1.本公开涉及一种定子、旋转电机、定子的制造方法和旋转电机的制造方法。
背景技术:
2.通常,作为实现作为无刷电动机的旋转电机的小型高输出化的方法,可以列举绕组的高占有率。以往,作为实现绕组的高占有率的技术,众所周知存在以下技术(例如,参照专利文献1、2)。现有技术文献专利文献
3.专利文献1:日本专利特许第4444639号公报专利文献2:日本专利特许第4490248号公报
技术实现要素:
发明所要解决的技术问题
4.但是,在向多个极齿部绕线之后,在使芯部环状化时,由于线圈部之间的跨接线或与电路基板连接的终端线复杂地交缠,因此,有可能会发生线圈部的松塌或松弛,或者跨接线、终端线咬入而损伤线圈的绝缘膜。为了防止这情况,需要复杂的专用辅助工具或专用设备,但是此时的制造成本会上升。
5.另外,在将芯部环状化之后,在对绕组的终端线进行整形或将终端线与电路基板连接的处理中,线圈部之间的跨接线或与电路基板连接的终端线复杂地交缠,因此,难以自动化。因此,也研究了如下的结构:放弃连续地卷绕绕组而使用由多个接头构成的母线将终端线连接到电路基板,从而简化终端线的整形。但是,在这种情况下,母线的结构会复杂化,并且部件数量增加,制造成本会上升。
6.本公开是鉴于上述技术问题而作出的,其目的在于以低成本且高品质提供一种能够通过绕组的高占有率来实现小型高输出化的旋转电机。解决技术问题所采用的技术方案
7.为了实现上述目的,本公开的第一方式的定子包括:芯部,上述芯部具有分别形成有多个极齿部的多个分割芯部;以及绕组,上述绕组具有多个线圈部,所述多个线圈部在将m设为2以上的自然数、将n设为自然数的情况下,以m串联n并联方式进行三角形接线,或者在将k设为2以上的偶数、将n设为自然数的情况下,以k串联n并联方式进行三角形接线,在上述多个极齿部以集中卷绕方式卷绕,上述多个线圈部的形成u相的u相的线圈部、形成v相的v相的线圈部和形成w相的w相的线圈部向上述芯部的周向一侧依次反复排列,上述绕组具有多个电力输入线和多个跨接线,上述多个电力输入线分别将异相的上述线圈部中的一个线圈部的终端与另一线圈部的始端连接,上述多个跨接线分别包括:第一方向跨接线,上述第一方向跨接线将同相的上述线圈部中的一个线圈部的终端与相对于该一个线圈部位于上述芯部的周向一侧的另一线圈部的始端连接;以及第二方向跨接线,上述第二方向跨
接线将同相的上述线圈部中的一个线圈部的终端与相对于该一个线圈部位于上述芯部的周向另一侧的另一线圈部的始端连接,上述多个电力输入线中的任一个或若干个电力输入线具有将上述绕组的端部彼此连接的连接部。
8.为了实现上述目的,本公开的第二方式的旋转电机包括上述定子和分别连接有上述多个电力输入线中的两根以上的多个接线端子。
9.为了实现上述目的,本公开的第三方式的旋转电机包括上述定子和分别各连接有上述多个电力输入线中的一根的多个接线端子。
10.为了实现上述目的,本公开的第四方式的旋转电机包括上述定子和供上述多个电力输入线中的每一个直接地连接的电路基板。
11.为了实现上述目的,本公开的第五方式是一种定子的制造方法,上述定子包括:芯部,上述芯部具有分别形成有多个极齿部的多个分割芯部;以及绕组,上述绕组在将m设为2以上的自然数、将n设为自然数的情况下,以m串联n并联方式进行三角形接线,或者在将k设为2以上的偶数、将n设为自然数的情况下,以k串联n并联方式进行三角形接线,具有在上述多个极齿部以集中卷绕方式卷绕的多个线圈部,其中,上述定子的制造方法包括:以上述多个线圈部的形成u相的u相的线圈部、形成v相的v相的线圈部和形成w相的w相的线圈部向上述芯部的周向一侧依次反复排列的方式将上述绕组卷绕于上述多个极齿部;在将上述绕组卷绕于上述多个极齿部时,将异相的上述线圈部中的一个线圈部的始端与另一线圈部的终端连接并分别形成多个电力输入线,并且形成将同相的上述线圈部中的一个线圈部的始端与相对于该一个线圈部位于上述芯部的周向一侧的另一线圈部的终端连接的多个第一方向跨接线以及将一个线圈部的终端与相对于该一个线圈部位于上述芯部的周向另一侧的另一线圈部的始端连接的至少一个第二方向跨接线;在上述多个电力输入线中的任一个或若干个电力输入线中将上述绕组的端部彼此连接并形成上述三角形接线。
12.为了实现上述目的,本公开的第六方式的旋转电机的制造方法包括:通过上述定子的制造方法来制造上述定子,并且与分别连接有上述多个电力输入线中的两根以上的多个接线端子连接。
13.为了实现上述目的,本公开的第七方式的旋转电机的制造方法包括:通过上述定子的制造方法来制造上述定子,并且与分别各连接有上述多个电力输入线中的一根的多个接线端子连接。
14.为了实现上述目的,本公开的第八方式的旋转电机的制造方法包括:通过上述定子的制造方法来制造上述定子,并且将上述多个电力输入线中的每一个直接连接到电路基板。发明效果
15.根据本公开,能够以低成本且高品质提供一种能够通过绕组的高占有率来实现小型高输出化的旋转电机。
附图说明
16.图1是本公开的一实施方式的旋转电机的纵剖视图。图2是图1所示的定子的俯视图。图3是图2所示的定子的绕组接线图。
图4是示出本公开一实施方式的旋转电机的制造方法的第一实施方式中的芯部设置工序的图。图5是示出第一实施方式中的绕组卷绕工序的图。图6是通过第一实施方式中的绕组卷绕工序连接的多个线圈部的连接结构图。图7是说明在第一实施方式的绕组整形工序中多个电力输入线被整形的情形的图。图8是示出在第一实施方式的绕组整形工序中多个电力输入线被整形后的状态的图。图9a是示出在第一实施方式的接线工序中电力输入线通过熔合加工连接后的状态的一例的二视图。图9b是示出在第一实施方式的接线工序中绕组的卷绕开始端部和后端部通过熔合加工连接后的状态的一例的二视图。图10是示出通过第一实施方式的绕组卷绕工序的变形例将绕组卷绕于芯部的过程的图。图11是示出本公开一实施方式的旋转电机的制造方法的第一实施方式的变形例中的芯部设置工序的图。图12是示出本公开一实施方式的旋转电机的制造方法的第一实施方式的另一变形例中的芯部被翻转后的状态的图。图13是说明在第一实施方式的芯部翻转工序中芯部被翻转的情形的图。图14是示出第二实施方式中的绕组卷绕工序的图解的图。图15是第三实施方式中的定子的绕组接线图。图16是示出第三实施方式中的绕组卷绕工序的图解的图。图17是通过第三实施方式中的绕组卷绕工序连接的多个线圈部的连接结构图。图18是示出通过第四实施方式中的绕组卷绕工序将绕组卷绕于芯部的过程的图。图19是示出第四实施方式中的绕组卷绕工序的图解的图。图20是通过第四实施方式的绕组卷绕工序连接的多个线圈部的连接结构图。图21是示出本公开一实施方式的旋转电机的制造方法的第四实施方式的变形例中的芯部设置工序的图。图22是示出本公开一实施方式的旋转电机的制造方法的第四实施方式的另一变形例中的芯部设置工序的图。图23是示出第五实施方式中的绕组卷绕工序的图解的图。图24是示出通过第六实施方式中的绕组卷绕工序将绕组卷绕于芯部的过程的图。图25是示出第六实施方式中的绕组卷绕工序的图解的图。图26是示出本公开一实施方式的旋转电机的制造方法的第六实施方式的变形例中的芯部设置工序的图。图27是示出本公开一实施方式的旋转电机的制造方法的第七实施方式中的芯部设置工序的图。图28是示出第七实施方式中的绕组卷绕工序的图解的图。图29是通过第七实施方式的绕组卷绕工序连接的多个线圈部的连接结构图。
图30是示出本公开一实施方式的旋转电机的制造方法的第七实施方式的变形例中的芯部设置工序的图。图31是示出根据本公开一实施方式的旋转电机的制造方法的第七实施方式的另一变形例中的芯部设置工序的图。图32是示出第八实施方式中的绕组卷绕工序的图解的图。图33是示出第九实施方式中的绕组卷绕工序的图解的图。图34是示出第十实施方式中的绕组卷绕工序的图解的图。图35是示出第十一实施方式中的绕组卷绕工序的图解的图。图36是示出第十二实施方式中的绕组卷绕工序的图解的图。图37是示出第十三实施方式中的绕组卷绕工序的图解的图。
具体实施方式
17.(旋转电机的示意结构)首先,对本公开的一实施方式的旋转电机10的示意结构进行说明。
18.图1是本公开的一实施方式的旋转电机10的纵剖视图。图1所示的旋转电机10是内转子型的无刷电动机。图中所示的箭头z1表示轴向另一侧(旋转电机的里侧),箭头z2表示轴向一侧(旋转电机的表侧)。该旋转电机10包括电动机轴16、转子18、定子20、电动机外壳22和前外壳24。
19.转子18具有转子主体30和转子磁体32。在转子主体30的轴心部固定有沿转子18的轴向延伸的电动机轴16。
20.电动机外壳22形成为在轴向另一侧z1具有底部的有底筒状。前外壳24设置于电动机外壳22的轴向一侧z2。在电动机外壳22和前外壳24中分别设置有轴承26。电动机轴16以能旋转的方式由一对轴承26支承。
21.定子20形成为环状。该定子20固定于电动机外壳22的内周面。定子20包括芯部50、对后述的芯部主体60进行覆盖的树脂制的绝缘体62以及绕组70。芯部50具有放射状地延伸的多个极齿部54。绕组70具有卷绕于多个极齿部54的多个线圈部78。在定子20的内侧以能旋转的方式收容有转子18。
22.绕组70与电路基板28连接。电路基板28可以设置于旋转电机10的内部,也可以设置于旋转电机10的外部。另外,电路基板28也可以与旋转电机10一体或分体。电路基板28具有用于切换对各线圈部78的通电的电子电路。上述绕组70经由接头连接到电路基板28、或者直接地连接到电路基板28。
23.而且,在上述的旋转电机10中,在通过电路基板28切换向多个线圈部78的通电时,在定子20中形成旋转磁场,通过作用于该旋转磁场与转子18磁体之间的吸引力和反作用力来使转子18旋转。
24.(定子20的详细情况)接着,更详细地说明定子20。
25.图2是图1所示的定子20的俯视图。图中所示的箭头r1表示从旋转电机10的表侧(z2侧)观察时定子20的周向一侧,箭头r2表示从旋转电机10的表侧(z2侧)观察时定子20的周向另一侧。如图2所示,作为一例,芯部50具有多个分割芯部56和将相邻的分割芯部56连
结的多个铰链部58。各分割芯部56构成为将金属制的芯部主体60由绝缘体62覆盖。作为一例,铰链部58形成于绝缘体62。
26.各分割芯部56具有极齿部54。多个极齿部54朝向芯部50的径向内侧延伸。作为一例,多个极齿部54的数量为12。
27.线圈部78以集中卷绕方式卷绕于各极齿部54。多个线圈部78的数量与多个极齿部54相同而为12。该多个线圈部78的形成u相的u相的线圈部u1~u4、形成v相的v相的线圈部v1~v4、形成w相的w相的线圈部w1~w4向芯部50的周向一侧r1依次反复排列。即,多个线圈部78各具有四个同相的线圈部78。
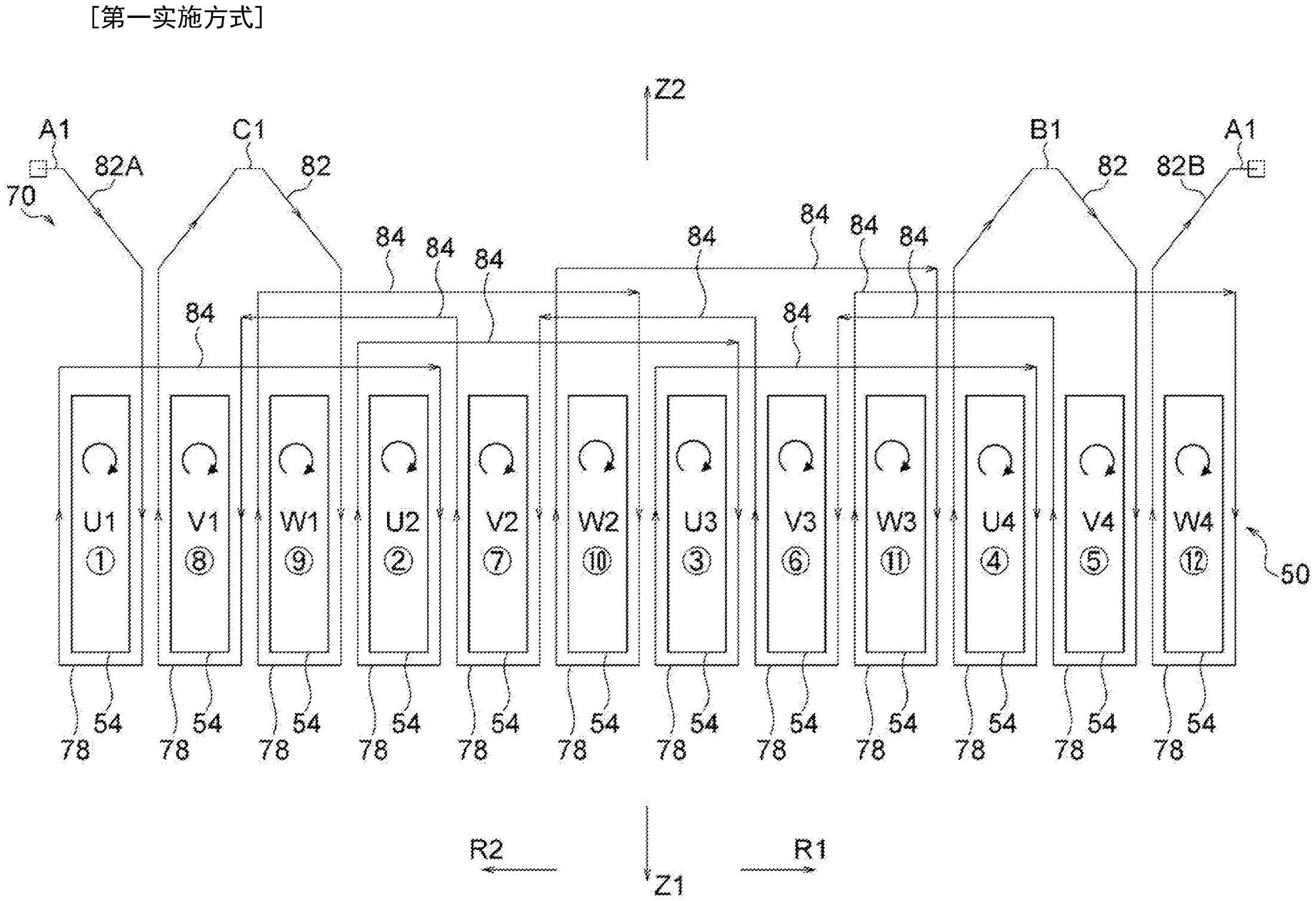
28.(绕组的接线结构)图3是图2所示的定子20的绕组70的接线图。如图3所示,在本实施方式中,在将m设为2以上的自然数、将n设为自然数的情况下,以m串联n并联方式进行三角形接线,或者在将k设为2以上的偶数、将n设为自然数的情况下,以k串联n并联方式进行三角形接线。
29.如图3所示,绕组70具有多个电力输入线82和多个跨接线84。
30.另外,多个电力输入线82分别将异相的线圈部78中的一个线圈部78的终端与相对于该一个线圈部78位于芯部50的周向一侧r1的另一线圈部78的始端连接。
31.另外,多个跨接线84分别包括:将同相的线圈部78中的一个线圈部78的终端与相对于该一个线圈部78位于芯部50的周向一侧r1的另一线圈部78的始端连接的第一方向跨接线;以及将同相的线圈部78中的一个线圈部78的终端与相对于该一个线圈部78位于芯部50的周向另一侧r2的另一线圈部78的始端连接的第二方向跨接线。
32.具体地说明被三角形接线的多个线圈部78的接线结构,同相的线圈部78通过跨接线84连接而形成线圈列78a。另外,由该同相的线圈部78构成的3组线圈组80通过多个电力输入线82而
△
形(三角形)地连接。
33.[旋转电机的制造方法的第一实施方式]首先,对本公开一实施方式的旋转电机10的制造方法的第一实施方式进行说明。
[0034]
在旋转电机10的制造方法的第一实施方式中,作为在将m设为2以上的自然数的情况下以m串联n并联方式进行三角形接线的一例,多个线圈部78以4串联方式进行三角形接线。即,在旋转电机10的制造方法的第一实施方式中,m=4且n=1,切槽、极齿部54和线圈部78的数量为12。
[0035]
具体地说明以4串联方式进行三角形接线的多个线圈部78的接线结构,同相的4个线圈部78各串联连接4个而形成1列线圈列78a。另外,由该同相的4个线圈部78构成的3组线圈组80被
△
形(三角形)地连接。
[0036]
旋转电机10的制造方法的第一实施方式具有芯部设置工序、绕组卷绕工序、绕组整形工序、接线工序、组装工序。芯部设置工序、绕组卷绕工序、绕组整形工序相当于本公开一实施方式的定子20的制造方法。以下,依次对这些多个工序进行说明。
[0037]
(芯部设置工序)图4是示出第一实施方式中的芯部设置工序的图。在图4所示的第一实施方式的芯部设置工序中,作为一例,多个分割芯部56由与绝缘体62一体成形的临时连结成形流道106保持。临时连结成形流道106从多个分割芯部56的与极齿部54相反的面延伸,并且分别在大致直线上连接。此时,多个分割芯部56成为多个极齿部54的前端部在直线上排列的状态。
[0038]
在第一实施方式中,作为一例,使用一个喷嘴120。喷嘴120与配置于临时连结成形流道106的一个端部的分割芯部56相对配置。如后所述,在绕组70依次卷绕于多个极齿部54时,该喷嘴120以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0039]
(绕组卷绕工序)如图4所示,在第一实施方式的绕组卷绕工序中,作为一例,使用一个喷嘴120,以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图5是示出第一实施方式中的绕组卷绕工序的图解的图,表1是示出第一实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0040]
在以下各工序的说明中,对应于图中的u1~w4的标记,将12个极齿部54向芯部50的周向一侧r1依次以如下方式称呼。(1)第一极齿部54u1(2)第二极齿部54v1(3)第三极齿部54w1(4)第四极齿部54u2(5)第五极齿部54v2(6)第六极齿部54w2(7)第七极齿部54u3(8)第八极齿部54v3(9)第九极齿部54w3(10)第十极齿部54u4(11)第十一极齿部54v4(12)第十二极齿部54w4
[0041]
另外,将分别卷绕于第一极齿部54u1~第十二极齿部54w4的12个线圈部78以如下方式称呼。(1)第一线圈部78u1(2)第二线圈部78v1(3)第三线圈部78w1(4)第四线圈部78u2(5)第五线圈部78v2(6)第六线圈部78w2(7)第七线圈部78u3(8)第八线圈部78v3(9)第九线圈部78w3(10)第十线圈部78u4(11)第十一线圈部78v4(12)第十二线圈部78w4
[0042]
此外,绕组70具有将异相的线圈部78彼此连接的三根电力输入线82。三根电力输入线82分别具有在后述的接线工序中连接的第一接线部c1~第三接线部a1。在以下各工序的说明中,对应于图中的u1~w4的标记,将三根电力输入线82向芯部50的周向一侧r1依次
以如下方式称呼。(1)第一电力输入线82v1-w1(2)第二电力输入线82u4-v4(3)第三电力输入线82w4-u1
[0043]
另外,绕组70具有将同相的线圈部78彼此连接的九根跨接线84。在以下各工序的说明中,对应于图中的u1~w4的标记,将九根跨接线84向芯部50的周向一侧r1依次以如下方式称呼。(1)第一跨接线84u1-u2(2)第二跨接线84v2-v1(3)第三跨接线84w1-w2(4)第四跨接线84u2-u3(5)第五跨接线84v3-v2(6)第六跨接线84w2-w3(7)第七跨接线84u3-u4(8)第八跨接线84v4-v3(9)第九跨接线84w3-w4
[0044]
另外,跨接线84中的第一跨接线84u1-u2、第三跨接线84w1-w2、第四跨接线84u2-u3、第六跨接线84w2-w3、第七跨接线84u3-u4和第九跨接线84w3-w4相当于本公开中的“第一方向跨接线”,第二跨接线84v2-v1、第五跨接线84v3-v2和第八跨接线84v4-v3相当于本公开中的“第二方向跨接线”。
[0045]
在第一实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0046]
(第一步骤)在第一步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第一极齿部54u1而形成第一线圈部78u1,之后向芯部50的轴向一侧z2导出。
[0047]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0048]
(第二步骤)在第二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0049]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第七线圈部54u3进行配线而形成第四跨接线84u2-u3。
[0050]
(第三步骤)在第三步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第七极齿部54u3而形成第七线圈部78u3,之后向芯部50的轴向一侧z2导出。
[0051]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十线圈部54u4进行配线而形成第七跨接线84u3-u4。
[0052]
(第四步骤)在第四步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数
的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0053]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十一线圈部54v4,由此第二电力输入线82u4-v4由连续线形成。
[0054]
(第五步骤)在第五步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十一极齿部54v4而形成第十一线圈部78v4,之后向芯部50的轴向一侧z2导出。
[0055]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第八线圈部54v3进行配线而形成第八跨接线84v4-v3。
[0056]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0057]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第五线圈部54v2进行配线而形成第五跨接线84v3-v2。
[0058]
(第七步骤)在第七步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第五极齿部54v2而形成第五线圈部78v2,之后向芯部50的轴向一侧z2导出。
[0059]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0060]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0061]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第三线圈部54w1,由此第一电力输入线82v1-w1由连续线形成。
[0062]
(第九步骤)在第九步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第三极齿部54w1而形成第三线圈部78w1,之后向芯部50的轴向一侧z2导出。
[0063]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0064]
(第十步骤)在第十步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0065]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第九线圈部54w3进行配线而形成第六跨接线84w2-w3。
[0066]
(第十一步骤)在第十一步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第九极齿部54w3而形成第九线圈部78w3,之后向芯部50的轴向一侧z2导出。
[0067]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十二线圈部54w4进行配线而形成
第九跨接线84w3-w4。
[0068]
(第十二步骤)在第十二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0069]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1跨过绕组70的卷绕开始端部82a进行配线,通过后述的接线工序,形成第三电力输入线82w4-u1。
[0070]
【表1】
[0071]
在第一实施方式中,通过以上的要领,形成4串联方式的三角形接线。图6是通过第一实施方式中的绕组卷绕工序连接的多个线圈部78的连接结构图,如图4所示,通过第一实施方式中的绕组卷绕工序来将绕组70卷绕于芯部50。
[0072]
如图5、图6所示,第一电力输入线82v1-w1将第二线圈部78v1的终端与第三线圈部78w1的始端连接,第二电力输入线82u4-v4将第十线圈部78u4的终端与第十一线圈部78v4的始端连接。另外,第三电力输入线82w4-u1通过后述的接线工序,将第十二线圈部78w4的终端与第一线圈部78u1的始端连接。
[0073]
如图5所示,第一电力输入线82v1-w1、第二电力输入线82u2-v2和第三电力输入线82w4-u1被连续地配线。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2和第三电力输入线82w4-u1配置于芯部50的轴向一侧z2。第三电力输入线82w4-u1具有通过后述的接线工序来将绕组70的卷绕开始端部82a与卷绕结束端部彼此连接的连接部90。
[0074]
如图5、图6所示,第一跨接线84u1-u2将第一线圈部78u1的终端与第四线圈部78u2的始端连接,第二跨接线84v2-v1将第五线圈部78v2的终端与第二线圈部78v1的始端连接。另外,第三跨接线84w1-w2将第三线圈部78w1的终端与第六线圈部78w2的始端连接,第四跨接线84u2-u3将第四线圈部78u2的终端与第七线圈部78u3的始端连接。另外,第五跨接线84v3-v2将第八线圈部78v3的终端与第五线圈部78v2的始端连接,第六跨接线84w2-w3将第六线圈部78w2的终端与第九线圈部78w3的始端连接。另外,第七跨接线84u3-u4将第七线圈部78u3的终端与第十线圈部78u4的始端连接,第八跨接线84v4-v3将第十一线圈部78v4的终端与第八线圈部78v3的始端连接。另外,第九跨接线84w3-w4将第九线圈部78w3的终端与第十二线圈部78w4的始端连接。
[0075]
如后述的图7所示,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u2-u3、第五跨接线84v3-v2、第六跨接线84w2-w3、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4配置于芯部50的轴向一侧z2。
[0076]
另外,在第一实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0077]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0078]
(绕组整形工序)图7是说明在第一实施方式的绕组整形工序中第一电力输入线82v1-w1和第二电力输入线82u4-v4以及绕组70的始端和绕组70的终端被整形的情形的图,图8是示出在第一实施方式的绕组整形工序中第一电力输入线82v1-w1和第二电力输入线82u4-v4以及绕组70的始端和绕组70的终端被整形后的状态的图。
[0079]
如图7所示,作为一例,绕组整形工序在多个接线端子98相对于芯部50组装的状态下执行。多个接线端子98的数量是第一电力输入线82v1-w1、第二电力输入线82u2-v2和第三电力输入线82w4-u1的数量,为3个。多个接线端子98例如形成于与上述电路基板28(参照图1)连接的接头。在图7、图8中,示意性地示出多个接线端子98。同样地,在图7、图8中,示意性地示出了第一电力输入线82v1-w1和第二电力输入线82u4-v4以及绕组70的始端和绕组70的终端。
[0080]
在以下各工序的说明中,图中的a~c是多个接线端子98,将a称为第三接线端子98a,将b称为第二接线端子98b,将c称为第一接线端子98c。在事例图中,例如,第一接线端子98c配置在第一线圈部78u1与第二线圈部78v1之间,第二接线端子98b配置在第十一线圈部78v4与第十二线圈部78w4之间,第三接线端子98a配置在第一线圈部78u1与第十二线圈部78w4之间。
[0081]
如图7所示,在绕组整形工序中,以使第一电力输入线82v1-w1的第一接线部c1移动到第一接线端子98c的方式,对第一电力输入线82v1-w1进行整形。第一接线端子98c例如为钩状,第一接线部c1卡定于第一接线端子98c。
[0082]
同样地,以使第二电力输入线82u4-v4的第二接线部b1移动到第二接线端子98b的方式,对第二电力输入线82u4-v4进行整形。第二接线端子98b例如为钩状,第二接线部b1卡定于第二接线端子98b。
[0083]
同样地,以使通过后述的接线工序形成的第三电力输入线82w4-u1的第三接线部a1移动到第三接线端子98a的方式,对第三电力输入线82w4-u1进行整形。第三接线端子98a例如为钩状,第三接线部a1卡定于第三接线端子98a。
[0084]
(接线工序)在接线工序中,第一接线端子98c和第一接线部c1例如通过熔合加工连接。同样地,第二接线端子98b和第二接线部b1例如通过熔合加工连接,第三接线端子98a和第三接线部a1例如通过熔合加工连接。这样,在接线工序中,第一电力输入线82v1-w1和第二电力输入线82u4-v4分别各有一根与第一接线端子98c和第二接线端子98b连接,绕组70的卷绕开始端部82a和绕组70的卷绕结束端部82b分别与第三接线端子98a连接。
[0085]
图9a是作为一例而示出第一接线端子98c和第一接线部c1通过熔合加工连接的状态的二视图。在第一接线端子98c处卡定有第一电力输入线82v1-w1的第一接线部c1,并且通过熔合加工连接有第一电力输入线82v1-w1。同样地,第二电力输入线82u4-v4也连接到第二接线端子98b。
[0086]
图9b是作为一例而示出第三接线端子98a、绕组70的卷绕开始端部82a和绕组70的卷绕结束端部82b通过熔合加工连接的状态的二视图。在第三接线端子98a处卡定有绕组70的卷绕开始端部82a和绕组70的卷绕结束端部82b,并且通过熔合加工形成有连接部90。由此,在形成第三电力输入线82w4-u1的同时,在第三接线端子98a处接线有第三电力输入线82w4-u1。
[0087]
(组装工序)在组装工序中,对构成图1所示的旋转电机10的多个部件、即电动机轴16、转子18、定子20、电动机外壳22、前外壳24等进行组合。
[0088]
然后,在旋转电机10的制造方法的第一实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0089]
(绕组的结构)如图8所示,按照以上要领制造的旋转电机10的定子20的多个极齿部54向芯部50的径向内侧延伸。另外,定子20包括以4串联方式三角形接线的绕组70。该绕组70具有以集中卷绕方式卷绕于多个极齿部54的多个线圈部78。
[0090]
多个线圈部78的形成u相的u相线圈部78、形成v相的v相线圈部78、形成w相的w相
线圈部78向芯部50的周向一侧r1依次反复排列。
[0091]
绕组70具有多个电力输入线82和多个跨接线84。多个电力输入线82和多个跨接线84配置于芯部50的轴向一侧z2。
[0092]
多个电力输入线82分别将异相的线圈部78中的一个线圈部78的终端与相对于该一个线圈部78位于芯部50的周向一侧r1的另一线圈部78的始端连接。另外,多个跨接线84分别包括将同相的线圈部78中的一个线圈部78的终端与相对于该一个线圈部78位于芯部50的周向另一侧r2的另一线圈部78的始端连接的第一方向跨接线,或者将同相的线圈部78中的一个线圈部78的终端与相对于该一个线圈部78位于芯部50的周向一侧r1的另一线圈部78的始端连接的第二方向跨接线。
[0093]
多个电力输入线82分别跨过2个极齿部54进行配线。多个第一方向跨接线分别跨过2
×
2个极齿部54进行配线,多个第二方向跨接线分别跨过2个极齿部54进行配线。
[0094]
绕组70由一根连续线构成,多个电力输入线82中的任一个电力输入线82具有将绕组70的端部彼此连接的连接部90。多个电力输入线82分别各有一根与接线端子98连接。
[0095]
(作用和效果)接着,对第一实施方式的作用和效果进行说明。
[0096]
如图5所示,在第一实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0097]
另外,如图5所示,通过对将绕组70卷绕于多个极齿部54时的顺序和配线进行改进,将异相的线圈部78中的一个线圈部78的终端与另一线圈部78的始端连接的电力输入线82除了第三电力输入线82w4-u1以外是连续线(也参照图7)。因此,在对多个极齿部54进行绕组卷绕工序后,在使芯部50环状化时,能够抑制线圈部78之间的跨接线84或电力输入线82复杂地交缠。由此,能够抑制线圈部78发生松塌或松弛、或者跨接线84或电力输入线82咬入而使绕组70的绝缘膜损伤。其结果是,不需要复杂的专用辅助工具或专用设备,因此,能够抑制制造成本。
[0098]
另外,如图7至图8所示,在对电力输入线82进行整形或将电力输入线82与接线端子98连接的处理中,能够抑制线圈部78之间的跨接线84、电力输入线82复杂地交缠。因此,不需要使用用于将电力输入线82与电路基板28(参照图1)连接、或简化电力输入线82的整形的复杂结构的母线,因此,能够削减部件数量,能够抑制制造成本。
[0099]
这样,根据第一实施方式,能够以低成本且高质量提供一种能够通过绕组70的高占有率来实现小型高输出化的旋转电机10(参照图1)。
[0100]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第一实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0101]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向一侧z2。因此,能够使轴向另一侧z1的空间最小化。
[0102]
另外,多个电力输入线82分别跨过2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线
圈部78间的跨接线84、电力输入线82复杂地交缠。
[0103]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0104]
另外,绕组70由一根连续线构成。因此,能够通过一个喷嘴120将绕组70卷绕于多个极齿部54,因此,能够简化包括喷嘴120的绕线装置的结构。因此,由此也能够抑制制造成本。
[0105]
(变形例)接着,对第一实施方式的变形例进行说明。
[0106]
第一实施方式的定子20在将m设为2以上的自然数的情况下,作为以m串联n并联方式进行三角形接线的一例,设为m=4且n=1,但是第一实施方式的定子20的制造方法适用于切槽、极齿部54及线圈部78的数量为3的倍数且6以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为6(m=2且n=1)、9(m=3且n=1)、12(m=4且n=1)、15(m=5且n=1)、18(m=6且n=1)、21(m=7且n=1)、24(m=8且n=1)、27(m=9且n=1)、30(m=10且n=1)、33(m=11且n=1)、36(m=12且n=1)
…
。
[0107]
另外,本实施方式的绕线装置不限于单喷嘴方式。例如,也可以采用单绕线机方式。
[0108]
另外,如图7所示,作为一例,绕组整形工序在多个接线端子98相对于芯部50组装的状态下执行,但是绕组整形工序也可以在多个接线端子98相对于芯部50组装之前的状态下执行。在这种情况下,在接线工序中,在多个接线端子98相对于芯部50组装之后,在多个接线端子98处连接多个电力输入线82。
[0109]
另外,定子20是多个极齿部54朝向芯部50的径向内侧延伸的内转子型的定子20,但是也可以是多个极齿部54朝向芯部50的径向外侧延伸的外转子型的定子20。
[0110]
另外,如图10所示,临时连结成形流道106也可以以如下方式变更。即,临时连结成形流道108从多个分割芯部56的与极齿部54相反的面延伸,并且分别连接成大致圆环形状。在这种情况下,多个分割芯部56以使多个极齿部54的前端部位于芯部50的外周侧的方式呈环状地排列的状态。另外,使喷嘴120从圆环状地排列的任一个分割芯部56向相对于一个分割芯部56位于临时连结成形流道108的周向的分割芯部56移动而实施上述绕组卷绕工序,由此将绕组70卷绕于芯部50。
[0111]
在这种情况下,在绕组70卷绕于芯部50之后,以使多个极齿部54的前端部位于芯部50的内周侧的方式翻转。
[0112]
在进行芯部50的翻转之后,按照上述的绕组整形工序以后的要领来制造旋转电机10(参照图1)。
[0113]
另外,本变形例不限于单喷嘴方式。也可以改变喷嘴120而设为绕线机(日文:
フライヤ
)110,通过绕线机110移动并实施来卷绕于芯部50。
[0114]
另外,如图11所示,临时连结成形流道106也可以变更为俯视观察时大致三角形状的夹具100,喷嘴120也可以是变更为绕线机110的单绕线机方式。在这种情况下,多个分割芯部56以使多个极齿部54的前端部位于芯部50的外周侧的方式呈环状地连结的状态。由此,通过绕线机110从圆环状地排列的任一个分割芯部56沿周向实施上述绕组卷绕工序,由
此将绕组70卷绕于芯部50。
[0115]
在这种情况下,如图12所示,在绕组卷绕工序之后,成为芯部50翻转的状态。而且,如图12所示,进行芯部50的翻转,使得芯部50从以多个极齿部54的前端部位于芯部50的外周侧的方式环状地连结的状态经过如图13所示的带状的状态变为以使多个极齿部54的前端部位于芯部50的内周侧的方式环状地连结的状态(参照图7)。
[0116]
在进行芯部50的翻转之后,按照上述的绕组整形工序以后的要领来制造旋转电机10(参照图1)。
[0117]
另外,在第一实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0118]
[旋转电机的制造方法的第二实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第二实施方式进行说明。
[0119]
在旋转电机10的制造方法的第二实施方式中,芯部设置工序与上述旋转电机10的制造方法的第一实施方式相同。另一方面,在旋转电机10的制造方法的第二实施方式中,相对于上述的旋转电机10的制造方法的第一实施方式,绕组卷绕工序以如下方式变更。
[0120]
(绕组卷绕工序)在第二实施方式的绕组卷绕工序中,作为一例,使用一个喷嘴120,以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图14是示出第二实施方式中的绕组卷绕工序的图解的图,表2是示出第二实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0121]
在第二实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0122]
(第一步骤)在第一步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第一极齿部54u1而形成第一线圈部78u1,之后向芯部50的轴向一侧z2导出。
[0123]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0124]
(第二步骤)在第二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0125]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第七线圈部54u3进行配线而形成第四跨接线84u2-u3。
[0126]
(第三步骤)在第三步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第七极齿部54u3而形成第七线圈部78u3,之后向芯部50的轴向一侧z2导出。
[0127]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十线圈部54u4进行配线而形成第七跨接线84u3-u4。
[0128]
(第四步骤)在第四步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0129]
之后,绕组70从芯部50的轴向一侧z2返回到第十极齿部54u4与第十一极齿部54v4之间并跨过第十一线圈部54v4进行配线,由此第二电力输入线82u4-v4由连续线形成。
[0130]
(第五步骤)在第五步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第十一极齿部54v4而形成第十一线圈部78v4,之后向芯部50的轴向一侧z2导出。
[0131]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第八线圈部54v3进行配线而形成第八跨接线84v4-v3。
[0132]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0133]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第五线圈部54v2进行配线而形成第五跨接线84v3-v2。
[0134]
(第七步骤)在第七步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第五极齿部54v2而形成第五线圈部78v2,之后向芯部50的轴向一侧z2导出。
[0135]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0136]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0137]
之后,绕组70从芯部50的轴向一侧z2返回到第二极齿部54v1与第三极齿部54w1之间并跨过第三线圈部54w1进行配线,由此第一电力输入线82v1-w1由连续线形成。
[0138]
(第九步骤)在第九步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第三极齿部54w1而形成第三线圈部78w1,之后向芯部50的轴向一侧z2导出。
[0139]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0140]
(第十步骤)在第十步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0141]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第九线圈部54w3进行配线而形成第六跨接线84w2-w3。
[0142]
(第十一步骤)在第十一步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第九极齿部54w3而形成第九线圈部78w3,之后向芯部50的轴向一侧z2导
出。
[0143]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十二线圈部54w4进行配线而形成第九跨接线84w3-w4。
[0144]
(第十二步骤)在第十二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0145]
之后,绕组70在芯部50的轴向一侧z2跨过绕组70的卷绕开始端部82a进行配线,通过接线工序,形成第三电力输入线82w4-u1。
[0146]
【表2】
[0147]
在第二实施方式中,按照以上的要领,形成4串联方式的三角形接线。根据该第二实施方式中的绕组卷绕工序,与第一实施方式同样地,能够得到多个线圈部78的连接结构。
[0148]
多个电力输入线82分别从相邻的极齿部54之间导出。多个第一方向跨接线分别跨过2个极齿部54进行配线,多个第二方向跨接线分别跨过2
×
2个极齿部54进行配线。
[0149]
另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2和第三电力输入线82w4-u1配置于芯部50的轴向一侧z2。第三电力输入线82w4-u1具有将绕组70的卷绕开始端部82a与卷绕结束端部彼此连接的连接部90。
[0150]
另外,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线
84u2-u3、第五跨接线84v3-v2、第六跨接线84w2-w3、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4配置于芯部50的轴向一侧z2。
[0151]
另外,在第二实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0152]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0153]
(绕组整形工序、接线工序和组装工序)在第二实施方式中,绕组整形工序、接线工序和组装工序与第一实施方式相同。而且,在旋转电机10的制造方法的第二实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0154]
(作用和效果)在以上说明的第二实施方式中,对于与第一实施方式相同的结构和方法,能够得到与第一实施方式相同的作用和效果。
[0155]
如图14所示,在第二实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0156]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向一侧z2。因此,能够使轴向另一侧z1的空间最小化。
[0157]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第二实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0158]
另外,多个电力输入线82分别从相邻的极齿部54之间导出。因此,由于充分地确保了跨接线84的两端间的间隔,另一方面,电力输入线的两端间的间隔变窄,因此,能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0159]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0160]
另外,绕组70由一根连续线构成。因此,能够通过一个喷嘴120将绕组70卷绕于多个极齿部54,因此,能够简化包括喷嘴120的绕线装置的结构。因此,由此也能够抑制制造成本。
[0161]
(变形例)接着,对第二实施方式的变形例进行说明。
[0162]
第一实施方式的定子20在将m设为2以上的自然数的情况下,作为以m串联n并联方式进行三角形接线的一例,设为m=4且n=1,但是第一实施方式的定子20的制造方法适用于切槽、极齿部54及线圈部78的数量为3的倍数且6以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为6(m=2且n=1)、9(m=3且n=1)、12(m=4且n=1)、15(m=5且n=1)、18(m=6且n=1)、21(m=7且n=1)、24(m=8且n=1)、27(m
=9且n=1)、30(m=10且n=1)、33(m=11且n=1)、36(m=12且n=1)
…
。
[0163]
另外,在第二实施方式中,对于与第一实施方式相同的结构及方法,也可以采用与第一实施方式相同的变形例。
[0164]
另外,在第二实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0165]
[旋转电机的制造方法的第三实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第三实施方式进行说明。
[0166]
在旋转电机10的制造方法的第三实施方式中,芯部设置工序与上述旋转电机10的制造方法的第一实施方式相同。另一方面,在旋转电机10的制造方法的第三实施方式中,相对于上述的旋转电机10的制造方法的第一实施方式,以如下方式变更。
[0167]
(绕组的接线结构)图15是第三实施方式的定子20的绕组70的接线图。如图15所示,在旋转电机10的制造方法的第三实施方式中,作为在将m设为2以上的自然数、将n设为自然数的情况下以m串联n并联方式进行三角形接线的一例,多个线圈部78以2串联2并联方式进行三角形接线。即,在旋转电机10的制造方法的第三实施方式中,m=2且n=2,切槽、极齿部54和线圈部78的数量为12。
[0168]
具体地说明以2串联2并联方式进行三角形接线的多个线圈部78的接线结构,同相的4个线圈部78各串联连接2个(m=2)而形成2列(n=2)线圈列78a,该2列线圈列78a串联地连接。另外,由该同相的4个线圈部78构成的3组线圈组80被
△
形(三角形)地连接。
[0169]
(绕组卷绕工序)另外,在第三实施方式的绕组卷绕工序中,与第一实施方式同样地,作为一例,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图16是示出第三实施方式中的绕组卷绕工序的图解的图,表3是示出第三实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0170]
绕组70具有将异相的线圈部78彼此连接的六根电力输入线82。六根电力输入线82分别具有在后述的接线工序中连接的第一接线部c1~第六接线部a2。在以下各工序的说明中,对应于图中的u1~w4的标记,将六根电力输入线82向芯部50的周向一侧r1依次以如下方式称呼。(1)第一电力输入线82v1-w1(2)第二电力输入线82u2-v2(3)第三电力输入线82w2-u3(4)第四电力输入线82v3-w3(5)第五电力输入线82u4-v4(6)第六电力输入线82w4-u1
[0171]
另外,绕组70具有将同相的线圈部78彼此连接的六根跨接线84。在以下各工序的说明中,对应于图中的u1~w4的标记,将六根跨接线84向芯部50的周向一侧r1依次以如下
方式称呼。(1)第一跨接线84u1-u2(2)第二跨接线84v2-v1(3)第三跨接线84w1-w2(4)第四跨接线84u3-u4(5)第五跨接线84v4-v3(6)第六跨接线84w3-w4
[0172]
另外,跨接线84中的第一跨接线84u1-u2、第三跨接线84w1-w2、第四跨接线84u3-u4、第六跨接线84w3-w4相当于本公开中的“第一方向跨接线”,第二跨接线84v2-v1、第四跨接线84u3-u4相当于本公开中的“第二方向跨接线”。
[0173]
在第三实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0174]
(第一步骤)在第一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第一线圈部78u1。
[0175]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0176]
(第二步骤)在第二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0177]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第五线圈部54v2,第二电力输入线82u2-v2由连续线形成。
[0178]
(第三步骤)在第三步骤中,绕组70从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第五线圈部78v2。
[0179]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0180]
(第四步骤)在第四步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0181]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第三线圈部54w1,由此第一电力输入线82v1-w1由连续线形成。
[0182]
(第五步骤)在第五步骤中,绕组70从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第三线圈部78w1。
[0183]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0184]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数
的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0185]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第七线圈部54u3,由此第三电力输入线82w2-u3由连续线形成。
[0186]
(第七步骤)在第七步骤中,绕组70从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第七线圈部78u3。
[0187]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0188]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0189]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十一线圈部54v4,由此第五电力输入线82u4-v4由连续线形成。
[0190]
(第九步骤)在第九步骤中,绕组70从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第十一线圈部78v4。
[0191]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0192]
(第十步骤)在第十步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0193]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第九线圈部54w3,由此第四电力输入线82v3-w3由连续线形成。
[0194]
(第十一步骤)在第十一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第九线圈部78w3。
[0195]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0196]
(第十二步骤)在第十二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0197]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1跨过绕组70的卷绕开始端部82a进行配线,通过后述的接线工序来形成连接部90,并且形成第六电力输入线82w4-u1。
[0198]
【表3】
[0199]
在第三实施方式中,按照以上的要领,形成2串联2并联方式的三角形接线。
[0200]
如图16、图17所示,第一电力输入线82v1-w1将第二线圈部78v1终端与第三线圈部78w1的始端连接,第二电力输入线82u2-v2将第四线圈部78u2的终端与第五线圈部78v2的始端连接,第三电力输入线82w2-u3将第六线圈部78w2的终端与第七线圈部78u3的始端连接,第四电力输入线82v3-w3将第八线圈部78v3的终端与第九线圈部78w3的始端连接,第五电力输入线82u4-v4将第十线圈部78u4的终端与第十一线圈部78v4的始端连接,第六电力输入线82w4-u1通过后述的接线工序,将第十二线圈部78w4的终端与第一线圈部78u1的始端连接。
[0201]
第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1连续地配线。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第六电力输入线82w4-u1具有通过后述的接线工序来将绕组70的卷绕开始端部82a与卷绕结束端部彼此连接的连接部90。
[0202]
第一跨接线84u1-u2将第一线圈部78u1的终端与第四线圈部78u2的始端连接,第二跨接线84v2-v1将第五线圈部78v2的终端与第二线圈部78v1的始端连接,第三跨接线84w1-w2将第三线圈部78w1的终端与第六线圈部78w2的始端连接,第四跨接线84u3-u4将第七线圈部78u3的终端与第十线圈部78u4的始端连接,第五跨接线84v4-v3将第十一线圈部78v4的终端与第八线圈部78v3的始端连接,第六跨接线84w3-w4将第九线圈部78w3的终端与第十二线圈部78w4的始端连接。
[0203]
第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向一侧z2。
[0204]
另外,在第三实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0205]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0206]
(绕组整形工序)在第三实施方式中,多个接线端子98相对于第一实施方式变更为第一接线端子98c、第二接线端子98b、第三接线端子98a、第四接线端子98c2、第五接线端子98b2和第六接线端子98a2。第一接线端子98c配置在第二线圈部78v1与第三线圈部78w1之间,第二接线端子98b配置在第四线圈部78u2与第五线圈部78v2之间,第三接线端子98a配置在第六线圈部78w2与第七线圈部78u3之间,第四接线端子98c2配置在第八线圈部78v3与第九线圈部78w3之间,第五接线端子98b2配置在第十线圈部78u4与第十一线圈部78v4之间,第六接线端子98a2配置在第一线圈部78u1与第十二线圈部78w4之间。
[0207]
在绕组整形工序中,与第一实施方式同样地,以使第一电力输入线82v1-w1的第一接线部c1移动到第一接线端子98c的方式,对第一电力输入线82v1-w1进行整形。第一接线端子98c例如为钩状,第一接线部c1卡定于第一接线端子98c。
[0208]
同样地,以使第二电力输入线82u2-v2的第二接线部b1移动到第二接线端子98b的方式,对第二电力输入线82u2-v2进行整形。第二接线端子98b例如为钩状,第二接线部b1卡定于第二接线端子98b。
[0209]
同样地,以使第三电力输入线82w2-u3的第三接线部a2移动到第三接线端子98a的方式,对第三电力输入线82w2-u3进行整形。第三接线端子98a例如为钩状,第三接线部a1卡定于第三接线端子98a。
[0210]
同样地,以使第四电力输入线82v3-w3的第四接线部c2移动到第四接线端子98c2的方式,对第四电力输入线82v3-w3进行整形。第四接线端子98c2例如为钩状,第四接线部c2卡定于第四接线端子98c2。
[0211]
同样地,以使第五电力输入线82u4-v4的第五接线部b2移动到第五接线端子98b2的方式,对第五电力输入线82u4-v4进行整形。第五接线端子98b2例如为钩状,第五接线部b2卡定于第五接线端子98b2。
[0212]
同样地,以使通过后述的接线工序形成的第六电力输入线82w4-u1的第六接线部a1移动到第六接线端子98a2的方式,对第六电力输入线82w4-u1进行整形。第六接线端子98a2例如为钩状,第六接线部a2卡定于第六接线端子98a2。
[0213]
(接线工序)在接线工序中,第一接线端子98c和第一接线部c1例如通过熔合加工连接。同样地,第二接线端子98b和第二接线部b1例如通过熔合加工连接,第三接线端子98a和第三接线部a1例如通过熔合加工连接,第四接线端子98c2和第四接线部c2例如通过熔合加工连接,第五接线端子98b2和第五接线部b2例如通过熔合加工连接,第六接线端子98a2和第六接线部a2例如通过熔合加工连接。这样,在接线工序中,第一电力输入线82v1-w1~第五电力输入线82u4-v4分别各有一根与第一接线端子98c~第五接线端子98b2连接,绕组70的卷绕开始端部82a和绕组70的卷绕结束端部82b分别与第六接线端子98a2连接。
[0214]
与第一实施方式同样地,在第一接线端子98c处卡定有第一电力输入线82v1-w1的第一接线部c1,并且通过熔合加工连接有第一电力输入线82v1-w1。同样地,也分别连接第二电力输入线82u2-v2~第五电力输入线82u4-v4。
[0215]
另外,与第一实施方式同样地,在第六接线端子98a2处卡定有绕组70的卷绕开始端部82a和绕组70的卷绕结束端部82b,并且通过熔合加工形成有连接部90。由此,在形成第六电力输入线82w4-u1的同时,在第六接线端子98a2处接线有第六电力输入线82w4-u1。
[0216]
(组装工序)在第三实施方式中,组装工序与第一实施方式相同。然后,在旋转电机10的制造方法的第三实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0217]
(绕组的结构)多个电力输入线82分别跨过2个极齿部54进行配线。多个第一方向跨接线分别跨过2
×
2个极齿部54进行配线,多个第二方向跨接线分别跨过2个极齿部54进行配线。
[0218]
绕组70由一根连续线构成,多个电力输入线82中的任一个电力输入线82具有将绕组70的端部彼此连接的连接部90。多个电力输入线82分别各有一根与接线端子98连接。
[0219]
(作用效果)在以上说明的第三实施方式中,对于与第一实施方式相同的结构和方法,能够得到与第一实施方式相同的作用和效果。
[0220]
如图16所示,在第三实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0221]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向一侧z2。因此,能够使轴向另一侧z1的空间最小化。
[0222]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第三实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低
成本化。
[0223]
另外,多个电力输入线82分别跨过2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0224]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0225]
(变形例)接着,对第三实施方式的变形例进行说明。
[0226]
作为一例,绕组整形工序在多个接线端子98相对于芯部50组装的状态下执行,但是绕组整形工序也可以在多个接线端子98相对于芯部50组装之前的状态下执行。在这种情况下,在接线工序中,在多个接线端子98相对于芯部50组装之后,在多个接线端子98处连接多个电力输入线82。
[0227]
另外,定子20是多个极齿部54朝向芯部50的径向内侧延伸的内转子型的定子20,但是也可以是多个极齿部54朝向芯部50的径向外侧延伸的外转子型的定子20。
[0228]
另外,第三实施方式的定子20在将m设为2以上的自然数、将n设为自然数的情况下,作为以m串联n并联方式进行三角形接线的一例,设为m=2且n=2,但是第三实施方式的定子20的制造方法适用于切槽、极齿部54和线圈部78的数量为6的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为12(m=2且n=2)、18(m=2且n=3或m=3且n=2)、24(m=4且n=2或m=2且n=4)、30(m=2且n=5或m=5且n=2)、36(m=2且n=6、m=3且n=4、m=4且n=3、或m=6且n=2)
…
。
[0229]
另外,在第三实施方式中,多个接线端子98相对于第一实施方式变更为第一接线端子98c~第六接线端子98a2,但是也可以与第一实施方式同样地为第一接线端子98c~第三接线端子98a。在这种情况下,第四接线部c2~第六接线部a2与第一接线部c1~第三接线部a1一起分别与第一接线端子98c~第三接线端子98a接线。
[0230]
另外,在第三实施方式中,对于与第一实施方式相同的结构及方法,也可以采用与第一实施方式相同的变形例。
[0231]
另外,在第三实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0232]
[旋转电机的制造方法的第四实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第四实施方式进行说明。
[0233]
旋转电机10的制造方法的第四实施方式相对于上述旋转电机10的制造方法的第三实施方式,绕组卷绕工序以如下方式变更。
[0234]
(芯部设置工序)图18是示出第四实施方式中的芯部设置工序的图。如图18所示,在第四实施方式的芯部设置工序中,作为一例,多个分割芯部56由与绝缘体62一体成形的临时连结成形流
道106保持。临时连结成形流道106从多个分割芯部56的与极齿部54相反的面延伸,并且分别在大致直线上连接。此时,多个分割芯部56成为多个极齿部54的前端部在直线上排列连结的状态。
[0235]
在第四实施方式中,作为一例,使用两个喷嘴120、即第一喷嘴122和第二喷嘴124。第一喷嘴122与配置于临时连结成形流道106的一个端部的分割芯部56相对配置。如后所述,在绕组70依次卷绕于多个极齿部54时,该第一喷嘴122以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0236]
另外,第二喷嘴124与从配置于临时连结成形流道106的一个端部的分割芯部56开始以分割芯部56的总数的1/2的数量分离的分割芯部56相对配置。与第一喷嘴122同样地,如后所述,在绕组70依次卷绕于多个极齿部54时,该第二喷嘴124以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0237]
(绕组卷绕工序)如图18所示,在第四实施方式的绕组卷绕工序中,作为一例,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。图19是示出第四实施方式中的绕组卷绕工序的图解的图,表4是示出第四实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0238]
在第四实施方式的绕组卷绕工序中,第一绕组72和第二绕组74按照以下的第一步骤~第六步骤的顺序进行卷绕。图中,带圈数字1~6表示形成多个线圈部78的顺序。
[0239]
(第一步骤-1)。在第一步骤中,通过第一喷嘴122(参照图18),第一绕组72从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第一线圈部78u1。
[0240]
之后,第一绕组72在轴向一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0241]
(第一步骤-2)同样地,在第一步骤中,通过第二喷嘴124(参照图18),第二绕组74从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第七线圈部78u3。
[0242]
之后,第二绕组74在轴向一侧z2向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0243]
(第二步骤-1)在第二步骤中,通过第一喷嘴122(参照图18),第一绕组72从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0244]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第五线圈部54v2,由此第二电力输入线82u2-v2由连续线形成。
[0245]
(第二步骤-2)同样地,在第二步骤中,通过第二喷嘴124(参照图18),第二绕组74从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十极齿部54u4而形成第十线
圈部78u4,之后向芯部50的轴向一侧z2导出。
[0246]
之后,第二绕组74在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十一线圈部54v4,由此第五电力输入线82u4-v4由连续线形成。
[0247]
(第三步骤-1)在第三步骤中,通过第一喷嘴122(参照图18),第一绕组72从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第五线圈部78v2。
[0248]
之后,第一绕组72在轴向一侧z2向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0249]
(第三步骤-2)同样地,在第三步骤中,通过第二喷嘴124(参照图18),第二绕组74从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第十一线圈部78v4。
[0250]
之后,第二绕组74在轴向一侧z2向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0251]
(第四步骤-1)在第四步骤中,通过第一喷嘴122(参照图18),第一绕组72从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0252]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第三线圈部54w1,由此第一电力输入线82v1-w1由连续线形成。
[0253]
(第四步骤-2)同样地,在第四步骤中,通过第二喷嘴124(参照图18),第二绕组74从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0254]
之后,第二绕组74在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第九线圈部54w3,由此第四电力输入线82v3-w3由连续线形成。
[0255]
(第五步骤-1)在第五步骤中,通过第一喷嘴122(参照图18),第一绕组72从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第三线圈部78w1。
[0256]
之后,第一绕组72在轴向一侧z2向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0257]
(第五步骤-2)同样地,在第五步骤中,通过第二喷嘴124(参照图18),第二绕组74从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第九线圈部78w3。
[0258]
之后,第二绕组74在轴向一侧z2向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0259]
(第六步骤-1)在第六步骤中,通过第一喷嘴122(参照图18),绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0260]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1跨过第二绕组74的卷绕开始端部82e进行配线,通过后述的接线工序来形成第一连接部92,并且形成第三电力输入线82w2-u3。
[0261]
(第六步骤-2)同样地,在第六步骤中,通过第二喷嘴124(参照图18),第二绕组74从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0262]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1跨过第一绕组72的卷绕开始端部82c进行配线,通过后述的接线工序来形成第二连接部94,并且形成第六电力输入线82w4-u1。
[0263]
而且,由于形成第一连接部92和第二连接部94,通过该第一绕组72和第二绕组74来形成一根连接的绕组70。
[0264]
【表4】
[0265]
在第四实施方式中,按照以上的要领,形成2串联2并联方式的三角形接线。图20是通过第四实施方式的绕组卷绕工序连接的多个线圈部78的连接结构图。根据该第四实施方式中的绕组卷绕工序,除了代替一个连接部90(参照图17)而形成第一连接部92和第二连接部94以外,与第三实施方式同样地得到多个线圈部78的连接结构。
[0266]
(绕组的结构)多个电力输入线82分别跨过2个极齿部54进行配线。多个第一方向跨接线分别跨过2
×
2个极齿部54进行配线,多个第二方向跨接线分别跨过2个极齿部54进行配线。
[0267]
第一绕组72和第二绕组74分别由一根连续线构成,多个电力输入线82中的任一个电力输入线82具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的连接部,任一个电力输入线82具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的连接部。多个电力输入线82分别各有一根与接线端子98
连接。
[0268]
另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第六电力输入线82w4-u1具有将绕组70的卷绕开始端部82a与卷绕结束端部彼此连接的连接部。
[0269]
另外,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向一侧z2。
[0270]
第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1连续地配线。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第三电力输入线82w2-u3具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的第一连接部92,第六电力输入线82w4-u1具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的第二连接部94。
[0271]
另外,在第四实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。
[0272]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0273]
(绕组整形工序)在第四实施方式中,与第三实施方式同样地,多个接线端子98为第一接线端子98c、第二接线端子98b、第三接线端子98a、第四接线端子98c2、第五接线端子98b2和第六接线端子98a2。
[0274]
在绕组整形工序中,与第三实施方式同样地,以使第一电力输入线82v1-w1的第一接线部c1移动到第一接线端子98c的方式,对第一电力输入线82v1-w1进行整形。第一接线端子98c例如为钩状,第一接线部c1卡定于第一接线端子98c。
[0275]
同样地,以使第二电力输入线82u2-v2的第二接线部b1移动到第二接线端子98b的方式,对第二电力输入线82u2-v2进行整形。第二接线端子98b例如为钩状,第二接线部b1卡定于第二接线端子98b。
[0276]
同样地,通过后述的接线工序,以使第三电力输入线82w2-u3的第三接线部a2移动到第三接线端子98a的方式,对第三电力输入线82w2-u3进行整形。第三接线端子98a例如为钩状,第三接线部a1卡定于第三接线端子98a。
[0277]
同样地,以使第四电力输入线82v3-w3的第四接线部c2移动到第四接线端子98c2的方式,对第四电力输入线82v3-w3进行整形。第四接线端子98c2例如为钩状,第四接线部c2卡定于第四接线端子98c2。
[0278]
同样地,以使第五电力输入线82u4-v4的第五接线部b2移动到第五接线端子98b2的方式,对第五电力输入线82u4-v4进行整形。第五接线端子98b2例如为钩状,第五接线部b2卡定于第五接线端子98b2。
[0279]
同样地,以使通过后述的接线工序形成的第六电力输入线82w4-u1的第六接线部a1移动到第六接线端子98a2的方式,对第六电力输入线82w4-u1进行整形。第六接线端子98a2例如为钩状,第六接线部a2卡定于第六接线端子98a2。
[0280]
(接线工序)在接线工序中,第一接线端子98c和第一接线部c1例如通过熔合加工连接。同样地,第二接线端子98b和第二接线部b1例如通过熔合加工连接,第三接线端子98a和第三接线部a1例如通过熔合加工连接,第四接线端子98c2和第四接线部c2例如通过熔合加工连接,第五接线端子98b2和第五接线部b2例如通过熔合加工连接,第六接线端子98a2和第六接线部a2例如通过熔合加工连接。这样,在接线工序中,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第四电力输入线82v3-w3和第五电力输入线82u4-v4分别各有一根与第一接线端子98c、第二接线端子98b、第四接线端子98c2和第五接线端子98b2连接,第二绕组74的卷绕开始端部82e和第一绕组72的卷绕结束端部82d分别与第三接线端子98a连接,第一绕组72的卷绕开始端部82c和第二绕组74的卷绕结束端部82f分别与第六接线端子98a2连接。
[0281]
在第一接线端子98c处卡定有第一电力输入线82v1-w1的第一接线部c1,并且通过熔合加工连接有第一电力输入线82v1-w1。同样地,也分别连接第二电力输入线82u2-v2、第四电力输入线82v3-w3和第五电力输入线82u4-v4。
[0282]
另外,在第三接线端子98a处卡定有第二绕组74的卷绕开始端部82e和第一绕组72的卷绕结束端部82d,并且通过熔合加工形成有连接部。由此,在形成第三电力输入线82w2-u3的同时,在第三接线端子98a处接线第三电力输入线82w2-u3。
[0283]
进而,在第六接线端子98a2处卡定有第一绕组72的卷绕开始端部82c和第二绕组74的卷绕结束端部82f,并且通过熔合加工形成有连接部。由此,在形成第六电力输入线82w4-u1的同时,在第六接线端子98a2处接线有第六电力输入线82w4-u1。
[0284]
(组装工序)在第四实施方式中,组装工序与第一实施方式相同。然后,在旋转电机10的制造方法的第四实施方式中,按照以上的要领来制造旋转电机10(参照图1)。按照以上的要领制造的旋转电机10的结构除了代替一个连接部90(参照图17)而形成第一连接部92和第二连接部94以外,与第三实施方式相同。
[0285]
(作用和效果)在以上说明的第四实施方式中,对于与第三实施方式相同的结构和方法,能够得到与第三实施方式相同的作用和效果。
[0286]
如图19所示,在第四实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0287]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第四实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0288]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向一侧z2。因此,能够使轴向另一侧z1的空间最小化。
[0289]
另外,多个电力输入线82分别跨过2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84和电力输入线82复杂地交缠。
[0290]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0291]
在该第四实施方式中,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。因此,与如上述第三实施方式那样,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54的情况相比,能够使绕组卷绕工序的工时减半。由此,能够缩短工序时间,因此,能够抑制制造成本。
[0292]
(变形例)接着,对第四实施方式的变形例进行说明。
[0293]
第四实施方式的定子20在将m设为2以上的自然数的情况下,作为以m串联n并联方式进行三角形接线的一例,设为m=2且n=2,但是第四实施方式的定子20的制造方法适用于将n设为2的倍数,切槽、极齿部54和线圈部78的数量为6的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举12(m=2且n=2)、18(m=3且n=2)、24(m=4且n=2或m=2且n=4)、30(m=5且n=2)、36(m=2且n=6、m=3且n=4、或m=6且n=2)
…
。
[0294]
另外,本实施方式的绕线装置不限于双喷嘴方式。例如,也可以采用双绕线机方式。
[0295]
另外,如图21所示,临时连结成形流道108也可以以如下方式变更。即,临时连结成形流道108从多个分割芯部56的与极齿部54相反的面延伸,并且分别连接成大致圆环形状。在这种情况下,多个分割芯部56以使多个极齿部54的前端部位于芯部50的外周侧的方式呈环状地排列的状态。另外,使第一喷嘴122从圆环状地排列的任一个分割芯部56向相对于一个分割芯部56位于临时连结成形流道108的周向一侧r1的分割芯部56移动而实施上述绕组卷绕工序,由此将第一绕组72卷绕于各个分割芯部56。另外,使第二喷嘴124从相对于圆环状地排列的任一个分割芯部56在临时连结成形流道108上位于沿周向分离180
°
的部位的分割芯部56,与第一绕组72同样地,向位于临时连结成形流道108的周向一侧r1的分割芯部56移动而实施上述绕组卷绕工序,由此将第二绕组74卷绕于各个分割芯部56。
[0296]
在这种情况下,与第一实施方式的变形例同样地,在绕组70卷绕于芯部50之后,以使多个极齿部54的前端部位于芯部50的内周侧的方式翻转。
[0297]
另外,本变形例不限于双喷嘴方式。也可以改变第一喷嘴122和第二喷嘴124而设为第一绕线机112和第二绕线机114,通过第一绕线机112和第二绕线机114移动并实施来卷绕于芯部50。
[0298]
另外,如图22所示,临时连结成形流道106也可以变更为俯视观察时大致椭圆形状的夹具104,第一喷嘴122和第二喷嘴124也可以变更为第一绕线机112和第二绕线机114的双绕线机方式。在这种情况下,多个分割芯部56以使多个极齿部54的前端部位于芯部50的
外周侧的方式呈环状地连结的状态。由此,通过第一绕线机112从位于夹具104的长轴方向的一个前端部的分割芯部56沿周向实施上述绕组卷绕工序,由此将第一绕组72卷绕于芯部50。另外,通过第二绕线机114从位于夹具104的长轴方向的另一前端部的分割芯部56沿周向实施上述绕组卷绕工序,由此将第二绕组74卷绕于芯部50。
[0299]
在这种情况下,与第一实施方式的变形例同样地,如图12所示,在绕组卷绕工序之后,成为芯部50翻转的状态。而且,如图12所示,进行芯部50的翻转,使得芯部50从以多个极齿部54的前端部位于芯部50的外周侧的方式环状地连结的状态,经过如图13所示的带状的状态,变为以使多个极齿部54的前端部位于芯部50的内周侧的方式环状地连结的状态(参照图7)。
[0300]
另外,在第四实施方式中,多个接线端子98相对于第一实施方式变更为第一接线端子98c~第六接线端子98a2,但是也可以与第一实施方式同样地为第一接线端子98c~第三接线端子98a。在这种情况下,第四接线部c2~第六接线部a2与第一接线部c1~第三接线部a1一起分别与第一接线端子98c~第三接线端子98a接线。
[0301]
另外,在第四实施方式中,对于与第三实施方式相同的结构和方法,也可以采用与第三实施方式相同的变形例。
[0302]
另外,在第四实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0303]
[旋转电机的制造方法的第五实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第五实施方式进行说明。
[0304]
在旋转电机10的制造方法的第五实施方式中,芯部设置工序与上述旋转电机10的制造方法的第三实施方式相同。另一方面,在旋转电机10的制造方法的第五实施方式中,相对于上述的旋转电机10的制造方法的第三实施方式,绕组卷绕工序以如下方式变更。
[0305]
(绕组卷绕工序)另外,在第五实施方式的绕组卷绕工序中,与第三实施方式同样地,作为一例,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图23是示出第五实施方式中的绕组卷绕工序的图解的图,表5是示出第五实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0306]
在第五实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0307]
(第一步骤)在第一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第一线圈部78u1。
[0308]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0309]
(第二步骤)
在第二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0310]
之后,绕组70在轴向另一侧z1向周向另一侧r2向芯部50的轴向一侧z2导出并返回到第四线圈部54u2与第五线圈部54v2之间,由此形成第二电力输入线82u2-v2。此时,第二电力输入线82u2-v2由连续线形成。
[0311]
(第三步骤)在第三步骤中,绕组70从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第五线圈部78v2。
[0312]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0313]
(第四步骤)在第四步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0314]
之后,绕组70从芯部50的轴向一侧z2返回到第二极齿部54v1与第三极齿部54w1之间并跨过第三线圈部54w1进行配线,由此第一电力输入线82v1-w1由连续线形成。
[0315]
(第五步骤)在第五步骤中,绕组70从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第三线圈部78w1。
[0316]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0317]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0318]
之后,绕组70在轴向另一侧z1向周向另一侧r2向芯部50的轴向一侧z2导出并返回到第六线圈部54w2与第七线圈部54u3之间,由此形成第三电力输入线82w2-u3。此时,第三电力输入线82w2-u3由连续线形成。
[0319]
(第七步骤)在第七步骤中,绕组70从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第七线圈部78u3。
[0320]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0321]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0322]
之后,绕组70从芯部50的轴向一侧z2返回到第十极齿部54u4与第十一极齿部54v4之间并跨过第十一线圈部54v4进行配线,第五电力输入线82u4-v4由连续线形成。
[0323]
(第九步骤)在第九步骤中,绕组70从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第十一线圈部78v4。
[0324]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0325]
(第十步骤)在第十步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0326]
之后,绕组70在轴向另一侧z1向周向另一侧r2向芯部50的轴向一侧z2导出并返回到第八线圈部54v3与第九线圈部54w3之间,由此形成第四电力输入线82w2-u3。此时,第四电力输入线82v3-w3由连续线形成。
[0327]
(第十一步骤)在第十一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第九线圈部78w3。
[0328]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0329]
(第十二步骤)在第十二步骤中,绕组70从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0330]
之后,绕组70在芯部50的轴向一侧z2跨过绕组70的卷绕开始端部82a进行配线,通过接线工序,形成第六电力输入线82w4-u1。
[0331]
【表5】
[0332]
另外,在第五实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0333]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0334]
(绕组整形工序、接线工序和组装工序)在第五实施方式中,绕组整形工序、接线工序和组装工序与第三实施方式相同。然后,在旋转电机10的制造方法的第五实施方式中,按照以上的要领来制造旋转电机10(参照
图1)。
[0335]
多个电力输入线82分别从相邻的极齿部54之间导出。多个第一方向跨接线分别跨过2个极齿部54进行配线,多个第二方向跨接线分别跨过2
×
2个极齿部54进行配线。
[0336]
另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第六电力输入线82w4-u1具有将绕组70的卷绕开始端部82a与卷绕结束端部彼此连接的连接部90。
[0337]
另外,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向一侧z2。
[0338]
(作用和效果)在以上说明的第五实施方式中,对于与第三实施方式相同的结构和方法,能够得到与第三实施方式相同的作用和效果。
[0339]
另外,第五实施方式的定子20在将m设为2以上的自然数、将n设为自然数的情况下,作为以m串联n并联方式进行三角形接线的一例,设为m=2且n=2,但是第五实施方式的定子20的制造方法适用于切槽、极齿部54和线圈部78的数量为6的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为12(m=2且n=2)、18(m=2且n=3或m=3且n=2)、24(m=4且n=2或m=2且n=4)、30(m=2且n=5或m=5且n=2)、36(m=2且n=6、m=3且n=4、m=4且n=3、或m=6且n=2)
…
。
[0340]
如图23所示,在第五实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0341]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向一侧z2。因此,能够使轴向另一侧z1的空间最小化。
[0342]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第五实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0343]
另外,多个电力输入线82分别从相邻的极齿部54之间导出。因此,由于充分地确保了跨接线84的两端间的间隔,另一方面,电力输入线的两端间的间隔变窄,因此,能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0344]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0345]
(变形例)另外,在第五实施方式中,对于与第三实施方式相同的结构和方法,也可以采用与第三实施方式相同的变形例。
[0346]
另外,在第五实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周
向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0347]
[旋转电机的制造方法的第六实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第六实施方式进行说明。
[0348]
旋转电机10的制造方法的第六实施方式相对于上述旋转电机10的制造方法的第三实施方式,芯部设置工序和绕组卷绕工序以如下方式变更。
[0349]
(芯部设置工序)图24是示出第六实施方式中的芯部设置工序的图。如图24所示,在第六实施方式的芯部设置工序中,作为一例,多个分割芯部56由与绝缘体62一体成形的临时连结成形流道106保持。临时连结成形流道106从多个分割芯部56的与极齿部54相反的面延伸,并且分别在大致直线上连接。此时,多个分割芯部56成为多个极齿部54的前端部在直线上排列的状态。
[0350]
在第六实施方式中,作为一例,使用两个喷嘴120、即第一喷嘴122和第二喷嘴124。第一喷嘴122与配置于临时连结成形流道106的一个端部的分割芯部56相对配置。如后所述,在绕组70依次卷绕于多个极齿部54时,该第一喷嘴122以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0351]
另外,第二喷嘴124与从配置于临时连结成形流道106的一个端部的分割芯部56以分割芯部56的总数的1/2的数量分离的分割芯部56相对配置。与第一喷嘴122同样地,如后所述,在绕组70依次卷绕于多个极齿部54时,该第二喷嘴124以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0352]
(绕组卷绕工序)如图24所示,在第六实施方式的绕组卷绕工序中,作为一例,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。图25是示出第六实施方式中的绕组卷绕工序的图解的图,表6是示出第六实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0353]
在第六实施方式的绕组卷绕工序中,第一绕组72和第二绕组74按照以下的第一步骤~第六步骤的顺序进行卷绕。图中,带圈数字1~6表示形成多个线圈部78的顺序。
[0354]
(第一步骤-1)在第一步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第一线圈部78u1。
[0355]
之后,第一绕组72在轴向一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0356]
(第一步骤-2)同样地,在第一步骤中,通过第二喷嘴124(参照图24),第二绕组74从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第七线圈部78u3。
[0357]
之后,第二绕组74在轴向一侧z2向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0358]
(第二步骤-1)在第二步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0359]
之后,第一绕组72在轴向另一侧z1向周向另一侧r2向芯部50的轴向一侧z2导出并返回到第四线圈部54u2与第五线圈部54v2之间,由此形成第二电力输入线82u2-v2。此时,第二电力输入线82u2-v2由连续线形成。
[0360]
(第二步骤-2)同样地,在第二步骤中,通过第二喷嘴124(参照图24),第二绕组74从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0361]
之后,第二绕组74从芯部50的轴向一侧z2返回到第十极齿部54u4与第十一极齿部54v4之间并跨过第十一线圈部54v4进行配线,第五电力输入线82u4-v4由连续线形成。
[0362]
(第三步骤-1)在第三步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第五线圈部78v2。
[0363]
之后,第一绕组72在轴向一侧z2向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0364]
(第三步骤-2)同样地,在第三步骤中,通过第二喷嘴124(参照图24),第二绕组74从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第十一线圈部78v4。
[0365]
之后,第二绕组74在轴向一侧z2向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0366]
(第四步骤-1)在第四步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0367]
之后,第一绕组72在轴向另一侧z1向周向另一侧r2向芯部50的轴向一侧z2导出并返回到第二线圈部54v1与第三线圈部54w1之间,由此形成第一电力输入线82v1-w1。此时,第一电力输入线82v1-w1由连续线形成。
[0368]
(第四步骤-2)同样地,在第四步骤中,通过第二喷嘴124(参照图24),第二绕组74从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0369]
之后,第二绕组74从芯部50的轴向一侧z2返回到第八极齿部54v3与第九极齿部54w3之间并跨过第九线圈部54w3进行配线,第四电力输入线82v3-w3由连续线形成。
[0370]
(第五步骤-1)
在第五步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第三线圈部78w1。
[0371]
之后,第一绕组72在轴向一侧z2向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0372]
(第五步骤-2)同样地,在第五步骤中,通过第二喷嘴124(参照图24),第二绕组74从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的逆时针方向以整数的匝数进行卷绕而形成第九线圈部78w3。
[0373]
之后,第二绕组74在轴向一侧z2向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0374]
(第六步骤-1)在第六步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0375]
之后,第一绕组72在轴向另一侧z1向周向另一侧r2向芯部50的轴向一侧z2导出,该第一绕组72在芯部50的轴向一侧z2将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接,通过后述的接线工序来形成第一连接部92,并且形成第三电力输入线82w2-u3。
[0376]
(第六步骤-2)同样地,在第六步骤中,通过第二喷嘴124(参照图24),绕组74从芯部50的轴向一侧z2沿从轴向观察的逆时针方向以整数的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0377]
之后,第一绕组72在芯部50的轴向一侧z2向芯部50的轴向一侧z2导出,该第二绕组74在芯部50的轴向一侧z2将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接,通过接线工序来形成第六电力输入线82w4-u1。
[0378]
而且,由于形成第一连接部92和第二连接部94,通过该第一绕组72和第二绕组74来形成一根连接的绕组70。
[0379]
【表6】
[0380]
在第六实施方式中,按照以上的要领,形成2串联2并联方式的三角形接线。
[0381]
多个电力输入线82分别从相邻的极齿部54之间导出。多个第一方向跨接线分别跨过2个极齿部54进行配线,多个第二方向跨接线分别跨过2
×
2个极齿部54进行配线。
[0382]
第一绕组72和第二绕组74分别由一根连续线构成,多个电力输入线82中的任一个电力输入线82具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的连接部,任一个电力输入线82具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的连接部。多个电力输入线82分别各有一根与接线端子98连接。
[0383]
另外,第一电力输入线82v1-w1将第二线圈部78v1的终端与第三线圈部78w1的始端连接,第二电力输入线82u2-v2将第四线圈部78u2的终端和第五线圈部78v2的始端连接,第三电力输入线82w2-u3通过后述的接线工序,将第六线圈部78w2的终端与第七线圈部78u3的始端连接,第四电力输入线82v3-w3将第八线圈部78v3的终端与第九线圈部78w3的始端连接,第五电力输入线82u4-v4将第十线圈部78u4的终端与第十一线圈部78v4的始端
连接,第六电力输入线82w4-u1通过后述的接线工序,将第十二线圈部78w4的终端与第一线圈部78u1的始端连接。
[0384]
第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1连续地配线。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第三电力输入线82w2-u3具有通过后述的接线工序来将第二绕组74的卷绕开始端部82e与第一绕组72的卷绕结束端部82d彼此连接的连接部。第六电力输入线82w4-u1具有通过后述的接线工序来将第一绕组72的卷绕开始端部82c与第二绕组74的卷绕结束端部82f彼此连接的连接部。
[0385]
另外,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向一侧z2。
[0386]
第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1从相邻的极齿部54之间导出。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第三电力输入线82w2-u3具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的第一连接部92,第六电力输入线82w4-u1具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的第二连接部94。
[0387]
另外,在第六实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。
[0388]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0389]
(绕组整形工序、接线工序和组装工序)在第六实施方式中,绕组整形工序、接线工序和组装工序与第五实施方式相同。然后,在旋转电机10的制造方法的第六实施方式中,按照以上的要领来制造旋转电机10(参照图1)。按照以上的要领制造的旋转电机10的结构除了代替一个连接部90(参照图17)而形成第一连接部92和第二连接部94以外,与第五实施方式相同。
[0390]
(作用和效果)在以上说明的第六实施方式中,对于与第五实施方式相同的结构和方法,能够得到与第五实施方式相同的作用和效果。
[0391]
如图25所示,在第六实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0392]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第六实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0393]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向一侧z2。因此,能够使轴向另一侧z1的空间最小化。
[0394]
另外,多个电力输入线82分别从相邻的极齿部54之间导出。因此,由于充分地确保了跨接线84的两端间的间隔,另一方面,电力输入线的两端间的间隔变窄,因此,能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0395]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0396]
在该第六实施方式中,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。因此,与如上述第五实施方式那样,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54的情况相比,能够使绕组卷绕工序的工时减半。由此,能够缩短工序时间,因此,能够抑制制造成本。
[0397]
(变形例)接着,对第六实施方式的变形例进行说明。
[0398]
第六实施方式的定子20在将m设为2以上的自然数、将n设为自然数的情况下,作为以m串联n并联方式进行三角形接线的一例,设为m=2且n=2,但是第六实施方式的定子20的制造方法适用于将n设为2的倍数,切槽、极齿部54和线圈部78的数量为6的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举12(m=2且n=2)、18(m=3且n=2)、24(m=4且n=2或m=2且n=4)、30(m=5且n=2)、36(m=2且n=6、m=3且n=4、或m=6且n=2)
…
。
[0399]
另外,本实施方式的绕线装置不限于双喷嘴方式。例如,也可以采用双绕线机方式。
[0400]
如图26所示,临时连结成形流道106也可以以如下方式变更。即,临时连结成形流道108从多个分割芯部56的与极齿部54相反的面延伸,并且分别连接成大致圆环形状。在这种情况下,多个分割芯部56以使多个极齿部54的前端部位于芯部50的外周侧的方式呈环状地排列的状态。另外,使第一喷嘴122从圆环状地排列的任一个分割芯部56向相对于一个分割芯部56位于临时连结成形流道108的周向一侧r1的分割芯部56移动而实施上述绕组卷绕工序,由此将第一绕组72卷绕于各个分割芯部56。另外,使第二喷嘴124从距圆环状地排列的任一个分割芯部56在临时连结成形流道108上位于沿周向分离180
°
的部位的分割芯部56,与第一绕组72同样地,向位于临时连结成形流道108的周向一侧r1的分割芯部56移动而实施上述绕组卷绕工序,由此将第二绕组74卷绕于各个分割芯部56。
[0401]
在这种情况下,与第一实施方式的变形例同样地,在绕组70卷绕于芯部50之后,以使多个极齿部54的前端部位于芯部50的内周侧的方式翻转。
[0402]
另外,在第六实施方式中,与第四实施方式的变形例同样地,如图22所示,临时连结成形流道106也可以变更为俯视观察时大致椭圆形状的夹具104,第一喷嘴122和第二喷
嘴124也可以变更为第一绕线机112和第二绕线机114的双绕线机方式。此时的绕组整形工序、接线工序和组装工序与第四实施方式的变形例相同。
[0403]
在进行芯部50的翻转之后,按照上述的绕组整形工序以后的要领来制造旋转电机10(参照图1)。
[0404]
另外,在第六实施方式中,对于与第四实施方式相同的结构和方法,也可以采用与第四实施方式相同的变形例。
[0405]
另外,在第六实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0406]
[旋转电机的制造方法的第七实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第七实施方式进行说明。
[0407]
在旋转电机10的制造方法的第七实施方式中,芯部设置工序与上述旋转电机10的制造方法的第四实施方式相同。另一方面,在旋转电机10的制造方法的第七实施方式中,相对于上述的旋转电机10的制造方法的第四实施方式,以如下方式变更。
[0408]
(绕组的接线结构)图27是示出第七实施方式的芯部设置工序的图。如图27所示,在第七实施方式的芯部设置工序中,作为一例,多个分割芯部56由与绝缘体62一体成形的临时连结成形流道106保持。临时连结成形流道106从多个分割芯部56的与极齿部54相反的面延伸,并且分别在大致直线上连接。此时,多个分割芯部56成为多个极齿部54的前端部在直线上排列连结的状态。
[0409]
在第七实施方式中,使用三个喷嘴120、即第一喷嘴122、第二喷嘴124和第三喷嘴126。第一喷嘴122与配置于临时连结成形流道106的一个端部的分割芯部56相对配置。如后所述,在绕组70依次卷绕于多个极齿部54时,该第一喷嘴122以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0410]
另外,第二喷嘴124与从配置于临时连结成形流道106的一个端部的分割芯部56开始以分割芯部56的总数的1/3的数量分离的分割芯部56相对配置。与第一喷嘴122同样地,如后所述,在将绕组70依次卷绕于多个极齿部54时,该第二喷嘴124以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0411]
另外,第三喷嘴126与从配置于临时连结成形流道106的一个端部的分割芯部56开始以分割芯部56的总数的2/3的数量分离的分割芯部56相对配置。与第一喷嘴122同样地,如后所述,在将绕组70依次卷绕于多个极齿部54时,该第三喷嘴126以与安装于临时连结成形流道106的多个极齿部54依次相对的方式移动。
[0412]
在旋转电机10的制造方法的第七实施方式中,作为在将m设为2以上的自然数、将n设为自然数的情况下以m串联n并联方式进行三角形接线的一例,多个线圈部78以2串联3并联方式进行三角形接线。即,在旋转电机10的制造方法的第七实施方式中,m=2且n=3,切槽、极齿部54和线圈部78的数量为18。
[0413]
具体地说明以2串联3并联方式进行三角形接线的多个线圈部78的接线结构,同相的6个线圈部78,两个两个(m=2)串联连接而形成3列(n=3)的线圈列78a。另外,由该同相的6个线圈部78构成的3组线圈组80被
△
形(三角形)地连接。
[0414]
(绕组卷绕工序)如图27所示,在第七实施方式的绕组卷绕工序中,以三喷嘴方式将作为三根连续线的第一绕组72、第二绕组74和第三绕组76依次卷绕于多个极齿部54。图28是示出第七实施方式中的绕组卷绕工序的图解的图,表7是示出第七实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0415]
在以下各工序的说明中,对应于图中的u1~w6的标记,将18个极齿部54向芯部50的周向一侧r1依次以如下方式称呼。(1)第一极齿部54u1(2)第二极齿部54v1(3)第三极齿部54w1(4)第四极齿部54u2(5)第五极齿部54v2(6)第六极齿部54w2(7)第七极齿部54u3(8)第八极齿部54v3(9)第九极齿部54w3(10)第十极齿部54u4(11)第十一极齿部54v4(12)第十二极齿部54w4(13)第十三极齿部54u5(14)第十四极齿部54v5(15)第十五极齿部54w5(16)第十六极齿部54u6(17)第十七极齿部54v6(18)第十八极齿部54w6
[0416]
另外,将分别卷绕于第一极齿部54u1~第十八极齿部54w6的18个线圈部78以如下方式称呼。(1)第一线圈部78u1(2)第二线圈部78v1(3)第三线圈部78w1(4)第四线圈部78u2(5)第五线圈部78v2(6)第六线圈部78w2(7)第七线圈部78u3(8)第八线圈部78v3(9)第九线圈部78w3
(10)第十线圈部78u4(11)第十一线圈部78v4(12)第十二线圈部78w4(13)第十三线圈部78u5(14)第十四线圈部78v5(15)第十五线圈部78w5(16)第十六线圈部78u6(17)第十七线圈部78v6(18)第十八线圈部78w6
[0417]
此外,绕组70具有将异相的线圈部78彼此连接的九根电力输入线82。九根电力输入线82分别具有在后述的接线工序中连接的第一接线部c1~第三接线部a1。在以下各工序的说明中,对应于图中的u1~w6的标记,将三根电力输入线82向芯部50的周向一侧r1依次以如下方式称呼。(1)第一电力输入线82v1-w1(2)第二电力输入线82u2-v2(3)第三电力输入线82w2-u3(4)第四电力输入线82v3-w3(5)第五电力输入线82u4-v4(6)第六电力输入线82w4-u5(7)第七电力输入线82v5-w5(8)第八电力输入线82u6-v6(9)第九电力输入线82w6-u1
[0418]
另外,绕组70具有将同相的线圈部78彼此连接的九根跨接线84。在以下各工序的说明中,对应于图中的u1~w6的标记,将九根跨接线84向芯部50的周向一侧r1依次以如下方式称呼。(1)第一跨接线84u1-u2(2)第二跨接线84v2-v1(3)第三跨接线84w1-w2(4)第四跨接线84u3-u4(5)第五跨接线84v4-v3(6)第六跨接线84w3-w4(7)第七跨接线84u5-u6(8)第八跨接线84v6-v5(9)第九跨接线84w5-w6
[0419]
另外,跨接线84中的第一跨接线84u1-u2、第三跨接线84w1-w2、第四跨接线84u3-u4、第六跨接线84w3-w4、第七跨接线84u5-u6和第九跨接线84w5-w6相当于本公开中的“第一方向跨接线”,第二跨接线84v2-v1、第五跨接线84v4-v3和第八跨接线84v6-v5相当于本公开中的“第二方向跨接线”。
[0420]
(绕组的结构)
在第七实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第四步骤的顺序进行卷绕。图中,带圈数字1~4表示形成多个线圈部78的顺序。
[0421]
(第一步骤-1)在第一步骤中,通过第一喷嘴122,将第一绕组72从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第一线圈部78u1。
[0422]
之后,第一绕组72在轴向一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0423]
(第一步骤-2)同样地,在第一步骤中,通过第二喷嘴124,将第二绕组74从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第七线圈部78u3。
[0424]
之后,第二绕组74在轴向一侧z2向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0425]
(第一步骤-3)同样地,在第一步骤中,通过第三喷嘴126,将第三绕组76从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十三极齿部54u5而形成第十三线圈部78u5,之后向芯部50的轴向一侧z2导出。
[0426]
之后,第三绕组76在轴向一侧z2向周向一侧r1跨过第十六线圈部54u6进行配线而形成第七跨接线84u5-u6。
[0427]
(第二步骤-1)在第二步骤中,通过第一喷嘴122,将第一绕组72从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0428]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第五线圈部54v2,第二电力输入线82u2-v2由连续线形成。
[0429]
(第二步骤-2)同样地,在第二步骤中,通过第二喷嘴124,将第二绕组74从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0430]
之后,第二绕组74在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十一线圈部54v4,第五电力输入线82u4-v4由连续线形成。
[0431]
(第二步骤-3)同样地,在第二步骤中,通过第三喷嘴126,将第三绕组76从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十六极齿部54u6而形成第十六线圈部78u6,之后向芯部50的轴向一侧z2导出。
[0432]
之后,第三绕组76在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十七线圈部54v6,第八电力输入线82u6-v6由连续线形成。
[0433]
(第三步骤-1)
在第三步骤中,通过第一喷嘴122,将第一绕组72从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第五线圈部78v2。
[0434]
之后,第一绕组72在轴向一侧z2向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0435]
(第三步骤-2)同样地,在第三步骤中,通过第二喷嘴124,将第二绕组74从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第十一线圈部78v4。
[0436]
之后,第二绕组74在轴向一侧z2向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0437]
(第三步骤-3)同样地,在第三步骤中,通过第三喷嘴126,将第三绕组76从芯部50的轴向一侧z2卷绕于第十七极齿部54v6。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第十七线圈部78v6。
[0438]
之后,第三绕组76在轴向一侧z2向周向另一侧r2跨过第十四线圈部54v5进行配线而形成第八跨接线84v6-v5。
[0439]
(第四步骤-1)在第四步骤中,通过第一喷嘴122,将第一绕组72从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0440]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第三线圈部54w1,第一电力输入线82v1-w1由连续线形成。
[0441]
(第四步骤-2)同样地,在第四步骤中,通过第二喷嘴124,将第二绕组74从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0442]
之后,第二绕组74在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第九线圈部54w3,第四电力输入线82v3-w3由连续线形成。
[0443]
(第四步骤-3)同样地,在第四步骤中,通过第三喷嘴126,将第三绕组76从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十四极齿部54v5而形成第十四线圈部78v5,之后向芯部50的轴向一侧z2导出。
[0444]
之后,第三绕组76在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十五线圈部54w5,第七电力输入线82v5-w5由连续线形成。
[0445]
(第五步骤-1)在第五步骤中,通过第一喷嘴122,将第一绕组72从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第三线圈部78w1。
[0446]
之后,第一绕组72在轴向一侧z2向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0447]
(第五步骤-2)同样地,在第五步骤中,通过第二喷嘴124,将第二绕组74从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第九线圈部78w3。
[0448]
之后,第二绕组74在轴向一侧z2向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0449]
(第五步骤-3)同样地,在第五步骤中,通过第三喷嘴126,将第三绕组76从芯部50的轴向一侧z2卷绕于第十五极齿部54w5。另外,沿从轴向观察的顺时针方向以整数的匝数进行卷绕而形成第十五线圈部78w5。
[0450]
之后,第三绕组76在轴向一侧z2向周向一侧r1跨过第十八线圈部54w6进行配线而形成第九跨接线84w5-w6。
[0451]
(第六步骤-1)在第六步骤中,通过第一喷嘴122,将绕组70从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0452]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1跨过第二绕组74的卷绕开始端部82e进行配线,通过后述的接线工序来形成第一连接部92,并且形成第三电力输入线82w2-u3。
[0453]
(第六步骤-2)同样地,在第六步骤中,通过第二喷嘴124,将第二绕组74从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0454]
之后,第二绕组74在芯部50的轴向一侧z2向周向一侧r1跨过第三绕组76的卷绕开始端部82g进行配线,通过后述的接线工序来形成第二连接部94,并且形成第六电力输入线82w4-u5。
[0455]
(第六步骤-3)同样地,在第六步骤中,通过第三喷嘴126,将第三绕组76从芯部50的轴向一侧z2沿从轴向观察的顺时针方向以整数的匝数卷绕于第十八极齿部54w6而形成第十八线圈部78w6,之后向芯部50的轴向一侧z2导出。
[0456]
之后,第三绕组76在芯部50的轴向一侧z2向周向一侧r1跨过第一绕组72的卷绕开始端部82c进行配线,通过后述的接线工序来形成第三连接部96,并且形成第九电力输入线82w6-u1。
[0457]
而且,由于形成第一连接部92、第二连接部94及第三连接部96,通过该第一绕组72、第二绕组74及第三绕组76来形成一根连接的绕组70。
[0458]
【表7】
[0459]
在第七实施方式中,按照以上的要领,形成2串联3并联方式的三角形接线。图29是通过第七实施方式中的绕组卷绕工序连接的多个线圈部78的连接结构图,如图27所示,通过第七实施方式中的绕组卷绕工序来将绕组70卷绕于芯部50。
[0460]
多个电力输入线82分别跨过2个极齿部54进行配线。多个第一方向跨接线分别跨过2
×
2个极齿部54进行配线,多个第二方向跨接线分别跨过2个极齿部54进行配线。
[0461]
第一绕组72、第二绕组74和第三绕组76分别由一根连续线构成,多个电力输入线82中的任一个电力输入线82具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的连接部,任一个电力输入线82具有将第二绕组74的卷绕结束端部82f与第三绕组74的卷绕开始端部82g彼此连接的连接部,任一个电力输入线82具有将第三绕组76的卷绕结束端部82h与第一绕组72的卷绕开始端部82c彼此连接的连接部。多个电力输入线82分别各有一根与接线端子98连接。
[0462]
如图28、图29所示,第一电力输入线82v1-w1将第二线圈部78v1的终端与第三线圈部78w1的始端连接,第二电力输入线82u2-v2将第四线圈部78u2的终端与第五线圈部78v2的始端连接,第三电力输入线82w2-u3将第六线圈部78w2的终端与第七线圈部78u3的始端连接,第四电力输入线82v3-w3将第八线圈部78v3的终端与第九线圈部78w3的始端连接,第五电力输入线82u4-v4将第十线圈部78u4的终端与第十一线圈部78v4的始端连接,第六电力输入线82w4-u5将第十二线圈部78w4的终端与第十三线圈部78u5的始端连接,第七电力输入线82v5-w5将第十四线圈部78v5的终端与第十五线圈部78w5的始端连接,第八电力输入线82u6-v6将第十六线圈部78u6的终端与第十七线圈部78v6的始端连接,第九电力输入线82w6-u1将第十八线圈部78w6的终端与第一线圈部78u1的始端连接。
[0463]
第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4、第六电力输入线82w4-u5、第七电力输入线82v5-w5、第八电力输入线82u6-v6、第九电力输入线82w6-u1连续地配线。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4、第六电力输入线82w4-u5、第七电力输入线82v5-w5、第八电力输入线82u6-v6和第九电力输入线82w6-u1配置于芯部50的轴向一侧z2。第三电力输入线82w2-u3、第六电力输入线82w4-u5和第九电力输入线82w6-u1具有将绕组70的端部彼此连接的连接部。第三电力输入线82w2-u3具有将第一绕组72卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的第一连接部92,第六电力输入线82w4-u5具有将第二绕组74的卷绕结束端部82f与第三绕组76的卷绕开始端部82g彼此连接的第二连接部94,第九电力输入线82w6-u1具有将第三绕组76的卷绕结束端部82h与第一绕组72的卷绕开始端部82c彼此
连接的第三连接部96。
[0464]
第一跨接线84u1-u2将第一线圈部78u1的终端与第四线圈部78u2的始端连接,第二跨接线84v2-v1将第五线圈部78v2的终端与第二线圈部78v1的始端连接,第三跨接线84w1-w2将第三线圈部78w1的终端与第六线圈部78w2的始端连接,第四跨接线84u3-u4将第七线圈部78u3的终端与第十线圈部78u4的始端连接,第五跨接线84v4-v3将第十一线圈部78v4的终端与第八线圈部78v3的始端连接,第六跨接线84w3-w4将第九线圈部78w3的终端与第十二线圈部78w4的始端连接,第七跨接线84u5-u6将第十三线圈部78u5的终端与第十六线圈部78u6的始端连接,第八跨接线84v6-v5将第十七线圈部78v6的终端与第十四线圈部78v5的始端连接,第九跨接线84w5-w6将第十五线圈部78w5的终端与第十八线圈部78w6的始端连接。
[0465]
第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3、第六跨接线84w3-w4、第七跨接线84u5-u6、第八跨接线84v6-v5和第九跨接线84w5-w6配置于芯部50的轴向一侧z2。
[0466]
另外,在第七实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u6和w相的线圈部w1~w6,第一喷嘴122、第二喷嘴124和第三喷嘴126向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,第一喷嘴122、第二喷嘴124和第三喷嘴126向芯部50的周向另一侧r2移动而进行卷绕。
[0467]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0468]
(绕组整形工序)在第七实施方式中,多个接线端子98相对于第一实施方式变更为第一接线端子98c、第二接线端子98b、第三接线端子98a、第四接线端子98c2、第五接线端子98b2、第六接线端子98a2、第七接线端子98c3、第八接线端子98b3和第九接线端子98a3。第一接线端子98c配置在第二线圈部78v1与第三线圈部78w1之间,第二接线端子98b配置在第四线圈部78u2与第五线圈部78v2之间,第三接线端子98a配置在第六线圈部78w2与第七线圈部78u3之间,第四接线端子98c2配置在第八线圈部78v3与第九线圈部78w3之间,第五接线端子98b2配置在第十线圈部78u4与第十一线圈部78v4之间,第六接线端子98a2配置在第十二线圈部78w4与第十三线圈部78u5之间,第七接线端子98c3配置在第十四线圈部78v5与第十五线圈部78w5之间,第八接线端子98b3配置在第十六线圈部78u6与第十七线圈部78v6之间,第九接线端子98a3配置在第一线圈部78u1与第十八线圈部78w6之间。
[0469]
在绕组整形工序中,与第一实施方式同样地,以使第一电力输入线82v1-w1的第一接线部c1移动到第一接线端子98c的方式,对第一电力输入线82v1-w1进行整形。第一接线端子98c例如为钩状,第一接线部c1卡定于第一接线端子98c。
[0470]
同样地,以使第二电力输入线82u2-v2的第二接线部b1移动到第二接线端子98b的方式,对第二电力输入线82u2-v2进行整形。第二接线端子98b例如为钩状,第二接线部b1卡定于第二接线端子98b。
[0471]
同样地,以使第三电力输入线82w2-u3的第三接线部a2移动到第三接线端子98a的方式,对第三电力输入线82w2-u3进行整形。第三接线端子98a例如为钩状,第三接线部a1卡定于第三接线端子98a。
[0472]
同样地,以使第四电力输入线82v3-w3的第四接线部c2移动到第四接线端子98c2的方式,对第四电力输入线82v3-w3进行整形。第四接线端子98c2例如为钩状,第四接线部c2卡定于第四接线端子98c2。
[0473]
同样地,以使第五电力输入线82u4-v4的第五接线部b2移动到第五接线端子98b2的方式,对第五电力输入线82u4-v4进行整形。第五接线端子98b2例如为钩状,第五接线部b2卡定于第五接线端子98b2。
[0474]
同样地,以使第六电力输入线82w4-u5的第六接线部a3移动到第六接线端子98a2的方式,对第六电力输入线82w4-u5进行整形。第六接线端子98a2例如为钩状,第六接线部a2卡定于第六接线端子98a2。
[0475]
同样地,以使第七电力输入线82v5-w5的第七接线部c3移动到第七接线端子98c3的方式,对第七电力输入线82v5-w5进行整形。第七接线端子98c3例如为钩状,第七接线部c3卡定于第七接线端子98c3。
[0476]
同样地,以使第八电力输入线82u6-v6的第八接线部b3移动到第八接线端子98b3的方式,对第八电力输入线82u6-v6进行整形。第八接线端子98b3例如为钩状,第八接线部b3卡定于第八接线端子98b3。
[0477]
同样地,以使第九电力输入线82w6-u1的第九接线部a1移动到第九接线端子98a3的方式,对第九电力输入线82w6-u1进行整形。第九接线端子98a3例如为钩状,第九接线部a3卡定于第九接线端子98a3。
[0478]
(接线工序)在接线工序中,第一接线端子98c和第一接线部c1例如通过熔合加工连接。同样地,第二接线端子98b和第二接线部b1例如通过熔合加工连接,第三接线端子98a和第三接线部a1例如通过熔合加工连接,第四接线端子98c2和第四接线部c2例如通过熔合加工连接,第五接线端子98b2和第五接线部b2例如通过熔合加工连接,第六接线端子98a2和第六接线部a2例如通过熔合加工连接,第七接线端子98c3和第七接线部c3例如通过熔合加工连接,第八接线端子98b3和第八接线部b3例如通过熔合加工连接,第九接线端子98a3和第九接线部a3例如通过熔合加工连接。这样,在接线工序中,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第四电力输入线82v3-w3、第五电力输入线82u4-v4、第七电力输入线82v5-w5和第九电力输入线82w6-u1分别各有一根与第一接线端子98c、第二接线端子98b、第四接线端子98c2、第五接线端子98b2、第七接线端子98c3和第八接线端子98b3连接,第二绕组74的卷绕开始端部82e和第一绕组72的卷绕结束端部82d分别与第三接线端子98a连接,第三绕组76的卷绕开始端部82g和第二绕组74的卷绕结束端部82f分别与第六接线端子98a2连接,第一绕组72的卷绕开始端部82c和第三绕组76的卷绕结束端部82h分别与第九接线端子98a3连接。
[0479]
与第一实施方式同样地,在第一接线端子98c处卡定有第一电力输入线82v1-w1的第一接线部c1,并且通过熔合加工连接有第一电力输入线82v1-w1。同样地,也分别连接第二电力输入线82u2-v2、第四电力输入线82v3-w3、第五电力输入线82u4-v4、第七电力输入线82v5-w5和第八电力输入线82u6-v6。
[0480]
另外,与第一实施方式同样地,在第三接线端子98a处卡定有第二绕组74的卷绕开始端部82e和第一绕组72的卷绕结束端部82d,并且通过熔合加工形成有连接部。由此形成
第三电力输入线82w2-u3。同样地,在第六接线端子98a2处卡定有第三绕组76的卷绕开始端部82g和第二绕组74的卷绕结束端部82f,并且通过熔合加工形成有连接部。由此形成第六电力输入线82w4-u5。同样地,在第九接线端子98a3处卡定有第一绕组72的卷绕开始端部82c和第三绕组76的卷绕结束端部82h,并且通过熔合加工形成有连接部。由此形成第九电力输入线82w6-u1。
[0481]
(组装工序)在第七实施方式中,组装工序与第四实施方式相同。而且,在旋转电机10的制造方法的第七实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0482]
(作用和效果)在以上说明的第七实施方式中,对于与第四实施方式相同的结构和方法,能够得到与第四实施方式相同的作用和效果。
[0483]
如图28所示,在第七实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,第一喷嘴122、第二喷嘴124和第三喷嘴126向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,第一喷嘴122、第二喷嘴124和第三喷嘴126向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将第一绕组72、第二绕组74和第三绕组76卷绕于多个极齿部54,能够实现生产率的提高。
[0484]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向一侧z2。因此,能够使轴向另一侧z1的空间最小化。
[0485]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第七实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0486]
另外,多个电力输入线82分别跨过2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0487]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0488]
在该第七实施方式中,作为一例,使用第一喷嘴122、第二喷嘴124和第三喷嘴126,以三喷嘴方式将作为三根连续线的第一绕组72、第二绕组74和第三绕组76依次卷绕于多个极齿部54。因此,与如上述第三实施方式那样,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54的情况相比,能够使绕组卷绕工序的工时减为1/3。由此,能够缩短工序时间,因此,能够抑制制造成本。
[0489]
(变形例)接着,对第七实施方式的变形例进行说明。
[0490]
第七实施方式的定子20作为在将m设为2以上的自然数的情况下,以m串联n并联方式进行三角形接线的一例,设为m=2且n=3,但是第七实施方式的定子20的制造方法适用于将n设为3的倍数,切槽、极齿部54和线圈部78的数量为9的倍数且18以上的所有的三相无刷电动机。例如,作为示例,可以列举18(m=2且n=3)、27(m=3且n=3)、36(m=2且n=6或m
=4且n=3)、45(或m=5且n=3)
…
。
[0491]
如图30所示,临时连结成形流道106也可以以如下方式变更。即,临时连结成形流道108从多个分割芯部56的与极齿部54相反的面延伸,并且分别连接成大致圆环形状。在这种情况下,多个分割芯部56以使多个极齿部54的前端部位于芯部50的外周侧的方式呈环状地排列的状态。
[0492]
在这种情况下,使第一喷嘴122从圆环状地排列的任一个分割芯部56向相对于一个分割芯部56位于临时连结成形流道108的周向一侧r1的分割芯部56移动而实施上述绕组卷绕工序,由此将第一绕组72卷绕于各个分割芯部56。另外,使第二喷嘴124从距圆环状地排列的任一个分割芯部56在临时连结成形流道108上位于沿周向分离120
°
的部位的分割芯部56,与第一绕组72同样地,向位于临时连结成形流道108的周向一侧r1的分割芯部56移动而实施上述绕组卷绕工序,由此将第二绕组74卷绕于各个分割芯部56。另外,使第三喷嘴126从距圆环状地排列的任一个分割芯部56在临时连结成形流道108上位于沿周向分离240
°
的部位的分割芯部56,与第一绕组72同样地,向位于临时连结成形流道108的周向一侧r1的分割芯部56移动而实施上述绕组卷绕工序,由此将第三绕组76卷绕于各个分割芯部56。
[0493]
在这种情况下,与第一实施方式的变形例同样地,在绕组70卷绕于芯部50之后,以使多个极齿部54的前端部位于芯部50的内周侧的方式翻转。
[0494]
另外,本变形例不限于三喷嘴方式。也可以改变第一喷嘴122、第二喷嘴124和第三喷嘴126而设为第一绕线机112、第二绕线机114和第三绕线机116,通过第一绕线机112、第二绕线机114和第三绕线机116移动并实施来卷绕于芯部50。
[0495]
进而,如图31所示,临时连结成形流道106也可以变更为俯视观察时大致三角形状的夹具100,第一喷嘴122、第二喷嘴124和第三喷嘴126也可以变更为第一绕线机112、第二绕线机114和第三绕线机116的三绕线机方式。在这种情况下,多个分割芯部56以使多个极齿部54的前端部位于芯部50的外周侧的方式呈环状地连结的状态。由此,通过第一绕线机112从位于夹具100的一个角部102的分割芯部56沿周向实施上述绕组卷绕工序,由此将第一绕组72卷绕于芯部50。同样地,通过第二绕线机114和第三绕线机116,从位于夹具100的剩余角部102的分割芯部56沿周向实施上述绕组卷绕工序,由此将第二绕组74和第三绕组76分别卷绕于各个分割芯部56。
[0496]
在这种情况下,与第一实施方式的变形例同样地,如图12所示,在绕组卷绕工序之后,成为芯部50翻转的状态。而且,如图12所示,进行芯部50的翻转,使得芯部50从以多个极齿部54的前端部位于芯部50的外周侧的方式环状地连结的状态,经过如图13所示的带状的状态,变为以使多个极齿部54的前端部位于芯部50的内周侧的方式环状地连结的状态(参照图7)。
[0497]
在进行芯部50的翻转之后,按照上述的绕组整形工序以后的要领来制造旋转电机10(参照图1)。
[0498]
另外,在第七实施方式中,多个接线端子98相对于第一实施方式变更为第一接线端子98c~第九接线端子98a3,但是也可以与第一实施方式同样地为第一接线端子98c~第三接线端子98a。在这种情况下,第四接线部c2~第九接线部a3与第一接线部c1~第三接线部a1一起分别与第一接线端子98c~第三接线端子98a接线。
[0499]
另外,在第七实施方式中,对于与第四实施方式相同的结构和方法,也可以采用与第四实施方式相同的变形例。
[0500]
另外,在第七实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v6,第一喷嘴122、第二喷嘴124和第三喷嘴126向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u6或w相的线圈部w1~w6也可以通过第一喷嘴122、第二喷嘴124和第三喷嘴126向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将第一绕组72、第二绕组74和第三绕组76卷绕于多个极齿部54,能够实现生产率的提高。
[0501]
[旋转电机的制造方法的第八实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第八实施方式进行说明。
[0502]
在旋转电机10的制造方法的第八实施方式中,芯部设置工序与上述旋转电机10的制造方法的第一实施方式相同。另一方面,在旋转电机10的制造方法的第八实施方式中,相对于上述的旋转电机10的制造方法的第一实施方式,以如下方式变更。
[0503]
(绕组的接线结构)在旋转电机10的制造方法的第八实施方式中,作为在将k设为偶数、将n设为自然数的情况下以k串联n并联方式进行三角形接线的一例,多个线圈部78以4串联方式进行三角形接线。即,在旋转电机10的制造方法的第八实施方式中,k=4且n=1,切槽、极齿部54和线圈部78的数量为12。
[0504]
具体地说明以4串联方式进行三角形接线的多个线圈部78的接线结构,同相的4个线圈部78各串联连接4个(k=4)而形成1列线圈列78a。另外,由该同相的4个线圈部78构成的3组线圈组80被
△
形(三角形)地连接。
[0505]
(绕组卷绕工序)另外,在第八实施方式的绕组卷绕工序中,与第一实施方式同样地,作为一例,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图32是示出第八实施方式中的绕组卷绕工序的图解的图,表8是示出第八实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0506]
在第八实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0507]
(第一步骤)在第一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第一线圈部78u1。
[0508]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0509]
(第二步骤)在第二步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0510]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第七线圈部54u3进行配线而形成第四跨接线84u2-u3。
[0511]
(第三步骤)在第三步骤中,绕组70从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第七线圈部78u3。
[0512]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十线圈部54u4进行配线而形成第七跨接线84u3-u4。
[0513]
(第四步骤)在第四步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0514]
之后,绕组70从芯部50的轴向一侧z2返回到第十极齿部54u4与第十一极齿部54v4之间并跨过第十一线圈部54v4进行配线,第二电力输入线82u4-v4由连续线形成。
[0515]
(第五步骤)在第五步骤中,绕组70从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第十一线圈部78v4。
[0516]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第八线圈部54v3进行配线而形成第八跨接线84v4-v3。
[0517]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0518]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第五线圈部54v2进行配线而形成第五跨接线84v3-v2。
[0519]
(第七步骤)在第七步骤中,绕组70从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第五线圈部78v2。
[0520]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0521]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0522]
之后,绕组70从芯部50的轴向一侧z2返回到第二极齿部54v1与第三极齿部54w1之间并跨过第三线圈部54w1进行配线,第一电力输入线82v1-w1由连续线形成。
[0523]
(第九步骤)在第九步骤中,绕组70从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第三线圈部78w1。
[0524]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0525]
(第十步骤)
在第十步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0526]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第九线圈部54w3进行配线而形成第六跨接线84w2-w3。
[0527]
(第十一步骤)在第十一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第九线圈部78w3。
[0528]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十二线圈部54w4进行配线而形成第九跨接线84w3-w4。
[0529]
(第十二步骤)在第十二步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0530]
之后,绕组70在芯部50的轴向一侧z2跨过绕组70的卷绕开始端部82a进行配线,通过接线工序,形成第三电力输入线82w4-u1。
[0531]
【表8】
[0532]
在第八实施方式中,通过以上的要领,形成4串联方式的三角形接线。
[0533]
另外,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4相当于本公开中的“一部分跨接线”,第四跨接线84u2-u3、第五跨接线84v3-v2和第六跨接线84w2-w3相当于本公开中的“剩余跨接线”。
[0534]
多个电力输入线82分别从相邻的极齿部54之间导出。多个第一方向跨接线分别跨过2个极齿部54进行配线,多个第二方向跨接线分别跨过2
×
2个极齿部54进行配线。
[0535]
如图32所示,第一电力输入线82v1-w1、第二电力输入线82u4-v4和第三电力输入
线82w4-u1配置于芯部50的轴向一侧z2,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4配置于芯部50的轴向一侧z2。另外,第四跨接线84u2-u3、第五跨接线84v3-v2和第六跨接线84w2-w3配置于芯部50的轴向另一侧z1。
[0536]
另外,在第八实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0537]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0538]
(绕组整形工序、接线工序和组装工序)在第八实施方式中,绕组整形工序、接线工序和组装工序与第一实施方式相同。然后,在旋转电机10的制造方法的第八实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0539]
(作用和效果)在以上说明的第八实施方式中,对于与第一实施方式相同的结构和方法,能够得到与第一实施方式相同的作用和效果。
[0540]
如图32所示,在第八实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0541]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第八实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0542]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84中的第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4配置于芯部50的轴向另一侧z1,第四跨接线84u2-u3、第五跨接线84v3-v2和第六跨接线84w2-w3与多个电力输入线82不交错地配置于芯部50的轴向一侧z2。因此,由于多个电力输入线82和多个跨接线84彼此不交错,因此,能够防止在绕组整形工序中电力输入线82和跨接线84交缠。
[0543]
另外,由于多个电力输入线82和多个跨接线84彼此不交错,因此,在组装工序中,能够在轴向一侧z2和轴向另一侧z1处整齐地收容。
[0544]
另外,多个电力输入线82分别从相邻的极齿部54之间导出。因此,由于充分地确保了跨接线84的两端间的间隔,另一方面,电力输入线82的两端间的间隔变窄,因此,能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0545]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0546]
(变形例)接着,对第八实施方式的变形例进行说明。
[0547]
第八实施方式的定子20在将k设为偶数、将n设为自然数的情况下,作为以k串联n并联方式进行三角形接线的一例,设为k=4且n=1,但是第八实施方式的定子20的制造方法适用于切槽、极齿部54及线圈部78的数量为6的倍数且6以上的所有的三相无刷电动机。例如,作为示例,切槽、极齿部54和线圈部78的数量可以列举6(k=2且n=1)、12(k=4且n=1)、18(k=6且n=1)、24(k=8且n=1)、30(k=10且n=1)、36(k=12且n=1)
…
。
[0548]
另外,在第八实施方式中,对于与第一实施方式相同的结构及方法,也可以采用与第一实施方式相同的变形例。
[0549]
另外,在第八实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0550]
[旋转电机的制造方法的第九实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第九实施方式进行说明。
[0551]
在旋转电机10的制造方法的第九实施方式中,芯部设置工序与上述旋转电机10的制造方法的第八实施方式相同。另一方面,在旋转电机10的制造方法的第九实施方式中,相对于上述的旋转电机10的制造方法的第八实施方式,绕组卷绕工序以如下方式变更。
[0552]
(绕组卷绕工序)另外,在第九实施方式的绕组卷绕工序中,与第一实施方式同样地,作为一例,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图33是示出第九实施方式中的绕组卷绕工序的图解的图,表9是示出第九实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0553]
在第九实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0554]
(第一步骤)在第一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第一线圈部78u1。
[0555]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0556]
(第二步骤)在第二步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0557]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第七线圈部54u3进行配线而形成第四跨接线84u2-u3。
[0558]
(第三步骤)在第三步骤中,绕组70从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第七线圈部78u3。
[0559]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十线圈部54u4进行配线而形成
第七跨接线84u3-u4。
[0560]
(第四步骤)在第四步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0561]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十一线圈部54v4,第二电力输入线82u4-v4由连续线形成。
[0562]
(第五步骤)在第五步骤中,绕组70从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第十一线圈部78v4。
[0563]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第八线圈部54v3进行配线而形成第八跨接线84v4-v3。
[0564]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0565]
之后,绕组70在轴向一侧z2向周向另一侧r2跨过第五线圈部54v2进行配线而形成第五跨接线84v3-v2。
[0566]
(第七步骤)在第七步骤中,绕组70从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第五线圈部78v2。
[0567]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0568]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0569]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第三线圈部54w1,第一电力输入线82v1-w1由连续线形成。
[0570]
(第九步骤)在第九步骤中,绕组70从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第三线圈部78w1。
[0571]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0572]
(第十步骤)在第十步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0573]
之后,绕组70在轴向一侧z2向周向一侧r1跨过第九线圈部54w3进行配线而形成第
六跨接线84w2-w3。
[0574]
(第十一步骤)在第十一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第九线圈部78w3。
[0575]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十二线圈部54w4进行配线而形成第九跨接线84w3-w4。
[0576]
(第十二步骤)在第十二步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0577]
之后,绕组70在芯部50的轴向另一侧z1向周向一侧r1跨过绕组70的卷绕开始端部82a进行配线,通过后述的接线工序来形成连接部90,并且形成第三电力输入线82w4-u1。
[0578]
【表9】
[0579]
在第九实施方式中,按照以上的要领,形成4串联方式的三角形接线。
[0580]
另外,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4相当于本公开中的“一部分跨接线”,第四跨接线84u2-u3、第五跨接线84v3-v2和第六跨接线84w2-w3相当于本公开中的“剩余跨接线”。
[0581]
多个电力输入线82分别跨过2个极齿部54进行配线。多个第一方向跨接线分别跨过2
×
2个极齿部54进行配线,多个第二方向跨接线分别跨过2个极齿部54进行配线。
[0582]
如图33所示,第一电力输入线82v1-w1、第二电力输入线82u4-v4和第三电力输入
线82w4-u1配置于芯部50的轴向一侧z2,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w2-w3、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4配置于芯部50的轴向一侧z2。另外,第四跨接线84u2-u3、第五跨接线84v3-v2和第六跨接线84w2-w3配置于芯部50的轴向另一侧z1。
[0583]
另外,在第九实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0584]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0585]
(绕组整形工序、接线工序和组装工序)在第九实施方式中,绕组整形工序、接线工序和组装工序与第一实施方式相同。然后,在旋转电机10的制造方法的第九实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0586]
(作用和效果)在以上说明的第九实施方式中,对于与第一实施方式相同的结构和方法,能够得到与第一实施方式相同的作用和效果。
[0587]
如图33所示,在第九实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0588]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第九实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0589]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84中的第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第七跨接线84u3-u4、第八跨接线84v4-v3和第九跨接线84w3-w4配置于芯部50的轴向另一侧z1,第四跨接线84u2-u3、第五跨接线84v3-v2和第六跨接线84w2-w3与多个电力输入线82不交错地配置于芯部50的轴向一侧z2。因此,由于多个电力输入线82和多个跨接线84彼此不交错,因此,能够防止在绕组整形工序中电力输入线82和跨接线84交缠。
[0590]
另外,由于多个电力输入线82和多个跨接线84彼此不交错,因此,在组装工序中,能够在轴向一侧z2和轴向另一侧z1处整齐地收容。
[0591]
另外,多个电力输入线82分别跨过2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0592]
(变形例)接着,对第九实施方式的变形例进行说明。
[0593]
第九实施方式的定子20在将k设为偶数、将n设为自然数的情况下,作为以k串联n并联方式进行三角形接线的一例,设为k=4且n=1,但是第八实施方式的定子20的制造方法适用于切槽、极齿部54及线圈部78的数量为6的倍数且6以上的所有的三相无刷电动机。
例如,作为示例,切槽、极齿部54和线圈部78的数量可以列举6(k=2且n=1)、12(k=4且n=1)、18(k=6且n=1)、24(k=8且n=1)、30(k=10且n=1)、36(k=12且n=1)
…
。
[0594]
另外,在第九实施方式中,对于与第八实施方式相同的结构和方法,也可以采用与第八实施方式相同的变形例。
[0595]
另外,在第九实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0596]
[旋转电机的制造方法的第十实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第十实施方式进行说明。
[0597]
在旋转电机10的制造方法的第十实施方式中,芯部设置工序与上述旋转电机10的制造方法的第三实施方式相同。另一方面,在旋转电机10的制造方法的第十实施方式中,相对于上述的旋转电机10的制造方法的第三实施方式,绕组卷绕工序以如下方式变更。
[0598]
(绕组的接线结构)在旋转电机10的制造方法的第十实施方式中,作为在将k设为偶数、将n设为自然数的情况下以k串联方式进行三角形接线的一例,多个线圈部78以2串联2并联方式进行三角形接线。即,在旋转电机10的制造方法的第八实施方式中,k=2且n=2,切槽、极齿部54和线圈部78的数量为12。
[0599]
具体地说明以2串联2并联方式进行三角形接线的多个线圈部78的接线结构,同相的4个线圈部78各串联连接2个(k=2)而形成2列(n=2)的线圈列78a。另外,由该同相的4个线圈部78构成的3组线圈组80被
△
形(三角形)地连接。
[0600]
(绕组卷绕工序)在第十实施方式的绕组卷绕工序中,作为一例,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图34是示出第十实施方式中的绕组卷绕工序的图解的图,表10是示出第十实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0601]
在第十实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0602]
(第一步骤)在第一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第一线圈部78u1。
[0603]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0604]
(第二步骤)在第二步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0605]
之后,绕组70从芯部50的轴向一侧z2返回到第四极齿部54u2与第五极齿部54v2之
间并跨过第五线圈部54v2进行配线,第二电力输入线82u2-v2由连续线形成。
[0606]
(第三步骤)在第三步骤中,绕组70从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第五线圈部78v2。
[0607]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0608]
(第四步骤)在第四步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0609]
之后,绕组70从芯部50的轴向一侧z2返回到第二极齿部54v1与第三极齿部54w1之间并跨过第三线圈部54w1进行配线,第一电力输入线82v1-w1由连续线形成。
[0610]
(第五步骤)在第五步骤中,绕组70从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第三线圈部78w1。
[0611]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0612]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0613]
之后,绕组70从芯部50的轴向一侧z2返回到第六极齿部54w2与第七极齿部54u3之间并跨过第七线圈部54u3进行配线,第三电力输入线82w2-u3由连续线形成。
[0614]
(第七步骤)在第七步骤中,绕组70从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第七线圈部78u3。
[0615]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0616]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0617]
之后,绕组70从芯部50的轴向一侧z2返回到第十极齿部54u4与第十一极齿部54v4之间并跨过第十一线圈部54v4进行配线,第五电力输入线82u4-v4由连续线形成。
[0618]
(第九步骤)在第九步骤中,绕组70从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第十一线圈部78v4。
[0619]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0620]
(第十步骤)在第六步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0621]
之后,绕组74从芯部50的轴向一侧z2返回到第八极齿部54v3与第九极齿部54w3之间并跨过第九线圈部54w3进行配线,第四电力输入线82v3-w3由连续线形成。
[0622]
(第十一步骤)在第十一步骤中,绕组70从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第九线圈部78w3。
[0623]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0624]
(第十二步骤)在第十二步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0625]
之后,绕组70在芯部50的轴向一侧z2跨过绕组70的卷绕开始端部82a进行配线,通过接线工序,形成第六电力输入线82w4-u1。
[0626]
【表10】
[0627]
在第十实施方式中,按照以上的要领,形成2串联2并联方式的三角形接线。
[0628]
多个电力输入线82分别从相邻的极齿部54之间导出。多个第一方向跨接线分别跨过2
×
2个极齿部54进行配线,多个第二方向跨接线分别跨过2个极齿部54进行配线。
[0629]
另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向另一侧z1。
[0630]
另外,在第十实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1
~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0631]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0632]
(绕组整形工序、接线工序和组装工序)在第十实施方式中,绕组整形工序、接线工序和组装工序与第三实施方式相同。然后,在旋转电机10的制造方法的第十实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0633]
(作用和效果)在以上说明的第十实施方式中,对于与第三实施方式相同的结构和方法,能够得到与第三实施方式相同的作用和效果。
[0634]
如图34所示,在第十实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0635]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第十实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0636]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向另一侧z1。因此,由于多个电力输入线82和多个跨接线84彼此不交错,因此,能够防止在绕组整形工序中电力输入线82和跨接线84交缠。
[0637]
另外,由于多个电力输入线82和多个跨接线84彼此不交错,因此,在组装工序中,能够在轴向一侧z2和轴向另一侧z1处整齐地收容。
[0638]
另外,多个电力输入线82分别从相邻的极齿部54之间导出。因此,由于充分地确保了跨接线84的两端间的间隔,另一方面,电力输入线82的两端间的间隔变窄,因此,能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0639]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0640]
(变形例)接着,对第十实施方式的变形例进行说明。
[0641]
第十实施方式的定子20在将k设为偶数的情况下,作为k串联n并联方式进行三角形接线的一例,设为k=2、n=2,但是第十实施方式的定子20的制造方法适用于切槽、极齿部54及线圈部78的数量为6的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为12(k=2且n=2)、18(k=3且n=2、或k=2且n=3)、24(k=4且n=2、或k=2且n=4)、30(k=5且n=2、或k=2且n=5)、36(k=6且n=2、k=3且n=4、k=4且n=3、或k=2且n=6)
…
。
[0642]
另外,在第十实施方式中,对于与第三实施方式相同的结构和方法,也可以采用与第三实施方式相同的变形例。
[0643]
另外,在第十实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0644]
[旋转电机的制造方法的第十一实施方式]接着,对本公开的一实施方式的旋转电机10的制造方法的第十一实施方式进行说明。
[0645]
旋转电机10的制造方法的第十一实施方式相对于上述旋转电机10的制造方法的第十实施方式,绕组卷绕工序以如下方式变更。
[0646]
(绕组卷绕工序)在第十一实施方式中,作为一例,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。图35是示出第十一实施方式中的绕组卷绕工序的图解的图,表11是示出第十一实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0647]
在第十一实施方式的绕组卷绕工序中,第一绕组72和第二绕组74按照以下的第一步骤~第六步骤的顺序进行卷绕。图中,带圈数字1~6表示形成多个线圈部78的顺序。
[0648]
(第一步骤-1)在第一步骤中,通过第一喷嘴122(参照图24),将第一绕组72从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第一线圈部78u1。
[0649]
之后,第一绕组72在轴向另一侧z2向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0650]
(第一步骤-2)同样地,在第一步骤中,通过第二喷嘴124(参照图24),将第二绕组74从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第七线圈部78u3。
[0651]
之后,第二绕组74在轴向另一侧z1向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0652]
(第二步骤-1)在第二步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0653]
之后,第一绕组72从芯部50的轴向一侧z2返回到第四极齿部54u2与第五极齿部54v2之间并跨过第五线圈部54v2进行配线,第二电力输入线82u2-v2由连续线形成。
[0654]
(第二步骤-2)同样地,在第二步骤中,通过第二喷嘴124(参照图24),将第二绕组74从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0655]
之后,第二绕组74从芯部50的轴向一侧z2返回到第十极齿部54u4与第十一极齿部54v4之间并跨过第十一线圈部54v4进行配线,第五电力输入线82u4-v4由连续线形成。
[0656]
(第三步骤-1)在第三步骤中,通过第一喷嘴122(参照图24),第一绕组72从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第五线圈部78v2。
[0657]
之后,第一绕组72在轴向另一侧z1向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0658]
(第三步骤-2)同样地,在第三步骤中,通过第二喷嘴124(参照图24),将第二绕组74从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第十一线圈部78v4。
[0659]
之后,第二绕组74在轴向另一侧z1向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0660]
(第四步骤-1)在第四步骤中,通过第一喷嘴122(参照图24),将第一绕组72从芯部50的轴向另一侧z2沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0661]
之后,第一绕组72从芯部50的轴向一侧z2返回到第二极齿部54v1与第三极齿部54w1之间并跨过第三线圈部54w1进行配线,第一电力输入线82v1-w1由连续线形成。
[0662]
(第四步骤-2)同样地,在第四步骤中,通过第二喷嘴124(参照图24),将第二绕组74从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0663]
之后,第二绕组74从芯部50的轴向一侧z2返回到第八极齿部54v3与第九极齿部54w3之间并跨过第九线圈部54w3进行配线,第四电力输入线82v3-w3由连续线形成。
[0664]
(第五步骤-1)在第五步骤中,通过第一喷嘴122(参照图24),将第一绕组72从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第三线圈部78w1。
[0665]
之后,第一绕组72在轴向另一侧z1向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0666]
(第五步骤-2)同样地,在第五步骤中,通过第二喷嘴124(参照图24),将第二绕组74从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的逆时针方向以整数 0.5的匝数进行卷绕而形成第九线圈部78w3。
[0667]
之后,第二绕组74在轴向另一侧z1向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0668]
(第六步骤-1)
在第六步骤中,通过第一喷嘴122(参照图24),将第一绕组72从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0669]
之后,第一绕组72在芯部50的轴向一侧z2向芯部50的轴向一侧z2导出,该第二绕组74在芯部50的轴向一侧z2将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接,通过接线工序来形成第三电力输入线82w2-u3。
[0670]
(第六步骤-2)同样地,在第六步骤中,通过第二喷嘴124(参照图24),将绕组70从芯部50的轴向另一侧z1沿从轴向观察的逆时针方向以整数 0.5的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0671]
之后,第一绕组72在芯部50的轴向一侧z2向芯部50的轴向一侧z2导出,该第二绕组74在芯部50的轴向一侧z2将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接,通过接线工序来形成第六电力输入线82w4-u1。
[0672]
而且,由于形成第一连接部92和第二连接部94,通过该第一绕组72和第二绕组74来形成一根连接的绕组70。
[0673]
【表11】
[0674]
在第十一实施方式中,按照以上的要领,形成2串联2并联方式的三角形接线。根据该第十一实施方式中的绕组卷绕工序,除了代替一个连接部90(参照图17)而形成第一连接部92和第二连接部94以外,与第十实施方式同样地得到多个线圈部78的连接结构。
[0675]
多个电力输入线82分别从相邻的极齿部54之间导出。多个第一方向跨接线分别跨过2
×
2个极齿部54进行配线,多个第二方向跨接线分别跨过2个极齿部54进行配线。
[0676]
第一绕组72和第二绕组74分别由一根连续线构成,多个电力输入线82中的任一个电力输入线82具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的连接部,任一个电力输入线82具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的连接部。多个电力输入线82分别各有一根与接线端子98连接。
[0677]
另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向另一侧z1。
[0678]
第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1从相邻的极齿部54之间导出。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第三电力输入线82w2-u3具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的第一连接部92,第六电力输入线82w4-u1具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的第二连接部94。
[0679]
另外,在第十一实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。
[0680]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0681]
(绕组整形工序、接线工序和组装工序)在第十一实施方式中,绕组整形工序、接线工序和组装工序与第十实施方式相同。然后,在旋转电机10的制造方法的第十一实施方式中,按照以上的要领来制造旋转电机10(参照图1)。按照以上的要领制造的旋转电机10的结构除了代替一个连接部90(参照图17)而形成第一连接部92和第二连接部94以外,与第十实施方式相同。
[0682]
(作用和效果)在以上说明的第十一实施方式中,对于与第十实施方式相同的结构和方法,能够得到与第十实施方式相同的作用和效果。
[0683]
如图35所示,在第十一实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0684]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,但是根据第十一实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0685]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向另一侧z1。因此,由于多个电力输入线82和多个跨接线84彼此不交错,因此,能够防止在绕组整形工序中电力输入线82和跨接线84交缠。
[0686]
另外,由于多个电力输入线82和多个跨接线84彼此不交错,因此,在组装工序中,能够在轴向一侧z2和轴向另一侧z1处整齐地收容。
[0687]
另外,多个电力输入线82分别从相邻的极齿部54之间导出。因此,由于充分地确保了跨接线84的两端间的间隔,另一方面,电力输入线82的两端间的间隔变窄,因此,能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0688]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地
确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0689]
在该第十一实施方式中,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。因此,与如上述第十实施方式那样,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54的情况相比,能够使绕组卷绕工序的工时减半。由此,能够缩短工序时间,因此,能够抑制制造成本。
[0690]
(变形例)接着,对第十一实施方式的变形例进行说明。
[0691]
第十一实施方式的定子20在将k设为偶数的情况下,作为以k串联n并联方式进行三角形接线的一例,设为k=2、n=2,但是第十一实施方式的定子20的制造方法适用于将n设为2的倍数,切槽、极齿部54和线圈部78的数量为12的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为12(k=2且n=2)、24(k=4且n=2、或k=2且n=4)、36(k=6且n=2、k=3且n=4、或k=2且n=6)、48(k=8且n=2、k=4且n=4、或k=2且n=8)
…
。
[0692]
另外,在第十一实施方式中,对于与第十实施方式相同的结构和方法,也可以采用与第十实施方式相同的变形例。
[0693]
另外,在第十一实施方式中,与第六实施方式的变形例同样地,如图21所示,临时连结成形流道106也可以变更为从多个分割芯部56中的极齿部54的相反面延伸,并且分别大致圆环形状地连接的临时连结成形流道108。此时的绕组整形工序、接线工序和组装工序与第六实施方式的变形例相同。
[0694]
另外,在第十一实施方式中,与第六实施方式的变形例同样地,如图22所示,临时连结成形流道106也可以变更为俯视观察时大致椭圆形状的夹具104,第一喷嘴122和第二喷嘴124也可以变更为第一绕线机112和第二绕线机114的双绕线机方式。此时的绕组整形工序、接线工序和组装工序与第六实施方式的变形例相同。
[0695]
另外,在第十一实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0696]
[旋转电机的制造方法的第十二实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第十二实施方式进行说明。
[0697]
在旋转电机10的制造方法的第十二实施方式中,芯部设置工序与上述旋转电机10的制造方法的第三实施方式相同。另一方面,在旋转电机10的制造方法的第十二实施方式中,相对于上述的旋转电机10的制造方法的第三实施方式,绕组卷绕工序以如下方式变更。
[0698]
(绕组卷绕工序)此外,在第十二实施方式的绕组卷绕工序中,作为一例,使用一个喷嘴120(参照图
4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54。图36是示出第十二实施方式中的绕组卷绕工序的图解的图,表12是示出第十二实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0699]
在第十二实施方式的绕组卷绕工序中,绕组70按照以下的第一步骤~第十二步骤的顺序进行卷绕。图中,带圈数字1~12表示形成多个线圈部78的顺序。
[0700]
(第一步骤)在第一步骤中,将绕组70从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第一线圈部78u1。
[0701]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0702]
(第二步骤)在第二步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0703]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第五线圈部54v2,第二电力输入线82u2-v2由连续线形成。
[0704]
(第三步骤)在第三步骤中,将绕组70从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第五线圈部78v2。
[0705]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0706]
(第四步骤)在第四步骤中,将绕组70从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0707]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第三线圈部54w1,第一电力输入线82v1-w1由连续线形成。
[0708]
(第五步骤)在第五步骤中,将绕组70从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第三线圈部78w1。
[0709]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0710]
(第六步骤)在第六步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0711]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第七线圈部54u3,第三电力输入线82w2-u3由连续线形成。
[0712]
(第七步骤)
在第七步骤中,绕组70从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第七线圈部78u3。
[0713]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0714]
(第八步骤)在第八步骤中,绕组70从芯部50的轴向另一侧z2沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0715]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十一线圈部54v4,第五电力输入线82u4-v4由连续线形成。
[0716]
(第九步骤)在第九步骤中,将绕组70从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第十一线圈部78v4。
[0717]
之后,绕组70在轴向另一侧z1向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0718]
(第十步骤)在第十步骤中,绕组70从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0719]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第九线圈部54w3,第四电力输入线82v3-w3由连续线形成。
[0720]
(第十一步骤)在第十一步骤中,将绕组70从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第九线圈部78w3。
[0721]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0722]
(第十二步骤)在第十二步骤中,将绕组70从芯部50的轴向另一侧z2沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0723]
之后,绕组70在芯部50的轴向一侧z2向周向一侧r1跨过绕组70的卷绕开始端部82a进行配线,通过后述的接线工序来形成连接部90,并且形成第六电力输入线82w4-u1。
[0724]
【表12】
[0725]
在第十二实施方式中,按照以上的要领,形成2串联2并联方式的三角形接线。
[0726]
多个电力输入线82分别跨过2个极齿部54进行配线。多个第一方向跨接线分别跨过2个极齿部54进行配线,多个第二方向跨接线分别跨过2
×
2个极齿部54进行配线。
[0727]
另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向另一侧z1。
[0728]
另外,在第十二实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部
u1~u4和w相的线圈部w1~w4,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。
[0729]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0730]
(绕组整形工序、接线工序和组装工序)在第十二实施方式中,绕组整形工序、接线工序和组装工序与第三实施方式相同。然后,在旋转电机10的制造方法的第十二实施方式中,按照以上的要领来制造旋转电机10(参照图1)。
[0731]
(作用和效果)在以上说明的第十二实施方式中,对于与第三实施方式相同的结构和方法,能够得到与第三实施方式相同的作用和效果。
[0732]
如图36所示,在第十二实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,喷嘴120向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0733]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第十二实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0734]
另外,在第十二实施方式中,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向另一侧z1。因此,由于多个电力输入线82和多个跨接线84彼此不交错,因此,能够防止在绕组整形工序中电力输入线82和跨接线84交缠。
[0735]
另外,由于多个电力输入线82和多个跨接线84彼此不交错,因此,在组装工序中,能够在轴向一侧z2和轴向另一侧z1处整齐地收容。
[0736]
另外,多个电力输入线82分别跨过2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0737]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84和电力输入线82复杂地交缠。
[0738]
(变形例)接着,对第十二实施方式的变形例进行说明。
[0739]
第十二实施方式的定子20在将k设为偶数的情况下,作为k串联n并联方式进行三角形接线的一例,设为k=2、n=2,但是第十二实施方式的定子20的制造方法适用于切槽、极齿部54及线圈部78的数量为6的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为12(k=2且n=2)、18(k=3且n=2、或k=2且n=3)、24(k=4且n=2、或k=2且n=4)、30(k=5且n=2、或k=2且n=5)、36(k=6且n=2、k=3且n=4、k=4且n=3、或k=2且n=6)
…
。
[0740]
另外,在第十二实施方式中,对于与第三实施方式相同的结构和方法,也可以采用与第三实施方式相同的变形例。
[0741]
另外,在第十二实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,喷嘴120向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过喷嘴120向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将绕组70卷绕于多个极齿部54,能够实现生产率的提高。
[0742]
[旋转电机的制造方法的第十三实施方式]接着,对本公开一实施方式的旋转电机10的制造方法的第十三实施方式进行说明。
[0743]
旋转电机10的制造方法的第十三实施方式相对于上述旋转电机10的制造方法的第十二实施方式,绕组卷绕工序以如下方式变更。
[0744]
(绕组卷绕工序)在第十三实施方式中,作为一例,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。图37是示出第十三实施方式中的绕组卷绕工序的图解的图,表13是示出第十三实施方式中的绕组卷绕工序的绕组卷绕顺序的工序表。
[0745]
在第十三实施方式的绕组卷绕工序中,第一绕组72和第二绕组74按照以下的第一步骤~第六步骤的顺序进行卷绕。图中,带圈数字1~6表示形成多个线圈部78的顺序。
[0746]
(第一步骤-1)在第一步骤中,通过第一喷嘴122(参照图18),将绕组70从芯部50的轴向一侧z2卷绕于第一极齿部54u1。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第一线圈部78u1。
[0747]
之后,绕组70在轴向另一侧z1向周向一侧r1跨过第四线圈部54u2进行配线而形成第一跨接线84u1-u2。
[0748]
(第一步骤-2)同样地,在第一步骤中,通过第二喷嘴124(参照图18),将第二绕组74从芯部50的轴向一侧z2卷绕于第七极齿部54u3。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第七线圈部78u3。
[0749]
之后,第二绕组74在轴向另一侧z1向周向一侧r1跨过第十线圈部54u4进行配线而形成第四跨接线84u3-u4。
[0750]
(第二步骤-1)在第二步骤中,通过第一喷嘴122(参照图18),将第一绕组72从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第四极齿部54u2而形成第四线圈部78u2,之后向芯部50的轴向一侧z2导出。
[0751]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第五线圈部54v2,第二电力输入线82u2-v2由连续线形成。
[0752]
(第二步骤-2)同样地,在第二步骤中,通过第二喷嘴124(参照图18),将第二绕组74从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第十极齿部54u4而形成第十线圈部78u4,之后向芯部50的轴向一侧z2导出。
[0753]
之后,第二绕组74在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第十一线圈部54v4,第五电力输入线82u4-v4由连续线形成。
[0754]
(第三步骤-1)在第三步骤中,通过第一喷嘴122(参照图18),将第一绕组72从芯部50的轴向一侧z2卷绕于第五极齿部54v2。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第五线圈部78v2。
[0755]
之后,第一绕组72在轴向另一侧z1向周向另一侧r2跨过第二线圈部54v1进行配线而形成第二跨接线84v2-v1。
[0756]
(第三步骤-2)同样地,在第三步骤中,通过第二喷嘴124(参照图18),将第二绕组74从芯部50的轴向一侧z2卷绕于第十一极齿部54v4。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第十一线圈部78v4。
[0757]
之后,第二绕组74在轴向另一侧z1向周向另一侧r2跨过第八线圈部54v3进行配线而形成第五跨接线84v4-v3。
[0758]
(第四步骤-1)在第四步骤中,通过第一喷嘴122(参照图18),将第一绕组72从芯部50的轴向另一侧z2沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第二极齿部54v1而形成第二线圈部78v1,之后向芯部50的轴向一侧z2导出。
[0759]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第三线圈部54w1,第一电力输入线82v1-w1由连续线形成。
[0760]
(第四步骤-2)同样地,在第四步骤中,通过第二喷嘴124(参照图18),将第二绕组74从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第八极齿部54v3而形成第八线圈部78v3,之后向芯部50的轴向一侧z2导出。
[0761]
之后,第二绕组74在芯部50的轴向一侧z2向周向一侧r1进行配线并跨过第九线圈部54w3,第四电力输入线82v3-w3由连续线形成。
[0762]
(第五步骤-1)在第五步骤中,通过第一喷嘴122(参照图18),将第一绕组72从芯部50的轴向一侧z2卷绕于第三极齿部54w1。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第三线圈部78w1。
[0763]
之后,第一绕组72在轴向另一侧z1向周向一侧r1跨过第六线圈部54w2进行配线而形成第三跨接线84w1-w2。
[0764]
(第五步骤-2)同样地,在第五步骤中,通过第二喷嘴124(参照图18),将第二绕组74从芯部50的轴向一侧z2卷绕于第九极齿部54w3。另外,沿从轴向观察的顺时针方向以整数 0.5的匝数进行卷绕而形成第九线圈部78w3。
[0765]
之后,第二绕组74在轴向另一侧z1向周向一侧r1跨过第十二线圈部54w4进行配线而形成第六跨接线84w3-w4。
[0766]
(第六步骤-1)
在第六步骤中,通过第一喷嘴122(参照图18),将第一绕组72从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第六极齿部54w2而形成第六线圈部78w2,之后向芯部50的轴向一侧z2导出。
[0767]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1跨过第二绕组74的卷绕开始端部82e进行配线,通过后述的接线工序来形成第一连接部92,并且形成第三电力输入线82w2-u3。
[0768]
(第六步骤-2)同样地,在第六步骤中,通过第二喷嘴124(参照图18),将第二绕组74从芯部50的轴向另一侧z1沿从轴向观察的顺时针方向以整数 0.5的匝数卷绕于第十二极齿部54w4而形成第十二线圈部78w4,之后向芯部50的轴向一侧z2导出。
[0769]
之后,第一绕组72在芯部50的轴向一侧z2向周向一侧r1跨过第一绕组72的卷绕开始端部82c进行配线,通过后述的接线工序来形成第二连接部94,并且形成第六电力输入线82w4-u1。
[0770]
而且,由于形成第一连接部92和第二连接部94,通过该第一绕组72和第二绕组74来形成一根连接的绕组70。
[0771]
【表13】
[0772]
在第十三实施方式中,按照以上的要领,形成2串联2并联方式的三角形接线。根据该第十三实施方式中的绕组卷绕工序,除了代替一个连接部90(参照图17)而形成第一连接部92和第二连接部94以外,与第十二实施方式同样地得到多个线圈部78的连接结构。
[0773]
多个电力输入线82分别跨过2个极齿部54进行配线。多个第一方向跨接线分别跨过2个极齿部54进行配线,多个第二方向跨接线分别跨过2
×
2个极齿部54进行配线。
[0774]
第一绕组72和第二绕组74分别由一根连续线构成,多个电力输入线82中的任一个电力输入线82具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的连接部,任一个电力输入线82具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的连接部。多个电力输入线82分别各有一根与接线端子98连接。
[0775]
另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨
接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向另一侧z1。
[0776]
第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1连续地配线,第一跨接线84u1-u2、第二跨接线84v2-v1、第三跨接线84w1-w2、第四跨接线84u3-u4、第五跨接线84v4-v3和第六跨接线84w3-w4配置于芯部50的轴向另一侧z1。另外,第一电力输入线82v1-w1、第二电力输入线82u2-v2、第三电力输入线82w2-u3、第四电力输入线82v3-w3、第五电力输入线82u4-v4和第六电力输入线82w4-u1配置于芯部50的轴向一侧z2。第三电力输入线82w2-u3具有将第一绕组72的卷绕结束端部82d与第二绕组74的卷绕开始端部82e彼此连接的第一连接部92,第六电力输入线82w4-u1具有将第二绕组74的卷绕结束端部82f与第一绕组72的卷绕开始端部82c彼此连接的第二连接部94。
[0777]
另外,在第十三实施方式的绕组卷绕工序中,针对多个线圈部78中的u相的线圈部u1~u4和w相的线圈部w1~w4,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,针对v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。
[0778]
在绕组卷绕工序之后,作为一例,将各个分割芯部56从临时连结成形流道106切断,并且将极齿部54朝向径向内侧环状地连接。
[0779]
(绕组整形工序、接线工序和组装工序)在第十三实施方式中,绕组整形工序、接线工序和组装工序与第十二实施方式相同。而且,在旋转电机10的制造方法的第十三实施方式中,按照以上的要领来制造旋转电机10(参照图1)。按照以上的要领制造的旋转电机10的结构除了代替一个连接部90(参照图17)而形成第一连接部92和第二连接部94以外,与第十二实施方式相同。
[0780]
(作用和效果)在以上说明的第十三实施方式中,对于与第十二实施方式相同的结构和方法,能够得到与第十二实施方式相同的作用和效果。
[0781]
如图37所示,在第十三实施方式的绕组卷绕工序中,对于u相、v相、w相中的两相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向一侧r1移动而进行卷绕,对于u相、v相、w相中的一相的极齿部54,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,由此分别形成多个线圈部78。其结果是,能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0782]
特别地,旋转电机10是多个极齿部54向芯部50的径向内侧延伸的内转子型的无刷电动机,根据第十三实施方式,能够实现这样的内转子型的无刷电动机的小型高输出化和低成本化。
[0783]
另外,多个电力输入线82配置于芯部50的轴向一侧z2,多个跨接线84配置于芯部50的轴向另一侧z1。因此,由于多个电力输入线82和多个跨接线84彼此不交错,因此,能够防止在绕组整形工序中电力输入线82和跨接线84交缠。
[0784]
另外,由于多个电力输入线82和多个跨接线84彼此不交错,因此,在组装工序中,能够在轴向一侧z2和轴向另一侧z1处整齐地收容。
[0785]
另外,多个电力输入线82分别跨过2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线
圈部78间的跨接线84和电力输入线82复杂地交缠。
[0786]
另外,多个跨接线84分别跨过2个或2
×
2个极齿部54进行配线。因此,由于充分地确保了电力输入线82的两端间的间隔以及跨接线84的两端间的间隔,因此,由此也能够抑制线圈部78间的跨接线84、电力输入线82复杂地交缠。
[0787]
在该第十三实施方式中,使用第一喷嘴122和第二喷嘴124,以双喷嘴方式将作为两根连续线的第一绕组72和第二绕组74依次卷绕于多个极齿部54。因此,与如上述第十二实施方式那样,使用一个喷嘴120(参照图4),以单喷嘴方式将作为一根连续线的绕组70依次卷绕于多个极齿部54的情况相比,能够使绕组卷绕工序的工时减半。由此,能够缩短工序时间,因此,能够抑制制造成本。
[0788]
(变形例)接着,对第十三实施方式的变形例进行说明。
[0789]
第十三实施方式的定子20在将k设为偶数的情况下,作为以k串联n并联方式进行三角形接线的一例,设为k=2、n=2,但是第十三实施方式的定子20的制造方法适用于将n设为2的倍数,切槽、极齿部54和线圈部78的数量为12的倍数且12以上的所有的三相无刷电动机。例如,作为示例,可以列举切槽、极齿部54和线圈部78的数量为12(k=2且n=2)、24(k=4且n=2、或k=2且n=4)、36(k=6且n=2、k=3且n=4、或k=2且n=6)、48(k=8且n=2、k=4且n=4、或k=2且n=8)
…
。
[0790]
另外,在第十三实施方式中,对于与第十二实施方式相同的结构和方法,也可以采用与第四实施方式相同的变形例。
[0791]
另外,在第十三实施方式的绕组卷绕工序中,针对u相、v相和w相中的v相的线圈部v1~v4,第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕,但是本实施方式的卷绕工序不限定于此。例如,u相的线圈部u1~u4或w相的线圈部w1~w4也可以通过第一喷嘴122和第二喷嘴124向芯部50的周向另一侧r2移动而进行卷绕。在这种情况下,也能够通过连续线将第一绕组72和第二绕组74卷绕于多个极齿部54,能够实现生产率的提高。
[0792]
以上,对本公开的一个实施方式进行了说明,但是本公开不限定于上述,除了上述以外,当然也可以在不脱离其主旨的范围内,进行各种变形并实施。
[0793]
此外,日本专利申请2021-017755的公开的全部内容通过参照并入本说明书。
[0794]
另外,本说明书所记载的所有文献、专利申请以及技术标准通过参照并入本说明书中,其公开程度如同各文献、专利申请以及技术标准被具体且单独地记载的情况一样。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。