1.本公开涉及一种机床的控制装置。
背景技术:
2.在通过机床进行切削加工时,有时在刀具与工件之间持续地产生颤振(chatter vibration)。根据产生振动的主要原因,颤振被分类为强迫颤振和自激颤振。强迫颤振是受到强迫性的振动源的影响而产生的,自激颤振是在机床的动态特性与切削过程重叠而满足了规定的条件时在没有特定的振动源的情况下产生的。自激颤振中的再生型自激颤振是由于切削碎屑厚度的变动产生的。
3.以往,已知一种通过使机床中的主轴的旋转速度周期性地变动来抑制再生型自激颤振的技术(例如参照专利文献1)。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2012-091283号公报
技术实现要素:
7.发明要解决的问题
8.然而,在上述技术中,在主轴的旋转速度的周期性的变动中出现突然变更的情况下,会伴有机械性的冲击、由于速度偏差过大而引起的加工面的品质的劣化等不良影响。因此,需求一种能够在维持抑制再生型自激颤振的效果的同时降低因主轴的旋转速度的周期性的变动的突然变更而引起的不良影响的机床的控制装置。
9.用于解决问题的方案
10.本公开所涉及的机床的控制装置具备:变动指令计算部,其基于机床中的主轴马达的速度指令和用于使所述主轴马达的旋转速度周期性地变动的变动条件,来生成变动指令;以及速度控制部,其基于所述速度指令和所述变动指令来控制所述主轴马达的旋转速度,其中,在所述变动条件变更时,所述变动指令计算部生成使周期性地变动的所述旋转速度的振幅和/或周期性地变动的所述旋转速度的频率逐渐地变更的所述变动指令。
11.发明的效果
12.根据本公开,能够在维持抑制再生型自激颤振的效果的同时降低因主轴的旋转速度的周期性的变动的突然变更而引起的不良影响。
附图说明
13.图1是示出第一实施方式所涉及的机床的概要的图。
14.图2是示出第一实施方式所涉及的马达控制装置的处理的流程的流程图。
15.图3是示出第一实施方式中使主轴马达的旋转速度(主轴速度)的周期性的变动停止了的情况下的时间历程的图。
16.图4是示出以往使主轴马达的旋转速度(主轴速度)的周期性的变动停止了的情况下的时间历程的图。
17.图5是示出第二实施方式所涉及的机床的概要的图。
18.图6是示出第二实施方式所涉及的马达控制装置的处理的流程的流程图。
19.图7是示出第二实施方式中使主轴马达中的周期性地变动的旋转速度(主轴速度)的振幅增大了的情况下的时间历程的图。
20.图8是示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)的振幅增大了的情况下的时间历程的图。
21.图9是示出第二实施方式中使主轴马达中的周期性地变动的旋转速度(主轴速度)的振幅减小了的情况下的时间历程的图。
22.图10是示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)的振幅减小了的情况下的时间历程的图。
23.图11是示出第二实施方式中使主轴马达中的周期性地变动的旋转速度(主轴速度)的频率增大了的情况下的时间历程的图。
24.图12是示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)的频率增大了的情况下的时间历程的图。
25.图13是示出第二实施方式中使主轴马达中的周期性地变动的旋转速度(主轴速度)的频率减小了的情况下的时间历程的图。
26.图14是示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)的频率减小了的情况下的时间历程的图。
具体实施方式
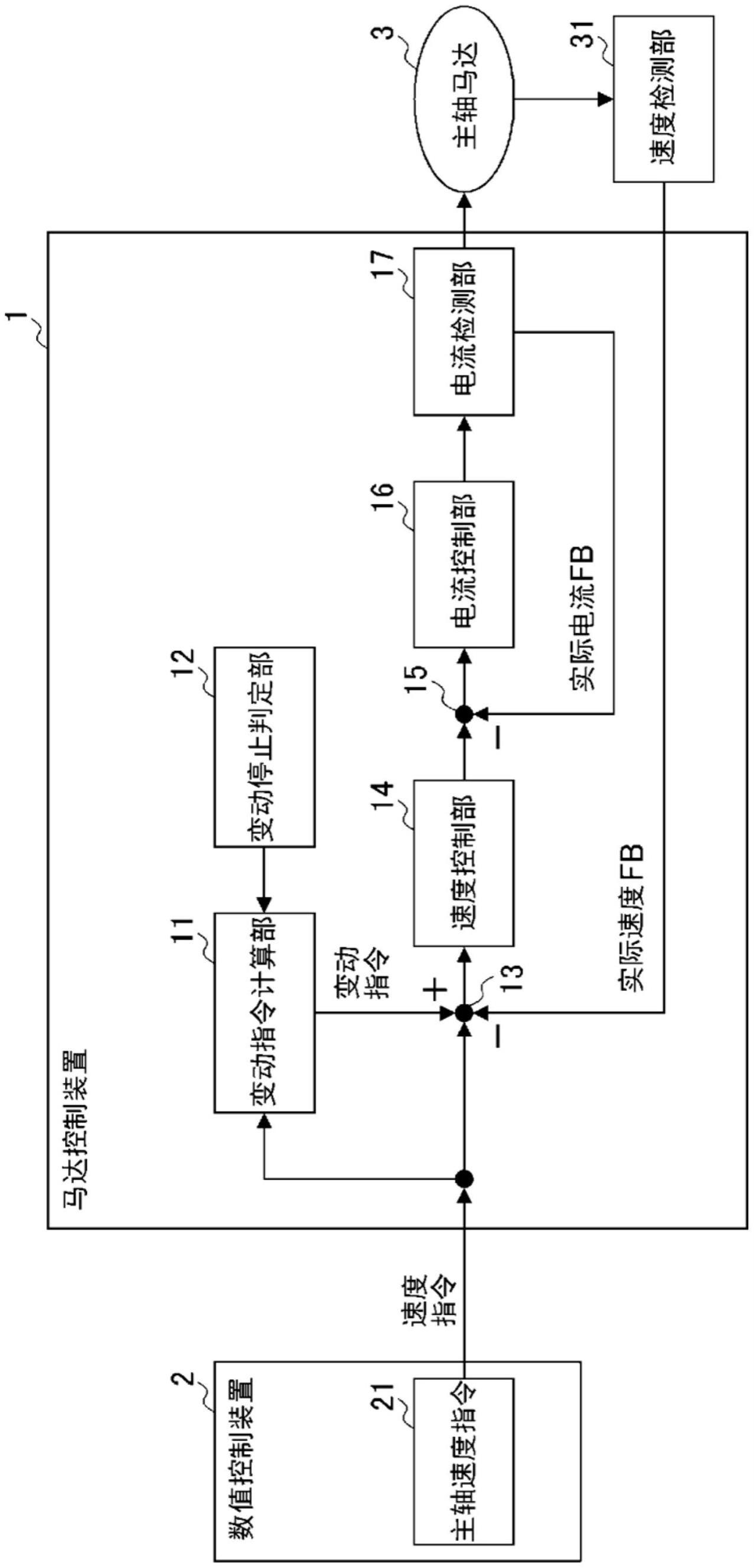
27.首先,对本公开的第一实施方式进行说明。图1是示出第一实施方式所涉及的机床的概要的图。
28.机床是如下装置:基于来自数值控制装置2的速度指令来控制马达控制装置1,从而使主轴马达3旋转,由此进行切削加工等规定的加工。该机床通过使主轴马达3的旋转速度周期性地变动、即通过使主轴马达3的旋转速度发生正弦波振动,来抑制再生型自激颤振。
29.马达控制装置1具备变动指令计算部11、变动停止判定部12、速度控制部14、电流控制部16以及电流检测部17。
30.变动指令计算部11基于机床中的主轴马达3的速度指令和用于使主轴马达3的旋转速度周期性地变动的变动条件(振幅和/或频率),来生成变动指令,并将其作为信号输出。在变动条件变更时,该变动指令计算部11生成使周期性地变动的主轴马达3的旋转速度的振幅逐渐地变更的变动指令,并将其作为信号输出。具体地说,变动指令计算部11在从变动停止判定部12接收到作为变动条件的停止指令的信号的情况下,生成使周期性地变动的主轴马达3的旋转速度的振幅衰减(逐渐地减小)并变为零的变动指令,并将其作为信号输出。周期性地变动的主轴马达3的旋转速度的振幅的衰减量采用规定的变化量(时间常数)、从加工程序输入的值、所设定的参数的值等。变动条件的设定采用来自加工程序的输入、所设定的参数等。
31.变动停止判定部12基于规定的触发来生成使主轴马达3的旋转速度的变动停止的停止指令,并将其作为信号输出。规定的触发采用从数值控制装置2等外部输入的信号、来自加工程序的输入、所设定的参数等。
32.附图标记13表示:对从主轴速度指令21作为信号输出的速度指令的值加上从变动指令计算部11作为信号输出的变动指令的值并且减去从速度检测部31作为信号输出的实际速度反馈的值而得到的值被作为信号输入到速度控制部14。
33.速度控制部14基于速度指令和变动指令来生成用于控制主轴马达3的旋转速度的指令,并将其作为信号输出。
34.附图标记15表示:从自速度控制部14作为信号输出的指令的值减去自电流检测部17作为信号输出的实际电流反馈的值而得到的值被作为信号输入到电流控制部16。
35.电流控制部16基于被输入的信号来生成用于驱动主轴马达3的电压指令,并将其作为信号输出。
36.电流检测部17检测作为主轴马达3的电流值的信号,并将检测结果作为实际电流反馈的信号输出。
37.数值控制装置2具备主轴速度指令21。主轴速度指令21生成主轴马达3的速度指令,并将其作为信号输出。
38.主轴马达3在马达控制装置1的控制下进行旋转。速度检测部31检测主轴马达3的旋转速度,并将检测结果作为实际速度反馈的信号输出。速度检测部31采用编码器等。
39.图2是示出第一实施方式所涉及的马达控制装置1的处理的流程的流程图。图2所示的处理按生成变动指令的周期(控制周期)重复执行。
40.在变动指令计算部11从变动停止判定部12接收到作为变动条件的停止指令的信号的情况下(在步骤s11中为“是”的情况下),进入步骤s12。另一方面,在变动指令计算部11未从变动停止判定部12接收到作为变动条件的停止指令的信号的情况下(在步骤s11中为“否”的情况下),进入步骤s13。
41.在步骤s12中,将使周期性地变动的主轴马达3的旋转速度的振幅a(变动指令中的振幅a)降低规定的变化量ax(x:小于1的正的值)而得到的值(a-ax)设为新的振幅a,进入步骤s13。
42.在周期性地变动的主轴马达3的旋转速度的振幅a衰减并变为零的情况下(在步骤s13中为“是”的情况下),进入步骤s15。另一方面,在周期性地变动的主轴马达3的旋转速度的振幅a未变为零的情况下(在步骤s13中为“否”的情况下),进入步骤s14。
43.在步骤s14中,变动指令计算部11基于在步骤s12中计算出的振幅a来生成变动指令。另一方面,在步骤s15中,变动指令计算部11不生成变动指令。
44.图3是示出第一实施方式中使主轴马达3的旋转速度(主轴速度)的周期性的变动停止了的情况下的时间历程的图。如图3所示,在使主轴速度1000
±
500[min-1
]这样的周期性的变动停止了的情况下,主轴速度的振幅逐渐地衰减并变为零。像这样,在本实施方式中,使速度变化的陡峭变得缓和,因此能够降低对加工面品质的不良影响。
[0045]
另一方面,图4是示出以往使主轴马达的旋转速度(主轴速度)的周期性的变动停止了的情况下的时间历程的图。如图4所示,在以往使主轴速度1000
±
500[min-1
]这样的周期性的变动停止了的情况下,主轴速度的振幅突然变为零。像这样,以往的情况下,会产生
因急剧的速度变化而引起的机械性的冲击,由于速度偏差过大而导致加工面品质劣化。
[0046]
如以上所说明的那样,第一实施方式所涉及的马达控制装置1具备:变动指令计算部11,其基于机床中的主轴马达3的速度指令和用于使主轴马达3的旋转速度周期性地变动的变动条件,来生成变动指令;以及速度控制部14,其基于速度指令和变动指令来控制主轴马达3的旋转速度,其中,在变动条件变更时,变动指令计算部11生成使周期性地变动的旋转速度的振幅逐渐地变更的变动指令。
[0047]
由此,使速度变化的陡峭变得缓和,因此,能够在维持抑制再生型自激颤振的效果的同时降低因主轴马达3的旋转速度的周期性的变动的突然变更而引起的不良影响。
[0048]
另外,马达控制装置1具备变动停止判定部12,该变动停止判定部12基于规定的触发来生成使旋转速度的变动停止的停止指令,变动指令计算部11在接收到作为变动条件的停止指令的情况下,生成使周期性地变动的旋转速度的振幅衰减并变为零的变动指令。
[0049]
由此,特别是在停止时,能够在维持抑制再生型自激颤振的效果的同时降低因主轴马达3的旋转速度的周期性的变动的突然停止而引起的不良影响。
[0050]
接着,对本公开的第二实施方式进行说明。图5是示出第二实施方式所涉及的机床的概要的图。此外,在第二实施方式的说明中,对与第一实施方式共通的结构、作用及效果,通过标注相同的附图标记等来适当省略其说明。
[0051]
图5所示的机床与第一实施方式所涉及的机床的不同点在于,图5所示的机床具备马达控制装置1a来代替马达控制装置1。马达控制装置1a与马达控制装置1的不同点在于,马达控制装置1a具备变动条件设定部12a来代替变动停止判定部12。
[0052]
在变动条件变更时,变动指令计算部11生成使周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率逐渐地变更的发送指令。具体地说,在变动条件变更时,变动指令计算部11将周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率的变更前的值与变更后的值进行比较,在变更后的值比变更前的值大时,变动指令计算部11生成使周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率逐渐地增大的变动指令,在变更后的值比变更前的值小时,变动指令计算部11生成使周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率衰减的变动指令。
[0053]
变动条件设定部12a设定机床中的主轴马达3的速度指令和用于使主轴马达3的旋转速度周期性地变动的变动条件(振幅和/或频率),并将其作为信号输出。变动条件的设定采用来自加工程序的输入、所设定的参数等。
[0054]
图6是示出第二实施方式所涉及的马达控制装置1a的处理的流程的流程图。图6所示的处理按生成变动指令的周期(控制周期)重复执行。
[0055]
在步骤s21中,变动指令计算部11将作为变动条件的信号从变动条件设定部12a接收到的振幅的设定值a0与当前的振幅a进行比较。在振幅的设定值a0比当前的振幅a大的情况下,进入步骤s22。在振幅的设定值a0与当前的振幅a相同的情况下,进入步骤s24。在振幅的设定值a0比当前的振幅a小的情况下,进入步骤s23。
[0056]
在步骤s22中,将使周期性地变动的主轴马达3的旋转速度的振幅a提高规定的变化量ax(x:小于1的正的值)而得到的值(a ax)设为新的振幅a,进入步骤s24。
[0057]
在步骤s23中,将使周期性地变动的主轴马达3的旋转速度的振幅a降低规定的变化量ax(x:小于1的正的值)而得到的值(a-ax)设为新的振幅a,进入步骤s24。
[0058]
在步骤s24中,变动指令计算部11将作为变动条件的信号从变动条件设定部12a接收到的频率的设定值f0与当前的频率f进行比较。在频率的设定值f0比当前的频率f大的情况下,进入步骤s25。在频率的设定值f0与当前的频率f相同的情况下,进入步骤s27。在频率的设定值f0比当前的振幅f小的情况下,进入步骤s26。
[0059]
在步骤s25中,将使周期性地变动的主轴马达3的旋转速度的频率f提高规定的变化量fx(x:小于1的正的值)而得到的值(f fx)设为新的振幅f,进入步骤s27。
[0060]
在步骤s26中,将使周期性地变动的主轴马达3的旋转速度的频率f降低规定的变化量fx(x:小于1的正的值)而得到的值(f-fx)设为新的振幅f,进入步骤s27。
[0061]
在步骤s27中,变动指令计算部11基于振幅a和频率f来生成变动指令。
[0062]
图7是示出第二实施方式中使主轴马达3中的周期性地变动的旋转速度(主轴速度)的振幅增大了的情况下的时间历程的图。如图7所示,在使主轴马达3中的周期性地变动的主轴速度1000
±
200[min-1
]那样的振幅增大来使主轴速度变为1000
±
500[min-1
]的情况下,振幅逐渐地增大。即,在振幅变更后,本实施方式的主轴马达的主轴速度平滑地变更。
[0063]
另一方面,图8是示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)的振幅增大了的情况下的时间历程的图。如图8所示,在以往使主轴马达3中的周期性地变动的主轴速度1000
±
200[min-1
]那样的振幅增大来使主轴速度变为1000
±
500[min-1
]的情况下,振幅急剧地增大。即,在振幅变更后,以往的主轴马达的主轴速度急剧地变化。
[0064]
图9是示出第二实施方式中使主轴马达3中的周期性地变动的旋转速度(主轴速度)的振幅减小了的情况下的时间历程的图。如图9所示,在使主轴马达3中的周期性地变动的主轴速度1000
±
500[min-1
]那样的振幅减小来使主轴速度变为1000
±
200[min-1
]的情况下,振幅衰减(逐渐地减小)。即,在振幅变更后,本实施方式的主轴马达3的旋转速度平滑地变更。
[0065]
另一方面,图10是示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)的振幅减小了的情况下的时间历程的图。如图10所示,在以往使主轴马达中的周期性地变动的主轴速度1000
±
500[min-1
]那样的振幅减小来使主轴速度变为1000
±
200[min-1
]的情况下,振幅突然减小。即,在振幅变更后,以往的主轴马达的主轴速度急剧地变化。
[0066]
图11是示出第二实施方式中使主轴马达3中的周期性地变动的旋转速度(主轴速度)的频率增大了的情况下的时间历程的图。如图11所示,在使主轴马达3中的周期性地变动的主轴速度1000
±
500[min-1
]的周期2[hz]增大至8[hz]的情况下,频率逐渐地增大。即,在频率变更后,本实施方式的主轴马达3的主轴速度平滑地变更。
[0067]
另一方面,图12是示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)增大了的情况下的时间历程的图。如图12所示,在以往使主轴马达中的周期性地变动的主轴速度1000
±
500[min-1
]的周期2[hz]增大至8[hz]的情况下,频率急剧地增大。即,在频率变更后,以往的主轴马达的主轴速度急剧地变化。
[0068]
图13是示出第二实施方式中使主轴马达3中的周期性地变动的旋转速度(主轴速度)的频率减小了的情况下的时间历程的图。如图13所示,在使主轴马达3中的周期性地变动的主轴速度1000
±
500[min-1
]的周期8[hz]减小至2[hz]的情况下,频率衰减(逐渐地减小)。即,在频率变更后,本实施方式的主轴马达3的主轴速度平滑地变更。
[0069]
另一方面,图14示出以往使主轴马达中的周期性地变动的旋转速度(主轴速度)的
频率减小了的情况下的时间历程。如图14所示,在以往使主轴马达中的周期性地变动的主轴速度1000
±
500[min-1
]的周期8[hz]减小至2[hz]的情况下,频率急剧地减小。即,在频率变更后,以往的主轴马达的主轴速度急剧地变化。
[0070]
如以上所说明的那样,第二实施方式所涉及的马达控制装置1a具备:变动指令计算部11,其基于机床中的主轴马达3的速度指令和用于使主轴马达3的旋转速度周期性地变动的变动条件,来生成变动指令;以及速度控制部14,其基于速度指令和变动指令来控制主轴马达3的旋转速度,其中,在变动条件变更时,变动指令计算部11生成使周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率逐渐地变更的变动指令。
[0071]
由此,根据马达控制装置1a,使速度变化的陡峭变得缓和,因此,能够在维持抑制再生型自激颤振的效果的同时降低因主轴马达3的旋转速度的周期性的变动的突然变更而引起的不良影响。
[0072]
另外,在变动条件变更时,变动指令计算部11将周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率的变更前的值与变更后的值进行比较,在变更后的值比变更前的值大时,变动指令计算部11生成使周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率逐渐地增大的变动指令,在变更后的值比变更前的值小时,变动指令计算部11生成使周期性地变动的旋转速度的振幅和/或周期性地变动的旋转速度的频率衰减的变动指令。
[0073]
由此,根据马达控制装置1a,能够更可靠地在维持抑制再生型自激颤振的效果的同时降低因主轴马达3的旋转速度的周期性的变动的突然变更而引起的不良影响。
[0074]
以上,对本发明的实施方式进行了说明,但是上述的马达控制装置1、1a能够通过硬件、软件或者它们的组合来实现。另外,由上述的马达控制装置1、1a进行的控制方法也能够通过硬件、软件或者它们的组合来实现。此外,通过软件来实现的意思是通过由计算机读入并执行程序来实现。
[0075]
附图标记说明
[0076]
1、1a:马达控制装置(机床的控制装置);11:变动指令计算部;12:变动停止判定部;12a:变动条件设定部;14:速度控制部;16:电流控制部;17:电流检测部;2:数值控制装置;21:主轴速度指令;3:主轴马达;31:速度检测部。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。