1.本发明涉及一种冲击保护板和生产这样的冲击保护板的方法。
背景技术:
2.冲击保护板特别用于汽车下方,以覆盖和/或保护易损部件(如牵引电池箱)免受道路碎片、障碍物(如路缘石、移动的护柱或崎岖道路上卡住的物体)的严重冲击或变形。这些板因为放置在汽车下方,通常需要是刚性的结构
3.用于保护板的主要材料传统上是铝,尽管最近已转向了热塑性复合材料。
4.复合材料被定义为由塑料制成的结构材料,其中嵌入了纤维材料,例如玻璃纤维。例如,作为短纤维、无端长丝、玻璃垫或纺织品的玻璃纤维被嵌入热塑性树脂层中。然而,具有玻璃纤维,特别是长玻璃纤维或无端长丝的复合材料的使用使得任何具有深拉伸特征、肋状物或卷边的设计都难以生产,因为无论是带还是有机片都不具有良好的悬垂(drape)能力,并且缺乏深度模塑所需的弹性拉伸。因此,该过程变得艰难且昂贵。
5.这些类型的材料的另一个缺点是需要以专用图案应用带或织物,以在正确的位置获得正确的抗冲击性能。任何模塑动作都可能扰乱甚至损害这种布局。
6.替代的保护板由实心玻璃垫热塑性塑料(gmt)材料制成。给予一定量的自由度以获得三维表面结构,然而这导致实心件。部件很重并且可能不符合汽车制造商给出的冲击保护要求。
7.因此,需要比基于复合材料或铝的现有技术保护板轻得多的冲击保护板,但同时具有相同的冲击保护,并且可以形成更复杂的3d形状。
技术实现要素:
8.本发明的目的通过根据权利要求1所述的冲击保护板、根据权利要求12所述的生产这样的冲击保护板的方法来实现。
9.该目的通过一种用于车辆的冲击保护板来实现,该冲击保护板包括至少一个冲击层,该冲击层具有用于接收冲击的外表面,该外表面包括至少一个纤维增强热塑性聚合物层,并且其中该冲击保护板进一步包括间隔层,该间隔层包括至少一个热塑性聚合物层,形成为具有一个或多个突起的三维形状,并且其中冲击层和间隔层至少在其表面的一部分上彼此材料上连接,在冲击层和间隔层之间形成一个或多个空腔。
10.通过将部件模塑之后基本平的刚性冲击层和仍然增加刚性但由更容易形成更复杂三维(3d)形状的材料制成的间隔层组合,可以产生在生产中节能且更容易制造的冲击保护板。
11.令人惊讶的是,在冲击层上增加带有一个或多个突起的间隔层,不仅产生了间隔,例如可以将冲击传递到部件保护上的专用区域,而且在两个板之间产生的空腔也有助于使受保护的车辆部件隔热。
12.间隔层能够在冲击保护板外部的外部环境温度和在间隔层与车辆部件(例如电池
外壳)之间的侧面经受的温度之间提供大的温度差。当车辆行驶或充电时,电池盒内的主动冷却通道控制电池电芯的温度,以优化行驶条件。然而,当车辆不运行时,没有对电池电芯的主动控制。此时,由于间隔板的外形,由在冲击保护板和电池壳之间的优选具有空气的空腔提供的隔热可以有助于限制传入和传出电池电芯的温度。此外,突起还用作在冲击保护板和相邻部件的表面之间的阻挡元件,以防止空气流通。然而,在温暖的气候或/和炎热的晴天,在炎热的道路上停车时,会将热量辐射到电池盒或冲击板中。如果这些是金属的或者在板和电池盒之间没有隔热,这些热量的大部分将被传递到电池电芯中,限制它们的性能并减少电池寿命。类似地,在温度可能远低于电池最佳温度的情况下,由形成的间隔层提供的隔热可以再次保护电池电芯免受过低温度的影响,再次改善电芯性能并延长bev的电池寿命。
13.冲击层包括至少一个纤维增强热塑性聚合物层。优选地,冲击层的纤维增强基于热塑性聚合物中嵌入的纤维和/或长丝。嵌入的纤维和/或长丝的重量为冲击层的至少60重量%,优选至少70重量%,更优选至少80重量%。
14.间隔层可以包括纤维增强材料。间隔层的纤维增强可以基于热塑性聚合物中嵌入的纤维和/或长丝。优选地,该层的纤维含量基于整个层不多于50重量%,更优选基于整个层为20重量%至35重量%。
15.增强纤维优选为初始平均纤维长度至高10mm的短的短纤维,或初始平均纤维长度为5至25mm的长的短纤维。或者,它可以是无端长丝。尽管需要注意的是,特别地已知玻璃纤维在部件生产过程中会断裂,特别地如果使用挤出或压缩模塑,部件中的平均纤维长度可以更低。
16.优选地,用于冲击层和/或间隔层的热塑性聚合物可以是选自热塑性聚合物的组中的一种,优选聚烯烃,如聚丙烯、或聚酰胺、或聚酯、或热塑性聚氨酯。
17.优选地,热塑性聚合物是聚丙烯pp、聚酰胺-6pa6、聚酰胺66pa66、高密度聚乙烯hdpe、低密度聚乙烯ldpe、聚对苯二甲酸乙二醇酯pet、聚苯硫醚(pps)、聚碳酸酯中的一种。
18.所述材料是该层的基础材料,任何添加剂、工艺辅助成分或颜料都可以包括在该层中。
19.此外,可将非增强或弱增强填料添加到一个或两个层中,以降低成本。例如,非增强填料可以是滑石粉、baco3、caco3、二氧化硅或碳黑、云母片中的至少一种。
20.最佳地,冲击层和间隔层都可以基于相同类型的热塑性聚合物,以在冲击层和间隔层之间获得良好的材料结合。
21.根据美国材料与试验协会(astm-d-883)提出的定义,填料是一种相对惰性的材料,添加到塑料中以改善其强度、持久性、工作性能或其他品质,或降低成本。
22.相比之下,根据astm-d-883,增强塑料被定义为一些强度性能大大优于基础树脂的塑料,这是由于复合材料中嵌入了高强度填料。增强填料通常是纤维、织物或由纤维制成的垫。
23.间隔层优选由具有纤维增强的热塑性片状材料制成,例如聚丙烯/玻璃纤维材料或聚酰胺/玻璃纤维材料。其优选的纤维含量不多于50%,优选为15至30%。使用的纤维主要是短的短纤维。可以调整这种材料,使得在预热坯料片后,可以在真空成型机中容易地加工,形成具有多个突起的3d形状。
24.间隔层形成为具有一个或多个突起的三维形状,使得在两个层都至少在其表面的一部分上彼此材料连接之后,在冲击层和间隔层之间形成一个或多个空腔。所形成的突起将间隔板抬起远离两个层之间的接触和结合平面,从而在两个层之间产生一个或多个空腔。空腔在本文中被定义为固体物体内的空的空间,其中固体物体由形成冲击保护板的两个层一起构成。空腔或“空的空间”是不含有任何形成冲击层或间隔层的材料的部件区域,在标准工艺条件下,空腔将含有空气。任选地,空腔可以填充惰性气体、泡沫或凝胶,以进一步增强部件的隔热。
25.优选地,一个或多个突起是形成肋状物或卷边的交替隆起和凹陷的波状图案。波状图案可以具有锯齿形、梯形、正弦形或环形卷边形状的横截面轮廓,或者这样的横截面轮廓形状的组合。优选地,横截面可以是圆形或梯形。
26.波状图案可以是这样的,即肋状物指向前轮和后轮之间,或者垂直于这个方向,因此从汽车的左侧指向右侧。然而,它们也可以成角度或以v形图案放置。
27.或者,一个或多个突起可以是离散的隆起,优选地,隆起的形状为圆顶形、锥形、金字塔形或蛋盒形。
28.在一个突起的情况下,这可以是完全覆盖冲击层的间隔层上的一个较大的肋状物或卷边。然而,它也可以是具有一个或多个突起的较小间隔层,该突起不覆盖冲击层的整个表面,而是仅覆盖局部,同时多个这些较小间隔层元件也可以放置在专用区域上,以仅获得具有一个或多个突起的局部间隔层。
29.局部放置的肋状物或卷边与离散的抬高的凸起相结合也是可能的。
30.优选地,突起具有圆形顶部区域,其被定义为间隔层远离冲击层的那些区域。
31.突起可以以图案或随机顺序放置。
32.所使用的突起可以在高度和/或宽度上不同,使得某些突起更专用于任何冲击的重定向,而其它突起较小,并且在冲击时不与下面的结构直接接触,但是可以增加整个板的隔热。
33.替代地或附加地,突起可以与邻近冲击保护板的一个或多个车辆部件的主体形状成镜像。特别是使得在冲击后首先与相邻部件接触的区域与车体的更强区域相对放置,例如加强梁或冲击保护罩,其可以进一步吸收任何剩余的冲击能量。这些区域甚至可以专用于吸收能量,因此通过冲击保护板传递的任何冲击能量都被车体上的这些冲击吸收和/或重定向区域抵消。
34.间隔层可以基本覆盖冲击层的整个表面,或者可以仅覆盖专用区域。例如,冲击保护板可以延伸到要保护的区域之外,并且在相邻区域中作为标准的冲击保护板工作,而不需要额外的隔热层,或者因为该区域不够高而不能形成间隔层形式的隔热层。
35.或者,例如在节省重量是一个问题的情况下,间隔层可以仅用于彼此分离的较小区域,在这种情况下,间隔层被分成较小的层,用于部件的专用区域,并且在冲击保护板之间只有冲击层。
36.优选地,形成的空腔包括至少一个通气孔,优选地在间隔层中或在间隔层和冲击层之间。通气孔可以是生产过程的残余物。
37.令人惊讶的是,通气孔不仅防止了部件冷却过程中空腔的塌陷。它们还在环境温度变化期间起到压力补偿的作用,防止在使用中由于空腔中的压力过低或过高而导致的空
腔的塌陷和/或两个层的分层。这也降低了翘曲的风险。
38.优选地,冲击层包括嵌入热塑性聚合物材料中的短纤维、长纤维、编织物、针织物、无卷曲织物、纺织品或单向纤维和/或长丝中的至少一种制成的至少一个片。
39.用于冲击层或间隔层的增强纤维和/或长丝可以基于玻璃、碳、芳族聚酰胺、玄武岩或纤维素中的至少一种,或这样的材料中的一种或多种的任何混合物。
40.优选地,冲击层是多层材料。
41.冲击层可以包括由至少一种纤维增强热塑性聚合物制成的至少一个芯层,并且进一步包括由嵌入热塑性聚合物中的单向带、有机片或纤维增强材料制成的至少一个表层。对于间隔层所定义的相同材料规格可用于芯层。然而,为了获得良好的抗冲击性,增强纤维的量可以更高。为了防止翘曲,优选芯层的两侧具有相同的覆盖层或叠层。然而,间隔层可以用作第二覆盖层,并且选择在芯层的相对表面上使用的表层的量以防止或最小化翘曲。
42.或者,冲击层可以包括多个有机片、ud带或ncf带或这些材料的组合。
43.用于制造多层结构的材料可以组合成单层,并作为之后可以加热并直接使用的半成品材料出售。这些层的排列方向可以不同。
44.贯穿本文使用的有机片是半成品材料,优选是嵌入热塑性聚合物基体中的碳、玻璃、玄武岩或芳纶、纤维织物。优选地,纤维织物是针织或编织纺织品结构中的一种。用于织物的纤维材料可以包括矿物纤维,如玻璃纤维、芳纶纤维、碳纤维和/或天然纤维。
45.贯穿本文使用的单向(ud)带是不同宽度的无端纤维增强带,其中单向排列的增强纤维(如玻璃纤维或碳纤维)嵌入热塑性基体中。对于ud带,可以使用与有机片相同的纤维和热塑性基体。优选地,无端长丝可用于ud带中。
46.贯穿本文使用的无卷曲织物(ncf)类似于ud带,但在ncf带的情况下,排列的增强纤维由垂直于ud纱的纬纱保持在一起,ud纱在经向上。在这样的结构中,在纬向使用额外的聚合物或玻璃长丝不过多地中断长丝的ud取向,并有助于编织结构具有足够的刚性以保持任何所需的形状。纬向纤维的数量明显低于经向纤维的数量。对于ncf带,可以使用与有机片相同的纤维和热塑性基体。
47.优选地,无端长丝可用于ncf带中。通常,ncf带含有多个具有特定取向的玻璃纤维层。示例可以是具有0
°
和90
°
取向的两个层、0
°
、90
°
/90
°
/0
°
的四个层或更多层以及0
°
至90
°
的任何角度的ncf层。分层的交替方向使得部件的所有方向的刚度相等。
48.形成冲击层的夹层材料的一个或多个覆盖层可以由单层或多层的ud带、ncf带或有机片形成。
49.或者,ud带、有机片或ncf带的形式的覆盖层仅用于冲击保护板的特定区域,以形成局部加强,或者以条纹形式增加板的刚度。
50.冲击层的芯层可以通过本领域已知的任何方法形成,包括但不限于热成形板,例如通过容纳在覆盖层之间的注射成型化合物,或容纳在覆盖层之间的挤出化合物,压缩以形成冲击层。预成型的冲击层可以在成型过程中仍然是温热的情况下使用,或者例如通过红外炉再加热。
51.为了防止间隔层或冲击层粘附,表面可以覆盖一个轻质非织造稀松布层。该层可以在最终模塑步骤中位于冲击层和间隔层之间,而不影响最终部件的模塑和/或层压。这些层足够薄以让热塑性聚合物通过,并材料上连接或粘合到相对的层。
52.用于制造根据本发明的冲击保护板的至少一种(优选全部)组分可以基于再循环或再生的来源。优选地,一个或两个层可以包括掺入聚合物材料混合物中的切碎的或碎片材料,并且可以包括足够长以用作增强纤维或用作非增强纤维的超短纤维的部分纤维。碎片材料中的纤维类型可以与主要纤维类型不同。
53.根据本发明的冲击保护板可以包括额外的层,例如在接触模具的表面上的非织造稀松布层,以防止该层粘附到模具表面上。
54.间隔层可能需要局部加强贴片以增加刚度或防止裂纹,例如,可以使用额外的ud或ncf带,特别是作为小贴片而不是整个表面上的条纹。
55.根据本发明的冲击板可以用在客车上或客车中需要冲击保护和/或隔热的任何地方,特别是在牵引电池外壳下面或邻近区域、油箱下面、后部和前部防护罩下面、或任何易于受到冲击损坏的电子器件。
56.生产根据本发明的冲击保护板的方法
57.生产根据前述权利要求中的一项所述的冲击板的方法,至少具有以下步骤:1.将用于间隔层的至少一个热塑性聚合物材料的加热的片放入两部分压缩型模具的一部分中,优选下部工具部分中,并且通过穿过模具表面施加真空来形成抵靠模具表面的一个或多个热塑性外层,和
58.2.将用于冲击层的加热的板放在下模具中由此形成的间隔层上,两个层仍然足够热以悬垂,并且闭合顶部模具以在专用区域处产生两个层之间的接触,从而在层之间产生材料连接,同时两个层仍然足够热以允许结合,其中在模具闭合期间和/或之后,将反应性或非反应性流体或流体混合物或气体吹入具有一个或多个针型通道的腔内的两个层之间,从而保持腔的形状,并且在模塑步骤结束时撤回针之后产生一个或多个永久性通气孔。
59.最终的部件脱模并进一步冷却。器具的任何修整或添加都可以在模塑期间或之后进行。例如安装装置的器具可以在开始阶段或中间阶段结合到模具中。
60.该方法的优点在于,冲击板仍然形成在基本平坦的位置,而间隔层可以集成更深的拉伸设计特征,如肋状物或卷边。不能通过单独使用冲击层的结构材料制造的突起现在可以在不增加复杂性的情况下集成到部件的设计中。
61.令人惊讶的是,两种材料面对面连接的区域显示出完全的冲击保护,而有空腔的区域仍然提供完全的冲击保护。
62.令人惊讶的是,间隔层中形成的突起和冲击板之间由此产生的空腔增加了车辆覆盖区域的隔热。这对于特别是电子设备和电池来说是一个巨大的优势,当在短时间内经受快速变化的温度或大的温度变化时,这些设备和电池容易劣化或故障。
63.由于根据本发明的冲击层和间隔层的组合,与根据现有技术的复合材料和金属部件相比,该部件可以设计得更轻。
64.冲击层可以不多于7000g/m2,优选在2000至6000g/m2,而间隔层可以不多于5500g/m2,与现有技术解决方案相比,冲击板的每平方米重量减少30%。
65.冲击层的厚度可以为2至6mm,优选3至5mm,而间隔层的厚度可以为2至20mm,该厚度在与冲击层的结合平面或接触平面和突起的外顶部之间测量。
附图说明
66.图1示出了具有根据本发明的冲击保护板的示例的汽车。
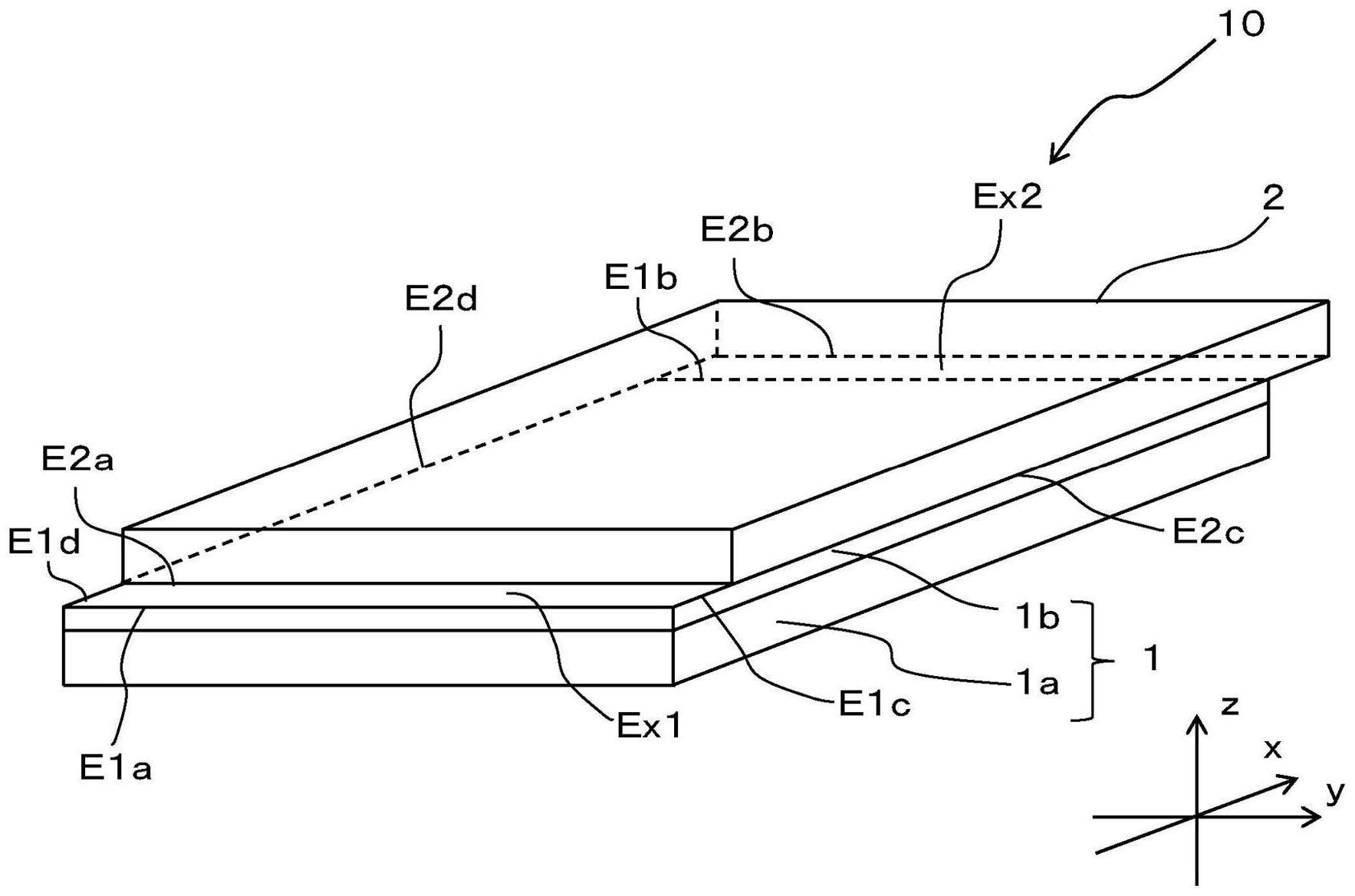
67.图2示出了根据本发明的冲击保护板的剖面部分。
68.图3示出了间隔层中突起的可能截面轮廓。
69.图4示出了间隔层的可选突起。
70.图5示出了制造根据本发明的冲击保护板的方法。
具体实施方式
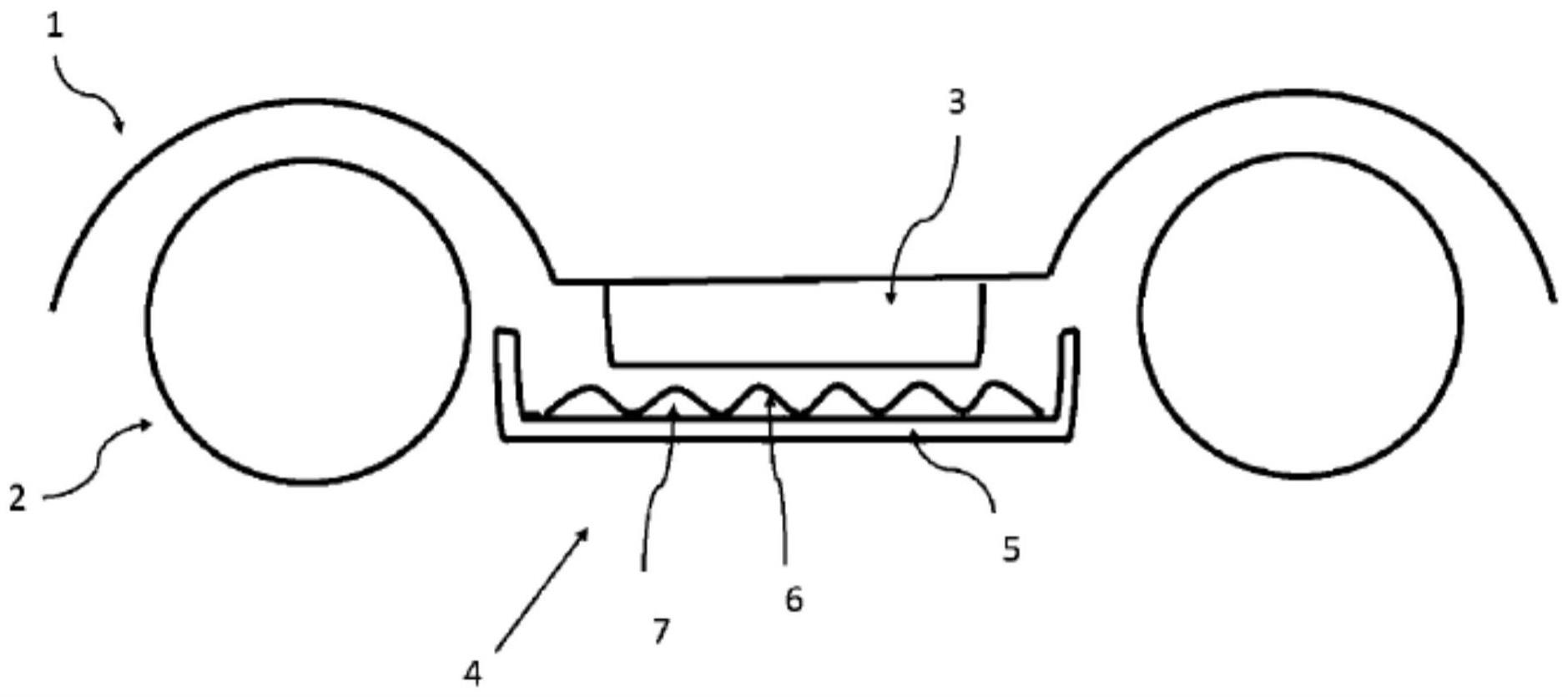
71.图1示意性地示出了根据本发明的冲击保护板在车辆上用作电池冲击保护板的用途。车身1和车轮2表示客车的正常布局。在乘客舱下方放置具有用于车辆牵引的电芯或模块的电池外壳3。包括电池电芯或模块的电池外壳是沉重的结构,部分是因为电池本身,但也因为外壳由固体金属制成以防止损坏内容物。在较低的区域可以放置冷却板。较新的设计将电池外壳的下部面向道路的面板与冷却板功能相结合。电池外壳的下表面甚至可以镜像并结合冷却板的形状。
72.(未示出)
73.将冷却板放置在电池电芯或模块下方,并将其直接或间接与电池外壳的下面板结合,存在很大的风险。冲击可能损坏冷却板的下表面并削弱冷却功能,增加电池系统过热的风险。然而,即使没有损坏的风险,电池盒的下表面在行驶过程中和静止时都暴露在汽车表面下的气流中,同时表面(如夏天太阳下的柏油路面)的热量可以使温度升高,并妨碍电池的正常冷却。特别是当汽车不使用时,电池温度控制也不运行,因此电池可能容易出现高和低的极端温度。最佳电池工作温度为25至30℃,最高35℃。
74.在电池外壳下方,放置根据本发明的冲击保护板4,该冲击保护板4具有冲击层5和间隔层6,该间隔层6形成具有多个突起的三维形状。间隔层可以是在该层最靠近另一层的表面的区域上连接到冲击板的材料,以在突起区域在两个层之间形成封闭的空腔。封闭的空腔像气穴一样工作,提供隔热。令人惊讶的是,同样较低数量的气穴的放置成使得隆起之间的区域被封闭在隆起和车辆的相对表面之间,也可以产生具有静止空气的区域,提供额外隔热。因此,并非整个表面都需要用突起覆盖。
75.令人惊讶的是,冲击板和间隔层的组合不仅将板冲击引导至电池电芯周围的罩和/或没有流动液体的冷却板区域,而且由形成气穴7的空腔获得的隔离提供了足够的隔热以保持电池外壳中的稳定温度。
76.该板可以放置在电池外壳的主体或任何其他需要冲击保护的汽车部件上,并可以受益于额外的隔热,使得在冲击保护板和待保护的部件的下表面之间没有气流。优选地,冲击层的端部被延伸和成形,使得它们可以形成用于间隔层的托盘。特别是使得冲击保护板可以主要通过仅连接到冲击层的安装装置来安装。
77.间隔层可以完全覆盖面向待保护的部件的表面,或者冲击板可以在车身区域的整个表面上延伸,而仅在需要额外隔热的区域中应用间隔层以产生局部隔离区域。仅在需要的地方放置部件可节省材料和重量。
78.优选地,该部件可以安装到汽车上,在间隔板和相对表面之间具有至少2mm的微小空气间隙。
79.图2示出了作为示例的冲击保护板4的一部分,其中间隔层6具有梯形波纹,其中平坦表面与下面的冲击层5接触。梯形横截面的优点在于,与正弦波纹层相比,层之间的接触表面更大,并且使得层之间的结合更强。这不仅可以优化层之间的层压,还可以增加冲击层5的刚度。冲击层5在这里显示为具有两个覆盖层8和一个芯层9的夹层结构的示例。
80.图3是波纹形式的可能突起的示例。波纹可以是锯齿a、梯形b、正弦c或环形卷边轮廓d或这些横截面轮廓的组合的任何横截面。优选地,横截面可以是圆形或梯形。在图中还可以看出,波纹不必彼此直接跟随,无波纹区域可以位于波纹区域之间。
81.图4示出了间隔层中离散隆起形式的其他突起的示例,在这种情况下是具有圆形顶部区域的金字塔形或圆锥形,定义为间隔层中远离冲击层的那些区域。示出了空腔7。
82.图5示意性示出了生产根据本发明的冲击保护板的方法。
83.生产根据本发明的冲击保护板的方法,至少具有以下步骤:b.将用于间隔层6的热塑性材料的加热的片a放入两部分压缩型模具13、14的一个部分中,优选下部工具部分14中,并通过穿过模具表面施加真空15来真空成形抵靠模具表面的热塑性间隔层,和
84.d.将用于冲击层5的加热板17放在下模具14中如此形成的间隔层6上,两层仍然热到足以悬垂,并且闭合顶部模具13以在专用区域产生两个层之间的接触,从而在两个层之间产生材料连接,同时两个层仍然足够热以允许结合,其中在模具闭合期间,将流体或气体吹入两层之间的腔内具有针型通道15、16,以保持腔的形状,防止任一层的下垂,以及在模塑步骤结束时撤回针之后,在空腔中形成永久的通气孔。
85.间隔层6和冲击层5可以在单独的步骤a和b中加热。例如通过用12或17表示的红外炉,取决于厚度和所用的材料,该层可以从两侧加热或仅从一侧加热。这种材料应该足够柔软以在模具内悬垂而不断裂或破裂。
86.或者,冲击层5和/或间隔层5用本领域已知的方法生产,并且仍然热的片材料直接用于模塑步骤。这些方法可以是例如注射成型工艺、d-lft工艺或压缩模塑工艺。
87.将热间隔层6放置在下模具14的顶部,并且在仍然温热时立即真空模塑为间隔层的最终形状,真空可以通过下模具内与模具表面连接的通道15来实现。特别是在远离模具顶部上的初始材料层平面的区域。突起内的侧壁可发生轻微变薄,但是需要控制以防止在间隔层中产生孔。
88.最佳地,该过程被定时,使得在间隔层仍然是温热的同时将热冲击层放置在真空成形的间隔层的顶部。使两个层仍然是热的或至少是温热的改善了两个层的层压,层压意味着两个层之间的材料结合。
89.冲击层5以直接接触的形式放置在形成的间隔层6的顶部。至少一个空气供应管16或15从侧面16或从下方15放置在两层之间,使得在部件的闭合和最终模塑步骤期间,可以将流体,优选空气,吹入空腔内。管可以是细的,并且优选地是针形的,以便能够例如在脱模之前或脱模过程中移除管,同时留下小的孔。将流体吹入空腔内,使得下间隔层不会再次被拉起,同时防止冲击层在空腔内下垂。另一个优点是在冷却阶段,在空腔内的轻微过压的情况下单个突起不塌陷。通过在空腔中保持小的孔,在部件的使用过程中提供压力补偿。
90.尽管保持接近总体平坦的平面,背对间隔件的冲击层的表面也可以形成为3d形状,例如以产生空气动力学表面和/或包括小的肋状物以进一步增加层的刚度,从而增加整个部件的刚度。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。