1.本技术涉及储能技术领域,尤其涉及一种储能装置及用电设备。
背景技术:
2.电芯在循环过程中会产气,产生的气体会向上移动,下塑胶防爆阀的结构对电芯产气的溢散有重要影响。当下塑胶防爆网被堵住时,会导致电芯产气上移不通畅,不利于电芯产气的扩散,从而影响防爆阀的开阀时间,进而影响电池的安全。
技术实现要素:
3.本技术提供一种储能装置及用电设备,可以避免防爆阀发生堵塞,有利于电芯产气的扩散,保证防爆阀的开启,电池的安全可靠性较佳。
4.本实施例提供的储能装置包括:端盖组件,端盖组件包括下塑胶,下塑胶包括下塑胶本体,沿下塑胶厚度方向,下塑胶本体包括第一表面和第二表面,第一表面和第二表面相背设置;下塑胶还包括防爆栅栏,防爆栅栏凸出于第二表面,且在第一表面上形成凹部;防爆栅栏包括第一侧壁和第二侧壁以及底壁,底壁连接第一侧壁和第二侧壁,底壁上设有多个间隔排布的通孔,沿着下塑胶的长度方向,第一侧壁和第二侧壁相对设置,第一侧壁和第二侧壁连接下塑胶本体;防爆栅栏还包括多个导流孔,多个导流孔包括第一导流孔和第二导流孔,第一导流孔设于第一侧壁,且沿着第一侧壁宽度方向,第一导流孔贯穿第一侧壁;第二导流孔设于第二侧壁,且沿着第二侧壁宽度方向,第二导流孔贯穿第二侧壁,第一导流孔和第二导流孔与凹部连通。
5.一种实施例中,沿着下塑胶的厚度方向,第一侧壁与下塑胶的厚度方向的参考线呈第一夹角θ1,第二侧壁与下塑胶的厚度方向的参考线呈第二夹角θ2,第一夹角θ1和第二夹角θ2的角度范围均分别为2-15度。
6.一种实施例中,底壁包括内表面和外表面,内表面和外表面沿着下塑胶的厚度方向背向设置,且内表面背向第二表面,底壁的外表面与第一侧壁的外表面连接处为弧形面。
7.一种实施例中,防爆栅栏还包括沿着下塑胶宽度方向延伸的第一加强筋,沿下塑胶的厚度方向,第一加强筋凸设于底壁的内表面,且位于凹部内;第一加强筋具有第一端面,沿着第一表面到第二表面的方向,第一端面低于第一表面。
8.一种实施例中,沿下塑胶的厚度方向,第一端面与第一表面的高度差h5为0.45-2.25mm。
9.一种实施例中,储能装置包括转接件和电极组件,电极组件包括两个极耳,转接件包括第一焊接部和第二焊接部;端盖组件包括顶盖、极柱和设于极柱的法兰,顶盖与下塑胶层叠并连接,极柱穿过下塑胶和顶盖,法兰位于第二表面,转接件与法兰连接;一个极耳与第一焊接部的背向下塑胶的表面连接,另一个极耳与第二焊接部的背向下塑胶的表面连接。
10.一种实施例中,下塑胶包括凹设于第二表面的凹槽,极柱穿过下塑胶,法兰收容于
凹槽,且法兰凸出于第二表面;沿下塑胶的厚度方向,法兰凸出于第二表面的高度h3为1.56mm。
11.一种实施例中,沿端盖组件厚度方向,第一焊接部和第二焊接部的朝向下塑胶的表面与第二表面之间具有间隙s3,且间隙s3为0.8-0.85mm。
12.一种实施例中,第一导流孔在第一侧壁上形成第一孔壁,第二导流孔在第二侧壁上形成第二孔壁, 第一孔壁和第二孔壁均背向第二表面,沿着下塑胶厚度方向,第一孔壁和第二孔壁与第二表面的距离为l1,l1和间隙s3满足关系:l1<s3。
13.一种实施例中,转接件包括本体、第一焊接部以及第二焊接部;第一焊接部与第二焊接部连接于本体的相对两侧,本体包括本体表面,第一焊接部与极耳焊接的表面为第一焊接面,第二焊接部与极耳焊接的表面为第二焊接面; 第一焊接部与第二焊接部相对本体朝背向本体表面方向弯折,沿着顶盖到下塑胶的方向,本体表面凸出于第一焊接面和第二焊接面。
14.一种实施例中,沿端盖组件的厚度方向,本体表面与第一焊接面和第二焊接面的高度差为0.85mm。
15.一种实施例中,极耳凸出于第一焊接部和第二焊接部表面的高度为0.65mm。
16.本技术还提供一种用电设备,包括上述的储能装置,储能装置用于储存电能。
附图说明
17.为了更清楚地说明本技术的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以如这些附图获得其他的附图。
18.图1为本技术实施例提供的储能装置的应用场景图;图2为图1所示的储能装置的立体结构示意图;图3为图2所示的储能装置的结构分解示意图;图4为图2所示的储能装置的部分结构分解示意图;图5为图2所示的储能装置的另一角度的部分结构分解示意图;图6为图4所示的储能装置的顶盖本体的结构示意图;图7为图2所示的储能装置在a-a线的剖视图;图8为图4所示的储能装置的第一转接件和第二转接件的另一角度的结构示意图;图9为图4所示的储能装置的下塑胶的结构示意图;图10为图9所示的储能装置的下塑胶的另一角度的结构示意图;图11为图2所示的储能装置的另一角度的部分结构示意图;图12为图11所示的储能装置的端盖组件在b-b线的剖视图。
19.图中各附图标记对应的名词为:5000储能系统,4500电能转换装置,4000风能转换装置,3000第一用户负载,1000储能装置,400壳体,100端盖组件,200电极组件,310第一转接件,311第一本体,3111第一面,312第一转接体,3120第一连接段,3121第二面,3122第一上表面,313第二转接体,3130第二连接段,3131第三面,3132第二上表面,320第二转接件,321第二本体,3211第四面,322第三转接体,3220第三连接段,3221第五面,3222第三上表面,323第四转接体,3230第四连接段,3231第六面,3232第四上表面,210极芯,220第一极
耳,230第二极耳,50第一极柱,51第一法兰,511第一抵持面,52第一环槽,60第二极柱,61第二法兰,62第二环槽,611第二抵持面,40顶盖,41顶盖本体,411正面,412背面,413第一安装槽,414第二安装槽,42第一通孔,43第二通孔,44防爆阀,441防爆阀保护片,45密封塞,46通槽,471第一缺口,4711第一壁,4712第二壁,472第二缺口,4721第三壁,4722第四壁,48注液孔,70上塑胶组件,71第一上塑胶,711第一凸环,72第二上塑胶,721第二凸环,81第一密封件,82第二密封件,10下塑胶,11下塑胶本体,111第一表面,112第二表面,12第一极柱通孔,13第一凹槽,131第一卡持凸起,14第二极柱通孔,15第二凹槽,151第二卡持凸起,16防爆栅栏,16a凹部,161第一侧壁,162第二侧壁,163底壁,1631外表面,1632内表面,17导流孔,17a第一导流孔,171第一孔壁,17b第二导流孔,172第二孔壁,18通孔,191第一加强筋,1911第一端面,192第二加强筋,1921第二端面。
具体实施方式
20.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.由于人们所需要的能源都具有很强的时间性和空间性,为了合理利用能源并提高能量的利用率,需要通过一种介质或者设备,把一种能量形式用同一种或者转换成另外一种能量形式存储起来,基于未来应用需要再以特定能量形式释放出来。众所周知,要实现碳中和的大目标,目前绿色电能的产生主要途径是发展光伏、风电等绿色能源来替代化石能源。目前绿色电能的产生普遍依赖于光伏、风电、水势等,而风能和太阳能等普遍存在间歇性强、波动性大的问题,会造成电网不稳定,用电高峰电不够,用电低谷电太多,不稳定的电压还会对电力造成损害,因此可能因为用电需求不足或电网接纳能力不足,引发“弃风弃光”问题,要解决这些问题须依赖储能。即将电能通过物理或者化学的手段转化为其他形式的能量存储起来,在需要的时候将能量转化为电能释放出来,简单来说,储能就类似一个大型“充电宝”,在光伏、风能充足时,将电能储存起来,在需要时释放储能的电力。
22.以电化学储能为例,本方案提供一种储能装置,储能装置内设有一组化学电池,主要是利用化学电池内的化学元素做储能介质,充放电过程伴随储能介质的化学反应或者变化,简单说就是把风能和太阳能产生的电能存在化学电池中,在外部电能的使用达到高峰时再将存储的电量释放出来使用,或者转移给电量紧缺的地方再使用。
23.目前的储能(即能量存储)应用场景较为广泛,包括(风光)发电侧储能、电网侧储能、基站侧储能以及用户侧储能等方面,对应的储能装置的种类包括有:(1)应用在电网侧储能场景的大型储能集装箱,其可作为电网中优质的有功无功调节电源,实现电能在时间和空间上的负荷匹配,增强可再生能源消纳能力,并在电网系统备用、缓解高峰负荷供电压力和调峰调频方面意义重大;(2)应用在用户侧的工商业储能场景(银行、商场等)的中小型储能电柜,主要运行模式为“削峰填谷”。由于根据用电量需求在峰谷位置的电费存在较大的价格差异,用户有储能设备后,为了减少成本,通常在电价低谷期,对储能柜/箱进行充电处理;电价高峰期,再将储能设备中的电放出来进行使用,以达到节省电费的目的。
24.请参阅图1,图1是本技术实施例提供的储能装置的应用场景图,本技术实施例以用户侧储能中的家用储能场景为例进行说明,本技术储能装置并不限定于家用储能场景。
25.本技术提供一种户用储能系统5000,该户用储能系统5000包括电能转换装置4500(光伏板)、风能转换装置4000(风车)、第一用户负载3000(基站)、第二用户负载(图未示)(工商业侧)等以及储能装置1000,储能系统还包括储能柜,该储能装置1000装于储能柜,便于安装于室外。具体的,电能转换装置4500可以在电价低谷时期将太阳能转换为电能,储能装置1000用于储存该电能并在电价高峰时供给基站和工商业侧进行使用,或者在电网断电/停电时进行供电。风能转换装置4000(风车)可以将风能转换为电能,储能装置1000用于储存该电能并在电价高峰时供给基站和工商业侧进行使用,或者在电网断电/停电时进行供电。其中,电能的传输可以采用高压线缆进行传输。
26.可以理解的是,储能装置1000可包括但不限于单体电池、电池模组、电池包、电池系统等。本技术实施例提供的储能装置1000的实际应用形态可以为但不限于为所列举产品,还可以是其他应用形态,本技术实施例不对储能装置1000的应用形态做严格限制。储能装置1000的数量可以为多个,多个储能装置1000相互串联或并联,多个储能装置1000采用隔离板(图未示)进行支撑及电连接。本实施例中,“多个”是指两个及两个以上。
27.本技术实施例仅以储能装置1000为多芯电池为例进行说明。
28.请参阅图2和图3,储能装置1000包括壳体400、端盖组件100、电极组件200、第一转接件310(图未示)和第二转接件320(图未示),端盖组件100装于电极组件200一端,壳体400具有开口并设有容纳腔;电极组件200容纳于容纳腔,端盖组件100密封于开口。其中第一转接件310连接电极组件200和端盖组件100的第一极柱50(图未标),第二转接件320连接电极组件200和端盖组件100的第二极柱60(图未标)。
29.为方便描述,定义图2所示端盖组件100的长度方向为x轴方向,端盖组件100的宽度方向为y轴方向,端盖组件100的厚度方向为z轴方向,x轴方向、y轴方向和z轴方向两两相互垂直。本技术实施例描述所提及的“上”、“下”等方位用词是依据说明书附图2所示方位进行的描述,以朝向z轴正方向为“上”,以朝向z轴负方向为“下”,其并不形成对储能装置1000于实际应用场景中的限定。以下文中所用到的“相同”、“相等”或者“平行”均允许有一定的公差存在。
30.本实施例中,电极组件200包括两个极芯210。沿储能装置1000宽度方向(y轴方向),两个极芯210并排排列。每个极芯210包括两个极耳。具体的,每个极芯210均包括第一极耳220和第二极耳230。沿储能装置1000宽度方向(x轴方向),两个极芯210的第一极耳220均相对设置,两个极芯210的第二极耳230相对设置。 其中两个极芯210的第一极耳220通过第一转接件310与第一极柱50连接,两个极芯210的第二极耳230通过第二转接件320与第二极柱60连接。
31.本实施例中,电极组件200外侧还包覆有绝缘膜(图未示),用于保护极芯210,避免极芯210被刮伤。绝缘膜包覆于电极组件200外表面,且绝缘膜的侧边与端盖组件100热熔粘接。
32.请一并参阅图4和图5,端盖组件100包括下塑胶10和顶盖40,下塑胶10安装在顶盖40上,且下塑胶10位于电极组件200和顶盖40之间。本实施例中的顶盖40为光铝件,下塑胶10为塑料材质制成且绝缘。端盖组件100还包括两个极柱和上塑胶组件70。具体的,两个极
柱分别为第一极柱50和第二极柱60。上塑胶组件70和顶盖40固定连接,且套于第一极柱50和第二极柱60,第一极柱50和第二极柱60通过上塑胶组件70与顶盖40绝缘。其中,第一极柱50上设有第一法兰51,第二极柱60上设有第二法兰61。第一法兰51用于与第一转接件310电连接,第二法兰61用于与第二转接件320电连接。需要说明的是,在本实施例中,第一极耳220为正极极耳,第二极耳230为负极极耳,第一极柱50为正极极柱,第二极柱60为负极极柱,第一法兰51为正极法兰,第二法兰61为负极法兰。
33.本实施例中,每个极柱一端均连接有法兰,分别为第一法兰51和第二法兰61。每个法兰均具有抵持面,分别为第一抵持面511和第二抵持面611。
34.第一极柱50一端连接有第一法兰51。第一极柱50外周缘设有第一环槽52,用于上塑胶组件70配合连接。第一法兰51具有第一抵持面511,第一抵持面511朝向第一极柱50。在本实施例中,第一极柱50为圆柱形,第一法兰51为方形。第一极柱50连接于第一法兰51的第一抵持面511且位于第一法兰51的中部,第一极柱50周缘与第一法兰51的边缘之间的距离最小处为第一法兰51的最窄处宽度w1。
35.第二极柱60一端连接有第二法兰61。第二极柱60外周缘设有第二环槽62,用于上塑胶组件70配合连接。第二法兰61具有第二抵持面611,第二抵持面611朝向第二极柱60。在本实施例中,第二极柱60为圆柱形,第二法兰61为方形。第二极柱60连接于第二法兰61的第二抵持面611且位于第二法兰61的中部,第二极柱60周缘与第二法兰61的边缘之间的距离最小处为第二法兰61的最窄处宽度w2。
36.本实施例中,顶盖40包括顶盖本体41、防爆阀44和密封塞45。顶盖本体41上还包括注液孔48和两个通孔。具体的,两个通孔分别为第一通孔42和第二通孔43。可以理解,第一通孔42和第二通孔43均为顶盖通孔。沿x轴方向,也就是顶盖40长度方向,第一通孔42、注液孔48、防爆阀44及第二通孔43依次间隔排列。
37.具体的,顶盖本体41为长条形薄板,沿顶盖本体41厚度方向(z轴方向),其包括正面411、与正面411背向设置的背面412。顶盖本体41还包括第一安装槽413和第二安装槽414,第一安装槽413和第二安装槽414位于顶盖本体41的背面412的相对两端位置(沿着x轴方向排列)。第一安装槽413和第二安装槽414为矩形凹槽,第一安装槽413是由背面412向正面411方向凹陷形成。第二安装槽414是由背面412向正面411方向凹陷形成。可以理解,第一安装槽413和第二安装槽414分别设于顶盖本体41的相对两端,用于与下塑胶10配合连接。第一通孔42贯穿第一安装槽413的槽底壁,第二通孔43贯穿第二安装槽414的槽底壁。可以理解,第一通孔42和第二通孔43分别设于顶盖本体41的相对两端,分别用于供电池的第一极柱50和第二极柱60穿过。
38.本实施例中,顶盖本体41还设有贯穿背面412和正面411的通槽46,且通槽46位于第一安装槽413和第二安装槽414之间。通槽46位于顶盖本体41中部位置。防爆阀44容置通槽46内并与通槽46的槽壁焊接。当储能装置1000内部压力过大时,防爆阀44会自动打开泄压,以防止出现爆炸的情况。顶盖40还包括防爆阀保护片441。防爆阀保护片441与防爆阀44相对设置。防爆阀保护片441盖住通槽46,且与顶盖本体41的正面411齐平。
39.注液孔48设于第一安装槽413和防爆阀44之间,在动力电池的注液工序中,通过顶盖40上的注液孔48向电池内注入电解液。密封塞45由顶盖本体41的正面411装入所述的注液孔48并密封注液孔48。
40.请参阅图6,本实施例中,顶盖40还设有多个缺口。多个缺口包括多个第一缺口471和多个第二缺口472,多个第一缺口471围绕第一通孔42周缘设置,且多个第一缺口471间隔设置。多个第二缺口472围绕第二通孔43周缘间隔,且多个第二缺口472间隔设置。
41.本实施例中,在顶盖40的厚度方向上,第一缺口471的外轮廓呈轮齿形,第一缺口471由顶盖本体41的正面411向背面412方向凹陷,且与第一通孔42连通;可以理解为第一缺口471在正面411上以及第一通孔42的孔壁上均设有开口。第一缺口471包括第一壁4711和两个相对设置的第二壁4712,两个第二壁4712连接第一壁4711的相对两侧,第一壁4711长度大于第二壁4712,两个第二壁4712与第一通孔42的孔壁连接。第一壁4711可以理解为第一缺口471的一个内壁,第一壁4711与顶盖本体41的背面412背向设置。
42.本实施例中,在顶盖40的厚度方向上,第二缺口472的外轮廓呈轮齿形,第二缺口472可以由顶盖本体41的正面411向背面412方向凹陷,且与第二通孔43连通;可以理解为第二缺口472在正面411上以及第二通孔43的孔壁上均设有开口。第二缺口472包括第三壁4721和两个相对设置的第四壁4722,两个第四壁4722连接第三壁4721的相对两侧,第三壁4721长度大于第四壁4722,两个第四壁4722与第二通孔43的孔壁连接。第三壁4721可以理解为第二缺口472的内壁,第三壁4721与顶盖本体41的背面412背向设置。
43.请结合参阅图4、图5和图7,本实施例中,上塑胶组件70包括第一上塑胶71和第二上塑胶72。本实施例中,第一上塑胶71和第二上塑胶72均为环形体。第一上塑胶71一侧设有第一凸环711,第一凸环711与第一上塑胶71同轴设置,用于填充第一极柱50的第一环槽52。第二上塑胶72设有第二凸环721,第二凸环721与第二上塑胶72同轴设置,用于填充第二极柱60的第二环槽62。
44.本实施例中,端盖组件100还包括两个密封件。具体的,两个密封件分别为第一密封件81和第二密封件82。第一密封件81和第二密封件82均为圆环形弹性件,其可以为橡胶材料制成。
45.请结合参阅图4和图5,本实施例中,下塑胶10包括下塑胶本体11。下塑胶本体11大致为矩形薄板,沿下塑胶本体11厚度方向(z轴方向),其包括第一表面111和第二表面112,第一表面111和第二表面112相背设置。
46.本实施例中,下塑胶10包括两个极柱通孔和两个凹槽。两个极柱通孔分别为第一极柱通孔12和第二极柱通孔14,两个凹槽分别为第一凹槽13和第二凹槽15。第一凹槽13和第一极柱通孔12同轴设置,且靠近下塑胶本体11的一端部设置。第一极柱通孔12用于供第一极柱50穿过。第一凹槽13用于收容第一法兰51。第一凹槽13由第二表面112向第一表面111方向凹陷,并在第一表面111形成第一卡持凸起131。第一极柱通孔12为圆形通孔,第一极柱通孔12贯穿第一表面111和第二表面112,第一极柱通孔12贯穿第一凹槽13的槽底壁,即贯穿第一卡持凸起131。
47.本实施例中,第二凹槽15和第二极柱通孔14同轴设置,且靠近下塑胶本体11的另一端部设置。第二极柱通孔14用于供第二极柱60穿过。第二凹槽15用于收容第二法兰61。第二凹槽15由第二表面112向第一表面111方向凹陷,并在第一表面111上形成第二卡持凸起151。第二极柱通孔14为圆形通孔,第二极柱通孔14贯穿第一表面111和第二表面112,第二极柱通孔14贯穿第二凹槽15的槽底壁,即贯穿第二卡持凸起151。
48.如图7,下塑胶10与顶盖40层叠并连接。下塑胶10的长度与顶盖40的长度相同,下
塑胶10的宽度与顶盖40的宽度相当,其中允许有一定的公差范围。下塑胶10层叠设置于顶盖40的背面412。具体的,下塑胶10的第一表面111与顶盖40的背面412相对并贴合。第一卡持凸起131插入第一安装槽413,第二卡持凸起151插入第二安装槽414;其中,第一卡持凸起131与第一安装槽413可以相互卡持实现相互的定位,第二卡持凸起151与第二安装槽414可以相互卡持实现相互的定位。沿顶盖40的厚度方向(z轴方向),下塑胶10的第一极柱通孔12与顶盖40的第一通孔42相对设置并相互连通,第二极柱通孔14与顶盖40的第二通孔43相对设置并相互连通。
49.第一密封件81套设于第一极柱50,第一极柱50穿过第一极柱通孔12与第一通孔42,第一法兰51位于第一凹槽13内,第一密封件81位于第一极柱通孔12内,第一上塑胶71套设于第一极柱50周缘并与顶盖本体41的正面411连接,且第一上塑胶71的第一凸环711位于第一极柱50的第一环槽52内,且夹持在第一通孔42与第一极柱50的第一环槽52之间。第一上塑胶71与第一通孔42及第一环槽52的接触的位置均连接。第一密封件81夹持于顶盖本体41和第一法兰51之间。具体的,沿着端盖组件100的厚度方向,第一密封件81部分夹持于第一法兰51的位于第一极柱50周缘的表面与顶盖本体41的背面412之间,部分夹持于第一法兰51的第一抵持面511与第一上塑胶71之间,且密封第一极柱通孔12。可以理解,第一密封件81被压缩在第一法兰51与顶盖40、第一上塑胶71之间,且密封第一极柱通孔12。
50.本实施例中,在第一极柱50与下塑胶10和顶盖40固定时会产生相互连接的作用力,第一密封件81在端盖组件100的厚度方向被挤压并发生形变,且第一密封件81的压缩量大于30%,在第一通孔42的径向方向上,第一密封件81被压缩后的宽度w3为2.58mm。可以理解,第一密封件81被挤压并发生形变后,沿第一通孔42的径向的形变量,即为第一密封件81的径向宽度,径向宽度大于顶盖40的第一缺口471的宽度,且两个宽度的差值h1为1mm。沿第一通孔42的径向,第一密封件81的宽度大于顶盖40的第一缺口471的宽度,使得厚度和强度更大的顶盖本体41能够压接部分第一密封件81,从而使得第一极柱50、下塑胶10以及顶盖40之间的第一密封件81在较大压缩量的挤压下,不容易因回弹力而变形,进一步提升第一极柱50、下塑胶10以及顶盖40之间的密封性能。
51.第二密封件82套设于第二极柱60,第二极柱60穿过第二极柱通孔14与第二通孔43,第二法兰61位第二凹槽15内,第二密封件82位于第二极柱通孔14内,第二上塑胶72套设于第二极柱60周缘并与顶盖本体41的正面411连接,且第二上塑胶72的第二凸环721位于第二极柱60的第二环槽62内,且夹持第二通孔43与第二极柱60之间。第二上塑胶72与第二通孔43及第二环槽62的接触的位置均连接。第二密封件82夹持于顶盖本体41和第二法兰61之间。具体的,沿着端盖组件100的厚度方向,第二密封件82部分夹持于第二法兰61的位于第二极柱60周缘的表面与顶盖本体41的背面412之间,部分夹持于第二法兰61的第二抵持面611与第二上塑胶72之间,且密封第二极柱通孔14。可以理解,第二密封件82被压缩在第二法兰61与顶盖40、第二上塑胶72之间,且密封第二极柱通孔14。
52.本实施例中,在第二极柱60与下塑胶10和顶盖40固定时会产生相互连接的作用力,第二密封件82在端盖组件100的厚度方向被挤压并发生形变,且第二密封件82的压缩量大于30%,在第二通孔43的径向方向上,第二密封件82被压缩后的宽度为2.58mm。可以理解,第二密封件82被挤压并发生形变后,沿第二通孔43的径向的形变量,即为第二密封件82的径向宽度,径向宽度大于顶盖40的第二缺口472的宽度,且两个宽度的差值h1为1mm。沿第二
通孔43的径向,第二密封件82的宽度大于顶盖40的第二缺口472的宽度,使得厚度和强度更大的顶盖本体41能够压接部分第二密封件82,从而使得第二极柱60、下塑胶10以及顶盖40之间的第二密封件82在较大压缩量的挤压下,不容易因回弹力而变形,进一步提升第二极柱60、下塑胶10以及顶盖40之间的密封性能。
53.本实施例中,顶盖本体41的厚度d1为1.72mm。第一缺口471的第一壁4711与顶盖本体41的背面412之间的距离h2为1.21mm。第一法兰51的厚度d2为1.83mm。第一法兰51最窄处的宽度w1为2.9mm(请参阅图4)。这样,可以确保顶盖40的第一通孔42的周缘和第一法兰51均具有足够的厚度,保证了第一通孔42周缘和第一法兰51的结构强度,从而在第一密封件81的压缩量大于30%时,可以避免第一密封件81被压缩后回弹将第一法兰51或顶盖40的第一通孔42顶推变形。
54.本实施例中,第二缺口472的第三壁4721与顶盖本体41的背面412之间的距离为1.21mm。第二法兰61的厚度为1.83mm。第二法兰61最窄处宽度w2为2.9mm(请参阅图4)。这样,可以确保顶盖40的第二通孔43的周缘和第二法兰61均具有足够的厚度,保证了第人通孔周缘和第二法兰61的结构强度,从而在第二密封件82的压缩量大于30%时,可以避免第二密封件82被压缩后回弹将第二法兰61或顶盖40顶推变形。
55.请参阅图7,本实施例中,第一凹槽13的深度小于第一法兰51的厚度。第一法兰51部分容纳于第一凹槽13内并与下塑胶本体11连接固定,另一部分凸出于第一凹槽13,也即凸出于下塑胶本体11的第二表面112。第一法兰51凸出于下塑胶本体11的第二表面112的高度h3为1.56mm。本技术实施例中,由于第一密封件81的压缩量大于30%,具有较大的回弹力,因此第一法兰51需要足够的厚度(第一法兰51的厚度d2为1.83mm)以抵抗第一密封件81的回弹力,使得第一法兰51凸出于下塑胶本体11的第二表面112。
56.本实施例中,第二凹槽15的深度小于第二法兰61的厚度。第二法兰61部分容纳于第二凹槽15内并与下塑胶本体11连接固定,另一部分凸出于第二凹槽15,也即凸出于下塑胶本体11的第二表面112。第二法兰61凸出于下塑胶本体11的第二表面112的高度为1.56mm。本技术实施例中,由于第二密封件82的压缩量大于30%,具有较大的回弹力,因此第二法兰61需要足够的厚度(第二法兰61的厚度为1.83mm)以抵抗第二密封件82的回弹力,使得第二法兰61凸出于下塑胶本体11的第二表面112。
57.需要说明的是,本实施例中,第一上塑胶71和第二上塑胶72是在下塑胶10、第一极柱50、第二极柱60与顶盖40装配后,通过模内注塑成型而形成,即在形成过程中与第一极柱50、第二极柱60且与顶盖40、下塑胶10产生上述位置和连接关系;比如,第一上塑胶71的第一凸环711直接形成于第一极柱50的第一环槽52内,且夹持在第一通孔42与第一极柱50之间。第二上塑胶72的第二凸环721直接形成于第二极柱60的第二环槽62内,且夹持在第二通孔43与第二极柱60之间。
58.本实施例中,转接件为两个,分别为第一转接件310和第二转接件320。下文将结合附图详细描述第一转接件310和第二转接件320。
59.请结合参阅图8,第一转接件310大致为c形导电薄片,其包括第一本体311、第一转接体312和第二转接体313,第一转接体312和第二转接体313为长方形薄片,第一转接体312和第二转接体313分别连接第一本体311的相对两侧,且第一转接体312和第二转接体313均远离第一本体311平行于第一本体311延伸。第一转接体312具有第一连接段3120,第二转接
体313具有第二连接段3130,第一连接段3120和第二连接段3130间隔设置且延伸方向相同。第一本体311、第一转接体312和第二转接体313可以为一体成型结构件,且第一转接体312和第二转接体313可以相对第一本体311在长度方向的中心线对称。其中,第一本体311用于与第一法兰51焊接。第一转接体312和第二转接体313用于连接两个极芯210的第一极耳220。本实施例中,第一极耳220与第一转接件310通过超声波焊接。具体的,两个第一极耳220通过超声波焊接于第一转接体312和第二转接体313。
60.第一本体311具有第一面3111,第一转接体312具有第二面3121,第二转接体313具有第三面3131。第一面3111连接第二面3121和第三面3131;第一面3111、第二面3121和第三面3131构成第一转接件310的一个表面。其中,第一面3111可以理解为第一转接件310的本体表面。第一转接体312可以理解为第一转接件310的第一焊接部,第二面3121与一个第一极耳220焊接,可以理解为第一转接件310的第一焊接面。第二转接体313可以理解为第一转接件310的第二焊接部,第三面3131与另一个第一极耳220焊接,可以理解为第一转接件310的第二焊接面。第一转接体312和第二转接体313相对第一本体311朝背向第一面3111方向弯折。此时,第一转接件310另一侧的表面为台阶面,也就是第一本体311、第一转接体312和第二转接体313在第一转接件310的厚度方向的另一侧为台阶面。第一转接件310另一侧的表面也可以为平面(图未示),也就是第一本体311、第一转接体312和第二转接体313在第一转接件310的厚度方向的另一侧也可以为平面。沿着第一转接件310的厚度方向,也就是z轴方向,第一面3111与第二面3121和第三面3131均具有高度差s1。具体的,第一面3111与第二面3121和第三面3131之间高度差s1为0.85mm。这样,使得第一转接件310到极芯210的端部的有足够的距离,可以理解为将第一极耳220的焊接位置相较于极芯210高度抬升,给第一极耳220弯折(从极芯210竖直方向弯折90度至水平方向与第一转接件310焊接)提供了更大的弧度,避免极耳弯折弧度过小、极耳过度弯折造成断裂,提升电池安全性能,同时还可以避免电池长期使用后,第一极耳220受热弯曲,向下插入下方卷芯内,造成电池内部短路。
61.在本实施例中,第一转接体312还具有与第二面3121相背设置的第一上表面3122。第二转接体313还具有与第三面3131相背设置的第二上表面3132。
62.第二转接件320大致为c形导电薄片,其包括第二本体321、第三转接体322和第四转接体323,第三转接体322和第四转接体323为长方形薄片,第三转接体322和第四转接体323分别连接第二本体321的相对两侧,且第三转接体322和第四转接体323均远离第二本体321平行于第一本体311延伸,第三转接体322具有第三连接段3220,第四转接体323具有第四连接段3230,第三连接段3220和第四连接段3230间隔设置且延伸方向相同。第二本体321、第三转接体322和第四转接体323可以为一体成型结构件,且第三转接体322和第四转接体323可以相对第二本体321在长度方向的中心线对称。其中,第二本体321用于与第二法兰61焊接。第三转接体322和第四转接体323用于连接两个极芯210的第二极耳230连接。本实施例中,第二极耳230与第一转接件310通过超声波焊接。具体的,两个第二极耳230通过超声波焊接于第三转接体322和第四转接体323。
63.第二本体321具有第四面3211,第三转接体322具有第五面3221,第四转接体323具有第六面3231。第五面3221连接第四面3211和第六面3231;第五面3221、第四面3211和第六面3231构成第二转接件320的一个表面。其中,第四面3211可以理解为第二转接件320的本体表面。第三转接体322可以理解为第二转接件320的第一焊接部,第五面3221与一个第二
极耳230焊接,可以理解为第二转接件320的为第一焊接面。第四转接体323可以理解为第二转接件320的第二焊接部,第六面3231与另一个第二极耳230焊接,可以理解为第二转接件320的第二焊接面。第三转接体322和第四转接体323相对第二本体321朝背向第四面3211方向弯折。此时,第二转接件320另一侧的表面为平面为台阶面,也就是第一本体311、第一转接体312和第二转接体313在第一转接件310的厚度方向的另一侧为台阶面。第二转接件320另一侧的表面也可以为平面(图未示),也就是第二本体321、第三转接体322和第四转接体323在第二转接件320的厚度方向的另一侧也可以为平面。沿着第二转接件320的厚度方向,也就是z轴方向,第四面3211与第五面3221和第六面3231之间高度差s2为0.85mm。这样,使得第二转接件320到极芯210的端部的有足够的距离,可以理解为将第二极耳230的焊接位置相较于极芯210高度抬升,给第二极耳230弯折(从极芯210竖直方向弯折90度至水平方向与第二转接件320焊接)提供了更大的弧度,避免极耳弯折弧度过小、极耳过度弯折造成断裂,提升电池安全性能,同时还可以避免电池长期使用后,第二极耳230受热弯曲,向下插入下方卷芯内,造成电池内部短路。
64.在本实施例中,第三转接体322还具有与第五面3221相背设置的第三上表面3222。第四转接体323还具有与第六面3231相背设置的第四上表面3232。
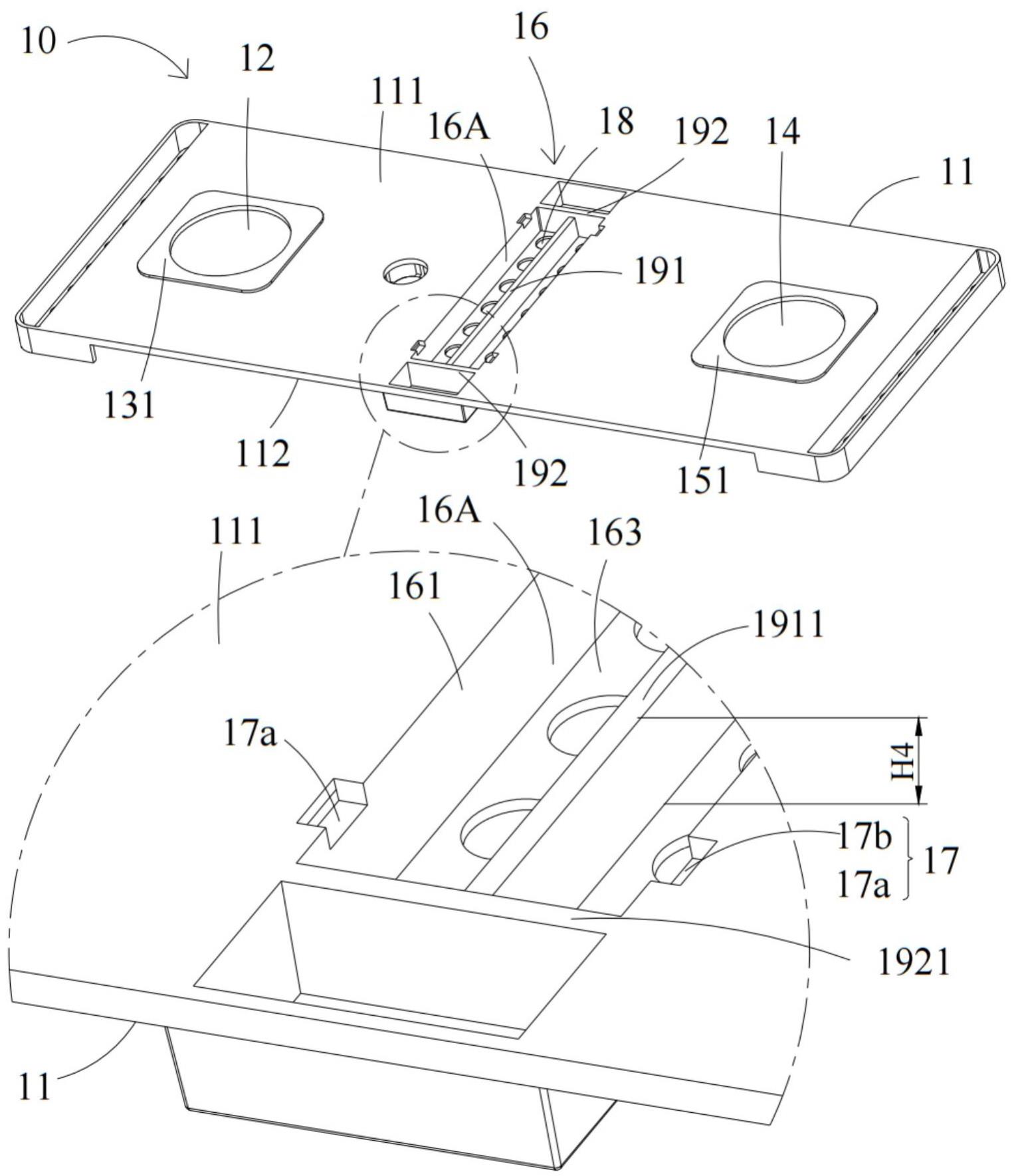
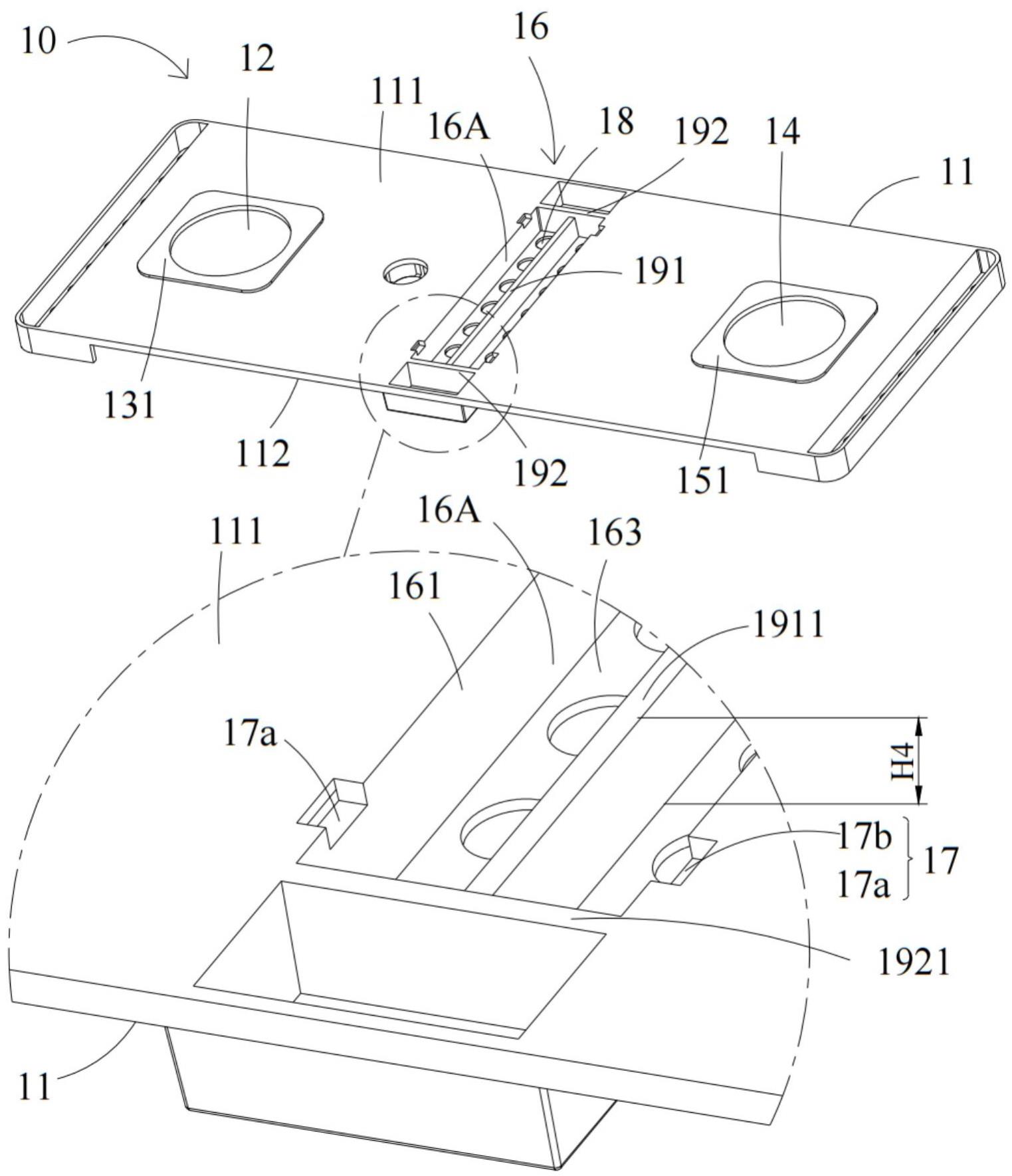
65.请结合参阅图9、图10和图12,本实施例中,下塑胶10还包括防爆栅栏16。防爆栅栏16设于下塑胶本体11的中部,与顶盖40的防爆阀44相对设置。下塑胶本体11和防爆栅栏16可以为一体成型结构件。防爆栅栏16凸出下塑胶10的第二表面112,用于保护防爆阀44,且保证防爆阀44开阀的可靠性。由于储能装置1000在运输及使用过程中,极耳或蓝膜易破裂产生碎片,通过设置防爆栅栏16可以避免极耳或蓝膜的碎片漂浮至防爆阀44的下方,避免遮挡过气通道,进而引起防爆失效,又可以防止极耳漂移至防爆阀44处,避免电连接电极和顶盖40造成短接。
66.本实施例中,防爆栅栏16凸出于下塑胶本体11的第二表面112,且在下塑胶本体11的第一表面111上形成凹部16a,其中,凹部16a为长方体。防爆栅栏16包括两个相对的端壁(图未标)、第一侧壁161、第二侧壁162,以及底壁163。两个端壁、第一侧壁161和第二侧壁162均连接底壁163。沿着下塑胶10的长度方向,第一侧壁161和第二侧壁162相对设置,第一侧壁161和第二侧壁162连接下塑胶本体11的第二表面112,且与第二表面112呈夹角设置。本实施例中,防爆栅栏16的底壁163设有多个间隔排布的通孔18(也即导流通孔18)。沿着下塑胶10的厚度方向,多个通孔18贯穿防爆栅栏16的底壁163。通孔18可以提供防爆阀44下方聚气腔室的进气流道,使得电芯内产生的气体可以通过通孔18流入并汇集至防爆阀44下方聚气空间,保证防爆阀44有效开启。
67.本实施例中,底壁163包括内表面1632和外表面1631,内表面1632和外表面1631沿着下塑胶10的厚度方向背向设置,内表面1632位于凹部16a内,即为凹部16a的槽壁面,外表面1631露出第二表面112。多个通孔18贯穿底壁163的内表面1632和外表面1631。
68.本实施例中,沿着下塑胶10的厚度方向,第一侧壁161和第二侧壁162相较于下塑胶10的厚度方向倾斜设置;具体的,图10中o-o线为下塑胶10的厚度方向的参考线,第一侧壁161与下塑胶10的厚度方向的参考线呈第一夹角θ1,第二侧壁162与下塑胶10的厚度方向的参考线呈第二夹角θ2,第一夹角θ1和第二夹角θ2的角度范围均分别为2-15度。比如3度、5度、8度、12度。
69.底壁163的外表面1631与第一侧壁161的外表面连接处为弧形面,底壁163的外表面1631与第二侧壁162的外表面连接处为弧形面。本技术实施例将底壁163的外表面1631与第二侧壁162的外表面连接处设为弧形面,这样,在下塑胶10注塑成型时,塑胶液可以更加平顺地流延至充满模具,确保形成完整的防爆栅栏16的底壁163,减少防爆栅栏16的底壁163的结构缺陷,从而有利于提升下塑胶10的结构强度和产品良率。
70.防爆栅栏16包括多个导流孔17,多个导流孔17分别设于第一侧壁161和第二侧壁162。具体的,多个导流孔17包括第一导流孔17a和第二导流孔17b,第一导流孔17a设于第一侧壁161,且沿着第一侧壁161宽度方向,第一导流孔17a贯穿第一侧壁161,并与凹部16a连通。第一导流孔17a还贯穿第一表面111。可以理解,第一导流孔17a的一部分由第一表面111凹陷而连通第一侧壁161,第一导流孔17a在第一侧壁161上形成第一孔壁171,第一孔壁171位于第一表面111的一侧,且背向第二表面112。第二导流孔17b设于第二侧壁162,且沿着第二侧壁162宽度方向,第二导流孔17b贯穿第二侧壁162,并与凹部16a连通。第二导流孔17b还贯穿第一表面111。可以理解,第二导流孔17b的一部分由第一表面111凹陷而连通第二侧壁162,第二导流孔17b在第二侧壁162上形成第二孔壁172,第二孔壁172位于第一表面111的一侧,且背向第二表面112。
71.本实施例通过在防爆栅栏16的侧壁设置导流孔17,导流孔17可以提供防爆阀44下方聚气腔室侧向的进气流道,当电极组件200因长期使用而膨胀、或晃动导致挤压下塑胶10,或绝缘膜长期使用失粘等原因,造成防爆栅栏16的通孔18等其他扩散通道被电芯抵接封堵时,电芯内产生的气体可以从防爆栅栏16的壁面的导流孔17流入并汇集至防爆阀44下方聚气空间,保证防爆阀44有效开启。
72.在下塑胶10厚度方向上,第一导流孔17a和第二导流孔17b贯穿下塑胶本体11,提升了第一导流孔17a和第二导流孔17b的高度,可以减小破裂后的极耳漂移的一端伸入第一导流孔17a和/或第二导流孔17b内,并与顶盖40搭接造成短路的风险;并且由于第一导流孔17a贯穿下塑胶本体11和第一侧壁161、第二导流孔17b贯穿下塑胶本体11和第二侧壁162,其破坏了防爆栅栏16的第一侧壁161、第二侧壁162与下塑胶本体11连接处的拐角结构,从而有利于在下塑胶本体11受到外力作用时释放应力,避免下塑胶本体11发生形变。
73.本实施例中,第一导流孔17a和第二导流孔17b相对设置。第一导流孔17a和第二导流孔17b的数量可以分别为两个。两个第一导流孔17a与两个第二导流孔17b一一对应地相对设置。在其他实施例中,第一导流孔17a和第二导流孔17b的数量也可以分别为一个或多于两个。在本实施例中,导流孔17为矩形,可以方便下塑胶10的加工。同时,使导流孔17的排布更为整齐,便于在防爆栅栏16的第一侧壁161和/或第二侧壁162上排布多个导流孔17。
74.可以理解,由于沿着下塑胶10的厚度方向,第一侧壁161和第二侧壁162相较于下塑胶10的厚度方向倾斜设置,在下塑胶10注塑成型时,制备下塑胶10的动模具在形成导流孔17的一侧的具有凸块,并与定模具(定模具型腔中间制备防爆栅栏16的区域为上大下小的倒梯形结构)倾斜抵接,封闭塑胶流道,以形成矩形的导流孔17;动模与定模倾斜抵接可以降低模具加工和精度要求,进而降低下塑胶10的制造成本。此外,注塑口注入熔融塑胶液后,塑胶液在模具型腔内流动至形成防爆栅栏16位置时,以一定角度(第一夹角θ1、第二夹角θ2)斜向灌入,避免塑胶液呈直角进入流道,塑胶液撞击模具的壁面形成涡流,进入保证降低拐栅栏转角处结构强度。
75.本实施例中,防爆栅栏16还包括第一加强筋191和第二加强筋192。第一加强筋191和第二加强筋192位于凹部16a内,沿下塑胶本体11的厚度方向(z轴方向),第一加强筋191和第二加强筋192凸设于防爆栅栏16的底壁163的内表面1632。
76.第一加强筋191沿下塑胶本体11的宽度方向(y轴方向)延伸。第二加强筋192沿下塑胶本体11的长度方向(x轴方向)延伸。第二加强筋192的数量可以为两个。两个第二加强筋192分别连接在第一加强筋191的两端。第一加强筋191和第二加强筋192呈工字形,有利于提升防爆栅栏16的结构强度。
77.请参阅图12,沿下塑胶本体11的厚度方向(z轴方向),第二加强筋192背向防爆栅栏16的底壁163的第二端面1921与下塑胶本体11的第一表面111平齐。第一加强筋191凸出于防爆栅栏16的底壁163的内表面1632的高度h4小于凹部16a的深度,也就是第一表面111到底壁163的内表面1632的距离。可以理解为第一加强筋191具有第一端面1911,第一端面1911低于下塑胶本体11的第一表面111,本实施例中,第一端面1911与第一表面111的高度差h5为0.45-2.25mm,也即第一加强筋191的高度低于第二加强筋192的高度,且高度差为0.45-2.25mm。
78.可以理解,由于第一加强筋191的第一端面1911与下塑胶本体11的第一表面111之间存在高度差,当下塑胶10贴合于顶盖40时,第一加强筋191的第一端面1911与顶盖40的背面412之间存在缝隙。防爆栅栏16的第一导流孔17a和第二导流孔17b分别位于第一加强筋191的两侧,当气体从防爆栅栏16的第一导流孔17a和第二导流孔17b进入防爆阀44下方聚气空间时,可以通过第一加强筋191的第一端面1911与顶盖40的背面412之间存在缝隙相互导通,保证聚气空间内气压均匀。
79.请结合参阅图11和图12,将端盖组件100与第一转接件310和第二转接件320连接。具体的,第一转接件310与第一极柱50连接,第一转接件310层叠于下塑胶本体11的第二表面112上,第一转接件310与第一法兰51通过焊接等方式连接。由于第一法兰51凸出于下塑胶本体11的第二表面112,当第一转接件310与第一法兰51焊接后,第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶10的第二表面112之间均存在间隙s3。沿端盖组件100厚度方向(z轴方向),第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶10的第二表面112之间的间隙s3为0.8-0.85mm。该间隙用于防止第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶本体11之间发生剐蹭,还用于容置贴附于第一转接体312的第一上表面3122和第二转接体313的第二上表面3132上的绝缘膜,以使绝缘膜阻挡第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶本体11发生剐蹭。
80.具体的,第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶本体11的第二表面112之间的间隙值s3为0.85mm。
81.本实施例中,第一转接体312和第二转接体313与第二表面112之间还设有绝缘膜(图未示)。具体的,绝缘膜可以贴附于第一转接体312的第一上表面3122和第二转接体313的第二上表面3132。也即,绝缘膜位于第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶本体11的第二表面112之间的间隙。绝缘膜可以防止第一转接体312、第二转接体313的表面与下塑胶本体11发生剐蹭,并防止第一转接件310与第一法兰51焊接形成的压痕与下塑胶本体11的剐蹭产生的金属碎屑掉入极芯210,造成电池内部短路。
82.本实施例中,第一极耳220与第一转接件310通过超声波焊接。具体的,两个第一极耳220通过超声波分别焊接于第一转接体312的部分第二面3121和第二转接体313的部分第三面3131。
83.可以理解的是,第一极耳220焊接于第一转接件310时,因超声波焊头的挤压,在第一转接体312 和第二转接体313会形成有多个棱形的压痕。在完成超声焊接,超声波焊头脱离时,会在这些棱形压痕的边沿拉出细小的金属毛刺。本技术实施例第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶10的第二表面112之间存在0.8-0.85mm的间隙,可以防止在第一转接件310与第一法兰51连接固定后,第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶本体11发生剐蹭而导致金属毛刺划破绝缘膜,并刮落至卷芯内部,造成电池内部短路。
84.两个第一极耳220焊接于第一转接体312和第二转接体313后,两个第一极耳220分别凸出于第二面3121和第三面3131的高度为0.65mm。这样,第一极耳220的焊接位置相较于极芯210高度抬升,给第一极耳220弯折(从极芯210竖直方向弯折90度至水平方向与第一转接件310焊接)提供了更大的弧度,避免极耳弯折弧度过小、极耳过度弯折造成断裂,提升电池安全性能,同时还可以避免电池长期使用后,第一极耳220受热弯曲,向下插入下方卷芯内,造成电池内部短路。
85.本实施例中,第二转接件320与第二极柱60连接,且与下塑胶10的第二表面112间隔相对。具体的,第二转接件320层叠于下塑胶本体11的第二表面112上,第二转接件320与第二法兰61通过焊接等方式连接。由于第二法兰61凸出于下塑胶本体11的第二表面112,当第二转接件320与第二法兰61焊接后,第三转接体322的第三上表面3222、第四转接体323的第四上表面3232与下塑胶10的第二表面112之间存在间隙s3。沿端盖组件100厚度方向(z轴方向),第三转接体322的第三上表面3222、第四转接体323的第四上表面3232与下塑胶10的第二表面112之间的间隙为0.8-0.85mm。该间隙可以用于防止第三转接体322的第三上表面3222、第四转接体323的第四上表面3232与下塑胶本体11之间发生剐蹭,还可以用于容置贴附于第三转接体322的第三上表面3222和第四转接体323的第四上表面3232上的绝缘膜,以使绝缘膜阻挡第三转接体322的第三上表面3222和第四转接体323的第四上表面3232与下塑胶本体11发生剐蹭。
86.具体的,第三转接体322的第三上表面3222、第四转接体323的第四上表面3232与下塑胶本体11的第二表面112之间的间隙值为0.85mm。
87.本实施例中,第三转接体322和第四转接体323与第二表面112之间还设有绝缘膜(图未示)。具体的,绝缘膜可以贴附于第三转接体322的第三上表面3222和第四转接体323的第四上表面3232。也即,绝缘膜位于第三转接体322的第三上表面3222和第四转接体323的第四上表面3232与下塑胶本体11的第二表面112之间的间隙。绝缘膜可以防止第三转接体322和第四转接体323的表面与下塑胶本体11发生剐蹭,并防止第二转接件320与第二法兰61焊接的压痕因与下塑胶本体11的剐蹭产生的金属碎屑掉入极芯210,造成电池内部短路。
88.本实施例中,第二极耳230与第二转接件320通过超声波焊接。具体的,两个第二极耳230通过超声波分别焊接于第三转接体322的部分第五面3221和第四转接体323的部分第六面3231。
89.可以理解的是,第二极耳230焊接于第二转接件320时,因超声波焊头的挤压,在第三转接体322和第四转接体323会形成有多个棱形的压痕。在完成超声焊接,超声波焊头脱离时,会在这些棱形压痕的边沿拉出细小的金属毛刺。本技术实施例第三转接体322的第三上表面3222、第四转接体323的第四上表面3232与下塑胶10的第二表面112之间存在0.8-0.85mm的间隙,可以防止在第一转接件310与第二法兰61连接固定后,第三转接体322的第三上表面3222、第四转接体323的第四上表面3232与下塑胶本体11发生剐蹭而导致金属毛刺划破绝缘膜,并刮落至卷芯内部,造成电池内部短路。
90.两个第二极耳230焊接于第三转接体322和第四转接体323后,两个第二极耳230分别凸出于第五面3221和第六面3231的高度为0.65mm。这样,第二极耳230的焊接位置相较于极芯210高度抬升,给第二极耳230弯折(从极芯210竖直方向弯折90度至水平方向与第二转接件320焊接)提供了更大的弧度,避免极耳弯折弧度过小、极耳过度弯折造成断裂,提升电池安全性能,同时还可以避免电池长期使用后,第二极耳230受热弯曲,向下插入下方卷芯内,造成电池内部短路。
91.防爆栅栏16的第一导流孔17a的第一孔壁171、第二导流孔17b的第二孔壁172与顶盖本体41的背面412的距离为l1。在本实施例中,第一转接体312的第一上表面3122、第二转接体313的第二上表面3132与下塑胶本体11的第二表面112之间的间隙值s3与l1满足关系:l1<s3。第一极耳220与第一导流孔17a的第一孔壁171、第二极耳230与第二导流孔17b的第二孔壁172之间在顶盖40厚度方向上存在高度差。第一极耳220和第二极耳230始终位于导流孔17远离顶盖本体41的一侧,也即第一极耳220始终低于第一导流孔17a的第一孔壁171,第二极耳230始终低于第二导流孔17b的第二孔壁172。这样,在电池长时间使用后,第一极耳220和/或第二极耳230若因为温度反复变化或者晃动而发生破裂,第一极耳220与第一导流孔17a的第一孔壁171、第二极耳230与第二导流孔17b的第二孔壁172之间的高度差可以避免破裂后的第一极耳220和/或第二极耳230漂移的一端伸入第一导流孔17a和/或第二导流孔17b内,并与顶盖40搭接造成短路的风险。
92.以上对本技术实施例进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。