1.本发明涉及碳纤维复合材料制备技术领域,尤其是一种碳纤维复合材料、成型工艺及泵过流部件。
背景技术:
2.现有的泵包括金属泵、碳化硅陶瓷泵以及碳纤维泵。
3.金属泵的强度高,但是其不耐腐蚀,因此无法应用对强氧化介质流体的泵送中,且使用寿命也很短。碳化硅陶瓷泵因为碳化硅陶瓷的难加工特性(易碎),因此,目前的碳化硅陶瓷泵也只是在过流部件的表面涂一层陶瓷。碳纤维泵,由于其耐腐蚀特性,可以应用于对酸性流体的泵送中,但碳纤维泵的强度弱于金属泵,且由于碳纤维泵采用的是常温浇灌工艺,相比于金属高温浇灌工艺而言,常温浇灌气泡不容易排出,气泡会影响浇灌成型的泵体的密实度,使泵体的抗拉强度大大减弱,由于泵体的抗拉强度减弱,这也限制了碳纤维高分子材料泵的尺寸(尺寸越大,边缘所受到的离心力越大,需要泵体的抗拉强度越高)。
4.因此,现有碳纤维泵的制备过程具有以下技术问题:
5.(1)在制备碳纤维泵时,常温浇灌会导致气泡不容易排出,影响泵体密实度和抗拉强度,限制了碳纤维泵的尺寸;
6.(2)在制备碳纤维泵时,高温浇灌会使材料热胀冷缩,导致泵体内部应力结构不可控。
技术实现要素:
7.为解决上述现有技术问题,本发明提供了一种碳纤维复合材料、成型工艺及泵过流部件,旨在解决上述现有技术制备碳纤维泵时,常温浇灌和高温浇灌都具有相应的缺陷,影响碳纤维泵的产品功能与品质。
8.本发明的第一方面,提出了一种碳纤维复合材料成型工艺,包括:
9.将至少一个浇灌口伸入模具内;
10.利用浇灌口在模具的底部浇灌碳纤维复合材料的浆料;
11.在浇灌浆料的同时,浇灌口跟随模具内的浆料液面上升执行浇灌口上提动作,直至浆料充满模具;
12.振动模具与固化干燥;
13.脱模,获得成型的碳纤维复合材料。
14.可选的,将浇灌口伸入模具内,具体包括:
15.将浇灌口伸入模具内的初始位置高度;
16.其中,所述初始位置高度被配置为浇灌口在所述初始位置高度进行浆料浇灌时,被浇灌的浆料沿模具底部向模具壁四周流淌。
17.可选的,执行浇灌口上提动作,具体包括:
18.在浆料液面未超过启动判定高度时,仅执行浇灌浆料动作;
19.在浆料液面超过启动判定高度时,在浇灌浆料的同时执行浇灌口上提动作。
20.可选的,所述启动判定高度被配置为高于浇灌口2-3cm处的位置高度。
21.可选的,浇灌口跟随模具内的浆料液面上升执行浇灌口上提动作,具体包括:
22.在浇灌浆料的同时上提浇灌口,始终保持浇灌口低于浆料液面2-3cm处的高度位置。
23.可选的,浇灌浆料,具体包括:
24.监测浇灌时浆料液面上升速度;
25.根据液面上升速度,控制浇灌口的浇灌流速,使浆料液面上升速度保持1-2cm/s。
26.可选的,所述浇灌口被配置为在模具内始终保持至少一个浇灌口到与所述浇灌口同一高度的模具壁的距离在浸润距离内。
27.可选的,所述浸润距离被配置为8-15cm。
28.可选的,浇灌浆料,具体包括:
29.在浇灌浆料的同时,控制模具执行预振动;
30.其中,所述预振动的振幅为0.5-1.5mm,频率为100-200hz。
31.本发明的第二方面,提出了一种碳纤维复合材料,采用如上所述的碳纤维复合材料成型工艺制备获得。
32.本发明的第三方面,提出了一种泵过流部件,包括:
33.叶轮;
34.泵盖;
35.以及泵体;其中,所述泵过流部件采用如上所述的碳纤维复合材料。
36.本发明的有益效果在于:提出了一种碳纤维复合材料、成型工艺及泵过流部件,该工艺包括将至少一个浇灌口伸入模具内;利用浇灌口在模具的底部浇灌碳纤维复合材料的浆料;在浇灌浆料的同时,浇灌口跟随模具内的浆料液面上升执行浇灌口上提动作,直至浆料充满模具;振动模具与固化干燥;脱模,获得成型的碳纤维复合材料。本发明通过在采用常温浇灌制备碳纤维复合材料的同时,在浇灌浆料的过程中通过工艺的优化防止气泡生成,以此实现常温浇灌制备高品质碳纤维复合材料,提升了碳纤维泵的密实度和抗拉强度,为制备大尺寸碳纤维泵提供了强度支持。
附图说明
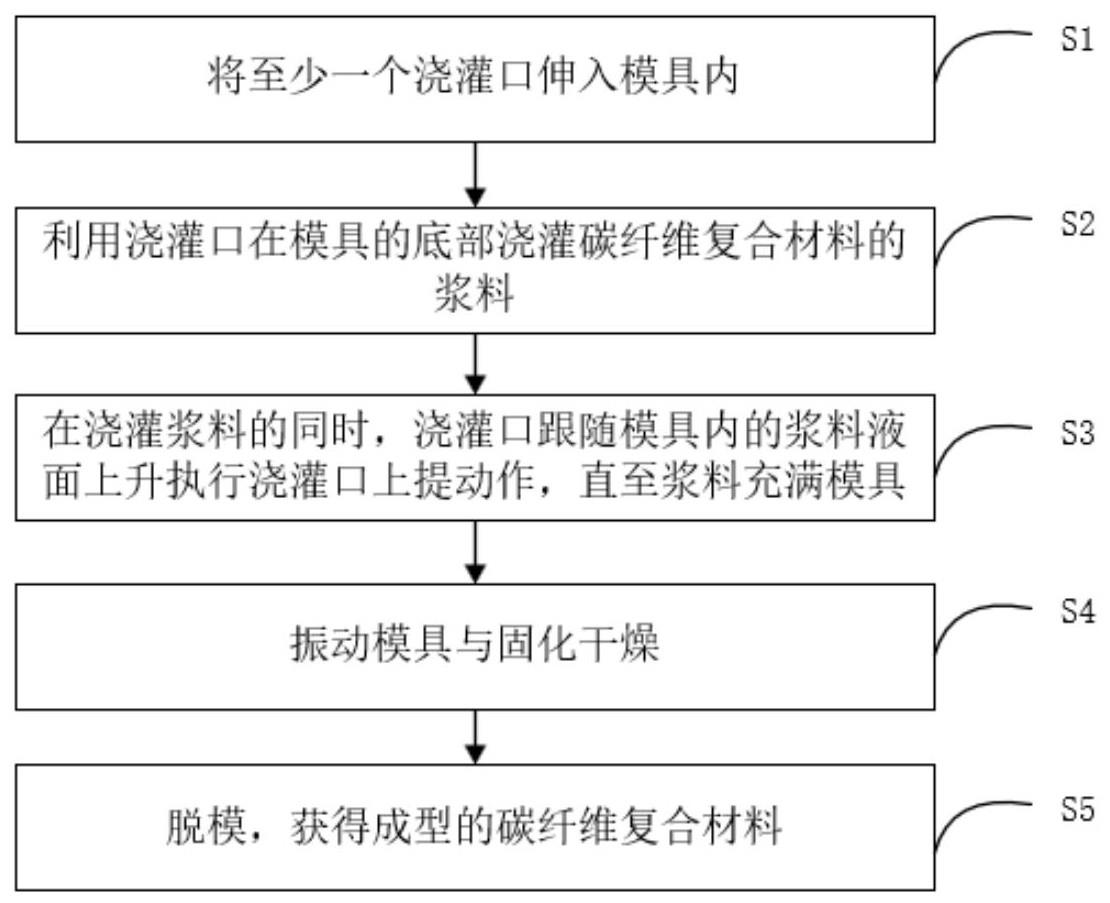
37.图1为本发明所提供的碳纤维复合材料成型工艺的流程示意图。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.实施例1:
40.参照图1,图1为本发明实施例提供的一种碳纤维复合材料成型工艺的流程示意图。
41.如图1所示,一种碳纤维复合材料成型工艺,包括如下步骤:
42.s1:将至少一个浇灌口伸入模具内;
43.s2:利用浇灌口在模具的底部浇灌碳纤维复合材料的浆料;
44.s3:在浇灌浆料的同时,浇灌口跟随模具内的浆料液面上升执行浇灌口上提动作,直至浆料充满模具;
45.s4:振动模具与固化干燥;
46.s5:脱模,获得成型的碳纤维复合材料。
47.在实际应用中,碳纤维复合材料的浆料通常包括:碳化硅颗粒、树脂、固化剂和纤维。其中,纤维可以为碳纤维、玻璃纤维或聚酯纤维中的一种、组合或其他任何具有类似效果的纤维种类;树脂可以为乙烯基酯树脂、环氧树脂或聚酰亚胺树脂中的一种、组合或其他任何具有类似效果的树脂种类;固化剂可以为胺类固化剂或其他任何具有类似效果的固化剂,本实施例对此不作限制。
48.需要说明的是,现有碳纤维泵的制造通常具有常温浇灌和高温浇灌两种可行的实施方案。其中,以碳纤维复合材料的浆料进行常温浇灌时,其浇灌过程中的气泡不容易排出,将会影响浇灌成型的泵体的密实度,使泵体的抗拉强度大大减弱,进而限制了泵体的尺寸;以碳纤维复合材料的浆料进行高温浇灌时,虽然可以排出大部分气泡避免对泵体密实度的影响,但基于碳纤维浆料与金属浆料的区别,高温浇灌成型的碳纤维泵体受热胀冷缩影响,在冷却后泵体内部的应力结构具有不可控性,导致泵体产品的品质参差不齐。因此,现有技术中常温浇灌和高温浇灌两种可行的实施方案都具有对碳纤维泵品质不可忽视的负面影响,且无法同时解决。
49.本实施例中,为了同时解决产生气泡与热胀冷缩两个技术问题对碳纤维泵的影响,提出了在采用常温浇灌制备碳纤维复合材料的同时,在浇灌浆料的过程中通过工艺的优化防止气泡生成,以此实现常温浇灌制备高品质碳纤维复合材料。
50.在一实施例中,常温浇灌过程中通过工艺的优化防止气泡生成,包括了第一优化内容:将浇灌口伸入模具内的初始位置高度;其中,所述初始位置高度被配置为浇灌口在所述初始位置高度进行浆料浇灌时,被浇灌的浆料沿模具底部向模具壁四周流淌。
51.具体而言,在浇灌浆料初始时,既要防止浇灌口的位置高度过高离底部太远,浆料浇灌至模具内落入底部产生溅射导致空气混入浆料中,也要防止浇灌口的位置高度过低离底部太近,浆料从浇灌口与底部之间狭小的通道射出导致空气混入浆料中,需要将浇灌口伸入模具内的初始位置高度。其中,该初始位置高度的设置标准为浆料可沿模具底部向模具壁四周流淌,进而平稳地形成浆料液面,避免在浇灌初始就将空气混入浆料,提升气泡排出难度。
52.在另一实施例中,常温浇灌过程中通过工艺的优化防止气泡生成,还包括了第二优化内容:浇灌口跟随浆料液面的上升执行上提动作;其中,执行浇灌口上提动作,具体包括如下步骤:
53.s301:在浆料液面未超过启动判定高度时,仅执行浇灌浆料动作;
54.s302:在浆料液面超过启动判定高度时,在浇灌浆料的同时执行浇灌口上提动作。
55.具体而言,在浆料液面未超过启动判定高度时,仅执行浇灌浆料动作,直至浆料液面超过启动判定高度,再同时执行浇灌浆料动作和浇灌口上提动作,在实际应用中,启动判
定高度被配置为高于浇灌口2-3cm处的位置高度。其中,在同时执行浇灌浆料动作和浇灌口上提动作时,需要保持在浇灌浆料的同时上提浇灌口,始终保持浇灌口低于浆料液面2-3cm处的高度位置。由此,通过上提浇灌口的方式,在执行浇灌浆料动作时,能够始终保持浇灌口位于浆料液面之下,浆料经由浇灌口从浆料液面之下浇灌至模具内部,避免浇灌过程产生过多气泡,不进入空气也不会对液面造成过多搅动。
56.在实际应用中,为了确保浇灌口在高于浇灌口2-3cm处时启动上提动作以及在浇灌浆料的同时上提浇灌口,始终保持浇灌口低于浆料液面2-3cm处的高度位置,可通过配置液面高度监测器件实时采集浆料的液面高度,利用采集获得的液面高度与控制浇灌口伸入模具的深度来控制浇灌口的上提动作,以此控制浇灌口在每个时刻的位置高度与浆料液面关联,降低浇灌过程可能产生的气泡。
57.在又一实施例中,常温浇灌过程中通过工艺的优化防止气泡生成,还包括了第三优化内容:浆料液面上升速度;具体包括如下步骤:
58.s303:监测浇灌时浆料液面上升速度;
59.s304:根据液面上升速度,控制浇灌口的浇灌流速,使浆料液面上升速度保持1-2cm/s。
60.在一些场景下,模具不同高度位置处的横截面面积并不相同,若采用恒定浇灌速度执行整个浇灌过程,在极端情况下会出现将空气混入浆料中进而导致浆料中出现气泡。例如,在模具为下端和上端横截面较大而中部横截面较小的沙漏形状或类似形状时,若采用恒定浇灌速度,在进行中部横截面最小的位置高度的浇灌时,前一单位时间浇灌的浆料还未来得及流淌至模具壁四周形成平稳的浆料液面,下一单位时间浇灌的浆料便被浇灌至未形成平稳液面的浆料之上,导致未形成平稳液面的浆料与后续浇灌的浆料以及两者之间的空气被混合到一起,由此将空气混入浆料中导致气泡的生成。
61.本实施例通过监测浇灌时模具内浆料液面的上升速度,通过增加浇灌流速或减小浇灌流速,具体而言,在监测到当前浆料液面的上升速度逐渐变快,则认为当前模具横截面在逐渐变小,若上升速度高于预设值,则认为以当前的浇灌速度在浇灌过程中可能会导致气泡的生成,需要降低浇灌流速;在监测到当前浆料液面的上升速度逐渐变慢,则认为当前模具横截面在逐渐变大,若上升速度低于预设值则认为以当前的浇灌速度进行浆料浇灌将会影响产品制造效率,需要提高浇灌流速。由此,在保证产品品质与产品制造效率之间维持一个平衡,提升企业生产效益。
62.在实际应用中,为了实现对浇灌时模具内浆料液面的上升速度的监测,可通过配置液面高度监测器件,利用相邻两个采样时间点采集的液面高度来计算该时间段的液面高度上升速度,以此控制浇灌流速来保证在执行模具的不同横截面高度的浆料浇灌时,皆能相对平稳地形成浆料液面,避免气泡生成。
63.在又一实施例中,常温浇灌过程中通过工艺的优化防止气泡生成,还包括了第四优化内容:所述浇灌口被配置为在模具内始终保持至少一个浇灌口到与所述浇灌口同一高度的模具壁的距离在浸润距离内,所述浸润距离被配置为8-15cm。
64.具体而言,在浇灌口伸入模具进行浆料浇灌时,所述浇灌口被配置为在模具内始终保持至少一个浇灌口到与所述浇灌口同一高度的模具壁的距离在浸润距离内,即,本实施例在设置浇灌口伸入模具的位置时,需要确保模具壁任意一个位置到同一高度的浇灌口
的距离在浸润距离内,由此,浆料经浇灌口被浇灌至模具内时,随着浆料向模具壁四周流淌,在浆料贴近模具壁时,浆料被模具壁吸附产生浸润现象,使浆料与模具壁完全贴附接触,排除空气进入的可能。在实际应用中,浸润距离通常被配置为8-15cm,能够达到较好的浸润效果。
65.在一些场景下,模具尺寸较大时,单个浇灌口无法满足模具壁任意一个位置到同一高度的浇灌口的距离在浸润距离内的要求,此时,可通过设置多个位于不同位置的浇灌口,使得模具内始终保持模具壁到同一高度时的至少一个浇灌口的距离在浸润距离内。
66.优选的,本实施例在执行浇灌浆料动作时,还包括如下步骤:在浇灌浆料的同时,控制模具执行预振动;其中,所述预振动的振幅为0.5-1.5mm,频率为100-200hz。需要说明的是,该预振动不同于浇灌完成之后的振动与干燥工艺,而是在浇灌的同时执行高频率、小幅度地振动,通过这样的预振动方式,能够在浇灌时增加浆料被浇灌至模具内与模具壁的吸附性,帮助浇灌的浆料向模具壁四周流淌,以尽快形成平稳的浆料液面,防止后续浇灌的浆料落至前面浇灌还未形成稳定液面的浆料上,导致空气混入浆料形成气泡。
67.实施例2:
68.本实施例提供了一种碳纤维复合材料,采用上述任意一项实施例记载的碳纤维复合材料成型工艺制备获得。
69.需要说明的是,本实施例提供的碳纤维复合材料由于采用了上述碳纤维复合材料成型工艺,实现了常温浇灌制备,具有更优的内部应力结构,材料品质高;同时,通过优化工艺防止气泡生成,提升了材料的密实度与抗拉强度。
70.实施例3:
71.本实施例提供了一种泵过流部件,包括:
72.叶轮;
73.泵盖;
74.以及泵体;其中,所述泵过流部件采用如上所述的碳纤维复合材料。
75.需要说明的是,本实施例提供的泵过流部件中的泵体由于采用了上述碳纤维复合材料,具有更优的内部应力结构和更高的密实度与抗拉强度,泵过流部件质量更高,相比于传统碳纤维复合材料的仅能达到15mpa-25mpa的抗拉强度,本实施例提供的碳纤维复合材料能达到65mpa-70mpa的抗拉强度。
76.由此,在具有更高的抗拉强度的基础上,本实施例的叶轮尺寸可以达到450mm,转速达到2900r/min,在面对工业场景下大流量与高流速抽取需求时,提供了更优的解决方案。
77.在本发明的实施例的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“坚直”、“水平”、“中心”、“顶”、“底”、“顶部”、“底部”、“内”、“外”、“内侧”、“外侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。其中,“里侧”是指内部或围起来的区域或空间。“外围”是指某特定部件或特定区域的周围的区域。
78.在本发明的实施例的描述中,术语“第一”、“第二”、“第三”、“第四”仅用以描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限
定有“第一”、“第二”、“第三”、“第四”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
79.在本发明的实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“组装”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
80.在本发明的实施例的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
81.在本发明的实施例的描述中,需要理解的是,
“‑”
和“~”表示的是两个数值之同的范围,并且该范围包括端点。例如:“a-b”表示大于或等于a,且小于或等于b的范围。“a~b”表示大于或等于a,且小于或等于b的范围。
82.在本发明的实施例的描述中,本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
83.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。