1.本技术涉及増材制造技术领域,具体而言,涉及一种粉末床激光熔融设备及方法。
背景技术:
2.目前,粉末床激光熔融技术作为一种主流的金属增材制造技术,其可通过金属粉末的层层熔化、凝固过程一体化成型精度高、力学性能优良的复杂金属零件的优势使其被广泛应用于各领域。由于该技术涉及激光直接熔化粉末材料的复杂物理、化学过程,材料在高温下极容易被氧化,因此该过程往往在具有保护气氛下的密闭成型腔内进行。
3.近年来,在零件增材制造过程中嵌入电子产品或特殊零部件以实现零件的多功能化、轻量化、集成化、一体化已成为一种极具发展前景的制造方式。目前大部分相关研究主要针对非金属增材制造技术或金属片材层压技术等,这些方式在打印过程往往不涉及高温下材料熔化伴随的氧化作用,因此往往可在大气环境中进行。但粉末床激光熔融技术的成型过程涉及高温下金属材料发生的氧化作用。为保证打印过程的低氧环境,在粉末床激光熔融过程中向零件中嵌入电子产品或特殊零部件往往需要打开密闭成型腔的舱门,通过人工添加电子产品或特殊零部件后再通入保护气体进行排氧过程,进而继续粉末床激光熔融成型过程。这个过程不仅费时费力,还会浪费大量昂贵的保护气体(氩气等),同时若一个零件中需嵌入多个零件时,则需多次排氧过程,这对于控制制造成本、提高生产效率显然是不可取的。
技术实现要素:
4.本技术实施例提供一种粉末床激光熔融设备及方法,能够在零件的激光成形过程对电子元器件或特殊零件进行抓取和释放,避免成型过程打开舱门人工添加而影响生产效率,实现多功能化、轻量化、集成化复杂金属零件的高效率、一体化增材制造。
5.第一方面,本技术实施例提供一种粉末床激光熔融设备,粉末床激光熔融设备,包括扫描振镜、粉料缸、成型缸、成型腔和铺粉车,粉料缸和成型缸沿第一方向分布并位于成型腔的下方,粉料缸用于储存粉末材料,成型缸上设置有基板,扫描振镜的出光口设置于成型缸的正上方;铺粉车沿第一方向可移动地设置于成型腔内,以用于向成型区的成型平面补充粉末材料,成型区为零件的成型面区域;其中,成型腔内设置有抓取单元,成型腔还具有存放区,存放区用于放置待添加的元器件的区域;抓取单元包括抓取部和位置调整组件,位置调整组件用于带动抓取部至少沿一个方向移动,以使得抓取部能在存放区和成型区之间移动并向成型区添加零件成型所需的元器件。
6.在本方案中,基于粉末床激光熔融技术,通过在成型腔的内部设置有抓取单元,在零件的激光成形过程,抓取单元可以在位置调整组件的作用下,将存放区的元器件抓取并释放至成型区内的零件中,避免在成型过程中打开舱门——人工添加——循环排氧的低效率方式。借助于抓取单元的设置,可直接在不打开成型腔舱门的条件下完成元器件的抓取、转移和释放,避免多次打开舱门导致的粉末扬尘外溢并污染加工大气环境,这有利于环境
安全与设备操作人员的身体健康,且有利于节约成本,提高生产效率。
7.其中,上述的元器件可以为电子元器件或特殊零件。
8.在一些实施例中,抓取单元设置于铺粉车上并跟随铺粉车沿第一方向移动。
9.上述技术方案中,通过将抓取单元集成设置于铺粉车上,从而使得抓取单元能够跟随铺粉车移动,相比于额外增加机械臂等驱动机构来实现抓取单元第一方向的移动而言,简化了结构,降低了成本,并且该方式可节约空间并有利于集成化,更容易在现有结构上进行改装升级。
10.在一些实施例中,成型腔内设置有第一滑轨,第一滑轨沿第一方向延伸设置,铺粉车滑动设置于第一滑轨上。
11.上述技术方案中,通过在成型腔设置有第一滑轨,第一滑轨可以给铺粉车提供导向作用,使得铺粉车能够在成型腔内精准的平稳移动,提高了铺粉车的移动稳定性。
12.在一些实施例中,抓取单元的数量设为两个,分别为第一抓取单元和第二抓取单元,第一抓取单元用于抓取大尺寸的元器件,第二抓取单元用于抓取小尺寸的元器件。
13.上述技术方案中,由于零件在成型过程中所需的元器件或特殊零件种类不同,尺寸也会有所差异,为了提高抓取的适用范围,通过将抓取单元的数量设为两个,第一抓取单元用来抓取大尺寸的元器件,第二抓取单元用来抓取小尺寸的元器件,从而分工明确,抓取效率高,适用范围更广。
14.在一些实施例中,第一抓取单元包括第一抓取部和第一位置调整组件,第一抓取部为第一吸盘模块,第一位置调整组件包括第一驱动件和第一z向滑轨,第一驱动件安装于铺粉车上,第一z向滑轨沿竖直方向设置于铺粉车上,第一吸盘模块滑动设置于第一z向滑轨上,第一驱动件的驱动端与第一吸盘模块驱动连接,以用于带动第一吸盘模块在第一z向滑轨上沿竖直方向来回移动;第二抓取单元包括第二抓取部和第二位置调整组件,第二抓取部为第二吸盘模块,第二位置调整组件包括第二安装板、第二驱动件、第二z向滑轨、第三驱动件和y向滑轨,第三驱动件安装于第一吸盘模块的一侧,y向滑轨沿第二方向延伸设置于第一吸盘模块上,第一方向、第二方向和竖直方向两两垂直;第二安装板滑动设置于y向滑轨上,第三驱动件的驱动端与第二安装板驱动连接,以用于带动第二安装板沿第二方向移动;第二z向滑轨沿竖直方向设置于第二安装板上,第二吸盘模块沿竖直方向滑动设置于第二z向滑轨上,第二驱动件设置于第二安装板上,第二驱动件的驱动端与第二吸盘模块驱动连接,以用于带动第二吸盘模块沿竖直方向移动。
15.上述技术方案中,通过将第一抓取单元包括有第一驱动件和第一z向滑轨,第一z向滑轨沿竖直方向设置于铺粉车上,第一吸盘模块滑动设置于第一z向滑轨上,这样在第一驱动件的作用下能够带动第一吸盘模块沿竖直方向移动,从而使得第一吸盘模块能够上升或下降,并跟随铺粉车沿第一方向移动,当需要抓取或释放元器件时第一吸盘模块下降,抓取或释放完成后第一吸盘模块上升便可,从而实现第一吸盘模块的第一方向和竖直方向的移动。通过将第二位置调整组件包括第二安装板、第二驱动件、第二z向滑轨、第三驱动件和y向滑轨,这样第二吸盘模块能够实现在第二方向和竖直方向移动,并且在铺粉车的作用下,能够实现三个方向的移动,使得第二吸盘模块的移动范围更广。
16.在一些实施例中,第一吸盘模块上具有多个第一吸盘,第一吸盘通过第一吸气管路与供气设备连通,以用于对元器件的抓取和释放;第二吸盘模块包括多个第二吸盘,第二
吸盘用于吸除成型区的零件内待嵌入位置的粉末,以及对元器件的抓取或释放。
17.上述技术方案中,通过在第一吸盘模块设置有多个第一吸盘,多个第一吸盘共同配合能够实现对大尺寸的元器件的抓取和释放,而由于第二吸盘模块用于对小尺寸的元器件的抓取或释放。且在本方案中,第二吸盘不仅可以抓取和释放体积或重量较小的元器件或特殊零件,而且还具有吸除零件内待嵌入位置的粉末的功能,以便嵌入元器件或特殊零件。即,第二吸盘具有吸除零件内待嵌入位置的粉末,以及抓取或释放功能,以上两种功能均通过第二吸盘模块上的小尺寸的第二吸盘完成。
18.在一些实施例中,第一抓取单元和第二抓取单元中设置有粉末过滤组件,粉末过滤组件中筛网的最小孔径小于最小粉末粒径;第二抓取单元还设置有粉末回收组件,粉末回收组件用于实现在执行粉末去除功能时回收吸附的粉末。
19.上述技术方案中,通过在第一抓取单元和第二抓取单元设置有粉末过滤组件,粉末过滤组件中筛网的最小孔径小于最小粉末粒径,这样粉末过滤组件中的筛网可以对吸附过程中的粉末进行过滤,让粉末与气体分离,并且在第二抓取单元中还设置有粉末回收组件,粉末回收组件可以实现在执行粉末去除功能时回收吸附的粉末,实现粉末的二次回收利用。
20.在一些实施例中,第一抓取单元和第二抓取单元在进行物体抓取时,其内部的吸气管路的气压p可通过以下方式进行计算:在抓取时,为了实现元器件的成功抓取,应满足以下关系:f≥g
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)f为管路系统对零件的吸取力,g为零件受到的重力;假设吸盘口面积为a,吸盘数量为n,零件质量为m,重力加速度为g=9.8m/s2;(1)式可表示为:p*a*n≥m*g
ꢀꢀꢀꢀꢀꢀ
(2)由(2)获得:p≥(m*g)/(a*n)
ꢀꢀꢀꢀꢀ
(3)其中,吸盘口面积为a、吸盘数量为n、零件质量为m均可通过加工前获得,因此可获得确定的内部管路的气压p范围。
21.第二方面,本技术实施例还提供了一种粉末床激光熔融设备的方法,采用上述的粉末床激光熔融设备实现,方法包括以下步骤:s1、准备阶段:对待成型零件的三维模型数据进行处理,包括位置摆放、支撑添加和切片,将数据导入粉末床激光熔融设备;在成型缸上安装并调平基板,向粉料缸加入粉末材料,关闭成型腔的舱门;向成型腔内充入惰性保护气体直至腔内氧含量低于2.0 ppm;加工前,第一抓取单元和第二抓取单元位置上升以避让成型区;s2、加工阶段:在成型至合适位置,暂停粉末床激光熔融过程,启动抓取单元;若为大尺寸的元器件,先启动第二抓取单元,通过第二吸盘模块上的第二吸盘把待嵌入位置的粉末吸除,然后启动第一抓取单元,在第一位置调整组件的作用下将第一吸盘模块移动至存放区的待抓取元器件的上方,第一吸盘模块抓取大尺寸的元器件,在第一位置调整组件的作用下将大尺寸的元器件释放至成型零件的待嵌入位置;若为小尺寸的元器件,先启动第二抓取单元,通过第二吸盘模块上的第二吸盘将待嵌入位置的粉末吸除,然后在第二位置调整组件的作用下移动至待抓取的元器件上方,第二吸盘模块完成小尺寸的元器件抓
取,将小尺寸的元器件释放至成型零件的待嵌入位置;s3、完成元器件的抓取和释放动作后,抓取单元远离成型平面,继续进行粉末床激光熔融过程;根据实际情况重复步骤s2和步骤s3,直至整个零件加工完成。
22.在一些实施例中,在步骤s2中抓取单元在抓取并释放元器件后,添加绝热材料至元器件的表层,且在成型零件中添加的元器件应低于成型平面。
23.上述技术方案中,通过在抓取单元在抓取并释放元器件后,添加绝热材料至元器件的表层,从而避免后续加工过程形成的高温破坏元器件;在成型零件中添加的元器件应低于成型平面,避免影响后续铺粉过程。
24.综上所述,本方案的有益效果为:1、本方案中的抓取单元可集成于铺粉车上,相比于额外增加的机械臂的结构,该装置可节约空间并有利于集成化,同时该种结构更容易在现有结构上进行改装升级。
25.2、本方案中抓取单元的设置,可避免打开成型腔的舱门以及添加电子产品或特殊零件后的排氧过程,可直接在不打开成型腔舱门的条件下完成零件的抓取与释放,有利于节约成本,提高生产效率。
26.3、本方案中的抓取单元可在保护气氛环境下对成型腔内的元器件进行抓取的方式,避免多次打开舱门导致的粉末扬尘外溢并污染加工大气环境,有利于环境安全与保证设备操作人员的身体健康。
27.本技术的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
28.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
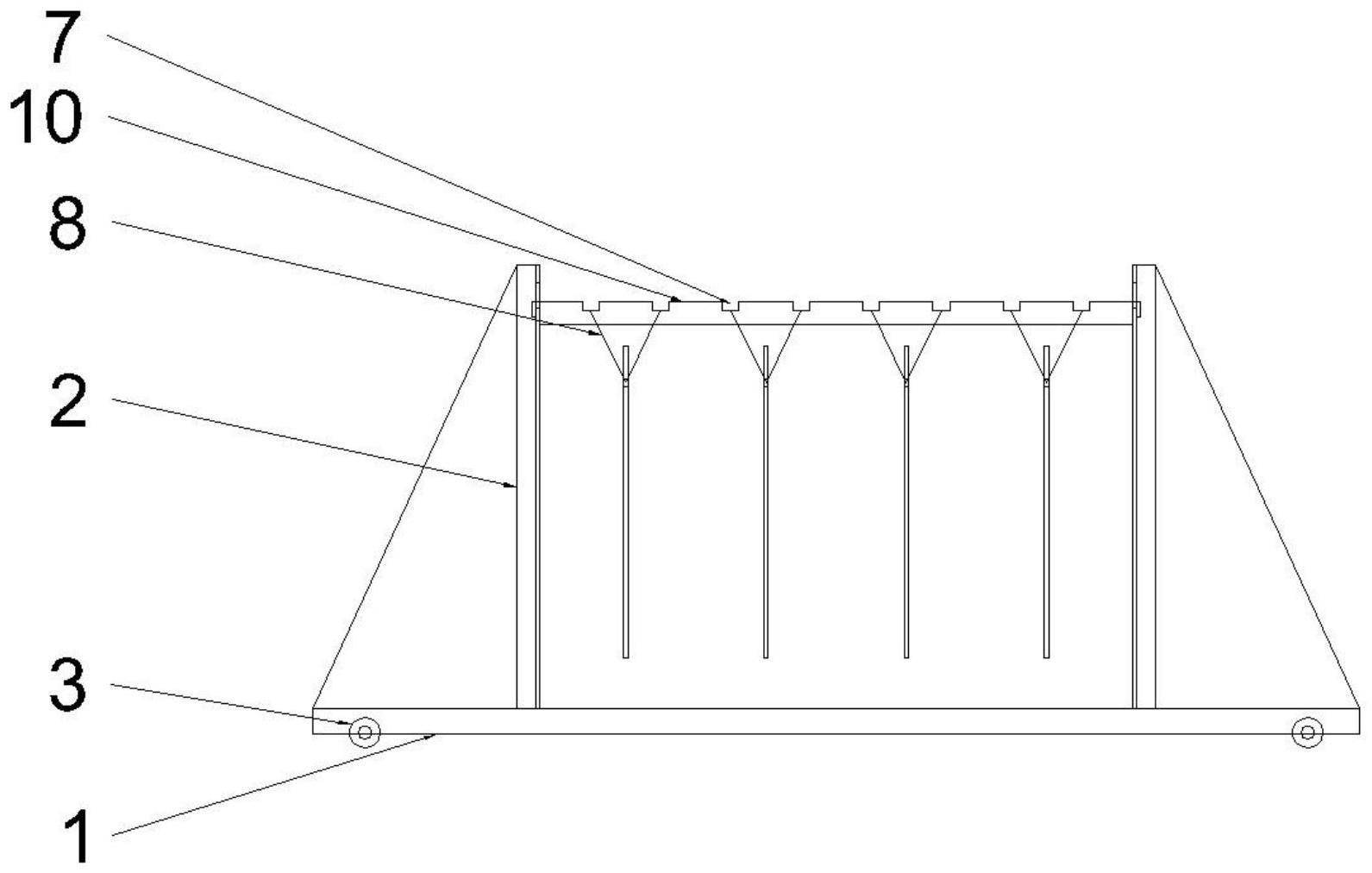
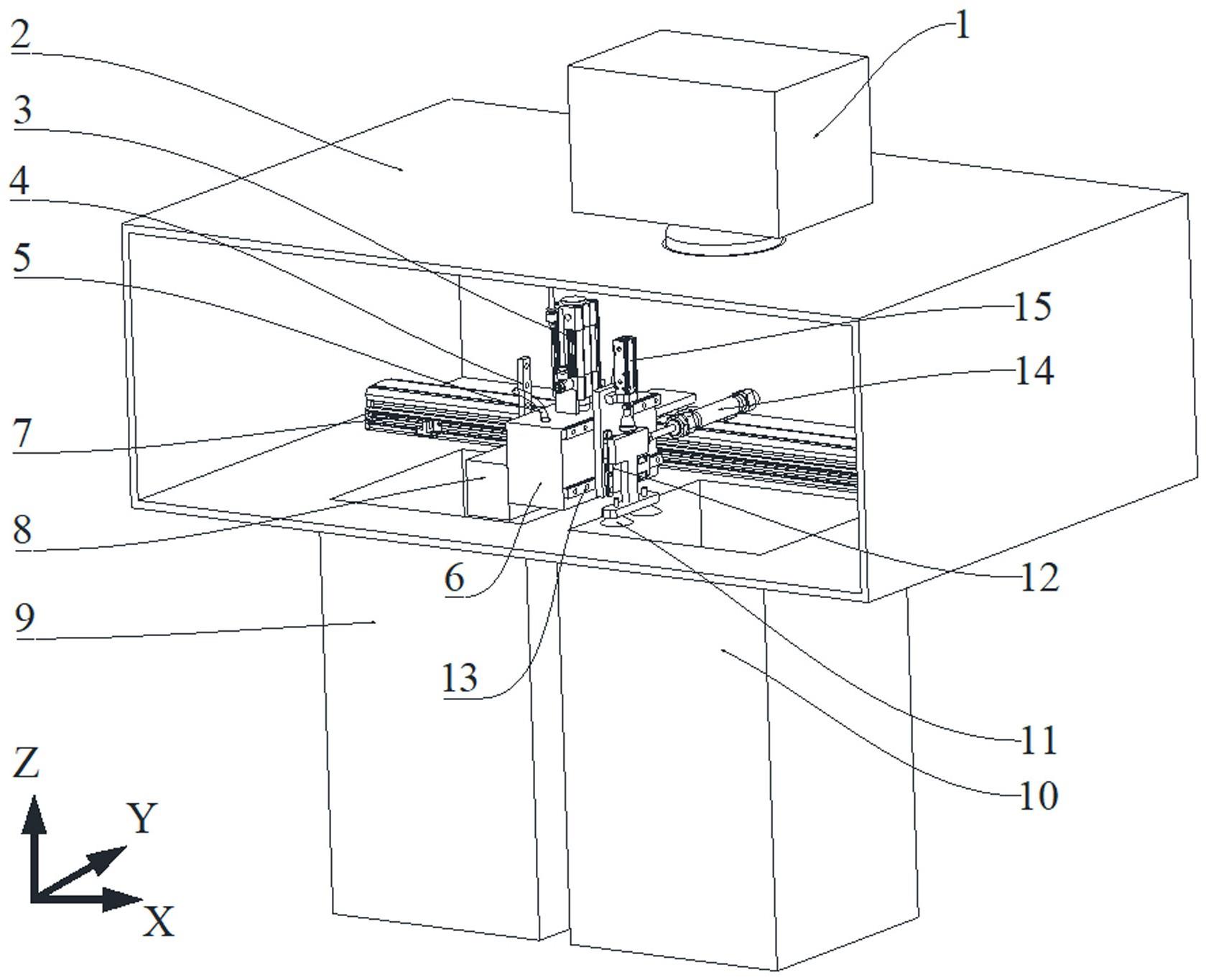
29.图1为本技术一些实施例提供的粉末床激光熔融设备的结构示意图;图2为本技术一些实施例提供的粉末床激光熔融设备中成型腔内的抓取单元的布局示意图;图3为本技术一些实施例提供的粉末床激光熔融设备中第二吸盘模块上的第二吸盘分布示意图;图4为本技术一些实施例提供的粉末床激光熔融设备中吸盘的工作原理图;图5为本技术一些实施例提供的粉末床激光熔融设备中抓取方法的流程示意图。
30.图标:1-扫描振镜;2-成型腔;3-第一驱动件;4-第一z向滑轨;5-第一吸气管路;6-第一吸盘模块;7-第一滑轨;8-铺粉车;9-成型缸;10-粉料缸;11-第二吸盘;12-第二z向滑轨;13
‑ꢀ
y向滑轨;14
‑ꢀ
第三驱动件;15-第二驱动件;16-第一吸盘;17-吸盘口;x-第一方向;y-第二方向;z-竖直方向。
具体实施方式
31.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是
本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
32.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
33.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
34.在本技术实施例的描述中,需要说明的是,指示方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
35.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”应做广义理解,例如,可以是固定相连,也可以是可拆卸相连,或一体地相连;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
实施例
36.本技术实施例提供一种粉末床激光熔融设备,请参阅图1至图3,粉末床激光熔融设备包括扫描振镜1、粉料缸10、成型缸9、成型腔2和铺粉车8,粉料缸10和成型缸9沿第一方向x分布并位于成型腔2的下方,粉料缸10用于储存粉末材料,成型缸9上设置有基板,扫描振镜1的出光口设置于成型缸9的正上方;铺粉车8沿第一方向x可移动地设置于成型腔2内,以用于向成型区的成型平面补充粉末材料,成型区为零件的成型面区域;其中,成型腔2内设置有抓取单元,成型腔2还具有存放区,存放区用于放置待添加的元器件的区域,当然存放区上可以设置有供料架,用于存放元器件或特殊零件;抓取单元包括抓取部和位置调整组件,位置调整组件用于带动抓取部至少沿一个方向移动,以使得抓取部能在存放区和成型区之间移动并向成型区添加零件成型所需的元器件。
37.在本方案中,基于粉末床激光熔融技术,通过在成型腔2的内部设置有抓取单元,在零件的激光成形过程,抓取单元可以在位置调整组件的作用下,将存放区的元器件抓取并释放至成型区内的零件中,避免在成型过程中打开舱门——人工添加——循环排氧的低效率方式。借助于抓取单元的设置,可直接在不打开成型腔2的舱门的条件下完成元器件的抓取、转移和释放,避免多次打开舱门导致的粉末扬尘外溢并污染加工大气环境,这有利于环境安全与设备操作人员的身体健康,且有利于节约成本,提高生产效率。
38.其中,上述的元器件可以为电子元器件或特殊零件。
39.在一些实施例中,抓取单元设置于铺粉车8上并跟随铺粉车8沿第一方向x移动。通过将抓取单元集成设置于铺粉车8上,从而使得抓取单元能够跟随铺粉车8移动,相比于额外增加机械臂等驱动机构来实现抓取单元第一方向x的移动而言,简化了结构,降低了成本,并且该方式可节约空间并有利于集成化,更容易在现有结构上进行改装升级。
40.在一些实施例中,成型腔2内设置有第一滑轨7,第一滑轨7沿第一方向x延伸设置,铺粉车8滑动设置于第一滑轨7上。通过在成型腔2设置有第一滑轨7,第一滑轨7可以给铺粉车8提供导向作用,使得铺粉车8能够在成型腔2内精准的平稳移动,提高了铺粉车8的移动稳定性。
41.其中,铺粉车8为现有技术,这里便不再对铺粉车8的具体结构过多赘述;当然,铺粉车8可受外部驱动机构驱动或者内部内置有动力机构,从而实现铺粉车8在第一滑轨7上沿第一方向x移动。
42.在一些实施例中,抓取单元的数量设为两个,分别为第一抓取单元和第二抓取单元,第一抓取单元用于抓取大尺寸的元器件,第二抓取单元用于抓取小尺寸的元器件。由于零件在成型过程中所需的元器件或特殊零件种类不同,尺寸也会有所差异,为了提高抓取的适用范围,通过将抓取单元的数量设为两个,第一抓取单元用来抓取大尺寸的元器件,第二抓取单元用来抓取小尺寸的元器件,从而分工明确,抓取效率高,适用范围更广。
43.其中,第一抓取单元和第二抓取单元可以在一个方向上移动,也可以在两个方向上移动,当然,第一抓取单元可以在铺粉车8上沿一个方向或者两个方向移动,第二抓取单元可以在铺粉车8上沿一个方向或者两个方向移动。
44.在一些实施例中,第一抓取单元包括第一抓取部和第一位置调整组件,第一抓取部为第一吸盘模块6,第一位置调整组件包括第一驱动件3和第一z向滑轨4,第一驱动件3安装于铺粉车8上,第一z向滑轨4沿竖直方向z设置于铺粉车8上,第一吸盘模块6滑动设置于第一z向滑轨4上,第一驱动件3的驱动端与第一吸盘模块6驱动连接,以用于带动第一吸盘模块6在第一z向滑轨4上沿竖直方向z来回移动;第二抓取单元包括第二抓取部和第二位置调整组件,第二抓取部为第二吸盘模块,第二位置调整组件包括第二安装板、第二驱动件15、第二z向滑轨12、第三驱动件14和y向滑轨13,第三驱动件14安装于第一吸盘模块6的一侧,y向滑轨13沿第二方向y延伸设置于第一吸盘模块6上,第一方向x、第二方向y和竖直方向z两两垂直;第二安装板滑动设置于y向滑轨13上,第三驱动件14的驱动端与第二安装板驱动连接,以用于带动第二安装板沿第二方向y移动;第二z向滑轨12沿竖直方向z设置于第二安装板上,第二吸盘模块沿竖直方向z滑动设置于第二z向滑轨12上,第二驱动件15设置于第二安装板上,第二驱动件15的驱动端与第二吸盘11模块驱动连接,以用于带动第二吸盘11模块沿竖直方向z移动。
45.通过将第一抓取单元包括有第一驱动件3和第一z向滑轨4,第一z向滑轨4沿竖直方向z设置于铺粉车8上,第一吸盘模块6滑动设置于第一z向滑轨4上,这样在第一驱动件3的作用下能够带动第一吸盘模块6沿竖直方向z移动,从而使得第一吸盘模块6能够上升或下降,并跟随铺粉车8沿第一方向x移动,当需要抓取或释放元器件时第一吸盘模块6下降,抓取或释放完成后第一吸盘模块6上升便可,从而实现第一吸盘模块6的第一方向x和竖直方向z的移动。通过将第二位置调整组件包括第二安装板、第二驱动件15、第二z向滑轨12、第三驱动件14和y向滑轨13,这样第二吸盘模块能够实现在第二方向y和竖直方向z移动,并且在铺粉车8的作用下,能够实现三个方向的移动,使得第二吸盘模块的移动范围更广。
46.其中,第一驱动件3可以为多种直线驱动机构,譬如,第一驱动件3可以为气缸、液压缸、电动推杆、齿轮齿条或者丝杆螺母副驱动机构等,在本实施例中,第一驱动件3采用为气缸。当然,第二驱动件15或者第三驱动件14同样也可以为多种直线驱动机构,譬如,第一
驱动件3可以为气缸、液压缸、电动推杆、齿轮齿条或者丝杆螺母副驱动机构等,在本实施例中,第二驱动件15和第三驱动件14也采用为气缸。
47.在一些实施例中,第一吸盘模块6上具有多个第一吸盘16,第一吸盘16通过第一吸气管路5与供气设备连通,以用于对元器件的抓取和释放;第二吸盘模块包括多个第二吸盘11,第二吸盘11用于吸除成型区的零件内待嵌入位置的粉末,以及对元器件的抓取或释放。通过在第一吸盘模块6设置有多个第一吸盘16,多个第一吸盘16共同配合能够实现对大尺寸的元器件的抓取和释放,而由于第二吸盘模块用于对小尺寸的元器件的抓取或释放。且在本方案中,第二吸盘11不仅可以抓取和释放体积或重量较小的元器件或特殊零件,而且还具有吸除零件内待嵌入位置的粉末的功能,以便嵌入元器件或特殊零件。即,第二吸盘11具有吸除零件内待嵌入位置的粉末,以及抓取或释放功能,以上两种功能均通过第二吸盘模块上的小尺寸的第二吸盘11完成。
48.其中,第一吸盘模块6上的第一吸盘16的数量可根据抓取物体的大小进行设置,第一吸盘16的形状可以为圆形。第二吸盘模块中的第二吸盘11的数量可为一个、二个或三个等;第二吸盘11的形状可以为圆形,第二吸盘11的尺寸一般可通过需要抓取物体的尺寸而定。第一吸盘16或第二吸盘11,以下简称吸盘,吸盘的吸盘口17与吸盘模块的供气管路(吸气管路)连接,主要通过控制形成的吸盘的压差实现元器件的抓取和释放,当吸盘的吸附面为负压时进行抓取,当吸盘的吸附面为正压或大气压力时释放元器件。并且通过调整压差可吸取不同重量的物体。
49.另外,第一吸盘模块6或第二吸盘模块中吸盘的所采用的气体应与成型腔2内的惰性保护气体一致,从而避免造成气体污染。
50.在一些实施例中,第一抓取单元和第二抓取单元设置有粉末过滤组件,粉末过滤组件中筛网的最小孔径小于最小粉末粒径;第二抓取单元还设置有粉末回收组件,粉末回收组件用于实现在执行粉末去除功能时回收吸附的粉末。通过在第一抓取单元和第二抓取单元的吸气管路中设置有粉末过滤组件,粉末过滤组件中筛网的最小孔径小于最小粉末粒径,这样粉末过滤组件中的筛网可以对吸附过程中的粉末进行过滤,让粉末与气体分离,并且在第二抓取单元的吸气管路中还设置有粉末回收组件,粉末回收组件可以实现在执行粉末去除功能时回收吸附的粉末,实现粉末的二次回收利用。
51.其中,粉末过滤组件可以包括过滤仓和筛网,粉料回收组件为粉料回收缸,过滤仓设置于粉末去除吸管的管路中,这里的粉末去除吸管与吸盘自身所带的供气管路两者相独立,均属于吸气管路系统。粉末去除吸管用于吸收粉末,过滤仓设置在粉末去除吸管的路径上,筛网设置于过滤仓中,筛网的最小孔径小于最小粉末粒径,粉料回收缸与过滤仓中靠近于筛网的拦截侧衔接,以用于回收被筛网拦截的粉末,筛网可以对吸附过程中的粉末进行过滤,让粉末停留在筛网的拦截侧,而气流穿过筛网后通过过滤仓的出气口继续与粉末去除吸管相通并排出,粉料回收缸与过滤仓中靠近于筛网的拦截侧衔接,这样粉料回收缸可以实现在执行粉末去除功能时对筛网拦截侧所拦截的粉末进行回收。
52.在一些实施例中,如图4所示,第一抓取单元和第二抓取单元在进行物体抓取时,其内部的吸气管路的气压p可通过以下方式进行计算:在抓取时,为了实现元器件的成功抓取,应满足以下关系:f≥g
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
f为管路系统对零件的吸取力,g为零件受到的重力;假设吸盘口面积为a,吸盘数量为n,零件质量为m,重力加速度为g=9.8m/s2;(1)式可表示为:p*a*n≥m*g
ꢀꢀꢀꢀꢀꢀꢀ
(2)由(2)获得:p≥(m*g)/(a*n)
ꢀꢀꢀꢀꢀ
(3)其中,吸盘口17的面积为a、吸盘数量为n、零件质量为m均可通过加工前获得,因此可获得确定的内部管路的气压p范围。
53.第二方面,本技术实施例还提供了一种粉末床激光熔融设备的方法,采用上述的粉末床激光熔融设备实现,请参阅图5,方法包括以下步骤:s1、准备阶段:对待成型零件的三维模型数据进行处理,包括位置摆放、支撑添加和切片,将数据导入粉末床激光熔融设备;在成型缸9上安装并调平基板,向粉料缸10加入粉末材料,关闭成型腔2的舱门;向成型腔2内充入惰性保护气体直至腔内氧含量低于2.0 ppm;加工前,第一抓取单元和第二抓取单元位置上升以避让成型区;s2、加工阶段:在成型至合适位置,暂停粉末床激光熔融过程,启动抓取单元;若为大尺寸的元器件,先启动第二抓取单元,通过第二吸盘模块上的第二吸盘11把待嵌入位置的粉末吸除,然后启动第一抓取单元,在第一位置调整组件的作用下将第一吸盘模块6移动至存放区的待抓取元器件的上方,第一吸盘模块6抓取大尺寸的元器件,在第一位置调整组件的作用下将大尺寸的元器件释放至成型零件的待嵌入位置;若为小尺寸的元器件,先启动第二抓取单元,通过第二吸盘11模块上的第二吸盘11将待嵌入位置的粉末吸除,然后在第二位置调整组件的作用下移动至待抓取的元器件上方,第二吸盘11模块完成小尺寸的元器件抓取,将小尺寸的元器件释放至成型零件的待嵌入位置;s3、完成元器件的抓取和释放动作后,抓取单元远离成型平面,继续进行粉末床激光熔融过程;根据实际情况重复步骤s2和步骤s3,直至整个零件加工完成。
54.需要说明的是,图5中所描述的物体实际上为元器件,即电子元器件或特殊零件。
55.在一些实施例中,在步骤s2中抓取单元在抓取并释放元器件后,添加绝热材料至元器件的表层,且在成型零件中添加的元器件应低于成型平面。通过在抓取单元在抓取并释放元器件后,添加绝热材料至元器件的表层,从而避免后续加工过程形成的高温破坏元器件;在成型零件中添加的元器件应低于成型平面,避免影响后续铺粉过程。
56.需要说明的是,在不冲突的情况下,本技术中的实施例中的特征可以相互结合。
57.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。