1.本实用新型涉及耐火材料制造领域,尤其是涉及一种耐火材料用全自动配料和混料系统。
背景技术:
2.现有定型耐火砖制品生产线,上料、配料、混料和放料过程依然采用传统半自动化工艺,各个环节控制点存在过多的参与人员,耗费过多时间操作和精力维护,但配料出错的机率仍然过高,而且整体效率低下,不能完全满足实际生产需求。
3.现有的生产线人工控制点过多,各环节控制点标准化不易制定和管理,出错机率大,返工耗时较长,导致生产效率过低,人工成本和废品率偏高。
技术实现要素:
4.为解决上述问题,本实用新型提出了一种耐火材料用全自动配料和混料系统,能够解决现有定型耐火砖制品生产线供料效率低下的问题。
5.本实用新型的主要内容包括:一种耐火材料用全自动配料和混料系统,依次包括:开袋站、原料料仓、混料机、液压机料仓、液压机和控制系统,所述开袋站和原料料仓之间设置有上料系统,所述原料料仓与混料机之间通过传输管道连接,所述混料机和液压机料仓之间设置有输送系统,所述开袋站、原料料仓、混料机、液压机料仓、液压机、上料系统、输送系统与控制系统之间电连接。
6.优选地,所述开袋站内设置有除尘器和震动下料机构。
7.优选地,所述上料系统采用斗提输送系统。
8.优选地,所述原料料仓内下部设置有低料位传感器。
9.优选地,在所述原料料仓和混料机之间还设置有称量控制系统。
10.优选地,所述输送系统采用皮带传输系统,且在皮带传输系统处设置有磁性接近开关。
11.优选地,在所述液压机料仓内上部设置有高料位传感器。
12.优选地,所述液压机料仓内设置有下料搅拌系统,所述下料搅拌系统含有搅拌叶片。
13.优选地,所述控制系统采用plc控制系统。
14.本实用新型的有益效果在于:本实用新型调整操作简单,工艺准确、稳定,同时提高配料的生产效率和精准程度,使配料质量达到均一性和稳定性,整个配料和混料过程自动化程度高、精准可靠、高效便捷、生产效率高,节省人工成本。
附图说明
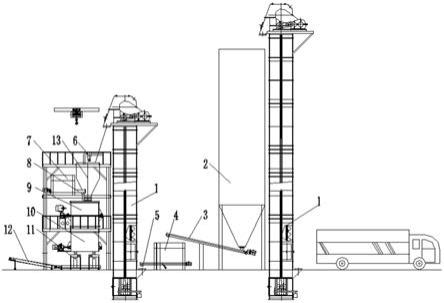
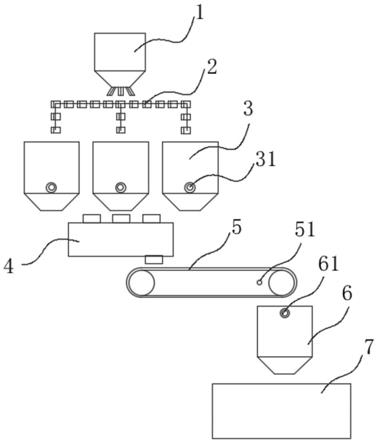
15.图1为本实用新型一种耐火材料用全自动配料和混料系统一较佳实施例的结构示意图;
16.附图标记:1、开袋站,2、上料系统,3、原料料仓,4、混料机,5、输送系统,6、液压机料仓,7、液压机,31、低料位传感器,51、磁性接近开关,61、高料位传感器。
具体实施方式
17.以下结合附图对本实用新型所保护的技术方案做具体说明。
18.一种耐火材料用全自动配料和混料系统,依次包括:开袋站1、原料料仓3、混料机4、液压机料仓6、液压机7和plc控制系统,所述开袋站1和原料料仓3之间设置有斗提输送系统,所述原料料仓3与混料机4之间通过传输管道连接,所述混料机4和液压机料仓6之间设置有皮带传输系统,所述开袋站1、原料料仓3、混料机4、液压机料仓6、液压机7、上料系统、输送系统与plc控制系统之间电连接。
19.进一步的,所述开袋站1内设置有除尘器和震动下料机构。所述除尘器和震动下料机构与plc控制系统之间电连接,能够一键启动完成原料料仓输送原料。
20.进一步的,原料料仓3内下部设置有低料位传感器31,液压机料仓6内上部设置有高料位传感器61,所述低料位传感器31和高料位传感器61与plc控制系统之间通过电连接。实现了原料料仓3自动补充原料和液压机料仓6自动补料功能。
21.进一步的,在所述原料料仓3和混料机4之间还设置有称量控制系统。称量控制系统由称量罐体、三点sb型传感器、流量可调节阀、数字控制仪表组成,能够根据需求自动调节出料量。
22.进一步的,皮带传输系统的电机由变频器调节驱动,每个皮带电机均与plc控制系统连接,实现自动控制。且在皮带传输系统处设置有磁性接近开关51。自动检测混料机输送皮带运行状况,实现混料机配料后的自动排料。
23.进一步的,所述液压机料仓6内设置有下料搅拌系统,所述下料搅拌系统含有搅拌叶片,通过搅拌下料来实现物料的在液压机中的等容积分布。
24.进一步的,所述斗提输送系统包含斗提链条运行检测和斗提料斗缺失检测,提高原料颗粒级配的均匀性,实现自动稳定运行。
25.本实用新型采用plc控制系统,制作软件控制系统,批量输入配方,一键启动后,整套系统实现自动上料、自动配料、自动混料、自动排料,能够减少配料出错机率,最终达到提高生产效率、提高产品质量和稳定性、节省人工和降低生产成本的目的。
26.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种耐火材料用全自动配料和混料系统,其特征在于,依次包括:开袋站、原料料仓、混料机、液压机料仓、液压机和控制系统,所述开袋站和原料料仓之间设置有上料系统,所述原料料仓与混料机之间通过传输管道连接,所述混料机和液压机料仓之间设置有输送系统,所述开袋站、原料料仓、混料机、液压机料仓、液压机、上料系统、输送系统与控制系统之间电连接。2.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,所述开袋站内设置有除尘器和震动下料机构。3.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,所述上料系统采用斗提输送系统。4.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,所述原料料仓内下部设置有低料位传感器。5.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,在所述原料料仓和混料机之间还设置有称量控制系统。6.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,所述输送系统采用皮带传输系统,且在皮带传输系统处设置有磁性接近开关。7.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,在所述液压机料仓内上部设置有高料位传感器。8.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,所述液压机料仓内设置有下料搅拌系统,所述下料搅拌系统含有搅拌叶片。9.根据权利要求1所述的一种耐火材料用全自动配料和混料系统,其特征在于,所述控制系统采用plc控制系统。
技术总结
本实用新型提出了一种耐火材料用全自动配料和混料系统,依次包括:开袋站、原料料仓、混料机、液压机料仓、液压机和控制系统,所述开袋站和原料料仓之间设置有上料系统,所述原料料仓与混料机之间通过传输管道连接,所述混料机和液压机料仓之间设置有输送系统,所述开袋站、原料料仓、混料机、液压机料仓、液压机、上料系统、输送系统与控制系统之间电连接。通过上述方式能够解决现有定型耐火砖制品生产线供料效率低下的问题。料效率低下的问题。料效率低下的问题。
技术研发人员:李胜 张宏志 张丹丹
受保护的技术使用者:营口鲅鱼圈耐火材料有限公司
技术研发日:2020.12.21
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。