1.本发明涉及一种热轧钢板及其制造方法,具体地,涉及一种热轧钢板及其制造方法,所述热轧钢板具有优异的屈服强度、振动阻尼比、电阻率和低温韧性,因此具有适用于真空列车管道的物理性能。
背景技术:
2.真空列车也称为超级管道列车(hyper tube train),是一种磁悬浮列车在真空的管道中移动的系统。真空列车在列车行驶时没有作为主要能量损失的原因的与空气或轨道的摩擦,因此可超高速运行。由于能量损失少,与飞机相比,可以节省93%的能量,因此作为环保的下一代交通工具备受瞩目,全世界正在积极地研究。
3.利用于超高速真空列车的真空管道的结构和材料会影响系统的性能或成本。目前,真空列车的管道材料主要研究三种。一种是混凝土。混凝土管道在成本方面有利,但很难将10m左右的单个管道彼此接合。此外,由于混凝土内部的孔隙,当实现真空时,外部的气体侵入管道的内部,因此具有容易破坏真空度的缺点。正在被大量研究的其它材料之一是复合材料,如碳纤维等。碳纤维等复合材料重量轻且具有高性能,但最大的缺点是成本高。
4.目前,最有前途的真空列车管道用材料是钢铁。钢铁是可以以低成本大量生产的材料。钢铁具有高刚性和高强度,并且是容易加工的材料。此外,钢铁是容易在管道之间或在管道上组装或焊接配件的材料,并且也是在保持真空时具有适当的脱气率的材料。但是,由于超高速真空列车的运行速度明显高于目前的高速列车,因此首要考虑的是乘客和周围设施的安全性。目前,超高速真空列车的安全标准尚未建立,并且用于确保超高速真空列车的安全的管道用材料的开发也不足。此外,真空列车还需要保证高效率以符合时代的发展,但用于使真空列车的能量效率最大化的管道用材料的开发也不足。
5.因此,迫切需要开发一种真空列车管道用材料,该材料具有适用于真空列车管道的加工性和脱气率,并且可以确保安全性以及实现高效率。
6.(现有技术文献)
7.(专利文献)韩国授权专利公报第10-2106353号(2020年05月04日公告)
技术实现要素:
8.要解决的技术问题
9.根据本发明的一个方面,可以提供一种热轧钢板及其制造方法,所述热轧钢板具有优异的屈服强度、振动阻尼比、电阻率和低温韧性,因此具有适用于真空列车管道的物理性能。
10.本发明的技术问题并不限于上述内容。通常的技术人员基于本说明书的全部内容可以容易地理解本发明的附加技术问题。
11.技术方案
12.根据本发明的一个方面真空列车管道用热轧钢板,以重量%计,可以包含:碳(c):
0.03-0.25%、硅(si):1.5-2.5%、锰(mn):0.8-1.8%、余量的fe和其它不可避免的杂质,微细组织具有铁素体和珠光体复合组织,并且所述热轧钢板满足以下关系式1至关系式3。
13.[关系式1]
[0014]
350≤11 394*d
(-0.5)
448*[c] 94*[si] 69*[mn]
[0015]
[关系式2]
[0016]
100≤186-210*d
(-0.5)-121*[c]-13.2*[si] 13.7*[mn]
[0017]
[关系式3]
[0018]
30≤9.5 5.2*[c] 5.8*[mn] 13.1*[si]
[0019]
在所述关系式1至所述关系式3中,d表示所述热轧钢板的铁素体的平均晶粒尺寸(μm),[c]、[si]和[mn]分别表示所述热轧钢板的碳(c)、硅(si)和锰(mn)的含量(重量%)。
[0020]
所述热轧钢板可以满足以下关系式4。
[0021]
[关系式4]
[0022]
303.78-85.22*ln(d)》27
[0023]
在所述关系式4中,d表示所述热轧钢板的铁素体的平均晶粒尺寸(μm)。
[0024]
所述热轧钢板的微细组织可以由60-90面积%的铁素体、10-40面积%的珠光体和其它不可避免的组织组成。
[0025]
所述热轧钢板中不可避免地包含的钛(ti)、铌(nb)和钒(v)的总量可以小于0.01%(包括0%)。
[0026]
所述铁素体的平均晶粒尺寸(d)可以为10-30μm。
[0027]
所述热轧钢板的屈服强度可以为350mpa以上,所述热轧钢板的基于-20℃的夏比冲击能可以为27j以上,在将所述热轧钢板加工成长度*宽度*厚度为80*20*2mm的试片后,在弯曲振动模式(flexural vibration mode)中对1650hz的频率进行测量的振动阻尼比可以为100*10-6
以上,电阻率可以为30*10-8
ωm以上。
[0028]
所述热轧钢板的厚度可以为10mm以上。
[0029]
根据本发明的一个方面制造真空列车管道用热轧钢板的方法包括以下步骤:在1100-1300℃的加热温度(t1)下,将板坯进行加热,以重量%计,所述板坯包含:碳(c):0.15-0.25%、硅(si):0.3-1.3%、锰(mn):1.0-2.0%、余量的fe和其它不可避免的杂质;将加热的所述板坯以900-1000℃的精轧温度(t2)进行热轧以提供热轧钢板;以及在600-700℃的收卷温度(t3)下,将所述热轧钢板进行收卷,其中,所述加热温度(t1)、精轧温度(t2)和收卷温度(t3)可以满足以下关系式5。
[0030]
[关系式5]
[0031]
1≤0.0284*[t1] 0.071*[t2] 0.045*[t3]-131≤3
[0032]
在所述关系式5中,[t1]、[t2]和[t3]分别表示板坯加热温度(t1,℃)、精轧温度(t2,℃)和收卷温度(t3,℃)。
[0033]
所述板坯中不可避免地包含的钛(ti)、铌(nb)和钒(v)的总量可以小于0.01%(包括0%)。
[0034]
所述板坯可以满足以下关系式3。
[0035]
[关系式3]
[0036]
30≤9.5 5.2*[c] 5.8*[mn] 13.1*[si]
[0037]
在所述关系式3中,[c]、[si]和[mn]分别表示所述热轧钢板的碳(c)、硅(si)和锰(mn)的含量(重量%)。
[0038]
上述技术问题的解决方案没有全部列出本发明的特征,本发明的各种特征及其优点和效果可以参考以下具体的实施方案和实施例而更详细地理解。
[0039]
有益效果
[0040]
根据本发明的一个方面,可以提供一种热轧钢板及其制造方法,所述热轧钢板具有优异的屈服强度、振动阻尼比、电阻率和低温韧性,因此具有适用于真空列车管道的物理性能。
[0041]
本发明的效果并不限于上述内容,可以解释为包括本领域技术人员可以从本说明书中记载的内容合理推导出的内容。
附图说明
[0042]
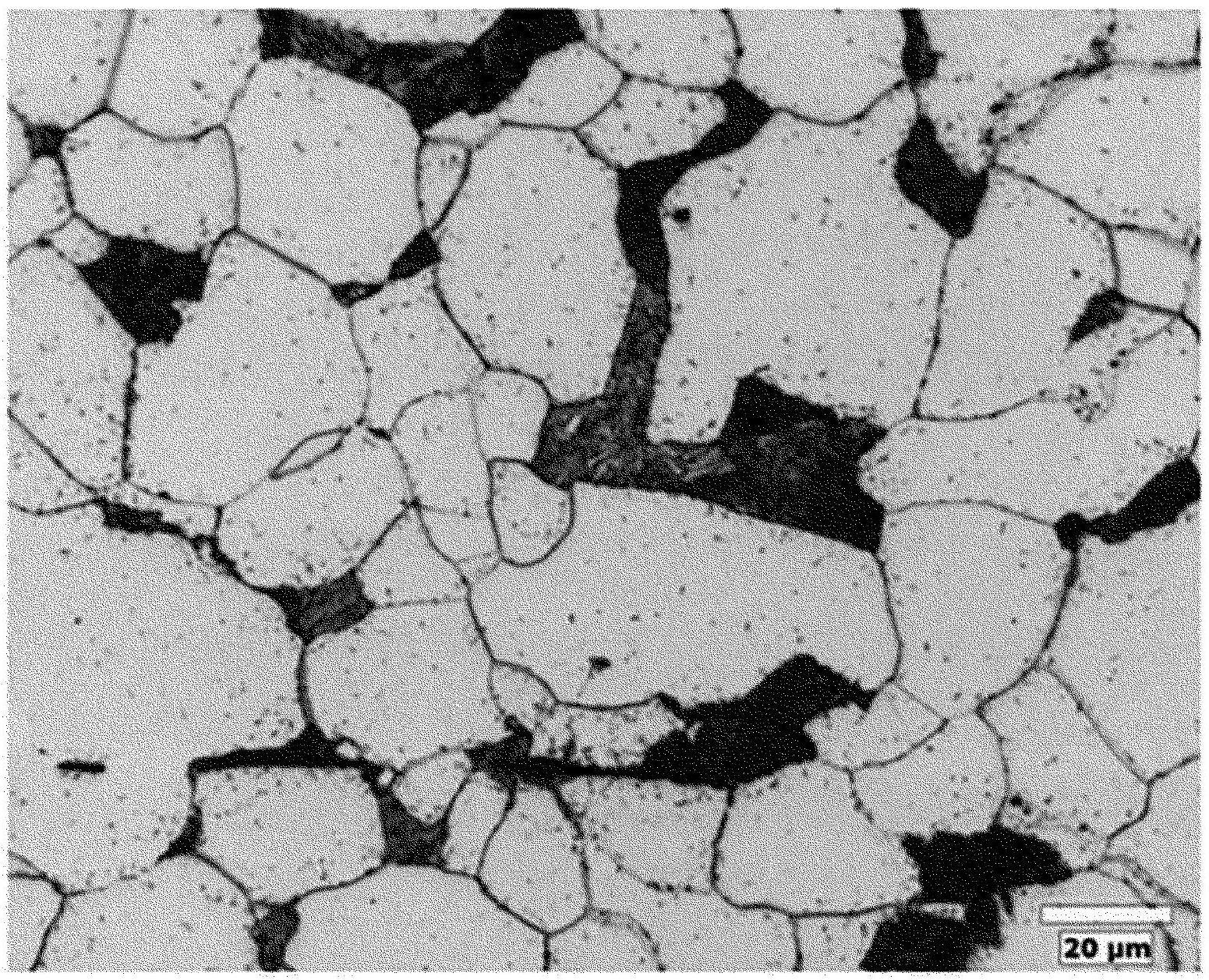
图1是用于观察试片1的微细组织的光学显微镜照片。
[0043]
图2是作为现有的结构用钢材的en-s355的光学显微镜照片。
[0044]
最佳实施方式
[0045]
本发明涉及一种真空列车管道用热轧钢板及其制造方法,以下对本发明的优选的具体实施例进行说明。本发明的具体实施例可以变形为各种形式,不应解释为本发明的范围限定于以下说明的具体实施例。本具体实施例是为了向本领域技术人员更详细地说明本发明而提供的。
[0046]
真空列车是在真空或亚真空状态的管道中行驶的列车,是目前处于开发初期阶段的下一代交通工具。真空列车去除了车轮和轨道之间的摩擦阻力,并最小化空气阻力,因此是可以有效地实现高速化和高效的交通工具。但是,由于超高速运行的真空列车的特性,在没有充分确保真空列车的安全性的情况下,可能会发生大型事故。特别地,不仅在真空管道发生结构性损坏或坍塌时,而且在管道的一部分形状发生变形时,都可能会引发超大型灾难,因此真空列车用管道用材料要求更严格的安全性。本发明的发明人进行深入研究的结果,发现作为用于确保真空列车的安全性的真空管道用材料,以下物理性能是非常重要的。
[0047]
为了确保安全性,真空管道用材料所要求的第一个物理性能是高强度特性。真空列车通过真空管道的内部而移动,因此真空管道用材料需要具有作为结构体的足够的强度。此外,真空管道的内部需要保持真空或亚真空状态,因此需要具有足够的高强度特性,以防止管道的形状因内部和外部的压力差而发生变形。
[0048]
为了确保安全性,真空管道用材料所要求的第二个物理性能是减振能力。真空列车是载有数名至数十名的吊舱(pod)以几十秒至几分钟的间隔通过真空管道的内部。当前一吊舱通过后后一吊舱通过时,真空管道内的振动被放大,可能会产生共振,严重时可能会引起管道损坏。因此,当将具有一定水平以上的振动阻尼比的材料应用于真空管道时,在前一吊舱(pod)通过后可以有效地减少管道内的振动,并且可以有效地促进真空列车的安全性。
[0049]
为了确保安全性,真空管道用材料所要求的第三个物理性能是低温韧性。真空列车还可以在极地地区或深海中运行。由于钢铁材料在低温或极低温环境中更容易损坏,因此将钢铁材料应用于真空管道时,需要具有一定水平以上的低温韧性,以确保安全性。
[0050]
此外,近年来由于世界上对环保交通工具的需求正在迅速增加,真空管道列车也需要使能量效率最大化。常导吸力型(电磁悬浮(electromagnetic suspension,ems))方法是利用电磁铁之间的引力使列车悬浮的方法,超导斥力型(电动悬浮(electrodynamic suspension,eds))方法是利用超导体和磁铁之间的斥力使列车悬浮的方法。其中,当利用eds方法时,与ems方法相比,可以在周围形成强磁场。当列车在管道内通过时,磁场发生变化,在管道中形成感应电流,因此可能会发生能量损失。因此,需要通过增加管道材料的电阻来减少如上所述的能量损失,并且需要具有一定水平以上的电阻率(ρ)以确保能量效率。
[0051]
本发明的发明人通过深入研究认识到,可以通过严格控制钢板的合金组成的含量和微细组织来兼顾优异的屈服强度、振动阻尼比、电阻率和低温韧性,从而获得本发明。
[0052]
以下,对根据本发明的一个方面的真空列车管道用热轧钢板进行更详细的说明。
[0053]
根据本发明的一个方面的真空列车管道用热轧钢板,以重量%计,可以包含:碳(c):0.03-0.25%、硅(si):1.5-2.5%、锰(mn):0,8-1.8%、余量的fe和其它不可避免的杂质,微细组织可以具有铁素体和珠光体复合组织,所述热轧钢板可以满足以下关系式1至关系式3,并且可以进一步满足以下关系式4。
[0054]
[关系式1]
[0055]
350≤11 394*d
(-0.5)
448*[c] 94*[si] 69*[mn]
[0056]
[关系式2]
[0057]
100≤186-210*d
(-0.5)-121*[c]-13.2*[si] 13.7*[mn]
[0058]
[关系式3]
[0059]
30≤9.5 5.2*[c] 5.8*[mn] 13.1*[si]
[0060]
[关系式4]
[0061]
303.78-85.22*ln(d)》27
[0062]
在所述关系式1至关系式4中,d表示所述热轧钢板的铁素体的平均晶粒尺寸(μm),[c]、[si]和[mn]分别表示所述热轧钢板的碳(c)、硅(si)和锰(mn)的含量(重量%)。
[0063]
以下,对本发明的热轧钢板中包含的钢的组成进行更详细的说明。以下,除非另有特别说明,否则表示各元素的含量的%以重量为基准。
[0064]
碳(c):0.03-0.25%
[0065]
碳(c)是对钢板的强度有非常大的影响的成分。本发明中可以包含0.03%以上的碳(c)以确保结构体所需的强度。优选的碳(c)的含量的下限可以为0.05%,更优选的碳(c)的含量的下限可以为0.07%。另一方面,当碳(c)的含量过高时,材料的韧性降低,焊接性降低,并且屈强比可能会上升。此外,当碳(c)的含量过高时,晶粒难以粗大化,因此本发明中可以将碳(c)的含量的上限限制为0.25%。优选的碳(c)的含量的上限可以为0.2%,更优选的碳(c)的含量的上限可以为0.15%。
[0066]
硅(si):1.5-2.5%
[0067]
硅(si)在炼钢步骤中与氧结合以形成炉渣,因此通常会与氧一起被去除。此外,硅(si)也是有效地促进提高材料的强度和电阻率的成分。因此,在本发明中,为了如上所述的效果,可以包含1.5%以上的硅(si)。优选的硅(si)的含量的下限可以为1.6%,更优选的硅(si)的含量的下限可以为1.8%。另一方面,当硅(si)的含量过高时,干扰表面氧化皮的脱落,因此产品表面质量可能会降低。此外,当硅(si)的含量过高时,母材和焊接部的低温韧
性降低,使用材料时断裂的风险增加,因此本发明中可以将硅(si)的含量限制为2.5%以下。优选的硅(si)的含量的上限可以为2.3%,更优选的硅(si)的含量的上限可以为2.0%。
[0068]
锰(mn):0.8-1.8%
[0069]
锰(mn)是提高钢的强度和淬透性的成分。因此,本发明中可以包含0.8%以上的锰(mn)以确保如上所述的效果。优选的锰(mn)的含量的下限可以为1.0%,更优选的锰(mn)的含量的下限可以为1.1%。另一方面,当锰(mn)的含量过高时,由于中心部偏析,发生材质偏差,抗裂纹(crack)传播性可能会变差。此外,当锰(mn)的含量过高时,钢的韧性可能会降低,本发明中可以将锰(mn)的含量限制为1.8%以下。优选的锰(mn)的含量的上限可以为1.6%,更优选的锰(mn)的含量的上限可以为1.5%。
[0070]
本发明的热轧钢板除了上述成分之外,可以包含余量的fe和其它不可避免的杂质。然而,在通常的制造过程中可能会从原料或周围环境不可避免地混入并不期望的杂质,因此不能完全排除这些杂质。这些杂质对于本领域技术人员而言是众所周知的,因此在本说明书中不特别提及其所有内容。此外,并不全面排除除了上述组成之外的有效成分的进一步的添加。
[0071]
本发明的热轧钢板积极抑制钛(ti)、铌(nb)和钒(v)的添加,即使不可避免地包含这些成分,其总含量可以限制为小于0.01%(包括0%)。钛(ti)、铌(nb)和钒(v)是代表性的析出强化元素,并且是通过形成微细碳氮化物而有效地促进提高钢的强度的成分。但是,钛(ti)、铌(nb)和钒(v)使钢的微细组织过度微细化,不利于确保减振能力,因此本发明试图积极抑制这些成分。此外,钛(ti)、铌(nb)和钒(v)是高价的成分,在经济性方面也不优选。本发明中不人为地添加这些成分,即使在不可避免地添加的情况下,也可以积极地将这些成分的总含量抑制为小于0.01%。优选的这些成分的总含量可以为0.005%以下,更优选的这些成分的总含量可以为0%。
[0072]
根据本发明的一个方面的热轧钢板的微细组织可以具有由铁素体和珠光体组成的复合组织。本发明中可以积极抑制贝氏体和马氏体等低温组织的形成。贝氏体和马氏体等低温组织具有高强度、低屈强比,作为结构用材料可以发挥优异的物理性能。但是,根据本发明的一个实例,真空列车管道用热轧钢板的厚度厚至10mm以上的水平,因此即使引入低温组织,在钢板的厚度方向上也可能会发生物理性能的偏差。这是因为仅在钢板的表面上形成低温组织,而低温组织难以充分形成至钢板的中心部。
[0073]
因此,在本发明中,将钢板的微细组织构成为由铁素体和珠光体组成的复合组织以降低物理性能的偏差,即使不可避免地形成贝氏体和马氏体等低温组织,可以将所述低温组织的分数积极抑制为1面积%以下(包括0%)。在确保物理性能的方面,铁素体的分数可以为60-90面积%,珠光体的分数可以为10-40面积%。
[0074]
为了同时确保所期望的屈服强度、振动阻尼比和低温韧性,本发明中可以将铁素体的平均晶粒尺寸限制在一定范围。随着晶粒尺寸增加,有利于确保振动阻尼比,因此本发明中可以将铁素体的平均晶粒尺寸限制为10μm以上。优选的平均晶粒尺寸可以超过10μm,更优选的平均晶粒尺寸可以为15μm以上。另一方面,当晶粒的尺寸过大时,材料的强度和低温韧性会变差,因此本发明中可以将铁素体的平均晶粒尺寸限制为30μm以下。优选的平均晶粒尺寸的上限可以为25μm。
[0075]
本发明的发明人对确保真空列车管道用材料的稳定性和能量效率的方法进行深
入研究的结果,认识到在像本发明一样的低合金基钢板中将碳(c)、硅(si)和锰(mn)的含量和铁素体的平均晶粒尺寸控制在一定范围时可以同时确保屈服强度、振动阻尼比和电阻率,从而导出以下关系式1至关系式3。
[0076]
[关系式1]
[0077]
350≤11 394*d
(-0.5)
448*[c] 94*[si] 69*[mn]
[0078]
[关系式2]
[0079]
100≤186-210*d
(-0.5)-121*[c]-13.2*[si] 13.7*[mn]
[0080]
[关系式3]
[0081]
30≤9.5 5.2*[c] 5.8*[mn] 13.1*[si]
[0082]
在所述关系式1至所述关系式3中,d表示所述热轧钢板的铁素体的平均晶粒尺寸(μm),[c]、[si]和[mn]分别表示所述热轧钢板的碳(c)、硅(si)和锰(mn)的含量(重量%)。
[0083]
本发明的真空列车管道用热轧钢板同时满足关系式1至关系式3,因此可以同时确保所期望的屈服强度、振动阻尼比和电阻率。
[0084]
此外,本发明的发明人认识到在具有本发明的成分体系的钢板中将铁素体的平均晶粒尺寸控制在一定范围时可以确保低温韧性,从而可以进一步导出以下关系式4。
[0085]
[关系式4]
[0086]
303.78-85.22*ln(d)》27
[0087]
在所述关系式4中,d表示所述热轧钢板的铁素体的平均晶粒尺寸(μm)。
[0088]
本发明的真空列车管道用热轧钢板进一步满足关系式4,因此可以有效地确保所期望的低温韧性。
[0089]
本发明的真空列车管道用热轧钢板可以具有350mpa以上的屈服强度和27j以上的-20℃下的夏比冲击能。因此,本发明的真空列车管道用热轧钢板确保作为结构材料的适合的强度和低温韧性,从而可以有效地确保真空列车用管道的结构安全性。
[0090]
本发明的真空列车管道用热轧钢板可以具有100*10-6
以上的振动阻尼比。其中,振动阻尼比表示在弯曲振动模式(flexural vibration mode)中对长度*宽度*厚度为80*20*2mm的试片进行敲击后对1650hz的频率进行测量的振动阻尼比。本发明的真空列车管道用热轧钢板可以具有100*10-6
以上的振动阻尼比,因此可以有效地抑制真空管道内的振动放大,并且可以有效地防止振动引起的真空列车用管道的损坏。
[0091]
本发明的真空列车管道用热轧钢板可以具有30*10-8
ωm以上的电阻率,因此可以有效地确保真空列车运行时的能量效率。
[0092]
因此,根据本发明的一个方面,可以提供一种热轧钢板,所述热轧钢板具有优异的屈服强度、振动阻尼比、电阻率和低温韧性,因此具有适用于真空列车管道的物理性能。
[0093]
以下,对根据本发明的一个方面的制造真空列车管道用热轧钢板的方法进行更详细的说明。
[0094]
根据本发明的一个方面的制造真空列车管道用热轧钢板的方法可以包括以下步骤:在1100-1300℃的加热温度(t1)下,将板坯进行加热,以重量%计,所述板坯包含:碳(c):0.03-0.25%、硅(si):1.5-2.5%、锰(mn):0.8-1.8%、余量的fe和其它不可避免的杂质;将加热的所述板坯以900-1000℃的精轧温度(t2)进行热轧以提供热轧钢板;以及在600-700℃的收卷温度(t3)下,将所述热轧钢板进行收卷,其中,所述加热温度(t1)、精轧温
度(t2)和收卷温度(t3)可以满足以下关系式5。
[0095]
[关系式5]
[0096]
1≤0.0284*[t1] 0.071*[t2] 0.045*[t3]-131≤3
[0097]
在所述关系式5中,[t1]、[t2]和[t3]分别表示板坯加热温度(t1,℃)、精轧温度(t2,℃)和收卷温度(t3,℃)。
[0098]
钢坯的准备和加热
[0099]
准备具有预定的合金组成的钢坯。由于本发明的钢坯具有与上述热轧钢板对应的合金组成,用对上述热轧钢板的合金组成的说明代替对钢坯的合金组成的说明。
[0100]
可以在1100-1300℃的加热温度(t1)下将准备的钢坯进行加热。考虑到热轧时的轧制负荷,可以在1100℃以上的温度范围内将钢坯进行加热。特别地,本发明中试图引入一定尺寸以上的微细组织,因此优选的钢坯的加热温度可以为1200℃以上。更优选的钢坯加热温度可以为1250℃以上。另一方面,当钢坯的加热温度过高时,由于氧化皮的形成,表面质量可能会降低,因此本发明中可以将钢坯的加热温度限制为1300℃以下。
[0101]
热轧
[0102]
可以将加热的钢坯以900-1000℃的精轧温度(t2)进行热轧以提供热轧钢板。本发明的通过热轧提供的钢板可以具有10μm以上的厚度。
[0103]
热轧时轧制材料的同时晶粒变形,但很快再结晶。经过如上所述的过程的同时粗大且不均匀的组织变得微细化和均匀化。热轧时重要的工艺变量是作为轧制结束时的温度的精轧温度(精轧出口温度(finishing delivery temperature,fdt))。这是因为可以根据精轧温度控制最终的微细组织的晶粒尺寸等。本发明的目的是将最终微细组织控制在一定尺寸以上的水平,因此可以以900℃以上的精轧温度进行热轧。优选的精轧温度可以为950℃以上。另一方面,当精轧温度过高时,最终微细组织可能过于粗大,因此本发明中可以将精轧温度的上限限制为1000℃。
[0104]
收卷
[0105]
通过热轧提供的热轧钢板可以在经过水冷后在600-700℃的收卷温度(t3)下进行收卷。本发明的目的是实现铁素体和珠光体的复合组织作为最终组织,因此可以在600℃以上的温度范围内进行收卷。本发明的目的是实现一定尺寸以上的最终微细组织,因此更优选在650℃以上的温度范围内进行收卷。但是,当收卷温度过高时,形成粗大的微细组织,或者表面质量可能会变差,因此本发明中可以将收卷温度的上限限制为700℃。
[0106]
本发明的发明人深入研究了用于控制最终微细组织的晶粒尺寸的技术方案,并确认了为了在本发明的成分体系中控制最终微细组织的晶粒尺寸,应控制加热钢坯时的加热温度(t1)、热轧时的精轧温度(t2)和将热轧钢板进行收卷时的收卷温度(t3)以使其独立地满足一定范围,而且应将这些板坯加热温度(t1)、精轧温度(t2)和收卷温度(t3)彼此关联并控制在一定范围内,从而导出以下关系式5。
[0107]
[关系式5]
[0108]
1481≤0.0284*[t1] 0.071*[t2] 0.045*[t3]-131≤3
[0109]
在所述关系式5中,[t1]、[t2]和[t3]分别表示板坯加热温度(t1,℃)、精轧温度(t2,℃)和收卷温度(t3,℃)。
[0110]
因此,在根据本发明的一个方面的制造真空列车管道用热轧钢板的方法中,在
1100-1300℃的加热温度(t1)下将板坯进行加热,在900-1000℃的精轧温度(t2)下进行热轧,在600-700℃的收卷温度(t3)进行收卷,而且控制工艺条件以使板坯加热温度(t1)、精轧温度(t2)和收卷温度(t3)满足关系式4,因此可以有效地实现目标热轧钢板的微细组织。
[0111]
通过上述制造方法制造的热轧钢板可以满足以下关系式1至关系式3,并且还可以满足以下关系式4。
[0112]
[关系式1]
[0113]
350≤11 394*d
(-0.5)
448*[c] 94*[si] 69*[mn]
[0114]
[关系式2]
[0115]
100≤186-210*d
(-0.5)-121*[c]-13.2*[si] 13.7*[mn]
[0116]
[关系式3]
[0117]
30≤9.5 5.2*[c] 5.8*[mn] 13.1*[si]
[0118]
[关系式4]
[0119]
303.78-85.22*ln(d)》27
[0120]
在所述关系式1至关系式4中,d表示所述热轧钢板的铁素体的平均晶粒尺寸(μm),[c]、[si]和[mn]分别表示所述热轧钢板的碳(c)、硅(si)和锰(mn)的含量(重量%)。
[0121]
此外,通过上述制造方法制造的热轧钢板可以具有350mpa以上的屈服强度和27j以上的-20℃下的夏比冲击能,准备长度*宽度*厚度为80*20*2mm的试片,在弯曲振动模式中对1650hz的频率进行测量的振动阻尼比可以满足100*10-6
以上的水平,电阻率可以满足30*10-8
ωm以上的水平。
[0122]
因此,根据本发明的一个方面,可以提供一种制造热轧钢板的方法,所述热轧钢板具有优异的屈服强度、振动阻尼比、电阻率和低温韧性,因此具有适用于真空列车管道的物理性能。
具体实施方式
[0123]
以下,通过具体的实施例对本发明的真空列车管道用热轧钢板及其制造方法进行更详细的说明。需要注意的是以下实施例仅用于理解本发明,并不用于特定本发明的权利范围。本发明的权利范围可以由权利要求书中记载的内容和由此合理推导的内容确定。
[0124]
(实施例)
[0125]
在准备具有以下表1的合金组成的厚度为250mm的钢坯后,应用表2的工艺条件,以制造厚度为15mm的热轧钢板。以下表1中未记载的合金成分表示杂质和余量的fe,
“‑”
表示在误差范围内接近0重量%的情况。
[0126]
[表1]
[0127][0128]
[表2]
[0129][0130]
分析各试片的微细组织和机械物理性能,并记载于表3中,将各试片是否满足关系式1至关系式4的情况也一起记载于表3中。微细组织是通过硝酸浸蚀液(nital)蚀刻法蚀刻各试片后利用500倍率的光学显微镜进行测量。铁素体的晶粒尺寸根据astm e112进行测量。图1是用于观察试片1的微细组织的光学显微镜照片。
[0131]
根据ks b 0802和ks b 0810测量机械物理性能,将测量的屈服强度、屈强比和在-21℃下的夏比冲击韧性一起记载于表3中。电阻率根据ks c iec 60404进行测量,将其值一起记载于表3中。
[0132]
振动阻尼比是在准备长度*宽度*厚度为80*20*2mm的试片后在常温下使用imce的rfda ltv800进行测量。在弯曲振动模式中敲击后,在相应试片的振动模式中测量对应于第一(1
st
)模式的1650hz区域的振动阻尼比并进行分析,将其结果一起记载于表3中。
[0133]
[表3]
[0134][0135]
如表1至表3中所记载,可知满足本发明的合金组成、工艺条件和关系式1至关系式4的试片同时满足350mpa以上的屈服强度、27j以上的-20℃下的夏比冲击能、30*10-8
ωm以上的电阻率和100*10-6
以上的振动阻尼比,但不满足本发明限制的条件中的任一种以上的试片不同时满足350mpa以上的屈服强度、27j以上的-20℃夏比冲击能、30*10-8
ωm以上的电阻率和100*10-6
以上的振动阻尼比。
[0136]
此外,为了与传统材料进行比较,在相同的条件下对作为现有的结构用钢材的en-s355进行试验,在en-s355的情况下,可以确认在相同的条件下测量的振动阻尼比仅为60*10-6
的水平。图2是利用光学显微镜观察拍摄的en-s355的微细组织的照片。
[0137]
因此,根据本发明的一个方面,可以提供一种热轧钢板及其制造方法,所述热轧钢板具有优异的屈服强度、振动阻尼比、电阻率和低温韧性,因此具有适用于真空列车管道的物理性能。
[0138]
以上,通过实施例对本发明进行了详细说明,但也可以包括其它形式的实施例。因此,权利要求的技术思想和范围并不限于实施例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。