1.本发明涉及电池组装技术领域,特别涉及一种刀片电池高精度堆叠设备及堆叠方法。
背景技术:
2.随着锂电池的发展,刀片电池由于其优异的性能已逐渐广泛应用,刀片电池需要将多个电芯上下堆叠到一起。电芯生产过程中必然存在尺寸公差,电芯堆叠过程中如果xyz三个维度的定位一致性差,会导致产生产的电池模组尺寸偏差较大,造成汇流排虚焊、模组结构强度不合格等一系列质量问题,更严重可能造成电池自燃等一系列安全问题。
3.虽然市面上已经有一些成熟的刀片电池在装车使用,但是现有的堆叠设备不能保证电池堆叠后各个电芯在长度、宽度和高度方向的尺寸一致性。
技术实现要素:
4.本发明主要解决的技术问题是提供一种刀片电池高精度堆叠设备,结构设计巧妙,能够在满足生产节拍的情况下,控制上下两层电芯堆叠后长度方向、宽度方向和高度方向上的一致性,且整个堆叠过程能够实现自动化、连续化、智能化。
5.为解决上述技术问题,本发明采用的一个技术方案是:提供一种刀片电池高精度堆叠设备,包括电芯上料线、电芯上料提升机、电芯下料提升机、电芯下料线、不合格品下料机构、堆叠机器人、堆叠系统、缓存台和下线机器人;所述电芯上料线与所述电芯上料提升机对接,所述电芯下料提升机与所述电芯下料线对接;所述堆叠机器人包括堆叠机器人手臂和安装于所述堆叠机器人手臂的端部的若干组堆叠取料装置,所述堆叠取料装置包括取料座和安装于所述取料座的取料组件、长度对中机构和浮动机构,通过取料组件吸取电芯,通过长度对中机构将上层电芯和下层电芯从长度方向对齐,通过浮动机构使得上层电芯在宽度方向能够移动;所述堆叠系统包括机台和设于所述机台的堆叠装置和压装装置,所述堆叠装置包括堆叠治具和宽度对中机构,所述堆叠治具设有u型块,通过所述宽度对中机构推动电芯移动并以所述u型块的内侧面为定位基准面对齐;通过所述压装装置以u型块的上表面和内底面为基准将上层电芯和下层电芯压紧;通过下线机器人将压装后的电芯放置到电芯下料提升机。
6.进一步地说,所述堆叠取料装置还包括安装座和取料板,所述安装座通过y向直线导轨安装于所述取料座的下方,所述取料板固定于安装柱的上端,所述取料板固定于所述安装柱的下端,所述浮动机构与所述取料座连接,所述长度对中机构安装于所述安装座的下表面。
7.进一步地说,所述取料组件包括取料吸盘和支撑块,所述支撑块和所述取料吸盘
安装于所述取料板的下表面。
8.进一步地说,所述长度对中机构包括长度对中驱动单元和成组对称设置的长度对中夹爪,所述长度对中夹爪固定于所述长度对中驱动单元的输出端,所述长度对中夹爪为类l型夹板,通过长度对中驱动单元驱动长度对中夹爪靠近或远离。
9.进一步地说,所述长度对中夹爪的内侧面为台阶面,所述台阶面包括上内侧面和下内侧面,所述下内侧面凸出于所述上内侧面。
10.进一步地说,所述浮动机构包括浮动气缸,所述安装座的中间位置设有孔位,所述孔位内安装导套,所述导套的中间腔是口径从上到下减缩的腔体,所述浮动气缸的推杆的端部为锥形面,所述推杆的端部能够插入所述导套。
11.进一步地说,所述堆叠治具包括治具板和设于所述治具板的多个电芯工装,每一所述电芯工装皆包括所述u型块和底座,所述u型块和所述底座皆固定于所述治具板的正上方,且所述u型块位于所述底座的两端。
12.进一步地说,所述宽度对中机构包括宽度对中驱动单元、连接板和多组宽度对中组件,所述宽度对中驱动单元的输出端与所述连接板或其中一组宽度对中组件连接,宽度对中组件间隔固定于所述连接板,每一所述宽度对中组件皆包括宽度对中连接块和宽度对中压头,所述宽度对中压头位于所述宽度对中连接块的同一侧。
13.进一步地说,所述宽度对中压头包括压板和安装于所述压板的下固定压头和上浮动压头,所述下固定压头位于所述上浮动压头的正下方,所述上浮动压头能够沿电芯的宽度方向活动。
14.进一步地说,所述压装装置包括压装平移驱动机构和多组压装机构,所述压装机构包括压装头和压装头升降驱动单元,通过所述压装平移驱动机构驱动所述压装机构平移,通过压装头升降驱动单元驱动压装头升降。
15.进一步地说,所述压装平移驱动机构包括压装直线模组、压装伺服电机和压装连接杆,压装连接杆的两端分别连接两压装直线模组,压装机构安装于所述压装直线模组,通过压装伺服电机驱动压装机构沿所述压装直线模组平移。
16.进一步地说,下线机器人包括下线机器人手臂和安装于所述下线机器人手臂的端部的下料夹取装置,所述下料夹取装置包括夹取驱动气缸和成组的下料夹爪,通过所述夹取驱动气缸驱动下料夹爪靠近或远离实现对电芯的抓取与否。
17.本发明还提供了一种采用所述的刀片电池高精度堆叠设备的堆叠方法,包括如下步骤:步骤一:电芯放置于上料提升机,堆叠机器人手臂驱动堆叠取料装置取料,取料组件抓取住电芯,并定义该电芯为下层电芯,堆叠机器人手臂将下层电芯移动并放置于堆叠治具并通过u型块初定位;步骤二:堆叠机器人手臂驱动叠取料装置取料,取料组件抓取住电芯,并定义该电芯为上层电芯,取料的同时,长度对中机构将上层电芯进行长度方向的对中,并移动至下层电芯的正上方;步骤三:浮动机构向上移动,安装座带动上层电芯能够沿电芯宽度方向浮动,同时宽度对中机构推动上层电芯和下层电芯沿电芯宽度方向平移,并以u型块的一内侧面为基准面靠齐,之后将长度对中机构松开,上层电芯落至下层电芯的正上方;
步骤四:压装装置移动至上层电芯的正上方并下压,压合后上层电芯和下层电芯的总高度由u型块的深度确定;步骤五:下线机器人将步骤四压合后的电芯移动至下料提升机。
18.本发明的有益效果是:本发明包括电芯上料线、电芯上料提升机、电芯下料提升机、电芯下料线、不合格品下料机构、堆叠机器人、堆叠系统、缓存台和下线机器人,堆叠机器人包括堆叠机器人手臂和若干组堆叠取料装置,堆叠取料装置包括取料座、取料组件、长度对中机构和浮动机构,通过取料组件吸取电芯,通过长度对中机构将上层电芯和下层电芯从长度方向对齐,通过浮动机构使得上层电芯在宽度方向能够移动;堆叠系统包括机台、堆叠装置和压装装置,堆叠装置包括堆叠治具和宽度对中机构,堆叠治具设有u型块,通过宽度对中机构推动电芯移动并以u型块的内侧面为定位基准面对齐;通过压装装置以u型块的上表面和下底面为基准将上层电芯和下层电芯压紧保证压装后的各电芯模组的高度一致,因此本结构设计巧妙,能够在满足生产节拍的情况下,控制上下两层电芯堆叠后长度方向、宽度方向和高度方向上的一致性;再者,本发明结构精简,采用的各机构性能稳定,能够实现电芯堆叠过程的自动化、智能化和连续性。
19.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
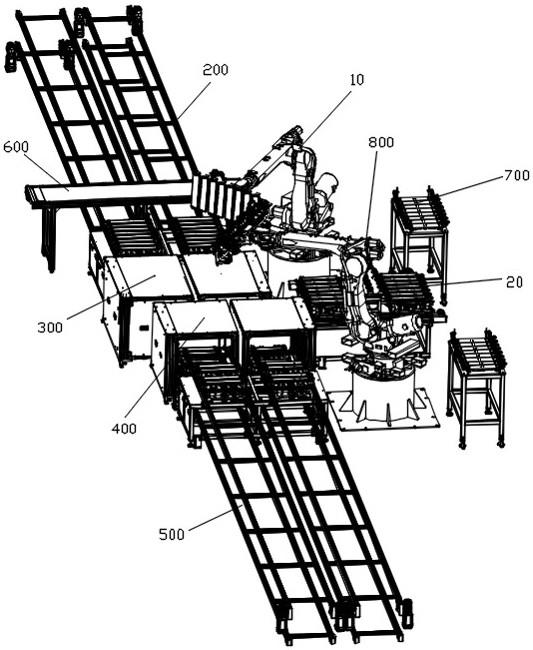
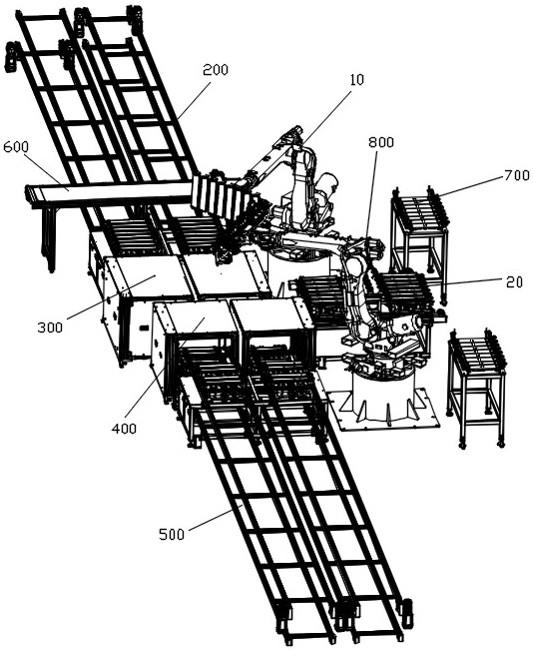
20.图1是本发明的结构示意图;图2是本发明的堆叠机器人和堆叠系统的结构示意图;图3是本发明的堆叠取料装置的结构示意图之一;图4是本发明的堆叠取料装置的结构示意图之二;图5是本发明的堆叠取料装置的z向剖视图;图6是本发明的堆叠系统的结构示意图;图7是本发明的堆叠治具局部结构示意图(为了展示结构,一处电芯工装处为放置电芯,另一处电芯工装处还未展示底座);图8是本发明的宽度对中压头的结构示意图;图9是本发明的宽度对中压头的z向剖视图;图10是本发明的压装装置的结构示意图;图11是本发明的下线机器人的结构示意图;图12是本本发明的下料夹取装置的结构示意图;各附图标记如下:电芯100;电芯上料线200、电芯上料提升机300、电芯下料提升机400、电芯下料线500、不合格品下料机构600、堆叠机器人10、堆叠系统20、缓存台700;堆叠机器人10;堆叠系统20;
堆叠机器人手臂30;堆叠取料装置40、取料座401、取料组件402、取料吸盘4021、支撑块4022、长度对中机构403、长度对中驱动单元4031、长度对中夹爪4032、上内侧面40321、下内侧面40322、浮动机构404、浮动气缸4041、导套4042、推杆4043、安装座405、y向直线导轨4051、取料板406、安装柱407;机台50;堆叠装置60、堆叠治具601、u型块6011、治具板6012、底座6013、传感器6014、宽度对中机构602、宽度对中驱动单元6021、连接板6022、宽度对中连接块6023、宽度对中压头6024、压板60241、下固定压头60242、上浮动压头60243、导柱60244、弹性件60245;压装装置70、压装平移驱动机构701、压装直线模组7011、压装伺服电机7012、压装连接杆7013、压装机构702、压装头7021、压装头升降驱动单元7022;下线机器人800、下线机器人手臂801、下料夹取装置802、夹取驱动气缸8021、下料夹爪8022。
具体实施方式
21.以下通过特定的具体实施例说明本发明的具体实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本发明的优点及功效。本发明也可以其它不同的方式予以实施,即,在不背离本发明所揭示的范畴下,能予不同的修饰与改变。
22.实施例:一种刀片电池高精度堆叠设备,如图1到图2所示,包括电芯上料线200、电芯上料提升机300、电芯下料提升机400、电芯下料线500、不合格品下料机构600、堆叠机器人10、堆叠系统20、缓存台700和下线机器人800;所述电芯上料线与所述电芯上料提升机对接,所述电芯下料提升机与所述电芯下料线对接;如图2到图5所示,所述堆叠机器人包括堆叠机器人手臂30和安装于所述堆叠机器人手臂的端部的若干组堆叠取料装置40,所述堆叠取料装置包括取料座401和安装于所述取料座的取料组件402、长度对中机构403和浮动机构404,通过取料组件吸取电芯100,通过长度对中机构将上层电芯和下层电芯从长度方向对齐,通过浮动机构使得上层电芯在宽度方向能够移动;如图6和图7所示,所述堆叠系统包括机台50和设于所述机台的堆叠装置60和压装装置70,所述堆叠装置包括堆叠治具601和宽度对中机构602,所述堆叠治具设有u型块6011,通过所述宽度对中机构推动电芯移动并以所述u型块的内侧面为定位基准面对齐;通过所述压装装置以u型块的上表面和内底面为基准将上层电芯和下层电芯压紧。
23.本实施例中,如图3到图5所示,定义在堆叠取料装置处,电芯的长度方向为x向,电芯的宽度方向为y向,所述堆叠取料装置还包括安装座405和取料板406,所述安装座通过y向直线导轨4051安装于所述取料座的下方,所述安装座固定于安装柱407的上端,所述取料板固定于所述安装柱的下端,所述浮动机构与所述取料座连接,所述长度对中机构安装于所述安装座的下表面。
24.所述取料组件包括取料吸盘4021和支撑块4022,所述支撑块和所述取料吸盘安装
于所述取料板的下表面。
25.本实施例中,所述取料吸盘的下表面和所述支撑块的下表面平齐,由于电芯为薄板状,在取料吸盘吸取时容易产生形变,支撑块正好能够起到支撑作用,避免电芯在被吸取时产生变形。
26.如图3到图5所示,所述长度对中机构包括长度对中驱动单元4031和成组对称设置的长度对中夹爪4032,所述长度对中夹爪固定于所述长度对中驱动单元的输出端,所述长度对中夹爪为类l型夹板,通过长度对中驱动单元驱动长度对中夹爪靠近或远离。
27.本实施例中,所述长度对中驱动单元为气缸,但不限于此,能够实现上述目的即可。
28.如图5所示,所述长度对中夹爪的内侧面为台阶面,所述台阶面包括上内侧面40321和下内侧面40322,所述下内侧面凸出于所述上内侧面。
29.所述长度对中夹爪的内侧面安装缓冲垫,比如硬质塑胶,台阶面位于所述缓冲垫的内壁面,用于保护电芯,避免电芯在夹紧的过程中被划伤。
30.如图4和图5所示,所述浮动机构包括浮动气缸4041,所述安装座的中间位置设有孔位,所述孔位内安装导套4042,所述导套的中间腔是口径从上到下减缩的腔体,所述浮动气缸的推杆4043的端部为锥形面,所述推杆的端部能够插入所述导套。
31.所述浮动气缸为普通气缸,之所以称之为浮动气缸是考虑其所起的作用。当浮动气缸的推杆向上收缩时,会从导套内向上移动,由于安装座和取料座之间设有y向直线导轨4051,因此安装座会沿y向来回浮动。
32.如图6到图10所示,所述堆叠治具包括治具板6012和设于所述治具板的多个电芯工装,每一所述电芯工装皆包括所述u型块和底座6013,所述u型块和所述底座皆固定于所述治具板的正上方,且所述u型块位于所述底座的两端。所述治具板还设有用于检测电芯有无的传感器6014。
33.如图6到图10所示,所述宽度对中机构包括宽度对中驱动单元6021、连接板6022和多组宽度对中组件,所述宽度对中驱动单元的输出端与所述连接板或其中一组宽度对中组件连接,宽度对中组件间隔固定于所述连接板,每一所述宽度对中组件皆包括宽度对中连接块6023和宽度对中压头6024,所述宽度对中压头位于所述宽度对中连接块的同一侧。
34.本实施例中,底座位于连接板的正上方,宽度对中连接块固定于连接板,宽度对中驱动单元的输出端与第一组电芯工装的宽度对中连接块固定,由于每组电芯工装的宽度对中连接块均固定到连接板上,因此宽度对中驱动单元驱动时,多组宽度对中组件的宽度对中压头都能沿y向平移;即各个结构设计合理,不存在干涉,通过一个宽度对中驱动单元可以驱动多组宽度对中组件沿宽度方向平移,并以u型板的内侧面为基准面靠齐。
35.如图6到图10所示,所述宽度对中压头包括压板60241和安装于所述压板的下固定压头60242和上浮动压头60243,所述下固定压头位于所述上浮动压头的正下方,所述上浮动压头能够沿电芯的宽度方向活动。
36.本实施例中,所述压板的上端和所述上浮动压头对应设有沿电芯宽度方向延伸的孔位,导柱60244安装于该孔位,弹性件60245套装于所述导柱,本实施例中,弹性件为弹簧,但不限于此,能起到缓冲复位作用即可。
37.宽度对中压头对应上层电芯的压头采用浮动压头设计方式,对中下层电芯的压头采用固定压头的设计方式,使得对中电芯时保证都是以电芯侧面为定位基准;若均设置为固定压头,若上层电芯和下层电芯存在尺寸不一致的话(由于产品加工过程中会存在尺寸公差,所以该情况是一定存在的),则宽度较窄的电芯则无法实现宽度方向的对齐。
38.如图10所示,所述压装装置包括压装平移驱动机构701和多组压装机构702,所述压装机构包括压装头7021和压装头升降驱动单元7022,通过所述压装平移驱动机构驱动所述压装机构平移,通过压装头升降驱动单元驱动压装头升降。
39.本实施例中,所述压装头升降驱动单元为气缸,但不限于此。以u型块的上表面为基准,保证压装后各电芯模组的高度一致。
40.本实施例中,如图10所示,所述压装平移驱动机构包括压装直线模组7011、压装伺服电机7012和压装连接杆7013,压装连接杆的两端分别连接两压装直线模组,压装机构安装于所述压装直线模组,通过压装伺服电机驱动压装机构沿所述压装直线模组平移。
41.由于电芯的表面预先涂胶以及各个压装机构相互独立控制,压装平移驱动机构驱动压装机构到位,各个压装头升降驱动单元驱动对应的压装头以u型块的上表面为基准面下压,最终电芯模组的高度就是u型块的高度(指u型块的上表面到内底面的距离),保证压装后各组电芯的高度方向尺寸一致。
42.本实施例中,如图11和图12所示,下线机器人800包括下线机器人手臂801和安装于所述下线机器人手臂的端部的下料夹取装置802,所述下料夹取装置包括夹取驱动气缸8021和成组的下料夹爪8022,通过所述夹取驱动气缸驱动下料夹爪靠近或远离实现对电芯的抓取与否。
43.本实施例中,电芯上料线200、电芯上料提升机300、电芯下料提升机400、电芯下料线500、不合格品下料机构600,电芯来料时放置于于托盘,托盘逐层堆叠到一起,放到电芯上料提升机中,电芯上料线用于上料时托盘的回流,同理,电芯堆叠后,被放置于托盘。托盘逐层放在电芯下料提升机处,电芯下料线用于下料时载具回流;比如不合格品下料线为电机驱动皮带往复移动,将不合格品放置在皮带上,会自动被带至不合格品收集箱内,单一的看,上述机构及其工作原理各自为现有技术,故不赘述。
44.本发明的堆叠方法如下:步骤一:电芯放置于上料提升机,堆叠机器人手臂驱动堆叠取料装置取料,取料组件抓取住电芯,并定义该电芯为下层电芯,堆叠机器人手臂将下层电芯移动并放置于堆叠治具并通过u型块初定位;若抓取的电芯质量不合格,堆叠机器人手臂会将其输送至不合格品下料机构,堆叠机器人手臂驱动堆叠取料装置至缓存台处,抓取备用的电芯,进行后面的过程;步骤二:堆叠机器人手臂驱动叠取料装置取料,取料组件抓取住电芯,并定义该电芯为上层电芯,取料的同时,长度对中机构将上层电芯进行长度方向的对中,并移动至下层电芯的正上方;其中:此次吸取时,长度对中驱动单元驱动长度对中夹爪将电芯从长度方向对中夹紧,且是通过长度对中夹爪的上内侧面将电芯夹紧,堆叠机器人手臂将电芯移动到下层电芯的正上方,此时第二电芯还未放下;然后通过长度对中驱动单元驱动长度对中夹爪的下内侧面将下层电芯对中;
此过程中:上层电芯和下层电芯都是以各自电芯的中心位置为基准,且由于长度对中夹爪的内侧面设计成上凹下凸的侧面,保证在对中下层电芯的时,上层电芯的姿态不会发生变化;步骤三:浮动机构向上移动,安装座带动上层电芯能够沿电芯宽度方向浮动,同时宽度对中机构推动上层电芯和下层电芯沿电芯宽度方向平移,并以u型块的一内侧面为基准面靠齐,之后将长度对中机构松开,上层电芯落至下层电芯的正上方;其中:浮动气缸驱动推杆向上移动使其能够在导套沿y向浮动,由于取料座和安装座之间设有y向直线导轨,因此安装座能够沿电芯宽度方向(或称y向)移动,也就是上层电芯能够沿y向移动;同时,宽度对中驱动单元驱动宽度对中压头沿y向移动,以u型块的内侧面为基准面靠齐(该内侧面是指与宽度对中压头相对的那侧的内侧面),宽度对中压头对应上层电芯的压头采用浮动压头设计方式,对中下层电芯的压头采用固定压头的设计方式,使得对中电芯时保证都是以电芯侧面为定位基准;步骤四:压装装置移动至上层电芯的正上方并下压,压合后上层电芯和下层电芯的总高度由u型块的深度(即u型块的上表面到内底面的距离)确定;步骤五:下线机器人将步骤四压合后的电芯移动至下料提升机。
45.以上所述仅为本发明的实施例,并非因此以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。