1.本发明涉及造纸技术领域,具体为竹浆漂白速溶纸的生产系统。
背景技术:
2.竹浆纸是利用竹浆单独或与木浆、草浆合理配比,通过蒸煮漂洗等造纸工序生产出的纸。与木浆纸相比,树木生长周期长,砍伐再生慢,而竹子生长周期短,再生快,因此普及竹浆纸有利于森林面积的维持、保护水土,对于缓解我国沙尘暴有重要意义。
3.卷筒式竹浆纸生产时,经制浆、成型、压榨、干燥、施胶、复合、压光后收卷成卷,然后将卷纸辊等长切割,则得到平时使用的卷纸。目前,传统和小型造纸厂还遵循着人工切割的制造方式,由人工将卷纸辊搬运到切割刀处,人工将卷纸辊朝向切刀推动,实现卷纸的切割。此种方式不仅效率低,还存在工人手部受伤的风险。
技术实现要素:
4.本发明意在提供竹浆漂白速溶纸的生产系统,以解决现有技术中人工切割卷纸的方式效率低的问题。
5.为了达到上述目的,本发明提供如下技术方案:
6.竹浆漂白速溶纸的生产系统,包括上料机构和切割机构,上料机构包括存料台和倾斜设置的下料板,存料台与下料板的高端连接,下料板的低端朝向切割机构,存料台和下料板的连接处设置有放料组件,放料组件一次释放一个卷纸辊,放料组件包括竖直滑动设置在下料板高端上方的挡板和竖直滑动设置在存料台上方的压板,挡板和压板之间的距离与卷纸辊的直径相等,压板底端转动设置有压辊,挡板连接有放料气缸,挡板上固定有主动齿条,压板上固定有从动齿条,主动齿条和从动齿条之间啮合有齿轮。
7.本方案的原理和有益效果为:
8.加工完成的卷纸辊输送到存料台上暂存,暂存时挡板在下,压板在上,卷纸辊被挡板挡住无法输送到下料板上;送料时驱动挡板上移释放卷纸辊,与此同时挡板通过主动齿条、齿轮和从动齿条带动压板下移,由于压板和挡板之间的距离与一个卷纸辊的直径相同,故压板下移时能够插入前两个卷纸辊之间,由此将前一个卷纸辊挤向下料板、将后一个卷纸辊向后挤压并挡住后一个卷纸辊,由此实现逐个释放卷纸辊;释放完毕后驱动挡板和压板复位,再次利用挡板阻挡卷纸辊。本方案采用上料机构自动将卷纸辊逐个输送到切割机构处,由切割机构进行切割,实现自动上料和自动切割,有效提高了卷纸切割的效率。
9.进一步,还包括装箱机构,装箱机构包括整料台,切割机构切割后的卷纸输送到整料台上,整料台一端开设有下料口,下料口处滑动设置有用于封闭下料口的封板,整料台另一端滑动设置有推料板,推料板连接有推料气缸;整料台下方设置有装料箱,装料箱顶部开口,装料箱与下料口对齐。
10.有益效果:装箱机构用于对切割后的卷纸进行装箱,进一步提高卷纸加工的效率;具体的,切割后的卷纸输送到整料台整理成多排(根据装料箱的容量确定排数和每排的卷
纸数量),整理完成后驱动推料板将卷纸推动至下料口处,同时打开封板,即可将这几排卷纸一次性装入装料箱内,如此反复,实现卷纸的装箱,相比现有技术中直接将卷纸排放到地面而言,无需人工装箱,方便后续搬运到包装机处进行包装。
11.进一步,装料箱内竖直滑动设置有若干l型的隔板,隔板的横直部能够与装料箱的底部贴合,隔板将装料箱分隔成多个装料腔,隔板的厚度从其顶端至底端逐渐增大,隔板顶端铰接有限位板。
12.有益效果:卷纸成排装在装料箱内,运输时,限位板翻转至与隔板垂直给卷纸限位,避免卷纸掉落;运输到包装机构进行包装时,将装料箱横放,开口朝向包装机构的上料传送带,此时限位板还能够对卷纸进行限位,避免其逐个掉落;上料时,通过将隔板拉出,即可将一个装料腔中的整排卷纸一起拉出,拉出后因隔板厚度变化,隔板形成倾斜的导料板,翻转限位板即将其作为连接板连接隔板和上料传送带,即可使得一排卷纸顺着隔板和限位板滑动至上料传送带上,实现卷纸的上料;采用本方案的装料箱不是单纯实现装料的作用,还便于后续包装时卷纸上料。
13.进一步,切割机构包括滑动设置的切割台,切割台连接有切割气缸,切割台上朝向下料板的一侧固定有固定板、另一侧滑动设置有活动板,固定板和活动板之间形成切割通道,活动板连接有夹料气缸,活动板上滑动设置有送料板,送料板连接有送料气缸;切割通道的出料端处竖直固定有切刀,切割通道的出料端连通有出料传送带,出料传送带与整料台连通。
14.有益效果:切割通道用于放置卷纸辊,卷纸辊进入切割通道时驱动活动板远离固定板移动,能够增大切割通道的宽度,方便卷纸辊进入切割通道;卷纸辊顺着下料板掉落至切割通道内后,驱动活动板复位,活动板用于配合固定板给卷纸辊限位,送料板用于将卷纸辊往切刀方向输送,卷纸辊到达切刀后驱动切割台整体朝向切刀移动即可切下一段卷纸,通过送料板等距送料即可实现卷纸辊的等距切割,整个过程自动化程度高,提高了卷纸切割的效率。
15.进一步,下料板的底端铰接有l型的翻料板,下料板下方安装有用于驱动翻料板翻转的翻料气缸。
16.有益效果:卷纸滚动至下料板上后暂时存放在翻料板上,此时翻料板的一面与下料板贴合,另一面竖直挡在下料板自由端,卷纸无法掉落至切割通道内;通过驱动翻料板朝向切割通道翻转即可将卷纸送到切割通道内,采用翻料板送料而不是让卷纸直接沿着下料板滚落到切割通道,能够对卷纸辊进行缓冲,避免卷纸辊因惯性作用冲到切割通道外,提高了上料的准确性。
17.进一步,活动板内沿送料板的滑动方向设置有波纹管,送料板与波纹管端部固定连接,切刀内部开设气腔,波纹管另一端与气腔连通,切刀表面开设有若干气孔,气孔与气腔连通。
18.有益效果:送料板推送卷纸辊时能够挤压波纹管,由此将波纹管内的气体挤压至气腔内,气体从切刀上的气孔喷出,一方面利用气体对切刀进行降温,避免切刀温度过高造成卷纸烧毁,另一方面还能够清理切刀上粘附的纸屑。
附图说明
19.图1为本发明实施例的俯视图;
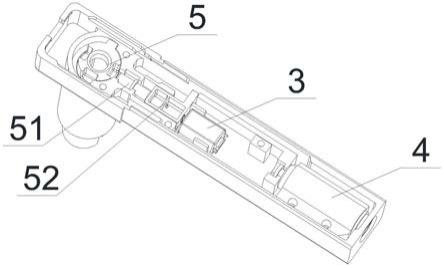
20.图2为图1中上料机构的侧视图;
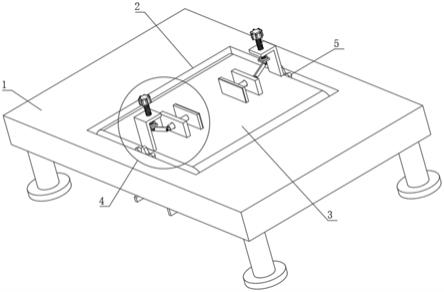
21.图3为本发明实施例中装料箱的结构示意图。
具体实施方式
22.下面通过具体实施方式进一步详细说明:
23.说明书附图中的附图标记包括:存料台1、卷纸辊2、压板3、挡板5、齿轮6、下料板7、翻料板8、切刀9、夹料气缸10、切割台11、出料传送带12、下料气缸13、推料板14、推料气缸15、整料台16、下料口17、挡圈18、封板19、活动板20、送料板21、切割通道22、固定板23、翻料气缸24、装料箱25、限位板26、隔板27。
24.实施例:
25.如图1和图2所示,竹浆漂白速溶纸的生产系统,包括机架、上料机构、切割机构、装箱机构和包装机构,包装机构采用现有技术中卷纸生产的包装机构,包装机构包括一上料传送带。上料机构包括存料台1和倾斜设置的下料板7,存料台1一体成型在下料板7的高端,下料板7的低端朝向切割机构。存料台1和下料板7的连接处安装有放料组件,放料组件一次释放一个卷纸辊2。放料组件包括竖直滑动安装在下料板7高端上方的挡板5和竖直滑动安装在存料台1上方的压板3,挡板5和压板3之间的距离与卷纸辊2的直径相等,压板3底端转动连接有压辊,挡板5连接有放料气缸(图中未示出),放料气缸通过螺栓安装在机架上。挡板5上通过螺栓固定有主动齿条(图中未示出),压板3上通过螺栓固定有从动齿条(图中未示出),主动齿条和从动齿条之间啮合有齿轮6,齿轮6转动安装在机架上。下料板7的底端铰接有l型的翻料板8,翻料板8的一面能够与下料板7的表面贴合,贴合时下料板7的另一面垂直下料板7的低端(如图2所示的状态)。下料板7下方安装有用于驱动翻料板8翻转的翻料气缸24,翻料气缸24通过螺栓安装在机架上。
26.切割机构包括切割台11,切割台11通过底部的滑块滑动连接在其下方的机架上,机架上安装有切割气缸,切割气缸的活塞杆与滑块固定连接。切割台11上靠近下料板7的一侧焊接有固定板23、另一侧滑动连接有活动板20,固定板23和活动板20之间的间隙形成切割通道22,活动板20连接有夹料气缸10,夹料气缸10安装在切割台11上。活动板20内侧壁上沿其长度方向开有滑道,滑道内滑动连接有送料板21,送料板21延伸至切割通道22内用于推动卷纸辊2沿切割通道22移动,活动板20内部安装有送料气缸,送料气缸的活塞杆与送料板21固定连接。
27.切割通道22的出料端处竖直固定有切刀9,切割通道22的出料端连通有出料传送带12,出料传送带12与切割通道22垂直,切刀9位于出料传送带12上方。活动板20内沿送料板21的滑动方向开有条形的放置腔,放置腔内放置有波纹管(图中未示出),送料板21与波纹管的一端胶接固定,切刀9内部开设气腔,波纹管的另一端与气腔连通,切刀9表面开设有若干气孔,气孔与气腔连通。
28.装箱机构包括整料台16,出料传送带12与整料台16连通,整料台16垂直出料传送带12。整料台16远离出料传送带12一端开有下料口17,下料口17周围围有挡圈18,下料口17下方滑动安装有用于封闭下料口17的封板19,封板19连接有下料气缸13,下料气缸13安装
在机架上。整料台16另一端滑动安装有推料板14,推料板14连接有推料气缸15,推料气缸15安装在机架上。整料台16下方放置有装料箱25,如图3所示,装料箱25顶部开口,装料箱25的开口与下料口17对齐。装料箱25内竖直滑动安装有若干l型的隔板27,本实施例中隔板27的数量为三个(图3中仅示出了1个),三个隔板27插设在装料箱25内时其横直部均能够与装料箱25的底部贴合,隔板27将装料箱25分隔成多个装料腔,隔板27的厚度从其顶端至底端逐渐增大,隔板27顶端铰接有限位板26。
29.具体实施过程如下:
30.加工好的卷纸辊2存放在存料台1上,初始状态下挡板5在下、压板3在上,卷纸辊2被挡板5挡住。上料时,驱动挡板5上移,挡板5上移的同时通过主动齿条、齿轮6和从动齿条带动压板3下移,由于挡板5和压板3之间的距离等一个卷纸辊2的直径,故压板3能够插入前面两个卷纸辊2之间,由此将前一个卷纸辊2向前挤压、后一个卷纸辊2向后挤压,从而将前一个卷纸辊2推动至下料板7上,同时拦住后一个卷纸辊2。前一个卷纸辊2顺着下料板7滚动至翻料板8上。初始状态下翻料板8左面贴合在下料板7表面,翻料板8右面竖直在下料板7低端(图2所示的状态),卷纸辊2位于翻料板8上。启动翻料气缸24驱动翻料板8顺时针转动,即可将该卷纸辊2翻倒在切割通道22内,由此实现卷纸辊2的逐个上料。
31.在往切割通道22内送卷纸辊2时,活动板20远离固定板23,切割通道22的宽度较大,方便卷纸辊2掉落至切割通道22内。卷纸辊2进入切割通道22后,启动夹料气缸10驱动活动板20复位靠近固定板23,缩小切割通道22的宽度,由此将卷纸辊2限制在切割通道22内。驱动送料板21滑动抵紧卷纸辊2后端,然后利用送料板21间歇向切刀9等距推动卷纸辊2,卷纸辊2伸出切割通道22后则驱动切割台11整体朝向切刀9垂直移动,利用切刀9对伸出切割通道22的卷纸辊2进行切割,得到一卷卷纸,如此反复,实现卷纸的等距切割。
32.送料板21推动卷纸辊2时能够挤压波纹管,波纹管内的气体被挤压至切刀9内,并从切刀9上的气孔喷出,由此利用气体对切刀9降温,避免温度过高导致卷纸自燃,同时还能清理粘附在切刀9上的纸屑。
33.切割后的卷纸顺着出料传送带12成排传送至整料台16,一排卷纸的数量达标后则启动推料气缸15将这一排推动至下料口17处(此时下料口17被封板19封闭),如此反复,整理出与装料箱25能够盛装的排数后打开封板19,这几排卷纸一起掉落至下方的装料箱25内,每排对应掉落至装料箱25的一个装料腔中,然后继续整料装填装料箱25的第二层,如此反复直至装料箱25装满,由此实现卷纸的装箱。相比现有技术中将卷纸直接排放到地面而言,无需后续人工对卷纸进行装箱,提高了卷纸的加工效率。
34.装箱的卷纸搬运到后续的包装机构处,搬运过程中限位板26翻转到与隔板27垂直且朝向隔板横直部的一方(图3所示的状态),利用限位板26给卷纸限位。到达包装机构处后,将装料箱25横放在包装机构的上料传送带上,装料箱25的开口朝向上料传送带,因隔板27厚度的变化(从开口至装料箱25底逐渐增大),横放后隔板27成一个倾斜的导料板,翻转限位板26,利用限位板26作为连接装料箱25和上料传送带的连接板,卷纸则顺着倾斜的隔板27和限位板26滑动至上料传送带上,由此实现上料,进一步提高了卷纸的加工效率。
35.本实施例通过上料机构自动上料,切割机构自动切割,装箱机构自动装箱,有效提高了卷纸加工的效率。此外还改进了装料箱25,便于在包装机构中上料,进一步提高了卷纸加工的效率。
36.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。