1.本技术涉及飞机零件的激光焊接技术领域,特别是一种飞机发动机排气筒环缝激光焊接夹具和焊接方法。
背景技术:
2.飞机筒状排气筒通常由几块蒙皮成形后焊接成一个整体,为了获得高强度、连续、光滑的焊缝,激光焊接逐步成为钛合金蒙皮焊接方式的首选,而环形焊缝的焊接是其中的难点。飞机发动机排气筒钛合金蒙皮具有壁厚薄、尺寸大、刚性弱等特点,通常蒙皮厚度1mm左右,长近2000mm,筒段直径φ700mm~φ800mm不等,整个筒段呈弱刚性,激光焊接时需要专用装置对飞机发动机排气筒内径进行定位支撑来保证焊接过程中飞机发动机排气筒的刚性和确定其焊接位置。激光环缝焊接对蒙皮的对接精度和筒段之间的同轴度要求极为严苛,对接精度差会直接导致蒙皮烧穿或者无法完成焊接。钛合金在焊接过程中极易与空气中的杂质气体发生有害反应,所以焊接夹具还需具备气体保护功能。筒状结构环缝焊接一般为最后一道工序,焊接完成后其整个形状呈封闭结构,焊接后由于焊接应力变形和焊缝余高的影响,飞机发动机排气筒在工装上的装卸也极为困难。
技术实现要素:
3.本技术的目的在于通过设计一种对飞机发动机排气筒环缝激光焊接装置及方法,该装置定位精确、装夹方便、焊接过程中能对焊缝形成可靠气体保护。
4.为达到以上目的,本技术采取如下技术方案予以实现:
5.一种飞机发动机排气筒环缝激光焊接夹具,包含主轴结构、可调支撑、定位盘结构、定位盘驱动机构、气体保护装置,主轴结构一端与机床工作转台连接,由机床驱动主轴结构转动,另一端与可调支撑连接;定位盘结构轴向套装在主轴结构上,径向通过滑轨滑块与主轴结构连接;定位盘驱动机构安装在主轴结构上,驱动定位盘结构上的不同直径的定位盘沿径向伸缩;气体保护装置安装在定位盘结构上,并与主轴结构连接,为不同焊缝背部提供惰性气体保护,飞机发动机排气筒套装并定位在定位盘结构上进行焊接。
6.主轴结构包括工装承力轴、端头旋转结构、第一支撑盘、第二支撑盘、第三支撑盘、滑轨、六个无油衬套,端头旋转结构固定工装承力轴一端,第一支撑盘、第二支撑盘、第三支撑盘套装并固定在工装承力轴上,每个支撑盘盘面上均布安装3处滑轨,第一支撑盘盘面上均布三个无油衬套,第二支撑盘盘面上设置有夹角120度的两个无油衬套,第三支撑盘上设置有一个无油衬套,第三支撑盘与机床转台连接,可调支撑与端头旋转结构连接。
7.端头旋转结构包括转轴、旋转体、锁紧装置,转轴与可调支撑连接在一起并可在转动,旋转体为三爪结构,旋转体套装在转轴上,每个爪结构上均装有驱动机构的锁紧装置并开有驱动装置的定位支撑孔。
8.定位盘结构包括第一定位盘、第二定位盘、第三定位盘均包含大齿轮、导向销、三块扇形盘;大齿轮上开有端面螺旋槽,导向销固定在扇形盘上,并可在端面螺旋槽中滑动,
每个定位盘上的三块扇形盘分别与对应的支撑盘上的滑轨连接在一起,并可沿支撑盘的径向移动,大齿轮旋转驱动每个扇形定位盘沿径向伸缩移动,每个定位盘上的3个扇形定位盘可同时沿径向伸缩实现支撑盘直径的缩放,第二定位盘、第三定位盘外径中部开有保护气体通过槽,槽底部开有保护气体的通气孔,第一定位盘、第二定位盘、第三定位盘的外径与排气筒内径配合。
9.定位盘驱动机构,包括三个手轮、第一驱动转轴、第二驱动转轴、第三驱动转轴、三个小齿轮,第一驱动转轴依次穿过第一支撑盘、第二支撑盘、第三支撑盘上的无油衬套,第二驱动转轴依次穿过第一支撑盘、第二支撑盘上的无油衬套,第三驱动转轴穿过第一支撑盘上的无油衬套,每根驱动转轴一端安装手轮,另一端安装小齿轮,小齿轮分别与第一支撑盘、第二支撑盘、第三支撑盘上的大齿轮啮合。
10.气体保护装置,包括通气管路和气体管路接头;气体管路接头与第二支撑盘、第三支撑盘上的保护气体通过孔连接,通气管路一端气体管路接头连接,另一端与保护气体外接气源连接。
11.可调支撑包括底座、支撑轴、滚轮安装座、四个滚轮;底座安装在机床台面上,支撑轴一端与底座连接,另一端与滚轮安装座连接为一个整体,四个滚轮安装在滚轮安装座上,并与主轴结构上的端头旋转结构连接。
12.使用该焊接夹具对飞机发动机排气筒进行焊接的方法,包括如下步骤:
13.1.激光焊接前,通过逆时针旋转定位盘驱动机构上的手轮分别驱动第一驱动转轴、第二驱动转轴、第三驱动转轴带动其上的小齿轮转动,小齿轮带动第一定位盘、第二定位盘、第三定位盘上的大齿轮转动,驱动三个定位盘直径缩小;三个定位盘直径均缩小后,飞机发动机排气筒套装在三个定位盘上;
14.2.飞机发动机排气筒安装完成后,通过顺时针旋转定位盘驱动机构上的手轮驱动第一驱动转轴、第二驱动转轴、第三驱动转轴带动小齿轮转动,小齿轮带动第一定位盘、第二定位盘、第三定位盘上的大齿轮转动,大齿轮驱动三个定位盘直径放大,直至与飞机发动机排气筒内径贴合;三个定位盘直径均与飞机发动机排气筒内径精确贴合后,实现飞机发动机排气筒的精确定位,保证同轴度和对接间隙;
15.3.激光焊接过程中,激光束始终保持在第一定位盘所对焊缝正上方,通过机床转台旋转所述装置和飞机发动机排气筒一同旋转360
°
完成整个飞机发动机排气筒第一定位盘所对焊缝的焊接,焊接完成后,激光束平移至第二定位盘所对焊缝正上方,再次通过机床转台旋转所述装置和飞机发动机排气筒一同旋转360
°
完成整个飞机发动机排气筒第二定位盘所对焊缝的焊接;
16.4.激光焊接完成后,通过逆时针旋转定位盘驱动机构上的手轮驱动第一驱动转轴、第二驱动转轴、第三驱动转轴带动小齿轮转动,小齿轮带动第一定位盘、第二定位盘、第三定位盘上的大齿轮转动,大齿轮驱动三个定位盘直径缩小;三个定位盘直径均缩小后,将焊接完成后的飞机发动机排气筒从焊接夹具上拆除。
17.有益效果:本技术的优点在于焊接夹具的的主轴结构和定位盘结构对飞机发动机排气筒环形焊缝处和排气筒端头提供了可靠的定位支撑,保证了环形焊缝的同轴度和对接精度;通过定位盘驱动结构和定位盘结构实现了定位盘直径上的伸缩功能保证了封闭筒状排气筒焊后能在夹具上顺利拆卸;气体保护系统为焊缝旋转过程中提供了可靠的惰性气体
保护,避免钛合金蒙皮与空气中杂质气体发生有害反应;通过焊接夹具和被焊工件的旋转实现环形焊缝的焊接,形成焊缝质量最佳;焊接夹具多次与飞机发动机排气筒零件一起旋转的方式完成多道环形焊缝的焊接,该夹具对同样结构的零件焊接具有通用性。
18.以下结合附图及实施例对本技术作进一步的详细描述。
附图说明
19.图1激光焊夹具装配示意图
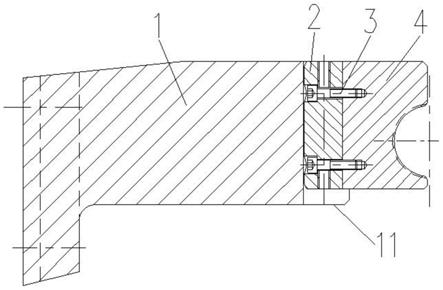
20.图2主轴结构示意图
21.图3端头旋转结构示意图
22.图4定位盘结构安装示意图
23.图5定位盘原理示意图
24.图6定位盘驱动机构
25.图7气体保护装置示意图
26.图8可调支撑示意图
27.图中编号说明:1、主轴结构;2、可调支撑;3、定位盘结构;4、定位盘驱动机构;5、气体保护装置;6、飞机发动机排气筒;7、机床;8、工装承力轴;9、端头旋转结构;10、第一支撑盘;11、第二支撑盘;12、第三支撑盘;13、滑轨滑块;14、无油衬套;15、转轴;16、旋转体;17、锁紧装置;18、定位支撑孔;19、第一定位盘;20、第二定位盘;21、第三定位盘;22、大齿轮;23、导向销;24、扇形盘;25、端面螺旋槽;26、气体通过槽;27、气体通过孔;28、手轮;29、第一驱动转轴;30、第二驱动转轴;31、第三驱动转轴;32、小齿轮;33、通气管路;34、气体管路接头;35、底座;36、支撑轴;37、滚轮安装座;38、滚轮。
具体实施方式
28.参见附图1-图8,一种飞机发动机排气筒环缝激光焊接夹具,包含主轴结构1、可调支撑2、定位盘结构3、定位盘驱动机构4、气体保护装置5,主轴结构1一端与机床7工作转台连接,由机床7驱动主轴结构1转动,另一端与可调支撑2连接;定位盘结构3轴向套装在主轴结构1上,径向通过滑轨滑块12与主轴结构1连接;定位盘驱动机构4安装在主轴结构1上,驱动定位盘结构3上的不同直径的定位盘伸缩;气体保护装置5安装在定位盘结构上3,并与主轴结构1连接,为不同焊缝背部提供惰性气体保护,飞机发动机排气筒6套装并定位在定位盘结构3上进行焊接。
29.主轴结构1包括工装承力轴8、端头旋转结构9、第一支撑盘10、第二支撑盘11、第三支撑盘12、滑轨滑块13、六个无油衬套14,端头旋转结构9固定工装承力轴8一端,第一支撑盘10、第二支撑盘11、第三支撑盘12套装并固定在工装承力轴8上,每个支撑盘盘面上均布安装3处滑轨滑块13,第一支撑盘10盘面上均布三个无油衬套14,第二支撑盘11盘面上设置有夹角120度的两个无油衬套14,第三支撑盘12上设置有一个无油衬套14,第三支撑盘12与机床7转台连接,可调支撑2与端头旋转结构9连接。
30.端头旋转结构9包括转轴12、旋转体16、锁紧装置17,转轴15与可调支撑2连接在一起并可在转动,旋转体16为三爪结构,旋转体16套装在转轴12上,每个爪结构上均装有驱动机构的锁紧装置17并开有驱动装置的定位支撑孔18。
31.定位盘结构3包括第一定位盘19、第二定位盘20、第三定位盘21;每个定位盘均包含大齿轮22、导向销23、三块扇形盘24;大齿轮22上开有端面螺旋槽25,导向销23固定在扇形盘24上,并可在端面螺旋槽中25滑动,每个定位盘上的三块扇形盘24分别与对应的支撑盘上的滑轨滑块13连接在一起,并可沿支撑盘的径向移动,大齿轮22旋转带动端面螺旋槽中25绕大齿轮22中心旋转,螺旋槽中25旋转给导向销23提供沿扇形定位盘24径向的分力,驱动每个扇形定位盘24沿径向伸缩移动,每个定位盘上的3个扇形定位盘24可同时沿径向伸缩实现定位盘直径的缩放;第二定位盘20、第三定位盘21外径中部开有保护气体通过槽26,槽底部开有保护气体的通气孔27,第一定位盘19、第二定位盘20、第三定位盘21的外径与飞机发动机排气筒7内径配合。
32.定位盘驱动机构4,包括三个手轮28、第一驱动转轴29、第二驱动转轴30、第三驱动转轴31、三个小齿轮32,第一驱动转轴29依次穿过第一支撑盘10、第二支撑盘11、第三支撑盘12上的无油衬套14,第二驱动转轴30依次穿过第一支撑盘10、第二支撑盘上11的无油衬套14,第三驱动转轴30穿过第一支撑盘上11的无油衬套14,每根驱动转轴一端安装手轮28,另一端安装小齿轮32,小齿轮分别与第一支撑盘10、第二支撑盘11、第三支撑盘12上的大齿轮22啮合。
33.气体保护装置5,包括通气管路33和气体管路接头34;气体管路接头33与第二支撑盘11、第三支撑盘12上的保护气体通过孔27连接,通气管路一端气体管路接头34连接,另一端与保护气体外接气源连接。
34.可调支撑2包括底座35、支撑轴36、滚轮安装座37、四个滚轮38;底座35安装在机床台面上,支撑轴36一端与底座连接,另一端与滚轮安装座37连接为一个整体,四个滚轮38安装在滚轮安装座37上,并与主轴结构上的端头旋转结构连接9。
35.使用该焊接夹具对飞机发动机排气筒进行焊接的方法,包括如下步骤:
36.1.激光焊接前,通过逆时针旋转定位盘驱动机构4上的手轮28分别驱动第一驱动转轴29、第二驱动转轴30、第三驱动转轴31带动其上的小齿轮32转动,小齿轮32带动第一定位盘10、第二定位盘11、第三定位盘12上的大齿轮22转动,驱动三个定位盘直径缩小;三个定位盘直径均缩小后,飞机发动机排气筒6套装在三个定位盘上;
37.2.飞机发动机排气筒安装完成后,通过顺时针旋转定位盘驱动机构4上的手轮28驱动第一驱动转轴29、第二驱动转轴30、第三驱动转轴31带动小齿轮32转动,小齿轮32带动第一定位盘10、第二定位盘11、第三定位盘12上的大齿轮22转动,大齿轮22驱动三个定位盘直径放大,直至与飞机发动机排气筒6内径贴合;三个定位盘直径均与飞机发动机排气筒6内径精确贴合后,实现飞机发动机排气筒的精确定位,保证同轴度和对接间隙;
38.3.激光焊接过程中,激光束始终保持在第一定位盘19所对焊缝正上方,通过机床7转台旋转所述装置和飞机发动机排气筒6一同旋转360
°
完成整个飞机发动机排气筒6第一定位盘19所对焊缝的焊接,焊接完成后,激光束平移至第二定位盘20所对焊缝正上方,再次通过机床7转台旋转所述装置和飞机发动机排气筒6一同旋转360
°
完成整个飞机发动机排气筒第二定位盘20所对焊缝的焊接;
39.4.激光焊接完成后,通过逆时针旋转定位盘驱动机构4上的手轮28驱动第一驱动转轴29、第二驱动转轴30、第三驱动转轴31带动小齿轮32转动,小齿轮32带动第一定位盘10、第二定位盘11、第三定位盘12上的大齿轮22转动,大齿轮22驱动三个定位盘直径缩小;
三个定位盘直径均缩小后,将焊接完成后的飞机发动机排气筒6从焊接夹具上拆除。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。