1.本发明涉及电渣焊技术领域,特别是涉及一种全截面阳极钢爪电渣焊系统。
背景技术:
2.现有电解铝阳极钢爪(八爪)的焊接一直是采用手工焊接,将四个钢爪焊接完毕,再通过吊装、翻转后进行另外四个钢爪焊接。焊接效率极低,人工劳动强度大,环境污染严重,且焊接质量无法保证(无法全截面焊接)。而且现有的铸造钢爪工艺落后,使用钢材材质差,焊接气孔多,使用周期短且阳极压降大,极大地造成了电解铝行业的能源浪费。因此能够实现机器自动焊接的全截面阳极钢爪(八爪)的技术亟需研制和发展。
技术实现要素:
3.本发明的目的是提供一种全截面阳极钢爪电渣焊系统,以实现全截面阳极钢爪的自动焊接。
4.为实现上述目的,本发明提供了如下方案:
5.本发明提供一种全截面阳极钢爪电渣焊系统,所述电渣焊系统包括:
6.控制装置、化渣系统、四自由度极板送进系统、焊机主体和钢爪翻转机;
7.所述化渣系统与所述焊机主体的焊接口连通,所述化渣系统用于将熔渣融化,融化后的熔渣输送至所述焊机主体的焊接口;
8.电极板设置在所述四自由度极板送进系统上,所述四自由度极板送进系统用于带动所述电极板穿设于所述焊接口;所述四自由度极板送进系统的控制端与所述控制装置连接;所述控制装置用于对所述四自由度极板送进系统进行控制;
9.所述钢爪翻转机与所述四自由度极板送进系统对应设置,所述钢爪翻转机用于固定和翻转待焊接或待修复的阳极钢爪。
10.可选的,所述钢爪翻转机包括:钢爪夹紧装置、导杆夹紧装置、主托举板和主体框架;
11.所述钢爪夹紧装置固定设置在所述主体框架上;
12.所述主托举板可滑动的设置在所述主体框架上;
13.所述导杆夹紧装置可转动的设置在所述主托举板上;
14.所述导杆夹紧装置用于夹紧与所述阳极钢爪连接的阳极导杆,所述钢爪夹紧装置用于夹紧所述阳极钢爪,在焊接时,所述主托举板带动所述导杆夹紧装置向所述钢爪夹紧装置移动,使所述导杆夹紧装置和所述钢爪夹紧装置接触并固定,当焊接完成一面后进行下一面的焊接时,所述钢爪夹紧装置解除对阳极钢爪的夹紧,所述主托举板带动所述导杆夹紧装置远离所述钢爪夹紧装置,所述导杆夹紧装置和所述钢爪夹紧装置分离后,所述导杆夹紧装置旋转带动所述阳极导杆和所述阳极钢爪翻转。
15.可选的,所述导杆夹紧装置包括:导杆夹紧本体及设置在所述导杆夹紧本体的外侧的多个主回转盘;
16.多个所述主回转盘分别与所述主托举板上设置的多个支撑轮组一一对应设置,多个所述支撑轮组中至少有一个驱动轮组。
17.可选的,所述主托举板的下表面设置有推力支座,所述推力支座与液压导杆驱动装置的驱动导杆的端部连接,所述液压导杆驱动装置的液压缸通过油缸耳座固定在主体框架上。
18.可选的,所述化渣系统包括:碳棒升降机构、碳棒、坩埚、化渣变压器、控制变压器和控制接触器;
19.所述碳棒升降机构对应所述坩埚的开口部设置,所述碳棒设置于所述碳棒升降机构上;所述碳棒升降机构用于带动所述碳棒进行升降运动;
20.所述化渣变压器的二次侧线圈的一端与碳棒连接,所述化渣变压器的二次侧线圈的另一端与坩埚连接,所述坩埚用于盛放熔渣;
21.所述控制变压器的二次侧线圈与所述控制接触器的输入侧连接,所述控制接触器的输出侧的两端分别与所述碳棒和所述坩埚连接,所述控制变压器的二次侧线圈中的电流的大小为熔焊电流。
22.可选的,所述化渣系统还包括翻转结构,所述控制变压器二次侧线圈的通路上还设置有电流传感器,所述坩埚设置于所述翻转结构上,所述翻转结构和所述电流传感器均与控制装置连接;
23.所述控制装置用于根据所述熔焊电流控制所述翻转结构翻转,将融化后的焊渣倒入所述焊机主体的焊接口内。
24.可选的,所述焊机主体包括上结晶器、下结晶器、滑动门型架和熔焊变压器;
25.所述上结晶器上开设有焊接口,所述上结晶器固定于滑动门型架上,所述滑动门型架与所述控制装置连接,所述控制装置用于控制所述滑动门型架运动;
26.所述下结晶器上设置有多个弧形支撑槽,在每个所述弧形支撑槽的开口端设置有支撑部,所述弧形支撑槽用于容纳待焊接钢爪的抓头,所述支撑部用于放置待焊接钢爪的钢梁;
27.所述上结晶器和所述下结晶器均与熔焊变压器的二次侧线圈的一端连接,所述熔焊变压器的二次侧线圈的另一端与所述电极板连接。
28.可选的,所述控制装置包括plc控制器和多个伺服驱动模块;
29.所述plc控制器分别与多个所述伺服驱动模块的控制端连接;
30.多个所述伺服驱动模块分别用于驱动设置于四自由度极板送进系统中的伺服电机、设置于化渣系统中的伺服电机和设置于焊机主体的伺服电机。
31.可选的,所述伺服电机的输出轴均连接斜齿轮。
32.可选的,四自由度极板送进系统、焊机主体和钢爪翻转机的数量均为两个。
33.根据本发明提供的具体实施例,本发明公开了以下技术效果:
34.本发明实施例提供一种全截面阳极钢爪电渣焊系统,所述电渣焊系统包括:控制装置、化渣系统、四自由度极板送进系统、焊机主体和钢爪翻转机;所述化渣系统与所述焊机主体的焊接口连通,所述化渣系统用于将熔渣融化,融化后的熔渣输送至所述焊机主体的焊接口;电极板设置在所述四自由度极板送进系统上,所述四自由度极板送进系统用于带动所述电极板穿设于所述焊接口;所述四自由度极板送进系统的控制端与所述控制装置
连接;所述控制装置用于对所述四自由度极板送进系统进行控制;所述钢爪翻转机与所述四自由度极板送进系统对应设置,所述钢爪翻转机用于固定和翻转待焊接或待修复的阳极钢爪。本发明实施例通过设置化渣系统、四自由度极板送进系统、焊机主体和钢爪翻转机,实现了全截面阳极钢爪的自动化焊接,提高了焊接效率和质量。
附图说明
35.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
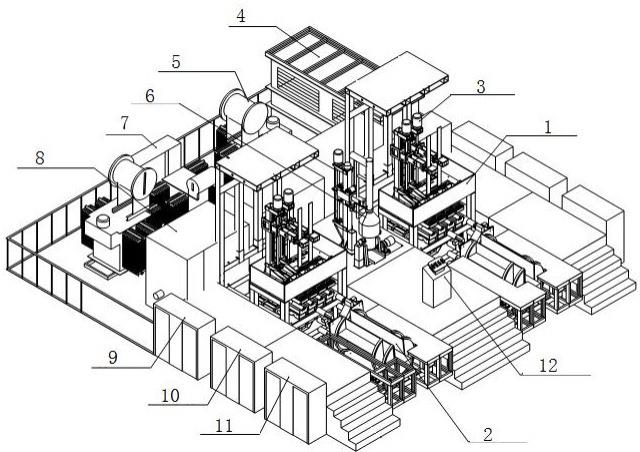
36.图1为本发明实施例提供的一种全截面阳极钢爪电渣焊系统的三维结构示意图;
37.图2为本发明实施例提供的一种全截面阳极钢爪电渣焊系统的三维结构工作原理图;
38.图3为本发明实施例提供的焊机主体的结构示意图;
39.图4为本发明实施例提供的钢爪翻转机的结构俯视图;
40.图5为本发明实施例提供的钢爪翻转机的结构仰视图。
41.附图标记说明:
42.1、焊机主体;1-1、液压缸;1-2、上结晶器;1-3、下结晶器;1-4、焊接极板;1-5、液压缸夹紧装置;1-6、焊接立柱;1-7、升降伺服电机;2、钢爪翻转机;2-1、液压马达;2-2、钢爪夹紧装置;2-3、导杆夹紧装置;2-4、主托举板;2-5、主体框架;2-6、主回转盘;2-7、支撑轮组;2-8、驱动轮组;2-9、推力支座;2-10、油缸耳座;2-11、夹紧支座;2-12、v型支架组;3、四自由度极板送进系统;4、水冷系统;5、变压器;5-1、第一熔焊变压器;5-2、第二熔焊变压器;5-3、化渣变压器;6、化渣系统;6-1、碳棒;6-2、交流伺服电机;6-3、坩埚;6-4、变频电机;7、动力柜;8、除尘器;9、配套工具柜;10、控制柜;11、液压柜;12、人机操作系统;13、电流互感器。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.本发明的目的是提供一种全截面阳极钢爪电渣焊系统,以实现全截面阳极钢爪的自动焊接。
45.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
46.实施例1
47.如图1所示,本发明实施例1提供一种全截面阳极钢爪电渣焊系统,所述电渣焊系统包括:控制装置、化渣系统6、四自由度极板送进系统3、焊机主体1和钢爪翻转机2;所述化渣系统6与所述焊机主体1的焊接口连通,所述化渣系统6用于将熔渣融化,融化后的熔渣输送至所述焊机主体1的焊接口;电极板设置在所述四自由度极板送进系统3上,所述四自由
度极板送进系统3用于带动所述电极板穿设于所述焊接口;所述四自由度极板送进系统3的控制端与所述控制装置连接;所述控制装置用于对所述四自由度极板送进系统3进行控制;所述钢爪翻转机2与所述四自由度极板送进系统3对应设置,所述钢爪翻转机2用于固定和翻转待焊接或待修复的阳极钢爪。
48.如图1和图2所示,变压器5有三个,分别为两个熔焊变压器(图2中的第一熔焊变压器5-1和第二熔焊变压器5-2)和一个化渣变压器5-3:熔焊的电源,输入来自动力柜7内的接触器,输出到焊机主体1和四自由度极板送进系统3。化渣变压器5-3,输入单相380vac,输出40vac,额定电流5600a,化渣变压器5-3的二次输出端a侧直接连接到碳棒固定导电环上,实现电路的连通;输出x侧直接连接到坩埚减速机与坩埚本体连接的导电环上,实现与坩埚的电路连通。连通采用耐火铜电缆。熔焊变压器每一台对应一个工位,熔焊变压器的二次侧,一端连接到四自由度极板送进系统3的焊接立柱上,另外一端连接到下结晶器的底部铜母线上。三台变压器都输入电源由动力柜7内的接触器提供。
49.化渣系统6:融化熔渣,用于焊接。输入来自熔焊变压器,由控制柜10内plc控制器控制。包括上部的碳棒升降系统和下部的坩埚翻转系统。如图3所示,碳棒6-1由专用导电石墨材料制成,具有良好导电性,碳棒6-1由碳棒升降系统带动做上下往复运动,碳棒升降系统包括滚珠丝杠,滚珠丝杠带动碳棒6-1做上下往复运动。滚珠丝杠采用交流伺服电机6-2驱动,交流伺服电机6-2是由伺服驱动装置驱动,其控制速度、位置距离则是由plc控制器伺服驱动专用模块实现。坩埚6-3由导电碳素材料制成,其底部与碳棒6-1接触,通电后产生大电流(最高6000a),将固态的渣融化成导电的熔融态熔渣。坩埚6-3的驱动是由变频器驱动变频电机6-4,通过减速机及轴瓦实现运转。由于减速机及变频电机6-4与坩埚6-3通过金属相连接,因此需要将坩埚6-3及减速机、变频电机6-4等整体金属结构与工作平台绝缘,由于工作电压为40v,因此采用5mm厚度绝缘板即可。变频器的运转信号是由plc控制器进行控制,包括旋转到位信号由限位开关,通过plc控制器实现自动启停。
50.四自由度极板送进系统3:由控制柜10内plc控制器控制,包括焊接立柱升降系统,推动焊接立柱左右移动的小车系统、液压驱动的极板夹紧装置及短网,且所述焊接立柱升降系统可移动的设置在小车系统上。焊接立柱1-6由升降伺服电机1-7配套减速机驱动。短网采用ygc硅胶耐高温电缆组成,电缆界面为4
×
300平方。
51.焊机主体1:由液压柜11驱动,分左右两部分,结构性能完全一致。包括液压缸1-1、液压缸1-1推动的滑动门型架、用于成型的上结晶器1-2和下结晶器1-3,本发明实施例中梁内安装液压缸1-1、上结晶器1-2和下结晶器1-3的冷却水水路。
52.钢爪翻转机2:液压柜11驱动,一部分包括液压缸推动的钢爪夹紧装置2-2、导杆夹紧装置2-3,导杆夹紧装置2-3用液压马达2-1实现翻转功能,如图4和图5所示,当钢爪维修或焊接完毕后,采用液压系统控制,将四个钢爪、阳极导杆左右两侧用液压缸夹紧,并用液压马达2-1翻转,翻转到位信号由接近开关实现并送至plc控制器输入端,控制液压马达2-1的停止翻转。具体如图4和图5所示,所述钢爪翻转机2包括:钢爪夹紧装置2-2、导杆夹紧装置2-3、主托举板2-4和主体框架2-5;所述钢爪夹紧装置2-2固定设置在所述主体框架2-5上;所述主托举板2-4可滑动的设置在所述主体框架2-5上;所述导杆夹紧装置2-3可转动的设置在所述主托举板2-4上;所述导杆夹紧装置2-3用于夹紧与所述阳极钢爪连接的阳极导杆,所述钢爪夹紧装置2-2用于夹紧所述阳极钢爪,在焊接时,所述主托举板2-4带动所述导
杆夹紧装置2-3向所述钢爪夹紧装置2-2移动,使所述导杆夹紧装置2-3和所述钢爪夹紧装置2-2接触并固定,当焊接完成一面后进行下一面的焊接时,所述钢爪夹紧装置解除对阳极钢爪的夹紧,所述主托举板2-4带动所述导杆夹紧装置2-3远离所述钢爪夹紧装置2-2,所述导杆夹紧装置2-3和所述钢爪夹紧装置2-2分离后,所述导杆夹紧装置2-3旋转带动所述阳极导杆和所述阳极钢爪翻转。所述导杆夹紧装置2-3包括:导杆夹紧本体及设置在所述导杆夹紧本体的外侧的多个主回转盘2-6;多个所述主回转盘分别与所述主托举板上设置的多个支撑轮组2-7一一对应设置,多个所述支撑轮组2-7中至少有一个驱动轮组2-8,驱动轮组2-8为起支撑作用和驱动作用的支撑轮组。
53.实例性的如图4和图5所示,主回转盘2-6的数量为3个,仅起支撑的支撑轮组2-7的数量为两个,驱动轮组2-8的数量为1个,驱动轮组由液压马达2-1驱动,驱动轮组2-8外侧设置成锯齿状,以增加摩擦。钢爪夹紧装置2-2包括固定立板,设置在固定立板上的夹紧支座2-11,以及v型支架组2-12。
54.示例性的,如图4和图5所示,所述主托举板2-4的下表面设置有推力支座2-9,该推力支座2-9与设置在主体框架2-5的液压导杆驱动装置的驱动导杆的端部连接,该液压导杆驱动装置的液压缸通过油缸耳座2-10固定在主体框架2-5上。
55.示例性的,本发明的电渣焊系统还设置有水冷系统4、除尘器8、传感器、短网、动力柜7、人机操作系统12等。
56.水冷系统4:对化渣系统6及焊机主体1的结晶器提供冷却水,包括冷却水水箱、冷却水循环泵、冷却塔、冷却塔冷却风机、冷却塔冷却循环泵,用于对结晶器进行循环和冷却,同时也对坩埚6-3进行水循环和冷却。
57.除尘器8:独立运行,启动信号由控制柜10内的plc控制器控制,包括除尘器本体、除尘配电箱及除尘管道、集尘罩。除尘器8用于在熔焊和化渣时收集焊接烟尘。
58.传感器:检测变压器5的二次电流(用于焊接或者化渣电流检测,从而通过plc控制器实时控制输出电流)、冷却水温度及压力(检测冷却水温度和压力,确保生产用冷却水压力和温度满足条件,如压力低则报警提示,温度高则启动冷却塔风机和循环泵),转化为标准4-20毫安信号送至控制柜10内的plc控制器。本发明实施例中检测变压器5二次电流的方式为,在变压器5的二次侧的输出线路上设置电流互感器13,并利用电流变送器将电流互感器13的输出的标准0-5a电流信号转化成标准仪表信号0-10v或4-20ma,送至plc控制器进行数据处理,转化为数字信号,作为plc控制器控制反馈,同时在操作台上的触摸屏显示出来。压力和温度传感器将循环水温度、压力信号转换为标准电信号送至plc控制器,转化为数字信号,除参与数值比较,实现逻辑控制外(高温自动启动冷却风机和冷却循环泵、压力低自动报警并延时停机),同时也将数值显示在触摸屏上。
59.短网:即连接变压器5的主电路的动力电缆或铜排;本发明实施例选用耐高温硅胶软电缆。控制电缆则采用屏蔽双绞线,实现网络信号的稳定传输。伺服驱动器与伺服电机的连接则采用厂家自带的专用屏蔽电缆并配套航空插头。
60.动力柜7:工厂将三相五线电源送至动力柜7,再由动力柜7将电源送至人机操作系统12、控制柜10,控制柜10则可以通过操作台人为操作,将电源送至熔焊变压器或化渣变压器5-3,实现用电设备电能分配。
61.配套工具柜9、控制柜10、液压柜11:控制柜10是用于所有机械运转部位的电机、液
压站、仪器仪表、人机操作系统12的电能分配及系统控制,包括自动控制系统核心元件——plc控制器、低压电器元件;液压柜11内包含两台液压站,液压阀座及阀块、电磁换向阀。液压柜11的控制线路来自控制柜10。液压柜11主要控制四自由度极板送进系统3中的极板夹紧装置;焊机主体1中的上下结晶器上升和下降装置,以及滑动门型架的前进和后退,控制钢爪翻转机2中的钢爪夹紧装置2-2、导杆夹紧装置2-3、导杆翻转装置以及驱动导杆翻转的液压马达2-1动作。配套工具柜9用于盛放拆装或维修工具。
62.人机操作系统12:由触摸屏及主令电器(按钮、转换开关、信号灯等),均送至控制柜10的plc控制器,对其进行操作控制。由操作台及台面上控制按钮、指示灯、电压表及两工位对应的触摸屏组成。人机操作系统12所有操作按钮或选择开关及触摸屏都与控制柜10内控制核心plc控制器相连接,按钮通过线路连接,触摸屏通过rs485总线连接,实现对plc控制器的指令操作及数据操作、数据显示功能,以完成整套设备的人机配合操作功能。三块数显电压表显示三台变压器5的实时电压值,信号指示灯则显示设备运行状态。
63.本发明实施例中四自由度极板送进系统3、焊机主体1和钢爪翻转机2的数量均设置为两个,以实现两个工位同时生产。
64.如图2所示,本发明的电渣焊系统的过程具体为:
65.装模:先将待维修钢爪或需要焊接新钢爪的钢梁放入焊机主体1中的结晶器,待维修钢爪的爪头(圆钢)放入下结晶器,用上下结晶器的液压压力将钢爪夹紧。在焊接立柱1-6上安装焊接用焊接极板1-4,示例性的,本发明实施例中焊接极板1-4选用q235b型的钢板,通过液压缸夹紧装置1-5将其夹紧。
66.化渣到位:碳棒6-1手动下降至坩埚6-3底部,在坩埚6-3与碳棒6-1之间,增设一套220/12v控制变压器5,控制变压器5的一次回路是由一个小型空气断路器(220v,10a)馈电、控制变压器5的二次回路通过一个小型控制接触器连接到碳棒6-1与坩埚6-3之间,控制变压器5运行是通过触摸屏操作plc控制器,然后plc控制器输出控制命令启动该接触器。当碳棒6-1与坩埚6-3接通瞬间,可以通过检测控制变压器5的二次电流,实现接通立即停止功能,否则依靠人工观测会出现未接触良好或者碳棒6-1损坏或坩埚6-3埚底损坏的问题。
67.化渣:在人机操作系统12上启动化渣接触器(化渣变压器5-3接通的主接触器,用于化渣变压器5-3的启动和停止),碳棒6-1与坩埚6-3通过瞬间的大电流后将熔渣融化,系统进入自动化渣过程。用红外温度传感器检测坩埚6-3内熔渣的温度,当温度达到1600-1750度之间,通过plc控制器采集数据值对比,温度到达一个高点后开始小幅度下降,取曲线下降点开始计时,120秒后,化渣变压器5-3自动停止;碳棒系统伺服控制器带动伺服电机,以最高速度(伺服设定)提升碳棒6-1至一个预设好的位置后(即保证二者同时运行又不会发生机械碰撞,通过实际运行测试所得位置),坩埚6-3自动翻转,实现自动倒渣的功能。
68.倒渣:将坩埚6-3内渣液倒至专用钢勺内,操作工启动第一熔焊变压器5-1或第二熔焊变压器5-2(也可以同时运行),选择控制方式为自动状态,将坩埚6-3的钢勺内熔渣倒入结晶器内,此时人机操作系统12的触摸屏上显示熔焊电流。当熔焊电流达到设定数值后,操作台提升,并进行声光报警,倒渣停止。随后熔焊电流从刚建立一直上升至一个最高点后开始回调,回调达到一定值后,系统进入自动焊接过程。自动焊接时,操作人员只需观察有无焊接漏渣或者其他故障是否发生,无需进行人工干预。
69.自动焊接:plc控制器通过伺服驱动器反馈的编码器信号,计算出丝杠的移动距
离——即极板焊接的下降距离,根据下降的长度计算出焊接过程是否可以结束。如果达到焊接结束的距离,该焊接立柱1-6焊接过程将自动停止,等待另外一个焊接立柱1-6状态;如果两个焊接立柱1-6均停止,则熔焊变压器自动停止,双焊接立柱1-6自动上升至设定距离,焊接结束。
70.钢爪翻转:焊接结束自动提升焊接极板1-4后,钢爪翻转机2需要操作人员进行操作。首先将上结晶器1-2提升至最高点,然后通过液压操作系统将钢爪的四个爪头及维修导杆左右夹紧,整体钢爪被固定,再通过液压系统的导杆旋转,使焊接好的钢爪整体翻转到下面,待维修的钢爪再次进入结晶器,进行下一次焊接(八爪焊接设备,需要先焊接上面一组,再焊接下面一组)。
71.脱模:当全部爪头焊接或维修完毕后,将各个爪头夹紧装置松开,并将导杆左右松开后,用焊机主体1中的上、下结晶器的升降动作,把整体钢爪脱模,维修或者新焊接钢爪即可吊运出焊接工位。
72.本发明实施例利用反激拓扑结构次级侧参数实现输出电流的计算,无需增设检流电阻,避免增设检流电阻引起的功率损耗,并避免检流电阻的阻值偏差引起的检测电流的偏差,提高输出电流检测的准确性。
73.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
74.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。