的聚合和/或共聚制备。其他可能的优选聚合物包括聚(丙烯酰胺)、聚(2-丙烯酰胺基-2-甲基-1-丙烷磺酸)和聚(N-异丙烯酰胺)。
特别有利的是,本发明的方法中使用的一种或多种亲水聚合物和/或共聚物至少部分衍生自胺单体和/或丙烯酰胺单体和/或含胺部分的单体和/或含丙烯酰胺部分的单体,任选地与包含多个OH-基团和/或含多个OH-基团的单体的聚合物一起。合适的含多-OH基团的材料包括藻酸盐、壳聚糖和其他含糖或碳水化合物的材料。有利的是,交联剂包含钙。优选的是,一种或多种亲水聚合物不衍生自丙烯酸单体或含丙烯酸部分的单体。
初始水凝胶优选使用如上所述的一种或多种亲水聚合物和/或一种或多种单体制备,任选地与一种或多种选自生物相容性聚合物和机械强度强的水凝胶的其他组分组合。
合适的生物相容性聚合物包括选自以下的一种或多种:聚烯丙醇、聚乙烯醇、聚丙烯酸、聚乙二醇和聚(N-乙烯基-2-吡咯烷酮)(PVP),并且这些可以与一种或多种其他聚合物如丙烯醛共聚。
理想地,制备初始水凝胶的一种或多种亲水聚合物(如上所讨论的)将被选择以赋予最终产品合适的机械性质或韧性,或者供选择地,合适的机械强度强的水凝胶可以在初始水凝胶一旦形成后加入到初始水凝胶中,或者加入到用于制备初始水凝胶的一种或多种单体的混合物中。这种强的材料包括非超多孔和缓慢溶胀的水凝胶,也称为超吸收聚合物(SAP),其是可以吸收并保留大量水或水溶液的亲水网络。优选地,它们可以吸收高达100,000%的水。进一步优选地,一种或多种机械强度强的缓慢溶胀的非超多孔水凝胶选自双网络水凝胶(DN)、纳米复合水凝胶(NC)、拓扑水凝胶(TP)、大分子复合水凝胶(MMC)。特别有用的缓慢溶胀的非超多孔水凝胶包括但不限于聚(2-丙烯酰胺基-2-甲基-1-丙烷磺酸)(PAMPS)-聚丙烯酰胺(PAAm)双网络水凝胶、琼脂糖-甲基丙烯酸羟乙酯(HEMA)双网络水凝胶、藻酸盐-PAAm双网络水凝胶、聚(N-异丙基丙烯酰胺)和聚(N-异丙基丙烯酰胺)-锂皂石纳米复合水凝胶。尽管这种缓慢溶胀的非超多孔水凝胶的溶胀速率有限,但是就从干凝胶到完全溶胀状态的体积增加而言,它们可能仍具有最高达15-20倍的合理溶胀能力。非超多孔水凝胶在达到其溶胀平衡时,仍可保持2-3MPa或更大的最大工程压缩强度,然而通常具有有限的体积溶胀比。合适的非超多孔水凝胶可表现出高的整体溶胀能力,但比本发明的高体积溶胀超多孔水凝胶更慢的溶胀速率。
初始水凝胶材料的样品优选通过浇铸模制方法制成,该方法可以包括用如上所述的聚合物和/或单体的混合物(连同一种或多种如上所讨论的任选的其他组分)填充合适形状和尺寸的模具,并使该混合物经受一种或多种交联剂的添加和/或辐射(例如用高能电离辐射如电子束(e-beam)、γ或x-射线辐射),和/或适合产生水凝胶的交联聚合的和/或共聚的互穿网络或半互穿网络或简单交联结构的其他条件(例如硫硫化或其他合适的化学品,任选地与加热和/或增加的压力结合)。然而,重要的是控制交联度,使得其不影响产品的溶胀体积比。理想地,脱模的初始多孔水凝胶是单独件,一般尺寸为15mm×25mm至40mm×60mm。初始多孔水凝胶的单独件(样品或主体)将具有任何合适的形状和/或尺寸,并且优选地将是立方体形、长方体形、卵形、丸形、珠形、球形、圆柱体形、杆形、或不规则形主体。在供选择的方法中,初始水凝胶材料将被模制或挤压至例如具有预先设计直径的长圆柱体或管中,然后在固化(交联)后被切割成所需长度。
单独模制或切割挤压的样品初始水凝胶材料优选具有内部主体部分(其可以是实心的或空心的)和外表面,该外表面是抵靠模具或挤压模具的内部形成的内部主体部分的外部边界。
供选择地,初始水凝胶材料的样品可以是非模制的,但也将优选具有内部主体部分和作为内部主体部分的外部边界的外表面,该内部主体部分具有包括增塑的超多孔水凝胶材料的内部结构。
下文描述的加工步骤将同样适用于非模制和模制(包括浇铸模制和非浇铸模制)(例如制成的、或呈片状或挤压的或以其他方式压缩的)初始水凝胶材料。
一旦制备,初始水凝胶材料优选用合适的溶剂(理想地为蒸馏水)洗涤以从初始水凝胶中去除任何未反应的亲水聚合物和/或单体。然后将初始水凝胶材料用至少一种酸性材料处理(优选通过浸入酸性溶液中)持续最长达14天,优选达7至14天,并且进一步优选然后经受用水(理想地为蒸馏水)冲洗并用新鲜的酸性材料重新处理,或者优选地重新浸入新鲜的酸性溶液中的日常程序。一般,用于浸泡初始水凝胶样品的酸性溶液的体积为每初始水凝胶样品15至50ml,这将导致初始水凝胶材料的样品溶胀。如以下具体实施例中所述,酸处理有利地i)改善目标增塑的超多孔水凝胶材料的溶胀速率,ii)允许控制溶胀体积的百分比变化,iii)允许控制目标超多孔水凝胶中的孔隙度和iv)允许控制目标超多孔水凝胶的延展性程度(在本文中也称为“加工容易度”或“可加工性”)。
然而,重要的是酸性处理步骤包括用至少一种酸性材料处理在步骤a)中形成的分离的初始水凝胶材料,所述酸性材料的pH范围为<1至≤3,进一步优选pH范围为<1至<3,高度优选pH范围为1至<3,并且最优选pH范围为1至2.8。本申请人已经发现使用范围为<1至≤3的pH以质子化水凝胶并由此在冷冻干燥步骤期间获得更大的孔尺寸是有利的。另外,我们已经观察到,通过本发明获得的最终增塑的超多孔水凝胶在低pH(例如在胃中)达到所需的膨胀速率和膨胀程度,并且在高pH(例如在十二指肠中)达到所需的分解(当需要时)速率和分解程度。
已经发现,用pH高于3的酸溶液处理初始水凝胶材料导致目标增塑的超多孔水凝胶材料失去其结构完整性,即由用pH>3的酸性溶液处理的初始水凝胶制成的目标超多孔水凝胶(SPH)材料的主体失去其限定的形状(这在浇铸模制水凝胶材料的情况下尤其明显)。此外,目标超多孔水凝胶也变得孔隙更少,这又降低溶胀速率。具体而言,当pH从>3增加到pH 9时,SPH主体逐步变得更扭曲且孔隙更少,它在pH 10和pH 11时变得非常扭曲,并在pH 12及更高时变成凝胶状物质或高粘性流体。理想地,用于处理初始水凝胶的酸溶液包含一种或多种酸性材料的水溶液。一种或多种酸性材料可以是无机酸和/或有机酸。发现较强酸比弱酸更有益,并且优选pKa在-15至3.5范围的材料。特别优选-15至3.0范围的pKa,进一步优选-15至2.5范围的pKa,并且高度优选-15至1范围的pKa。合适的无机酸包括盐酸、硫酸、硝酸和氢氟酸。合适的有机酸包括柠檬酸、草酸、酒石酸、马来酸、苹果酸和甲苯磺酸。优选1-100mM酸性水溶液,进一步优选80-90mM酸性水溶液。
一种或多种酸性材料可以衍生自从动物或人体获得或提取的物质,或由模拟这些物质的组合物制成的酸性材料,例如特别优选包含胃液和/或模拟胃液的酸性溶液。模拟胃液优选在没有胃蛋白酶的情况下制备并且优选包含每升水0.2%/重量氯化钠和0.7%/重量的盐酸并且具有约1.2的pH。
在如上所述用至少一种酸性材料处理初始水凝胶材料的同时,或供选择地在所述处理之后,任选地用包含一种或多种单价金属盐的溶液进一步处理初始水凝胶材料,所述单价金属盐优选选自钠盐、钾盐和锂盐。我们已经发现这种金属盐处理使得能够控制增塑步骤,这又决定目标材料的加工性能,并将最终影响制造成本。
可以使用任何水溶性单价金属盐,例如氯化物、溴化物、碘化物、硝酸盐、硫酸盐和碳酸盐。氯化钠和氯化钾是特别合适的。发现单价金属盐溶液的存在影响并有利地控制最终增塑的超多孔水凝胶的加工性能(即可加工性和可操作性)。特别是,发现最终超多孔水凝胶的进一步加工和处理的改善与最高可达0.5M的最大值的单价金属盐浓度成正比;当浓度超过0.5M时,最终增塑的超多孔水凝胶变得太软而无法在合理的时间范围内(期望从1分钟到小于60分钟)容易地加工。理想地,单价金属盐溶液将为>0M至≤0.5M的溶液,优选其是>0M至≤0.25M的溶液,并且进一步优选>0M至≤0.14M的溶液。
在本发明的一个特别有利的方法中,在冷冻干燥以从结构中去除溶剂并产生干燥的超多孔水凝胶材料之前,除了用<0.2M的碱金属盐(特别是氯化物)的溶液(优选0.13M溶液)处理之外,还用pH在1至2范围的酸性溶液处理初始水凝胶材料。
初始水凝胶自然包含由网络/交联结构限定的孔,但是这些孔填充有用于聚合反应以形成初始水凝胶材料的溶剂(例如水)。通常,制备初始水凝胶的单体/聚合物的混合物越稀,孔尺寸越大。一般,初始水凝胶的密度为约1.30g/cm3。
重要的是不允许所得的处理的初始水凝胶例如在室温或高于室温下变干,因为这将导致处理液(多种处理液)从处理的初始水凝胶材料的溶胀孔中蒸发太慢,并且结构中的任何水分会导致孔塌陷;当期望的孔丢失时,溶胀速率将大大降低。
然而,目标材料是增塑的“超多孔”水凝胶材料,因此它一般将具有70-90%的孔体积和约0.7-0.8g/cm3的一般密度,因此,有必要将最初在初始水凝胶(其最大尺寸的一般平均尺寸为100μm至1000μm,理想地为200μm至500μm)的结构中形成的孔扩大/展现至最大高达5mm。扩大孔的尺寸时,关键是要形成所需的扩大的孔尺寸,然后尽可能快速且有效地“固定”该尺寸,因此,或者在如上所述用酸性溶液处理的步骤之后,或者如果使用的话,在用包含一种或多种单价金属盐的溶液处理的步骤之后,使初始水凝胶经受冷冻干燥过程。有利地,冷冻干燥是快速且有效的干燥过程,该干燥过程在孔有时间塌陷之前迅速去除水,尤其是如上所述保留在孔内的水。
冷冻干燥步骤优选通过在常规冷冻机中或使用超低温冷冻机(-20℃至-86℃)首先对酸(和任选的单价金属)溶液处理的初始水凝胶进行初始冷冻进行,这使孔内的液体(优选水)结晶并膨胀(例如通过氢键相互作用)。初始冷冻过程中使用的冷冻温度越低,晶体越小并且最终孔尺寸越小。在经历初始冷冻过程之前,优选将酸处理的水凝胶样品置于为预酸/金属盐处理的初始水凝胶样品直径的1.5倍至2.5倍大的模具中。然后使用冷冻干燥装置(在-50℃至-80℃)冷冻干燥冷冻样品,直到去除所有孔间溶液,以产生具有期望的孔尺寸(0.1mm至5mm,优选0.5mm至1.0mm)的超多孔水凝胶材料。高度优选的是,通过本发明的方法制备的超多孔水凝胶材料将优选包含每单位重量与制备它的初始水凝胶相同数量的孔。
本发明的方法中任选的进一步步骤包括在超多孔水凝胶材料样品的主体中形成一个或多个通孔,所述通孔优选的直径为1mm至15mm,进一步优选直径为3至6mm,并且高度优选直径为约4mm(在下面讨论的增塑步骤之前)。通孔的直径与超多孔水凝胶材料样品的直径之比优选为0.75:1至1:30,进一步优选为0.5:1至1:10,并且高度优选为0.3:1至1:10。理想地,一个或多个通孔中的每一个包括在超多孔水凝胶样品的主体内的通道或导管,其从超多孔水凝胶样品的外表面的第一部分中的第一开口延伸至形成在超多孔水凝胶样品的外表面的(优选径向相对的)第二部分中的第二开口。优选地,一个或多个通孔是线性的。为了避免疑问,这种“通孔”不是作为形成初始水凝胶的化学聚合/交联反应的结果而直接形成的,也就是说,“通孔”不是在初始水凝胶材料的交联互穿骨架之间形成的孔,而是,这种“通孔”是作为物理加工步骤的结果而形成的。
在超多孔水凝胶样品是圆柱体的情况下,一个或多个通孔优选形成为基本上平行于样品的纵轴排列。如下所讨论的,超多孔水凝胶的非圆柱体样品优选包含一个或多个通孔,其形成为基本上垂直于,例如在进一步加工步骤期间,压缩力可以施加到最终增塑的超多孔水凝胶以将增塑的超多孔水凝胶操作到剂量胶囊中的方向排列。通孔可以使用任何合适的技术形成,例如,用于形成初始水凝胶样品的模具可以嵌入或成形为包括一个或多个细长构件(例如细长圆柱体构件、销或针),所述细长构件平行于模具的中心轴线排列。供选择地,模具的形状可以使得在形成初始水凝胶材料体时允许将合适的通孔浇铸到样品主体中。进一步供选择地,例如使用3-15mm钻头,并且优选地在室温下,可以在超多孔水凝胶样品中钻出一个或多个通孔。又进一步供选择地,一个或多个通孔中的每一个可通过在心轴上挤压初始水凝胶形成。
一个或多个通孔的作用是使最终增塑的超多孔水凝胶样品在施加压缩力时更容易被压缩和折叠,如上所讨论的。另外,通孔的存在还增加最终增塑的超多孔水凝胶样品的表面积,并且与没有一个或多个通孔的类似样品相比,这促进样品更快的溶胀(膨胀);此外,发现具有通孔的最终增塑的超多孔水凝胶样品能够比没有通孔的类似样品获得更大的最终溶胀体积(假设每个样品具有相当的干体积),并且当通过本发明方法制备的最终增塑的超多孔水凝胶材料用于胃滞留系统时,这是重要的。
最终增塑的超多孔水凝胶材料的韧性是一个特别重要的特性,它将影响i)其在压缩后获得基本未破损/未损坏/未受损结构的能力(如下所讨论的),以及ii)以确保施加的压缩力将能够有效地压缩样品;更高度增塑的超多孔水凝胶将更具延展性并且能够承受诸如卷起/折叠等操作而不会开裂。通过冷冻干燥酸处理的初始水凝胶材料获得的干燥的超多孔水凝胶材料一般具有刚性和易碎结构,需要对其进行改变以增加其可塑性,并且在期望时能够将水凝胶材料插入000尺寸的剂量胶囊中。增塑剂(例如酯,诸如癸二酸酯、己二酸酯、对苯二甲酸酯、二苯甲酸酯、戊二酸酯、邻苯二甲酸酯、壬二酸酯及其共混物)的使用可能是该问题的一种解决方案(通过向形成初始水凝胶的反应混合物中加入这种试剂,或者通过向一旦形成的初始水凝胶中加入这种试剂),但这通常是不期望的,特别是尽管不是唯一的,当改善的压缩水凝胶最终产品待用作胃食欲抑制剂时,其中使用最少量的化学物质将降低不希望的副作用的风险。因此高度优选地,在施加压缩力之前,使用供选择的方法以降低超多孔水凝胶的玻璃化转变温度并由此增加其塑性。一种有利的供选择的方法包括在室温下或优选在升高的温度下,例如使用水蒸气(即潮湿环境),使冷冻干燥的超多孔水凝胶经受高湿度条件(通常百分比湿度>55%至≤100%,优选湿度在65%至≤100%范围)。使用蒸汽是有益的。冷冻干燥的超多孔水凝胶经受高湿度(水蒸气和如上所述)的时间长度对于所得最终增塑的超多孔水凝胶材料的性能至关重要,并且该持续时间取决于初始水凝胶材料的原始聚合物组成(具体地,交联密度、水含量和引发剂的量)、干燥的超多孔水凝胶样品/主体的尺寸和形状、单价盐溶液的摩尔浓度,以及所使用的加工方法(包括冷冻温度和样品如何冷冻,即在开放或密封的模具中,模具的材料等)。水蒸气处理步骤优选在带盖容器中进行,所述带盖容器含有少量水并被加热到50至65℃(优选60℃)以在其中产生所需的湿度百分比水平(如上所述)。防止水蒸气例如在容器壁的内表面或容器的盖子上凝结很重要,因为如果超多孔水凝胶样品在增塑过程中与任何水滴(或甚至可见的水蒸气)接触,则它会导致样品不可逆变形,主要是由于多孔结构的塌陷,并且这将导致最终产品完全无法膨胀。因此,带盖容器的内壁表面优选包括湿吸收材料的覆盖物;这不仅有助于在容器内提供均匀的湿度水平,而且还可以减轻冷凝水水滴形成和滴落/流淌到超多孔水凝胶样品上。将超多孔水凝胶样品放入容器中,并用盖子将容器紧密密封。然后将样品保留在容器中期望的时间,然后立即从容器中取出并进行机械加工/操作,如下所述。如果超多孔水凝胶用水蒸气处理太长时间,将导致不可逆的变形(主要是收缩),而处理不足将导致超多孔水凝胶样品增塑不足。在前者的情况下,不太可能成功压缩水凝胶,因为当释放压缩力时,它可能会变得有弹性并弹回其原始形状。对于后一种情况,进一步的机械加工可能会破坏样品的结构。用酸性溶液处理初始水凝胶的有用优点之一是减少了水蒸气处理所需的持续时间。例如,在60℃下,当初始水凝胶在pH 1-3下进行酸处理时,一般的蒸汽处理时间为5至20分钟(优选5至12分钟),而没有用酸性溶液处理的初始水凝胶的其它相同样品将需要水蒸气处理>20至60分钟或甚至更长时间,以达到相当程度的增塑。在用酸性溶液处理同时或之后,用单价金属盐溶液处理初始水凝胶材料,使得能够进一步控制水蒸气处理的持续时间。本申请人已经发现,单价金属盐和酸处理的材料仅需要在高湿度条件(水蒸气)下,在60℃下,处理1至最多5分钟,并且高度优选地为3分钟)。
用酸性溶液处理初始水凝胶样品的另一个有用的优点是酸溶液处理的初始水凝胶材料将比非酸处理的样品具有更大和更好连接的孔;这种更大和更好连接的孔更易渗透并导致更有效的水吸收,即这种材料表现出更快的溶胀和更高的溶胀体积,如下面的具体实施例所示。此外,在酸处理步骤期间,导致凝胶在所有方向上轻微溶胀,并且作为这种溶胀的结果,更多的水可以渗透聚合物网络并且材料的孔膨胀。当这种轻微溶胀(膨胀/夹带水)的材料被冷冻以及然后冷冻干燥时,孔保持其膨胀尺寸。
一旦超多孔水凝胶充分增塑,在适当的湿度和温度条件下处理样品以防止硬化。本发明的方法然后包括施加压缩力,优选地具有沿径向方向的至少一个分力的压缩力。在一些情况下,期望通过将增塑超多孔水凝胶的初始厚度减小至初始厚度的50%或更少,优选30%或更少,并且高度优选15%或更少以形成增塑超多孔水凝胶的薄片(即初始水凝胶的厚度在压缩后分别减少至少50%,优选至少70%,并且高度优选至少85%)。
压缩力的施加使增塑的超多孔水凝胶中的孔塌陷/变平,并且通过使用任何合适的方法或装置施加压缩力来实现,例如在一对或多对辊之间和/或使用一个或多个板以施加压力和/或使用真空以有助于提供至少部分径向压缩力。如WO2019016560(A1)中所述,一旦形成,增塑的超多孔水凝胶片在被插入口服剂量胶囊之前可以被卷起、折叠、打褶、起皱、缠绕、叠缩(concertinaed)、切割、挤压和模制。
在模制增塑的超多孔水凝胶材料的情况下,本申请人已经发现在模制增塑的超多孔水凝胶材料形成时(即,在不首先形成片的情况下直接地)对其进行操作(例如,折叠和/或挤压),例如将其插入到口服剂量胶囊中,是有益的。如上所述,初始水凝胶材料可以被模制成任何期望的形状。在初始水凝胶以及因此增塑的超多孔水凝胶是圆柱体样品的情况下,期望在超多孔水凝胶的主体内形成一个或多个通孔或通道,如上所述。然后可以相对于模制增塑的超多孔水凝胶材料的纵轴,优选在径向或径向和轴向的组合方向上,向增塑的超多孔水凝胶施加压缩力。在一个优选实例中,可以使用细长杆(例如外径为3至15毫米(优选6至10毫米))向模制增塑的超多孔水凝胶材料施加压缩力,该细长杆的纵轴平行于水凝胶样品的中心纵轴(即平行于一个或多个通孔,如果存在的话)取向,以在增塑的超多孔水凝胶样品的外表面的侧面产生线性凹陷或压缩线。然后圆柱体样品能够沿着该压缩线折叠以形成“准”圆柱体,其可以使用三边压缩来挤压。这种三边压缩(其主要包括相反的双轴力,在第三轴上有小的分力)可以例如通过将折叠的增塑的超多孔水凝胶的准圆柱体样品插入中空锥形管中,然后在管内推动它以进一步成形和压缩它并以将其直径减小到期望的尺寸(例如胶囊直径)进行。在将样品/胶囊从锥形管(优选具有26mm的内径)中的开口端部推出之前,可以优选地将样品/胶囊放置2-10分钟(优选4-6分钟)以完全固定形状。供选择地,可以将折叠的样品推入具有两个相对开口端部的圆柱体管(例如内径为8至13,优选9-10mm)中。可以将两个具有凹形端部的推杆中的每一个插入圆柱体管的两个开口端部中的每一个中,它们的凹形端部用于同时挤压相对侧上的折叠样品,从而形成具有圆顶形端部的含有锭剂形压缩的超多孔水凝胶的胶囊。增塑的超多孔水凝胶材料也可以直接模制(挤压)到剂量胶囊模具中。
折叠步骤最优选对包含一个或多个通孔的样品进行,因为它们表现出特别高的直径溶胀比。
如上所述,超多孔水凝胶材料的制备包括用酸性溶液洗涤初始水凝胶,然后任选地用单价盐溶液处理,意味着可能没有必要形成一个或多个通孔,因此不需要如上所述沿着压缩线折叠超多孔水凝胶材料的样品。理想地,增塑的超多孔水凝胶样品可以简单地进行三边压缩,例如通过将它们直接挤压到胶囊模具或明胶胶囊壳或上述锥形或圆柱体管之一中。
由于材料在高于其玻璃化转变温度(Tg)的温度下更容易被外力变形,优选在升高的温度下施加压缩力。在施加压缩力之后,如上所述,升高的温度可以降低到例如环境温度,以“设定”压缩增塑的超多孔水凝胶的形状。此外,在机械加工之后,优选去除压缩增塑的超多孔水凝胶胶囊中的任何残留水分,因此优选将产品进一步干燥(例如在干燥器中或通过再冷冻干燥)以确保长期储存稳定性。
上述组合物理想地适合于提供包含通过本发明的方法制备的增塑的超多孔水凝胶材料的产品制剂,任选地呈压缩形式,并且任选地与一种或多种缓慢溶胀的非超多孔水凝胶一起。优选地,产品制剂将适合用作食欲抑制剂,例如以控制体重增加和预防肥胖,或将药物和/或营养药物递送到人或动物体内。
产品制剂(例如胶囊、片剂或锭剂)的尺寸优选为标准000胶囊或其他形式的胶囊,并且通过本发明的方法制备的改善的超多孔水凝胶的插入优选如上所述实现。
在许多应用中,重要的是每个含有增塑的超多孔水凝胶材料的胶囊可以溶胀到大于患者(人或动物)的幽门直径的尺寸以确保其保留在胃中。
尽管本发明的产品制剂被设计为不阻塞食道或下消化道,但是有可能发生不可预见的事故。同样,期望食欲抑制剂制剂能够容易地终止而无需外科手术、内窥镜检查或其他令人不愉快的医学干预。本发明使用触发物或紧急排出机制将产品制剂分解成易于被患者排泄的形式解决这些问题。“分解触发物”可以具有多种形式,只要它在分解过程中是有效且高效的并且可以被患者安全使用。优选的分解触发物包括电磁波(例如光、热)、机械波(例如超声)或化学物质。
根据水凝胶的性质,分解触发物可以是但不限于以下之一:
(1)含有攻击交联基团的某一化学物质或某些化学物质的溶液;
(2)降低pH敏感的水凝胶的机械强度的碱性溶液;
(3)针对含水凝胶组合物的高强度聚焦超声(HIFU)装置;
(4)由内窥镜或另一类似胶囊的装置传递到阻塞点的热、光、电信号,其将触发对温度、光、电敏感的水凝胶的响应。
作为一个实例,本发明的水凝胶可以被设计成具有可逆交联,该交联可以被某些化学物质攻击。尽管可逆交联在胃环境中是稳定的,但是化学触发物优选是日常生活中不通常消耗的物质或存在于食物中但含量太低以致于不导致水凝胶的立即分解的物质。数量和浓度应严格控制在限量内,该限量可在权威机构制定的规定中找到。潜在的可逆交联及其解毒剂可以包括以下表1中的一种或多种:
表1
通过本发明的方法制备的改善的压缩增塑的超多孔水凝胶材料可用于治疗和/或预防一种或多种医学病症,其包括但不限于肥胖症和糖尿病。高度优选地,这种水凝胶可以用作食欲抑制剂。
另一方面,本发明提供了用于给予患有一种或多种,例如选自肥胖症和糖尿病的医学病症的患者的剂量方案,包括口服给予患者第一剂量的口服可接受制剂,该制剂以这样的量或数量的样品包含本发明的高体积溶胀水凝胶,即这样的量或数量的样品在摄取时会溶胀,以填满患者的胃体积的最高达80%,优选最高达60%,进一步优选最高达50%。
在用于治疗肥胖或糖尿病患者的优选剂量方案中,给予患者初始的大的第一剂量,优选大于3个,优选至少5个,进一步优选至少20个口服可接受的片剂或胶囊(也可以使用任何其它合适的产品制剂,优选000尺寸的胶囊),其包含一种或多种本发明的高体积溶胀水凝胶。然后,这任选地接着第二剂量,并且任选地接着进一步随后的剂量,优选包含最高达5个口服可接受的片剂或胶囊(或任何其他合适的产品制剂)的剂量,其包含一种或多种高体积溶胀水凝胶(这些水凝胶可以与以初始高剂量服用的那些水凝胶相同或不同),时间间隔为至少12小时左右,优选至少24小时左右,并且高度优选更长,例如48小时左右。优选地,含高体积溶胀水凝胶的产品制剂将在患者的胃中保留几天(1-7天),进一步优选几周(1-30周)或甚至更长时间。任选的第二剂量和随后的剂量可以彼此相同或不同。
理想地,上述方法将还包括在患者摄取第一、第二或进一步随后的剂量中的至少一种之前和/或期间和/或之后,患者摄取约200ml水(优选温热的,进一步优选在约37℃的)。
另一单独且独立的发明提供用于制备如上所述的增塑的超多孔水凝胶材料体的类似方法,其包括通孔形成步骤,任选地包括单价金属盐处理步骤,但不包括酸处理步骤。发现通孔处理步骤特别有用,因为非酸性溶液处理的材料通常比它们的酸处理的对应物收率更低,并且通孔的使用使得模制或非模制的最终增塑的超多孔水凝胶材料能够折叠/卷成期望形状以插入000剂量胶囊。除了没有酸处理之外,如上所述的所有其他步骤、特征和优点将适用于该单独的发明。
附图说明
现在将参考以下附图中的表现描述本发明,其中:
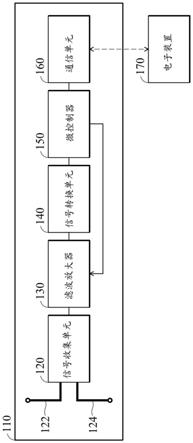
图1A:显示在密封之前含有初始水凝胶材料的模具的横截面图;
图1B:显示在密封之后图1A中描绘的相同模具的相同横截面图;
图2A:显示观察沿其中心纵轴钻有通孔的增塑的超多孔水凝胶的圆柱体样品的圆形端面和圆柱体压缩杆在其用于压缩水凝胶样品之前的圆形端面的端视图;
图2B:显示用于压缩图2A中描绘的增塑的超多孔水凝胶的圆柱体样品的圆柱体压缩杆;
图2C:显示图2B中描绘的增塑的超多孔水凝胶的圆柱体样品,该样品将使用通过圆柱体压缩杆(已移除)在其表面上形成的压缩褶皱沿箭头方向折叠;
图2D:显示在折叠以减小其直径之后的图2C中描绘的增塑的超多孔水凝胶的圆柱体样品。
图3:显示插入到中空锥形圆柱体模具中的增塑的超多孔水凝胶的两个折叠圆柱体样品和推杆的横截面图;
图4A:显示插入中空开口端部的圆柱体模具中的增塑的超多孔水凝胶的折叠圆柱体样品的横截面图,该模具具有两个推杆,每个推杆插入模具的两个开口端部中的每一个中;
图4B:显示如图4A所示的插入中空开口端部的圆柱体模具中的增塑的超多孔水凝胶的折叠圆柱体样品的横截面图,其中两个推杆在相对侧压缩样品;
图4C:显示从中空开口端部的圆柱体模具脱模后的图4B所示的压缩折叠增塑的超多孔水凝胶样品;
图5:显示对于根据对照实施例1(#OG)和本发明在实施例2(#NG)中制备的压缩折叠增塑的超多孔材料,使用水或模拟胃液作为溶胀介质,体积溶胀比与时间的关系图;
图6:显示对于根据对照实施例1(#OG)和本发明实施例2(#NG)制备的压缩折叠增塑的超多孔材料,使用水或模拟胃液作为溶胀介质,溶胀直径曲线随时间变化的图;
图7:显示对于根据对照实施例1(#OG)制备的压缩折叠增塑的超多孔材料,使用水或模拟胃液作为溶胀介质,真应力与时间的关系图;
图8:显示对于根据对照实施例1(#OG)制备的压缩折叠增塑的超多孔材料,使用水或模拟胃液作为溶胀介质,工程应力与时间的关系图;
图9:显示根据本发明在实施例2(#NG)中制备的压缩折叠增塑的超多孔材料在模拟胃液中的4天强度的柱状图。
具体实施例
本文使用的缩写定义如下:
表2
实施例1:(对照)
实施例1:(对照)其中形成有一个或多个通孔以有助于增塑的超多孔水凝胶材料(PSH)的折叠以减小其尺寸并促进口服剂量制剂的制备的PSH的制备。
合成与聚合:
称重16.0g( /-0.1g)的AAm和99.0-132.0mg( /-1mg)的BAC并与90-200ml的DW混合。同时,称重20.0g( /-0.5g)的AAm至6.0g( /-0.1g)的AL中并与160-290ml DW混合。将上述两种溶液与433.0-751.0mg( /-1.0mg)的APS混合在一起,将所得溶液均等地分配到8个较小的烧杯中(标记为A组)。
在另外8个烧杯(标记为B组)中的每一个中称重150.0mg( /-1.0mg)的CaSO4粉末、6.2ml水和47-82ul TEMED。
将A组8个烧杯之一中的溶液与B组8个烧杯之一中的悬浮液一起倒入。然后将混合物(14)搅拌10-50秒并倒入4-8个模具(10)中。每个模具由内径为10-40mm的圆柱体聚丙烯(PP)管(12)和顶部和底部匹配的具有相同外径的锥形橡胶塞(16、18)组成。管模具(10)中的橡胶塞(16、18)如图1A和1B所示。
对A组和B组中的所有8组溶液重复类似的操作,并将PP模具(10)中的所有样品留在培养箱中(预热至60℃)1小时。然后将模具(10)转移到潮湿室中以在室温下再固化24-72小时以完成聚合。所得凝胶材料(初始水凝胶材料)被标记为制备好的凝胶(APG)。
冷冻和冷冻干燥:
将其各自模具中的APG凝胶(模具的两端用橡胶塞密封)放在-20℃的冷冻机中8-24小时,然后转移到冷冻干燥机中以在48至72小时的时间内从冷冻凝胶中去除水。这产生了冷冻干燥的超多孔水凝胶(一种冷冻干燥的SPH)。
通孔的形成:
沿每个冷冻干燥的SPH圆柱体样品的纵轴钻出一个或多个直径为4至10mm的通孔或通道,以形成钻孔的冷冻干燥的SPH。例如使用风扇,吹掉切屑。
增塑:
将半装满水并包括可以漂浮在容器中的水上的样品架的带盖容器放在60℃的培养箱中24小时。然后将钻孔的冷冻干燥的SPH样品放入样品架中,并在容器内放置30至60分钟,直到它变得具有延展性。
压缩:
小心地从容器中取出具有延展性(增塑的)钻孔的冷冻干燥的SPH(20、26),并用杆(24)从样品的侧面沿孔(22、25)压缩,沿压缩线(28)折叠以形成折叠的增塑的钻孔冷冻干燥的SPH(30),如图2D所示,然后挤压通过开口端部锥形管以将其尺寸减小到口服剂量胶囊的尺寸,如图3所示,或挤压至圆柱体管中并用推杆(38a和38b)压缩,每个推杆都有一个凹形端部(40a、40b)并且每个都插入圆柱体管(36)的相对开口端部,如图4A和4B所示,或直接在胶囊模具中模制。
实施例2:使用酸性溶液以处理前体初始水凝胶材料并在超多孔水凝胶(SH)阶段时在样品主体中形成一个或多个通孔以进一步协助将PSH材料加工成锭剂形形体,使用本发明的方法的超多孔水凝胶材料的制备。
实施例2中使用的以形成初始水凝胶材料的合成和聚合步骤与实施例1中使用的完全相同。
用酸性溶液处理:
从图1B所示的模具(10)中取出橡胶塞(16、18),并使用DW润湿APG和PP管(12)之间的界面,使得APG可以从管中滑出,用于下一个洗涤过程。
将APG浸入SGF(pH为约1.3)中7-14天,每天例行用DW冲洗样品和容器,并更新SGF。用于浸泡样品的SGF体积为每凝胶15~50ml。
冷冻和冷冻干燥:
将膨胀的和酸性溶液洗涤的样品从SGF中排出,将每个水凝胶直接放入直径与溶胀凝胶的直径相似的PP圆柱体管模具中。然后将模具内溶胀的凝胶放入-20℃的冷冻机中8-24小时,然后转移到冷冻干燥机中,以产生冷冻干燥的超多孔水凝胶(冷冻干燥的SPH)。
通孔的形成:
沿每个冷冻干燥的SPH圆柱体样品的纵轴钻出一个或多个直径为4至10mm的通孔或通道,以形成钻孔的冷冻干燥的SPH。例如使用风扇,吹掉切屑。
增塑:
将半装满水并包括可以漂浮在容器中的水上的样品架的带盖容器放在60℃的培养箱中24小时以确保温度均匀。然后将具有孔的冷冻干燥的SPH放入样品架中,并在容器内放置5到20分钟,直到它变得具有延展性。
压缩:
小心地从容器中取出具有延展性(增塑的)的冷冻干燥的SPH样品,并且如图2A和2B所示,用杆(24)从样品(20)的侧面沿孔(22)压缩并如图2C和2D所示沿压缩线折叠,所得的增塑的冷冻干燥的超多孔水凝胶的折叠样品(30)被挤压至内径为9~10mm的圆柱体管(36)中,如图4A所示。一端(40a和40b)带有特制圆顶凹形的两个螺柱(38a和38b)(外径9~10mm)被放在管(36)中样品(30)的两侧,并被推向中心以形成圆端水凝胶胶囊(42),然后将其作为游离胶囊(锭剂形主体)(44)从管中取出,如图4C所示。
结果:
可以用几种不同的方式测量溶胀程度,例如:
1)通过将溶胀前和溶胀后的样品放在校准网格(1平方厘米)上记录尺寸的变化。
2)使用位移法,其中首先使用乙醇位移法测量干燥的凝胶的初始体积。将凝胶放入装有纯乙醇的量筒中,并且用细针向下推,以刚好浸没于乙醇。计算液位的位移,并将其作为干燥的凝胶的初始体积。当测量位移的乙醇的量时,将凝胶从乙醇中取出,干燥(例如使用干净的纸巾)并在将凝胶样品放入溶胀介质(例如水或SGF)之前在通风橱中放置1小时以蒸发剩余的乙醇。溶胀完成时,溶胀凝胶体积使用与紧接地上述相同的液体位移方法但使用溶胀介质作为液体代替乙醇测定。位移乙醇的体积与位移溶胀液体的体积之间的差异用于测定凝胶的溶胀体积比。
3)使用卡尺测量溶胀前和溶胀后水凝胶样品的长度和直径。
实施例1和2都制备了压缩增塑的超多孔水凝胶材料,然而,与需要超过60分钟以达到相同的溶胀程度的使用实施例1(#OG)制备的水凝胶相比,实施例2(#NG)中制备的材料获得了更快速的溶胀结果,最大溶胀尺寸在约20min内(在SGF和水中)获得。
结果总结:
表3
实施例3:实验以研究pH对通过本发明的方法制备的增塑的超多孔水凝胶材料的外观和溶胀性能的影响。
对照实施例1中使用的合成和聚合步骤用于制备初始水凝胶材料的十三(13)个单独样品,每个单独浇铸在模具(10)中。然后根据本发明处理每个模制样品,如下所示。
用酸性溶液处理:
将橡胶塞(16、18)从图1B所示的每个模具(10)中取出,并使用DW润湿APG和PP管(12)之间的界面,使得APG可以从管中滑出,用于下一个洗涤过程。
将每个APG样品浸入其自身的酸性溶液中,每个样品具有不同的pH,并且pH为1至12,十三个APG样品浸入SGF(pH为约1.3)中7天。用于浸泡样品的酸性溶液的体积为每凝胶15~50ml。
冷冻和冷冻干燥:
将膨胀的和酸性溶液洗涤的样品从最终的酸性溶液中排出,将每个经酸处理的水凝胶样品直接放入直径30mm的圆柱体管模具中,该圆柱体管模具应长于凝胶长度并且只有一端开口。然后将模具内溶胀的凝胶放入-20℃的冷冻机中8-24小时,然后转移到冷冻干燥机中,以产生冷冻干燥的超多孔水凝胶(冷冻干燥的SPH)。
增塑:
使用以下方法增塑冷冻干燥的超多孔水凝胶的每个样品。0.4L带盖容器,其内表面包含水分芯吸(wicking)材料(例如,水分吸收纸条,每条用1ml水润湿)。将容器加热至60℃持续5分钟。然后将冷冻干燥的SPH样品放入容器中(充分远离水分芯吸材料),将容器放入60℃的烘箱中1至5分钟(理想地3分钟),直到样品变得具有延展性。
压缩:
小心地从容器中取出每个具有延展性(增塑的)的冷冻干燥的SPH样品,并且如图2A和2B所示,用杆(24)从样品(20)的侧面沿孔(22)压缩并如图2C和2D所示沿压缩线折叠,所得的增塑的冷冻干燥的超多孔水凝胶的折叠样品(30)被挤压至内径为9~10mm的圆柱体管(36)中,如图4A所示。这是使用卷边机实现的,该卷边机沿样品的长轴施加均匀的径向压缩。通过在37℃蒸馏水中溶胀之前记录每个SPH材料样品的重量并记录每个溶胀样品的长度和直径并记录随时间的膨胀百分比体积测定溶胀程度。
结果如下表4所示,随着酸性处理溶液的pH从1增加到12,SPH样品显示出膨胀百分比增加,其中用pH为1至3的酸性溶液处理的初始水凝胶样品记录到最大的增加。用pH为4至11的酸性溶液处理的初始水凝胶样品产生SPH样品,所述SPH样品膨胀百分比继续增加,但是这种增加的速率趋于平稳,并且当使用pH 12的处理溶液时,相应的SPH样品崩解。
表4
在该实验期间进行的其他关键观察包括:i)随着用于处理初始水凝胶的酸性溶液的pH增加,目标SPH变得更不机械稳定。这是通过SPH样品中结构完整性的损失观察到的;当使用pH为1至3的酸性处理溶液时,SPH样品具有限定的圆柱体形状,但随着pH增加至pH 11,这种形状逐渐变得更加扭曲,并且当处理溶液在pH 12时,最终变成无定形。ii)尽管膨胀随着用作浸泡液的酸性溶液的pH增加而增加,但目标SPH材料变得逐渐更不可用。iii)仅当形成相应SPH样品的初始水凝胶用pH为1至3的酸性溶液处理时,才在SPH中观察到期望的模糊/半透明外观。据了解,这种模糊/半透明是由水凝胶中的孔隙率引起的。
取决于酸性溶液的pH,发现在高湿度条件下处理每个样品所需的时间变化很大。
结论:用于处理初始水凝胶材料的酸性溶液的pH对于确保良好的加工性能尤为重要,并且必须是小于或等于pH 3以提供期望的孔尺寸和期望的膨胀速率的最佳条件,同时保持结构完整性。
实施例4:实验以确定pH值和用氯化钾处理对溶胀行为的影响
实施例1中使用的合成和聚合步骤用于制备初始水凝胶材料的二十(20)个单独样品,每个样品单独浇铸在模具(10)中。然后将初始水凝胶材料的样品分成四(4)批;一批用pH 1的酸性溶液处理,另一批用pH1.3的溶液处理,另一批用pH 2的溶液处理,其余用pH 7的溶液处理。然后用含有0M至1M氯化钾盐的水溶液处理每批中的五个样品。此后,将每个样品冷冻干燥、增塑和压缩,如以上实施例3中所述,并将所得成形的SPH样品浸入37℃的蒸馏水中并记录每个溶胀样品的长度mm和直径mm,并记录膨胀%体积随时间的变化。
完整的实验重复4次,下表5中显示的每个体积增加百分比值是对于每次重复实验的相应样品获得的四个结果的平均值。结果表明,氯化钾的浓度对浸泡时的最终溶胀重量的影响非常小,在用pH为1至2的酸性溶液处理的初始水凝胶样品制备的样品的情况下,尽管如从上述实验3所预期的,当处理溶液为pH 7时,观察到大得多的重量增加百分比。然而,非常令人惊讶的是,发现60分钟后的体积变化百分比受氯化钾浓度的影响;具体而言,随着氯化钾浓度从0M增加到约0.134M(10g),体积膨胀百分比增加,然后当浓度达到约0.5M时,膨胀减小。
结论:>0至0.134M的KCl添加是特别有用的范围。
表5
实施例5:实验以确定单价金属盐浓度对目标SPH材料的加工性能的影响
所需增塑的超多孔水凝胶材料的一个重要性质是易于进行成型,例如通过折叠/卷起/压缩,以使其能够在合理的时间范围内(期望超过1分钟但小于60分钟)插入剂量胶囊壳中并且在具有优异可加工性能的SPH材料和变得太软的SPH材料之间存在良好的平衡。目前的工作令人惊讶地确定,对于用于增塑SPH样品的给定程度的水蒸气处理(暴露于水分:湿度百分比和持续时间),SPH样品的“可加工性”(易于折叠/卷起/压缩)随着KCl浓度的增加而增加,SPH材料变得更加“可加工”。然而,过多的KCl,一般当金属盐浓度高于0.15M时,目标SPH变得太软而不易加工。
该观察的有用的结果是,KCl的添加有助于控制和优化干燥的SPH材料样品软化所需的水分暴露量(持续时间和/或湿度百分比),与不使用KCl盐的情况相比,KCl盐的浓度>0M高达至0.15M,能够降低湿度/缩短水分暴露的时间。
结论:当使用>0M至0.15M的单价盐溶液时,获得最佳的水分暴露。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。