1.本发明涉及用于制备供暖材料的设备和方法,特别涉及用于制备地暖材料的设备和方法。
背景技术:
2.伴随着建筑行业的迅速发展,室内装饰行业越来越流行,其中室内供暖材料及其制备设备备受关注。
3.室内供暖的一种形式为地暖,其是地面辐射采暖的简称。地热辐射采暖与传统采暖方式相比,具有舒适、节能和环保等诸多特点。
4.近年来,地面辐射供暖在国内推广迅速,是目前最舒适的采暖方式,也是现代生活品质的象征。地暖从热媒介质上可分为水地暖和电地暖两大类。水地暖温度比较均衡,舒适性较好,因此比较普及。水地暖通常是采用在地面板下埋设地暖加热管,然后在地暖加热管中通入热水进行地面加热,通常有湿法和干法两种铺装结构。湿法铺装结构通过设置填充层,将地暖加热管埋于填充层和地面之间,并在填充层的上表面铺设地面板。由于湿法铺装结构中,填充层通常为水泥砂浆,铺设工序复杂,作业时间长,同时需要作业人员具有丰富的作业经验,因此,推广比较困难;干法铺装结构是在地暖加热管上面直接铺设面层,安装快速,工序简单,因此,推广比较迅速。
5.在目前用于制备地暖材料、特别是干法地暖材料的设备中,存在如下缺点:(1)需要手动喷胶,导致喷溅不均匀,并且未能喷涂到母模槽内的圆周;(2)单独裁切金属薄板和人工复合及压紧金属薄板与保温材料,而单独裁切的精度和金属薄板与保温材料的复合精度均较差。因此,存在一种用于制备供暖材料的设备的需求,该设备能够整体采取自动模式操作、自动均匀充分地喷胶并且裁切精度高和复合精度高。
技术实现要素:
6.为了克服现有技术中存在的以上问题,本发明提供一种用于制备供暖材料的设备,其特征在于,所述设备包括:(1)来料运输机构,其用于传送被加工物料;(2)储料机构,其用于提升被加工物料;(3)切割机构,其用于切割被加工物料;(4)开槽机构,其用于对被加工物料进行开槽和收集开槽引起的废料;(5)喷胶机构,其用于对经开槽后的被加工物料进行喷胶;(6)分型机构,其用于对金属薄材进行开卷、切割、压型和对金属薄材与被加工物料的第一复合;(7)气胀机构,其用于使经开卷、切割、压型和第一复合后的金属薄材胀紧经开槽后的被加工物料以进行第二复合;(8)下料运输机构,其用于在完成第二复合后进行下料。
7.根据本发明的一个实施方案,来料运输机构包括第一型材装置和第一传送装置,其特征在于,来料运输机构还包括靠近来料运输机构的一侧的卡料装置和靠近来料运输机构的另一侧的检测装置,卡料装置用于分隔上料的间隙并且方便后续工位取料,检测装置用于检测到来料使得传送装置停止工作。
8.根据本发明的一个实施方案,其特征在于,储料机构包括物料提升装置,使得提升被加工物料以传送至切割机构。
9.根据本发明的一个实施方案,其特征在于,物料提升装置包括机械手和与机械手连接的吸盘。
10.根据本发明的一个实施方案,其特征在于,切割机构包括物料定位装置、切割装置和废料收集装置,切割装置与物料定位装置彼此相邻,废料收集装置与切割装置彼此相邻。
11.根据本发明的一个实施方案,其特征在于,物料定位装置包括压紧气缸和与压紧气缸相邻的定位气缸,定位气缸包括单边定位气缸;切割装置包括升降气缸和与升降气缸连接的锯片。
12.根据本发明的一个实施方案,开槽机构包括第二型材装置、第二传送装置和压料装置,其特征在于,开槽机构还包括用于开槽的依序布置的推料装置、铣槽装置和吸尘装置,推料装置用于推动物料向前移动,铣槽装置用于切削成槽,吸尘装置用于吸收切削后的废尘并且包括一次吸尘装置和二次吸尘装置,槽优选为倒欧米伽槽。
13.根据本发明的一个实施方案,喷胶机构包括第三型材装置和第三传送装置,其特征在于,在喷胶机构的中间部分设置有喷胶装置和可拆卸的防护装置,喷胶装置用于对被加工物料进行喷胶,防护装置用于防止胶向外溅射,并且喷胶包括在被加工材料的表面与槽内的均匀喷胶。
14.根据本发明的一个实施方案,分型机构包括第四型材装置和第四传送装置,其特征在于,分型机构还包括用于开卷的辊筒装置和可移动以使金属薄材与被加工物料进行第一复合的压型与切刀装置。
15.根据本发明的一个实施方案,其特征在于,压型与切刀装置包括压紧部件、压入部件和裁切部件,压紧部件用于压紧金属薄材,压入部件用于将金属薄材压入模具槽中,裁切部件用于对分型加工后的金属薄材进行裁切。
16.根据本发明的一个实施方案,气胀机构包括第五型材装置和第五传送装置,其特征在于,气胀机构包括自动移动部件、气胀部件和挡料部件,自动移动部件位于气胀部件与挡料部件之间,自动移动部件用于根据第一复合后的物料规格自动判断移动距离以使所述第一复合后的物料与气胀部件接触,气胀部件用于使经开卷、切割、压型和第一复合后的金属薄材胀紧经开槽后的被加工物料以进行第二复合。
17.根据本发明的一个实施方案,下料运输机构包括第六型材装置和第六传送装置。
18.另外,本发明还涉及一种用于制备供暖材料的方法,其特征在于,所述方法包括:
19.(1)通过来料运输机构传送被加工物料;
20.(2)通过储料机构提升被加工物料;
21.(3)通过切割机构切割被加工物料;
22.(4)通过开槽机构对被加工物料进行开槽和收集开槽引起的废料;
23.(5)通过喷胶机构对经开槽后的被加工物料进行喷胶;
24.(6)通过分型机构对金属薄材进行开卷、切割、压型和对金属薄材与被加工物料的第一复合;
25.(7)通过气胀机构使经开卷、切割、压型和第一复合后的金属薄材胀紧经开槽后的被加工物料以进行第二复合;
26.(8)在完成第二复合后通过下料运输机构进行下料。
27.根据本发明的一个实施方案,来料运输机构包括第一型材装置和第一传送装置,其特征在于,靠近来料运输机构的一侧的卡料装置用于分隔上料的间隙并且方便后续工位取料,靠近来料运输机构的另一侧的检测装置用于检测到来料使得传送装置停止工作。
28.根据本发明的一个实施方案,其特征在于,储料机构中的物料提升装置用于提升被加工物料以传送至切割机构。
29.根据本发明的一个实施方案,其特征在于,物料提升装置包括机械手和与机械手连接的吸盘,机械手带动吸盘取走物料以传送至切割机构。
30.根据本发明的一个实施方案,其特征在于,切割机构包括彼此相邻的物料定位装置、切割装置和废料收集装置,物料定位装置使物料定位,切割装置对定位后的物料进行切割,然后通过废料收集装置收集切割后的废料。
31.根据本发明的一个实施方案,其特征在于,压紧气缸和定位气缸使物料定位,升降气缸带动锯片对定位后的物料进行切割。
32.根据本发明的一个实施方案,其特征在于,推料装置用于推动物料向前移动,铣槽装置用于将推过来的物料切削成槽,吸尘装置用于吸收铣槽所产生的废尘并且进行一次吸尘和二次吸尘。
33.根据本发明的一个实施方案,其特征在于,在喷胶机构的中间部分,喷胶装置用于对被加工物料进行被加工材料的表面与槽内的均匀喷胶,防护装置用于防止胶向外溅射。
34.根据本发明的一个实施方案,其特征在于,分型机构的辊筒装置进行金属薄材的开卷,分型机构的压型与切刀装置进行移动以使金属薄材与被加工物料进行第一复合。
35.根据本发明的一个实施方案,其特征在于,压型与切刀装置包括压紧部件、压入部件和裁切部件,压紧部件用于压紧金属薄材,压入部件用于将金属薄材压入模具槽中,裁切部件用于对加工后的金属薄材进行裁切。
36.根据本发明的一个实施方案,其特征在于,压紧部件包括第一压紧部件、第二压紧部件直至第n压紧部件,压入部件包括第一压入部件、第二压入部件直至第n压入部件,第一压紧部件首先压紧金属薄材并且第一压入部件然后压入模具槽中,接着,第二压紧部件压紧金属薄材并且第二压入部件然后压入模具槽中,再接着,第n压紧部件压紧金属薄材并且第n压入部件然后压入模具槽中,n是正整数、优选n是5并且更优选n是4并且最优选n是3,通过n次按次序配套操作,最终压型成可嵌入倒欧米伽槽的槽。
37.根据本发明的一个实施方案,其特征在于,气胀机构包括自动移动部件、气胀部件和挡料部件,自动移动部件位于气胀部件与挡料部件之间,自动移动部件用于根据第一复合后的物料规格自动判断移动距离,气胀部件用于使经开卷、切割和压型后的金属薄材胀紧经开槽后的被加工物料以进行第二复合,然后挡料部件将第二复合的复合物料传送至下料运输机构进行下料。
38.与现有技术的设备相比,根据本发明的用于制备供暖材料的设备具有如下优点:第一,产线采用自动模式工作,减少人工参与,显著降低人力劳动成本;第二,实现了充分均匀地喷胶,能够均匀喷胶到被加工物料的倒欧米伽槽内的圆周,并且防止将胶喷溅到传送装置上;第三,压型采用公模和母模配套顺序压入,保证了被加工物料与金属薄板之间复合的精度高;第四,通过气胀机构使被加工物料的倒欧米伽槽的内壁与金属薄板的槽的外壁
之间充分贴合。
附图说明
39.从以下描述的具体实施方案并且结合附图,本发明的优点将变得更为明显,但本发明并不限于以下实施方案和附图中描述的内容。附图中:
40.图1是本发明的一个实施例的用于制备干法地暖材料的设备的构造示意图;
41.图2是本发明的一个实施例的来料运输机构的构造示意图;
42.图3是本发明的一个实施例的储料与热切割机构的构造示意图;
43.图4是本发明的一个实施例的开槽机构的构造示意图;
44.图5是本发明的一个实施例的喷胶机构的构造示意图;
45.图6是本发明的一个实施例的分型机构的构造示意图;
46.图7是本发明的一个实施例的分型机构中的压型与切刀装置的构造示意图;
47.图8是本发明的一个实施例的气胀机构的构造示意图;
48.图9是本发明的一个实施例的下料运输机构的构造示意图。
49.附图标记说明:
50.1、来料运输机构;2、储料机构;3、切割机构;4、开槽机构;5、喷胶机构;6、分型机构;7、气胀机构;8、下料运输机构。
51.其中,相同的附图标记代表相同的元件;相似的附图标记代表相似的元件。
具体实施方式
52.下面将通过实施例的形式详细描述本发明的实施方案。但是,本发明并不限于此。
53.本发明中使用的术语“地暖”是将温度不高于60摄氏度的热水或发热电缆,暗埋在地热地板下的盘管系统内加热整个地面,通过地面均匀地向室内辐射散热的一种采暖方式。
54.本发明中使用的术语“干法地暖”是采用预制沟槽保温模块干法铺设、无需水泥回填的一种薄型地暖。以金属均热层为地面散热器,让低温热媒均匀加热地面,通过辐射和对流方式向室内供热,达到较快速的舒适采暖目的。干法地暖因提高了保温厚度和均热速度,有效降低了向下传热损失并提高了使用便捷性,是目前最具节能价值的薄型高效地暖,表面可铺设地板或地砖。
55.本发明中使用的术语“喷胶”是指将胶水散着射出并且使其按一定规律附着在另一物体上的过程。
56.本发明中使用的术语“铣槽”是指通过特定刀具切削需要的槽;简言之,就是采用带有底刃刀具切削成槽。槽的形状包括倒欧米伽形状和u型槽,最优选为倒欧米伽形状。
57.本发明中使用的序词术语“第一”、“第二”、“第三”、“第四”、“第五”和“第六”仅用于从字面上区分所修饰的对象术语,并不旨在以序数形式对对象术语进行任何限制。
58.如在本发明中使用的,术语“被加工物料”包括但不限于,保温材料,例如挤塑聚苯板、模塑聚苯板、聚氨酯泡沫板;术语“型材装置”包括但不限于金属型材,例如铝板、钢板、铁板、铜板;术语“传送装置”包括但不限于传送带、传送滚筒;术语“卡料装置”包括但不限于卡板、气动针式抓手、气动吸盘;术语“检测装置”包括但不限于光感开关、触碰开关;术语
“
防护装置”包括但不限于可拆卸的玻璃防护罩如可自由拆卸的有机玻璃防护罩、除尘袋;术语“自动移动部件”包括但不限于机械手、传送带、传送滚筒;术语“气胀部件”包括但不限于气胀轴;术语“挡料部件”包括但不限于挡料气缸。下面以被加工物料为保温材料为例,并且结合附图,详细描述本发明的优选实施方案。
59.如上所述,图1是本发明的一个实施方案的用于制备干法地暖材料的设备的构造示意图。图1中,用于制备干法地暖材料的设备包括来料运输机构1、储料机构2、切割机构3(例如热切割机构)、开槽机构4、喷胶机构5、分型机构6、气胀机构7和下料运输机构8。具体地说,储料机构2位于来料运输机构1与切割机构3之间,开槽机构4位于切割机构3与喷胶机构5之间,喷胶机构5与气胀机构7连接,分型机构6通过气胀机构7与下料运输机构8连接。其中,来料运输机构1用于实现传送保温材料(例如,挤塑板),储料机构2用于提升保温材料,切割机构3用于按保温材料的尺寸外形进行校正,开槽机构4用于对保温材料进行开槽及废料收集,喷胶机构5用于在保温材料上均匀喷涂胶水,分型机构6用于对金属薄板进行开卷、切割、压型和对金属薄材与保温材料的第一复合,气胀机构7用于使经开卷、切割、压型和第一复合后的金属薄材胀紧经开槽后的保温材料以进行第二复合,下料运输机构8用于在完成第二复合后进行下料。
60.图2是本发明的一个实施方案的来料运输机构的构造示意图。图2中,来料运输机构的主体框架为铝型材及传送带,其还包括靠近一侧的卡板、电机和调速器以及靠近另一侧的检测开关(如图2所示)。其工作流程是人工将保温材料放入卡板槽内,电机带动传送实现保温材料的运输。其中,设置卡板用于分隔上料间隙,方便后续工位取料;设置检测开关用于检测到来料,反馈信号到电机,传送带停止工作。
61.图3是本发明的一个实施方案的储料与热切割机构的构造示意图。图3中,储料机构和热切割机构共用一个框架,该框架材质是铝型材并且包括动力辊筒。储料机构包括托盘、导轨、传动装置、气缸和针式吸盘(如图3所示),热切割机构包括压紧气缸、定位气缸(包括单边定位气缸)、升降气缸和废料收集装置。储料机构的工作流程是取走一层保温材料,电机带动托盘上升,机械手带动吸盘例如针式吸盘取走保温材料并且传送至热切割机构;热切割机构的工作流程是由动力辊筒运输,压紧气缸、定位气缸和单边定位气缸实现保温材料的定位,然后由升降气缸带动锯片切割,最后收集和处理切割保温材料所产生的废料。该储料与热切割机构还可包括检测装置,该检测装置可实现动力辊筒的启停。
62.图4是本发明的一个实施方案的开槽机构的构造示意图。图4中,开槽机构的主体框架包括铝型材,两侧的传送带,压料装置,电机,开关,以及用于开槽的依序布置的推料装置、铣槽装置和吸尘装置。所述压料装置由无动力辊筒(例如压辊)及弹簧控制,利用无动力辊筒(例如压辊)及保温材料的自身重量进行压料。开槽机构的开槽工作流程是,推料装置由电机同步传送带实现,通过传送带推动物料向前移动,开关检测到来料保温材料后,电机控制上下位移,自动区分来料的薄厚,铣槽装置在电机控制转动的情况下将传送的保温材料切削成一个倒欧米伽槽(基于一个推料周期),铣槽装置所附带的一次吸尘装置初步吸收铣槽所产生的废尘,然后通过二次吸尘装置进行进一步吸尘处理。
63.图5是本发明的一个实施方案的喷胶机构的构造示意图。图5中,喷胶机构的主体框架是铝型材和两段式传动带,在中间断开部分设置有喷胶装置和可拆卸的防护装置(例如有机玻璃防护罩,其可自由拆卸)以及开关1和2(如图5所示),所述防护装置可防止胶水
外溅到传送带上。喷胶机构的工作流程是,保温材料通过传送带进行传送,当开关1检测到来料后,喷胶装置开始工作,来料末端通过开关2后,喷胶装置停止工作;喷胶包括保温材料表面喷胶和倒欧米伽槽内喷胶,倒欧米伽槽内喷胶采用球头方式均匀喷溅倒欧米伽槽内的整个圆周。
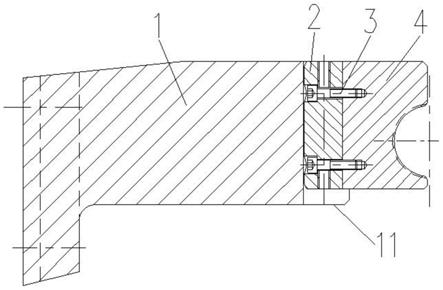
64.图6是本发明的一个实施方案的分型机构的构造示意图。图6中,分型机构的主体框架为方管焊接而成,传送带采用铝型材传送带。分型机构还包括用于使金属薄材如铝箔开卷的辊筒组、用于提供动力的电机、用于调节金属薄材如铝箔的高度的调节轴承、用于压紧并且压入金属薄材如铝箔的压型装置、金属薄材如铝箔所压入的母模(是模具的一种,模具还包括公模)、用于裁切经分型加工后的金属薄材如铝箔的切刀装置和用于导出经分型处理的金属薄材如铝箔的导轨(如图6所示);其中压型装置包括压紧部件和压入部件,压紧部件用于压紧金属薄材如铝箔,压入部件用于将金属薄材如铝箔压入模具槽如母模中。
65.图6中,分型机构的工作流程是,金属薄板如铝箔上料后牵引经过五处辊筒进入包胶辊(包胶辊的作用是牵引铝板向分型机构前进),由电机带动实现物料牵引;包胶辊两端安装有带滑块调节轴承,其可手动调节两辊筒之间的间距;压紧部件压紧金属薄材如铝箔,然后压入部件将金属薄材如铝箔压入模具槽如母模中;经压型处理后的金属薄材如铝箔通过切刀装置进行裁切;经过压型装置和切刀装置的处理后,压型装置和切刀装置整体移动到铝型材传动带上,使得经过这些处理后的金属薄材如铝箔与保温材料进行第一次复合;第一次复合完成后,压型装置和切刀装置整体回复原位;然后,铝型材传送带开始工作,将金属薄材如铝箔与保温材料进行第一次复合后的物料送入气胀机构传送带处。
66.图7是本发明的一个实施方案的分型机构中的压型与切刀装置的构造示意图。图7中,压型与切刀装置由气缸和机械手组成,其还包括位于下方的母模和在母模一端的开关。压型与切刀装置的工作流程是,气缸1下移带动方模压紧金属薄板,机械手1下移公头带动凸模压入母模槽内;然后,气缸2下移带动方模压紧金属薄板,机械手2下移公头带动凸模压入母模槽内;然后,气缸3下移带动方模压紧金属薄板,机械手3下移公头带动凸模压入母模槽内;气缸4下移带动方模压紧金属薄板,气缸5工作对金属薄板进行裁切。
67.图8是本发明的一个实施方案的气胀机构的构造示意图。图8中,气胀机构的主体框架是铝型材和传送带,气胀机构还包括气胀部件如气胀轴、自动移动部件如机械手、挡料部件如挡料气缸以及检测开关(如图8所示)。自动移动部件如机械手位于气胀部件如气胀轴与挡料部件如挡料气缸之间,自动移动部件如机械手用于根据第一复合后的物料规格自动判断下移距离以使第一复合后的物料与气胀部件如气胀轴接触,气胀部件如气胀轴用于使经开卷、切割和压型后的金属薄材胀紧经开槽后的保温材料以进行第二复合。气胀机构的工作流程是,复合后的地暖沟槽模块进入气胀机构,当检测开关检测到物流后,挡料气缸抬起及传送带停止工作;自动移动部件如机械手开始工作,根据当前第一复合后的物料流厚度规格自动判定下移距离,气胀部件如气胀轴进入金属薄材的槽内;电磁阀工作并且开始通气,保持3秒后,气胀部件如气胀轴回复原位,此时金属薄材的槽的外壁与保温材料如挤塑板的倒欧米伽槽的内壁充分贴合,金属薄材的槽与保温材料如挤塑板的倒欧米伽槽之间不存在任何间隙;然后,挡料部件如挡料气缸下降,地暖沟槽模块传送至下料传送带。
68.图9是本发明的一个实施方案的下料运输机构的构造示意图。图9中,下料运输机构的主体框架为铝型材和传送带。下料运输机构的工作流程是,成品地暖沟槽模块进入该
机构,人工进行下料处理。
69.本发明的上述用于制备干法地暖材料的设备的主要功能描述如下:第一,产线采用自动模式工作,减少人工参与,显著降低人力劳动成本;第二,实现了充分均匀地喷胶,能够均匀喷胶到保温材料的倒欧米伽槽内的圆周,并且防止将胶喷溅到传送装置如传送带上;第三,压型采用公模和母模配套顺序压入,保证了保温材料与金属薄板如铝箔之间复合的精度;第四,通过气胀机构使保温材料的倒欧米伽槽与金属薄板如铝箔的槽之间充分贴合。
70.实施例
71.以下通过实施例来进一步详述本发明的优选实施方案。但是,本发明的保护范围并不因此而受到任何限制。
72.实施例1:采取自动模式进行干法地暖材料的制备1
73.来料运输工序
74.工人把未经加工的自制挤塑聚苯板码垛在卡板上;检测开关检测到下一工序挤塑聚苯板缺料,电机带动卡板往下一工序传递;传送带下方空白卡板移位至工作面,工人继续码垛。
75.储料与热切割工序
76.传送机构把挤塑聚苯板传送到出料机构的托盘上面,托盘在导轨的带动下可以上下移动;气缸带动针式吸盘,抓取挤塑聚苯板;板材抓取后,机械手带动板材移位至整形工位的气缸定位位置;气缸边定位做工,把挤塑聚苯板挤向反方向,气缸压紧机构下压,固定住挤塑聚苯板;热切割机构从横竖两个方向下刀,把挤塑聚苯板切割成约1200mm
×
600mm;切割下来的边条,在拨片机构的作用下剥离,作为余料收集起来。
77.开槽工序
78.整形之后的挤塑聚苯板传送到开槽工序,在推料装置的带动下,进入压辊;压辊的作用是避免板材上下移动,导致开槽深度不均匀;电机带动刀头转动,推料装置带动挤塑聚苯板前行,达到开槽的目的;一次吸尘的除尘罩工作,吸取粉尘,集中处理;二次吸尘的除尘罩工作,吸取板面及槽内粉尘,集中处理。
79.喷胶工序
80.开好槽的挤塑聚苯板,传送至喷胶工序;喷嘴用护罩保护,避免胶体飞溅;开关2检测到板材进入,喷胶装置启动,随着板材前移均匀喷胶;开关1检测到板材离开,喷胶装置停止,避免胶体浪费。
81.分型工序
82.涂胶的开槽挤塑聚苯板,传送到气胀压紧工序下方模板上;分型机构6压出铝槽后,上方凸模、方模在机械手和气缸的作用下,联通压槽铝板,整体移动到下方开槽挤塑聚苯板上方;在气缸作用下,整体下压至槽内,机械手推动凸模先接触槽底,机械手停止移动;气缸带动方模继续下压,与挤塑聚苯板贴合;机械手带动凸模,气缸带动方模整体上移,脱离产品,然后位移至上一工序重复做工。
83.压型与切刀工序
84.分型工序中的压型与切刀工序依次按如下动作1
‑
9来完成。
85.动作1:轧辊与放料器步进电机联动,推动铝箔抵达模具最前端,会从上方落下一
块90mm宽的方模,把铝箔固定在下方模具上。
86.动作2:凸模下压,同时轧辊与放料器步进电机联动,输送铝箔,在凸模的作用下压入下方凹模。
87.动作3:180mm宽的方模下压,把铝箔固定在下方模具上。
88.动作4:凸模下压,同时轧辊与放料器步进电机联动,输送铝箔,在凸模的作用下压入下方凹模。
89.动作5:180mm宽的方模下压,把铝箔固定在下方模具上。
90.动作6:凸模下压,同时轧辊与放料器步进电机联动,输送铝箔,在凸模的作用下压入下方凹模。
91.动作7:90mm宽的方模下压,把铝箔固定在下方模具上。
92.动作8:切刀沿下方模具边沿切割,保证成品压型铝箔满足规定尺寸(约1200mm
×
600mm)。
93.动作9:通过气动结构、电动结构及机械装置的配合,在plc控制下,压型后铝箔连同上方的各方模和各凸模整体上移,避免铝箔单独移动产生变形。
94.其中,该压型与切刀工序需要4个气缸带动4个方模;3个机械手带动3个凸模;以及1个气缸带动1个切刀。
95.气胀工序
96.气胀机构8的机械手,推动气胀轴进入沟槽;检测开关检测到气胀轴到位后,机械手停止移动,气缸往气胀轴内输入空气,气胀轴膨胀,压实铝板与挤塑聚苯板结合部位;保压2秒后,气胀轴开关打开,放气;机械手带动气胀轴复位。最终制得成品干法地暖板。
97.下料运输工序
98.胀压紧后的成品板,经传送带传送至包装工位打包。
99.通过以上操作,制成包括3槽倒欧米伽槽的干法地暖材料,其中挤塑聚苯板与铝箔之间的复合精度为99.8%,贴合度为99.5%。
100.其中,复合精度和贴合度是通过如下方法得出的:
101.复合精度:从成品中随机抽查100块板子,这些板子当中,挤塑板长宽尺寸与铝板长宽尺寸完全吻合为达标,达标的成品数量除以100,即可得出复合精度。
102.贴合度:从成品中随机抽查100块板子,这些板子当中,铝板与挤塑板完全贴合(包括槽内)为达标,达标的成品数量除以100,即可得出贴合度。
103.实施例2:采取自动模式进行干法地暖材料的制备2
104.除了需要3个气缸带动3个方模和2个机械手带动2个凸模以外,其他与实施例1的工序相同。最终制成包括2槽倒欧米伽槽的干法地暖材料,其中挤塑聚苯板与铝箔之间的复合精度为98.5%,贴合度为98.5%。
105.实施例3:采取自动模式进行干法地暖材料的制备3
106.除了需要2个气缸带动2个方模和1个机械手带动1个凸模以外,其他与实施例1相同。最终制成包括1槽倒欧米伽槽的干法地暖材料,其中挤塑聚苯板与铝箔之间的复合精度为96.5%,贴合度为95.5%。
107.实施例4:采取自动模式进行干法地暖材料的制备4
108.除了需要5个气缸带动5个方模和4个机械手带动4个凸模以外,其他与实施例1相
同。最终制成包括4槽倒欧米伽槽的干法地暖材料,其中挤塑聚苯板与铝箔之间的复合精度为98.8%,贴合度为98.3%。
109.实施例5:采取自动模式进行干法地暖材料的制备5
110.除了需要6个气缸带动6个方模和5个机械手带动5个凸模以外,其他与实施例1相同。最终制成包括5槽倒欧米伽槽的干法地暖材料,其中挤塑聚苯板与铝箔之间的复合精度为98.5%,贴合度为98%。
111.基于实施例1,通过分别改变方模、带动方模的气缸、凸模和带动凸模的机械手的数量,还能够制成包括6槽直至10槽及其以上的倒欧米伽槽的干法地暖板材,在此就不列举。其中,对于包括3槽倒欧米伽槽的干法地暖板材,挤塑聚苯板与铝箔之间的复合精度为99.8%和贴合度为99.5%;对于包括2槽和4槽至6槽的倒欧米伽槽的干法地暖板材,挤塑聚苯板与铝箔之间的复合精度为98.0%至99.0%和贴合度为97.6%至98.5%;对于包括1槽和7槽至10槽的倒欧米伽槽的干法地暖板材,挤塑聚苯板与铝箔之间的复合精度为95.5%至97.0%和贴合度为94.8%至96.5%。
112.对比例1:采取人工模式进行干法地暖材料的制备4
113.目前生产线有工人20人,从事整形、开槽、喷胶、压型、覆铝、辊压、包装工作,全力生产,日产能(8h)为1200
㎡
。
114.相比之下,自动线两端站人,上料端1人,收料端2人,日产能(8h)为2500
㎡
。自动线开槽环节若并联几组开槽机,产能会大幅增加。
115.对比例2:采取自动模式进行干法地暖材料的制备5
116.除了不包括喷胶机构5之外,对比例2与实施例1的构造及操作均相同。
117.人工喷胶,受制于人的熟练程度,不同人喷胶的均匀程度差异较大,多喷的地方,容易溶解挤塑聚苯板,导致完成面凸凹不平;少喷的地方,粘接不牢,脱层。
118.对比例3:采取自动模式进行干法地暖材料的制备6
119.除了不包括分型机构6之外,对比例3与实施例1的构造及操作均相同。
120.原始压型机构,不能固定非处理部位,凸模和凹模只针对铝槽作业,前后铝板都处于自由状态,尺寸稳定性差,操作工人要不停检测尺寸,随时手动纠偏,窝工现象严重。
121.对比例4:采取自动模式进行干法地暖材料的制备7
122.除了不包括气胀机构8之外,对比例4与实施例1的构造及操作均相同。
123.不进行气胀,挤塑聚苯板沟槽内铝板不能充分贴合槽壁,首先外观上缺陷明显,成品沟槽模块进工地后,容易被判不合格项。其次,铝板与挤塑聚苯板尺寸契合度下降,容易出现一侧露白边,一侧出沿的现象。
124.表1:实施例1
‑
5的自动线和对比例1
‑
4的旧产线的实验数据和效果汇总:
[0125][0126]
以上通过具体实施例详细描述了本发明的优选实施方案。应当理解的是,在不背离本发明的精神和宗旨的前提下,本领域技术人员能够对公开的实施方案和实施例进行各种修改、改变和替换。然而,这些修改、改变和替换后的技术方案仍然落入本发明的权利要求保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。