1.本发明涉及到聚酯切片制备技术领域,具体而言,涉及到一种高耐老化背板膜用聚酯切片的合成方法。
背景技术:
2.聚酯切片制成的光学薄膜在近年来得到了广泛作用,例如太阳能电池背板膜、电子器件薄膜、玻璃贴膜和背光模组光学膜等。该光学薄膜价格低廉,具有优异的高透光率、低雾度、高清晰度、良好的表面附着性、良好的机械性能,但在耐湿热性、水蒸气透过性、耐老化等方面处于劣势。随着时间的流逝,在高温高湿环境影响下,该光学薄膜容易老化发生断裂。现有技术常用的制备方法:其一是用一种异构体或多种二羧酸与至少一种二元醇进行聚合而制得的聚酯切片,改善了聚酯的结晶性能和晶体构型,但是这种制备方法成本颇高,另外由于制成聚酯切片种类增多导致共混制备聚酯薄膜分散不均匀;其二是加入扩链剂,如酸酐,来改善聚酯的光学性能和力学性能,但是这种方法同样存在合成聚酯切片的种类增多而导致进一步制成的聚酯薄膜物化性能降低的问题。
技术实现要素:
3.为了解决以上至少之一问题,本发明提供一种高耐老化背板膜用聚酯切片的合成方法,该方法合成工艺简单,合成的聚酯切片种类少,进而制成的背板膜耐老化性能好,机械性能稳定。
4.为了实现以上目的,本发明的技术方案为:一种高耐老化背板膜用聚酯切片的合成方法,包括以下步骤:
5.s10.酯化反应:在酯化反应装置内投入间苯二甲酸与乙二醇,醇酸摩尔比为1.2
‑
2.0:1,再加入钛系催化剂和钴系催化剂的复配催化剂,打浆后,在0.15
‑
0.4mpa氮气压力下,230
‑
250℃下进行酯化反应,酯化时间140
‑
200min,得到酯化中间体;
6.s20.第一次缩聚反应:将所述酯化中间体泵入缩聚装置中,以温度为255
‑
270℃,压力为2
‑
9kpa条件下,反应40
‑
50min,得到预缩聚体;
7.s30.第二次缩聚反应:将预缩聚体和硝基间苯二甲酸乙二醇酯,加入分散剂、uv单体以及添加剂,在压力为40~100pa,在270℃~280℃温度下进行聚合至规定粘度,得终缩紧体;
8.s40.成型:终缩紧体出料切粒和干燥,得到所述聚酯切片。
9.在一些较优的实施例中,所述s10和s20之间还包括步骤s11、取所述酯化中间体,加入浓硫酸和浓硝酸反应,得到硝基间苯二甲酸乙二醇酯及其衍生物,将硝基间苯二甲酸乙二醇酯进行提纯,作为s30步骤中硝基间苯二甲酸乙二醇酯的原料。
10.在一些较优的实施例中,所述s30中间苯二甲酸双羟乙酯和硝基间苯二甲酸乙二醇酯的摩尔比为10
‑
15:1。
11.在一些较优的实施例中,s10反应过程中,持续移走生成的水,反应至酯化率至少
92%。
12.在一些较优的实施例中,所述复配催化剂占醇酸混合料质量的0.01
‑
0.1%。
13.在一些较优的实施例中,所述钛系催化剂为钛酸四丁酯、钛酸四异丙酯或乙二醇钛至少一种,所述钴系催化剂为醋酸钴,所述钛系催化剂和所述钴系催化剂质量比1
‑
2:1。
14.在一些较优的实施例中,所述分散剂为壬基苯酚聚乙二醇醚类分散剂。
15.在一些较优的实施例中,所述uv单体为丙烯酸树脂。
16.在一些较优的实施例中,所述添加剂包括阻燃剂、抗氧剂的至少一种。
17.在一些较优的实施例中,所述s30步骤中规定粘度为不小于0.75dl/g。
18.与现有技术相比,本发明的有益效果及优点:
19.1、在聚酯切片制备过程中,硝基间苯二甲酸乙二醇酯参与了缩聚反应,提高了酯化效率,并提高了聚酯切片的化学和机械性能。采用钛钴系复配催化剂,尤其其中钛系催化剂采用酯类钛系催化剂,减缓了产品降解程度,提高熔点,b值小,使制成的薄膜品质提高,聚酯切片制成的薄膜具有耐老化、耐水汽透过、耐候性能等优良特点,本发明合成的聚酯切片在高耐老化背板膜领域具有良好的应用前景。
20.2、本发明原料种类少,合成工艺简单,成本低,制成的聚酯切片种类少,产品均匀性好,物化性能稳定。
具体实施方式
21.为使本发明的目的、技术方案和优点更加清楚明白,通过实施例对本发明进行进一步详细阐述,但并不限制本发明。
22.一种高耐老化背板膜用聚酯切片的合成方法,包括以下步骤:
23.s10.酯化反应:在酯化反应装置内投入间苯二甲酸与乙二醇,醇酸摩尔比为1.2
‑
2.0:1,再加入钛系催化剂和钴系催化剂的复配催化剂,打浆后,在0.15
‑
0.4mpa氮气压力下,230
‑
250℃下进行酯化反应,酯化时间140
‑
200min,得到酯化中间体,s10反应过程中,持续移走生成的水,反应至酯化率至少92%,反应过程中持续移走水,提高了酯化效率和产率,另外得到含水率更低的间苯二甲酸乙二醇酯,提高s11的制备效率;所述复配催化剂占醇酸混合料质量的0.01
‑
0.1%,所述钛系催化剂为钛酸四丁酯、钛酸四异丙酯或乙二醇钛至少一种,所述钴系催化剂为醋酸钴,所述钛系催化剂和所述钴系催化剂质量比1
‑
2:1;
24.s11.取所述酯化中间体,加入浓硫酸和浓硝酸反应,得到硝基间苯二甲酸乙二醇酯及其衍生物,将硝基间苯二甲酸乙二醇酯进行提纯,作为下一步骤中硝基间苯二甲酸乙二醇酯的原料;
25.s20.第一次缩聚反应:将所述酯化中间体泵入缩聚装置中,以温度为255
‑
270℃,压力为2
‑
9kpa条件下,反应40
‑
50min,得到预缩聚体;
26.s30.第二次缩聚反应:将预缩聚体和硝基间苯二甲酸乙二醇酯,中间苯二甲酸双羟乙酯和硝基间苯二甲酸乙二醇酯的摩尔比为10
‑
15:1加入分散剂、uv单体以及添加剂,在压力为40~100pa,在270℃~280℃温度下进行聚合至粘度不小于0.75dl/g,得终缩紧体,硝基是极性基团,对水具有吸附作用,后期制成薄膜后能吸附背板处的水分,阻隔氧气;所述分散剂为壬基苯酚聚乙二醇醚类分散剂,分散剂具有分散作用,促使反应稳定快速的进行;所述uv单体为丙烯酸树脂;所述添加剂包括阻燃剂、抗氧剂的至少一种,阻燃剂和抗氧
剂保证了聚酯具有良好的阻燃性和抗氧化性能;
27.s40.成型:终缩紧体出料切粒和干燥,得到所述聚酯切片。
28.下面具体实施例用于进一步详细说明本发明,但实施例并不对本发明做任何形式的限定,本发明所使用的试剂和原料除自制外均为市售。
29.实施例1、一种高耐老化背板膜用聚酯切片的合成方法,包括以下步骤:
30.s10.酯化反应:在酯化反应装置内投入间苯二甲酸与乙二醇,醇酸摩尔比为1.2:1,再加入钛系催化剂和钴系催化剂的复配催化剂,打浆后,在0.3mpa氮气压力下,230
‑
250℃下进行酯化反应,酯化时间140min,得到酯化中间体,s10反应过程中,持续移走生成的水,反应至酯化率92%,所述复配催化剂占醇酸混合料质量的0.01%,所述钛系催化剂为钛酸四丁酯,所述钴系催化剂为醋酸钴,钛酸四丁酯和醋酸钴质量比1:1;
31.s11.取所述酯化中间体,加入浓硫酸,浓硫酸的质量为酯化中间物质量的1%,再缓慢滴加浓硝酸,浓硝酸的质量为酯化中间物质量的5%,升温至80℃,恒温反应13小时,即得到硝基间苯二甲酸乙二醇酯及其衍生物其中,硝基间苯二甲酸乙二醇酯的产率为63.9%,将硝基间苯二甲酸乙二醇酯进行提纯,作为下一步骤中硝基间苯二甲酸乙二醇酯的原料;
32.s20.第一次缩聚反应:将所述酯化中间体泵入缩聚装置中,以温度为255℃,压力为2kpa条件下,反应50min,得到预缩聚体;
33.s30.第二次缩聚反应:将预缩聚体和硝基间苯二甲酸乙二醇酯,中间苯二甲酸双羟乙酯和硝基间苯二甲酸乙二醇酯的摩尔比为10:1加入占总混合物质量分别为0.1%、0.1%和0.05%的分散剂、uv单体以及添加剂,在压力为40pa,在280℃温度下进行聚合至粘度为0.82dl/g,得终缩紧体,所述分散剂为壬基苯酚聚乙二醇醚类分散剂;所述uv单体为丙烯酸树脂;所述添加剂包括二乙基次膦酸铝阻燃剂、抗氧剂1010,他们的质量比为1:1;
34.s40.成型:终缩紧体出料切粒和干燥,得到所述聚酯切片。
35.实施例2、一种高耐老化背板膜用聚酯切片的合成方法,包括以下步骤:
36.s10.酯化反应:在酯化反应装置内投入间苯二甲酸与乙二醇,醇酸摩尔比为1.4:1,再加入钛系催化剂和钴系催化剂的复配催化剂,打浆后,在0.3mpa氮气压力下,230
‑
250℃下进行酯化反应,酯化时间150min,得到酯化中间体,s10反应过程中,持续移走生成的水,反应至酯化率92%,所述复配催化剂占醇酸混合料质量的0.02%,所述钛系催化剂为钛酸四丁酯和钛酸四异丙酯,所述钴系催化剂为醋酸钴,钛酸四丁酯、钛酸四异丙酯和醋酸钴质量比0.5:0.5:1;
37.s11.取所述酯化中间体,加入浓硫酸,浓硫酸的质量为酯化中间物质量的1%,再缓慢滴加浓硝酸,浓硝酸的质量为酯化中间物质量的5%,升温至80℃,恒温反应13小时,即得到硝基间苯二甲酸乙二醇酯及其衍生物其中,硝基间苯二甲酸乙二醇酯的产率为63.9%,将硝基间苯二甲酸乙二醇酯进行提纯,作为下一步骤中硝基间苯二甲酸乙二醇酯的原料;
38.s20.第一次缩聚反应:将所述酯化中间体泵入缩聚装置中,以温度为260℃,压力为7kpa条件下,反应50min,得到预缩聚体;
39.s30.第二次缩聚反应:将预缩聚体和硝基间苯二甲酸乙二醇酯,中间苯二甲酸双羟乙酯和硝基间苯二甲酸乙二醇酯的摩尔比为12:1加入占总混合物质量分别为0.1%和
0.1%的分散剂、uv单体,在压力为40pa,在270℃温度下进行聚合至粘度0.93dl/g,得终缩紧体,所述分散剂为壬基苯酚聚乙二醇醚类分散剂;所述uv单体为丙烯酸树脂;
40.s40.成型:终缩紧体出料切粒和干燥,得到所述聚酯切片。
41.实施例3、一种高耐老化背板膜用聚酯切片的合成方法,包括以下步骤:
42.s10.酯化反应:在酯化反应装置内投入间苯二甲酸与乙二醇,醇酸摩尔比为1.6:1,再加入钛系催化剂和钴系催化剂的复配催化剂,打浆后,在0.3mpa氮气压力下,230
‑
250℃下进行酯化反应,酯化时间200min,得到酯化中间体,s10反应过程中,持续移走生成的水,反应至酯化率至93%,所述复配催化剂占醇酸混合料质量的0.5%,所述钛系催化剂为钛酸四丁酯和乙二醇钛,所述钴系催化剂为醋酸钴,钛酸四丁酯、乙二醇钛和醋酸钴质量比0.5:1.5:1;
43.s11.取所述酯化中间体,加入浓硫酸,浓硫酸的质量为酯化中间物质量的1%,再缓慢滴加浓硝酸,浓硝酸的质量为酯化中间物质量的5%,升温至80℃,恒温反应13小时,即得到硝基间苯二甲酸乙二醇酯及其衍生物其中,硝基间苯二甲酸乙二醇酯的产率为63.9%,将硝基间苯二甲酸乙二醇酯进行提纯,作为下一步骤中硝基间苯二甲酸乙二醇酯的原料;
44.s20.第一次缩聚反应:将所述酯化中间体泵入缩聚装置中,以温度为270℃,压力为9kpa条件下,反应40min,得到预缩聚体;
45.s30.第二次缩聚反应:将预缩聚体和硝基间苯二甲酸乙二醇酯,中间苯二甲酸双羟乙酯和硝基间苯二甲酸乙二醇酯的摩尔比为13:1,加入占总混合物质量分别为0.1%、0.1%和0.05%的分散剂、uv单体以及添加剂,在压力为100pa,在270℃温度下进行聚合至粘度为0.9dl/g,得终缩紧体,所述添加剂包括二乙基次膦酸铝阻燃剂、抗氧剂1010,他们的质量比为1:1;
46.s40.成型:终缩紧体出料切粒和干燥,得到所述聚酯切片。
47.实施例4、一种高耐老化背板膜用聚酯切片的合成方法,包括以下步骤:
48.s10.酯化反应:在酯化反应装置内投入间苯二甲酸与乙二醇,醇酸摩尔比为1.8:1,再加入钛系催化剂和钴系催化剂的复配催化剂,打浆后,在0.3mpa氮气压力下,230
‑
250℃下进行酯化反应,酯化时间180min,得到酯化中间体,s10反应过程中,持续移走生成的水,反应至酯化率至93%,所述复配催化剂占醇酸混合料质量的0.8%,所述钛系催化剂为钛酸四丁酯、钛酸四异丙酯和乙二醇钛,所述钴系催化剂为醋酸钴,钛酸四丁酯、钛酸四异丙酯、乙二醇钛和醋酸钴质量比0.8:0.8:0.6:1;
49.s11.取所述酯化中间体,加入浓硫酸,浓硫酸的质量为酯化中间物质量的1%,再缓慢滴加浓硝酸,浓硝酸的质量为酯化中间物质量的5%,升温至80℃,恒温反应13小时,即得到硝基间苯二甲酸乙二醇酯及其衍生物其中,硝基间苯二甲酸乙二醇酯的产率为63.9%,将硝基间苯二甲酸乙二醇酯进行提纯,作为下一步骤中硝基间苯二甲酸乙二醇酯的原料;
50.s20.第一次缩聚反应:将所述酯化中间体泵入缩聚装置中,以温度为270℃,压力为9kpa条件下,反应40min,得到预缩聚体;
51.s30.第二次缩聚反应:将预缩聚体和硝基间苯二甲酸乙二醇酯,中间苯二甲酸双羟乙酯和硝基间苯二甲酸乙二醇酯的摩尔比为14:1加入占总混合物质量分别为0.1%、
0.1%和0.05%的分散剂、uv单体以及添加剂,在压力为100pa,在270℃温度下进行聚合至粘度0.85dl/g,得终缩紧体,所述添加剂包括抗氧剂1010;
52.s40.成型:终缩紧体出料切粒和干燥,得到所述聚酯切片。
53.实施例5、一种高耐老化背板膜用聚酯切片的合成方法,包括以下步骤:
54.s10.酯化反应:在酯化反应装置内投入间苯二甲酸与乙二醇,醇酸摩尔比为2.0:1,再加入钛系催化剂和钴系催化剂的复配催化剂,打浆后,在0.3mpa氮气压力下,230
‑
250℃下进行酯化反应,酯化时间200min,得到酯化中间体,s10反应过程中,持续移走生成的水,反应至酯化率至92%,所述复配催化剂占醇酸混合料质量的0.1%,所述钛系催化剂为乙二醇钛,所述钴系催化剂为醋酸钴,乙二醇钛和醋酸钴质量比2:1;
55.s11.取所述酯化中间体,加入浓硫酸,浓硫酸的质量为酯化中间物质量的1%,再缓慢滴加浓硝酸,浓硝酸的质量为酯化中间物质量的5%,升温至80℃,恒温反应13小时,即得到硝基间苯二甲酸乙二醇酯及其衍生物其中,硝基间苯二甲酸乙二醇酯的产率为63.9%,将硝基间苯二甲酸乙二醇酯进行提纯,作为下一步骤中硝基间苯二甲酸乙二醇酯的原料;
56.s20.第一次缩聚反应:将所述酯化中间体泵入缩聚装置中,以温度为270℃,压力为9kpa条件下,反应40min,得到预缩聚体;
57.s30.第二次缩聚反应:将预缩聚体和硝基间苯二甲酸乙二醇酯,中间苯二甲酸双羟乙酯和硝基间苯二甲酸乙二醇酯的摩尔比为15:1加入占总混合物质量分别为0.1%、0.1%和0.05%的分散剂、uv单体以及添加剂,在压力为100pa,在280℃温度下进行聚合至粘度不小于0.9dl/g,得终缩紧体,所述添加剂包括二乙基次膦酸铝阻燃剂、抗氧剂1010,他们的质量比为1:1;
58.s40.成型:终缩紧体出料切粒和干燥,得到所述聚酯切片。
59.对比例1:与实施例2不同之处在于省略步骤s11,且s30第二次缩聚反应中不投加硝基间苯二甲酸乙二醇酯,其余制备方法以及原料成分比例以及反应参数均与实施例2相同。
60.对比例2:与实施例2不同之处在于不添加uv单体,其余制备方法以及原料成分比例以及反应参数均与实施例2相同。
61.将实施例1
‑
5和对比例1
‑
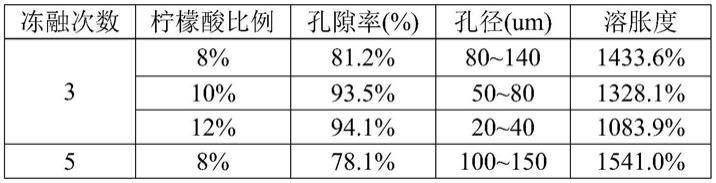
2的聚酯切片,在285℃的双螺杆机中熔融挤出,之后经挤出模头流延成铸片,再依次进行纵向拉伸(拉伸倍数为3.0)和横向拉伸(拉伸倍数为4.5)在220℃的温度、辐照剂量100kgy下及定型,最后牵引收卷,得到厚度为0.03mm的薄膜,对薄膜进行性能测试结果如表1所示。
62.表1聚酯切片制成薄膜性能测试表
63.[0064][0065]
实施例1
‑
5分别对聚酯切片制备过程中的原料配比、催化剂添加量以及反应各阶段的工艺参数进行调配,在聚酯切片制备过程中,硝基间苯二甲酸乙二醇酯参与了缩聚反应,提高了酯化效率,并提高了聚酯切片的化学和机械性能。采用钛钴系复配催化剂,尤其其中钛系催化剂采用酯类钛系催化剂,减缓了产品降解程度,提高熔点,b值小,使制成的薄膜品质提高,聚酯切片制成的薄膜具有耐老化、耐水汽透过、耐候性能等优良特点,本发明合成的聚酯切片在高耐老化背板膜领域具有良好的应用前景。
[0066]
从表1中各实施例所制备聚酯切片的性能进行测试和对比由实施例2和对比例1中的uv94阻燃等级数值可以看出,第二次缩聚反应中加如硝基间苯二甲酸乙二醇酯,提高了聚酯切片制备的薄膜的阻燃性。
[0067]
由实施例2和对比例2中薄膜熔点度可以看出,uv单体的添加,制膜时经过辐照激发,使得制成的薄膜上形成uv基团或者功能链端,从而提高了制成的薄膜稳定性,进而提升了薄膜的耐老化性能。
[0068]
最后指出,以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。